- Технология изготовления детали Втулка 1 на токарно- револьверном центре HAAS модели ST10

Содержание
- 2. "Ленинградский Металлический завод" (ЛМЗ) "Ленинградский Металлический завод" был основан в 1857 году, производство паровых турбин началось
- 3. Оборудование на котором выполняю деталь «Втулка 1» Токарно-револьверный станок с ЧПУ HAAS SТ-10
- 4. Виды обработки: На станке Haas SL-10 можно производить следующие виды обработки: 1) Обработка наружных поверхностей (точение
- 5. Достоинства станка: Огромный выбор разнообразных опций, таких как шпиндель со скоростью 7000 об/мин, редуктор с высоким
- 6. Чертеж детали Втулка 1
- 7. Имитация
- 8. Изучаю чертёж детали (материал, форму, точность, шероховатость) Закрепляю заготовку в патроне станка Закрываю защитный экран Включаю
- 9. Пластины используемые для изготовления детали «Вал» Пластина ромбической формы 80° Для чернового подрезания торца. Пластина ромбической
- 10. Измерительный инструмент: Точность: + 0,02 мм ( 100 - 150 мм) Разрешение: U0.01mm Диапазон измерений: 0-150
- 11. Калибр кольцо резьбовое Предназначено для измерения внутренней резьбы
- 12. Предназначен для измерения углов Угломер
- 14. Скачать презентацию
"Ленинградский Металлический завод" (ЛМЗ)
"Ленинградский Металлический завод" был основан в 1857
"Ленинградский Металлический завод" (ЛМЗ)
"Ленинградский Металлический завод" был основан в 1857

Оборудование на котором выполняю деталь «Втулка 1»
Токарно-револьверный станок с ЧПУ HAAS
Оборудование на котором выполняю деталь «Втулка 1»
Токарно-револьверный станок с ЧПУ HAAS

Виды обработки:
На станке Haas SL-10 можно производить следующие виды обработки:
1) Обработка
Виды обработки:
На станке Haas SL-10 можно производить следующие виды обработки:
1) Обработка
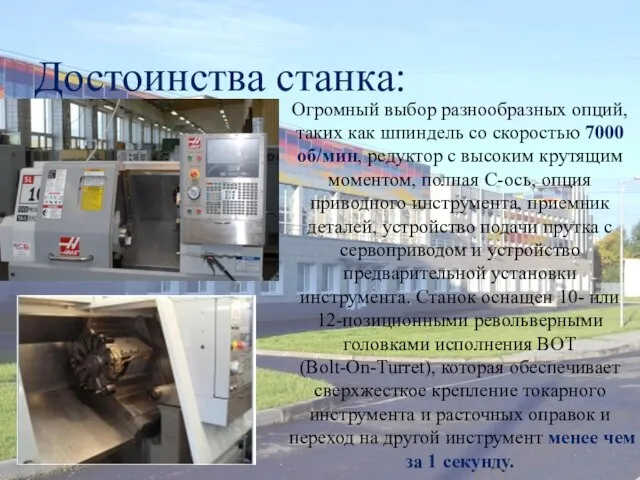
Достоинства станка:
Огромный выбор разнообразных опций, таких как шпиндель со скоростью 7000
Достоинства станка:
Огромный выбор разнообразных опций, таких как шпиндель со скоростью 7000

Чертеж детали Втулка 1
Чертеж детали Втулка 1
Имитация
Имитация
Изучаю чертёж детали (материал, форму, точность, шероховатость)
Закрепляю заготовку в патроне станка
Закрываю
Изучаю чертёж детали (материал, форму, точность, шероховатость)
Закрепляю заготовку в патроне станка
Закрываю

Пластины используемые для изготовления детали «Вал»
Пластина ромбической формы 80°
Для чернового
Пластины используемые для изготовления детали «Вал»
Пластина ромбической формы 80°
Для чернового

Измерительный инструмент:
Точность: + 0,02 мм (<100 мм), + 0,03 мм (>
Измерительный инструмент:
Точность: + 0,02 мм (<100 мм), + 0,03 мм (>

Калибр кольцо резьбовое
Предназначено для измерения внутренней резьбы
Калибр кольцо резьбовое
Предназначено для измерения внутренней резьбы

Предназначен для измерения углов
Угломер
Предназначен для измерения углов
Угломер
 Обработка конструкционных материалов давлением
Обработка конструкционных материалов давлением Оказание транспортных услуг в экскурсионном обслуживании
Оказание транспортных услуг в экскурсионном обслуживании Title
Title 20130715_pritcha_ob_osle
20130715_pritcha_ob_osle Химические волокна
Химические волокна Исследование водопоглощения текстильных материалов с кардной системой пряжи
Исследование водопоглощения текстильных материалов с кардной системой пряжи Анализ анкетирования родителей
Анализ анкетирования родителей Православная молитва
Православная молитва Сервисный тренинг EXD06 Continental Teves MK25E1 Touareg 2007
Сервисный тренинг EXD06 Continental Teves MK25E1 Touareg 2007 Унификация и стандартизация в строительстве
Унификация и стандартизация в строительстве Лиды
Лиды Дополнения к СО
Дополнения к СО Защищенные микрокомпьютеры с НГА и АРМ на их основе
Защищенные микрокомпьютеры с НГА и АРМ на их основе Геохимические методы поисков месторождений полезных ископаемых. Лекция 12. Первичные ореолы рудных месторождений
Геохимические методы поисков месторождений полезных ископаемых. Лекция 12. Первичные ореолы рудных месторождений Моделирование одежды
Моделирование одежды Общие требования по безопасности и охране труда машинистов
Общие требования по безопасности и охране труда машинистов Ariana мерч
Ariana мерч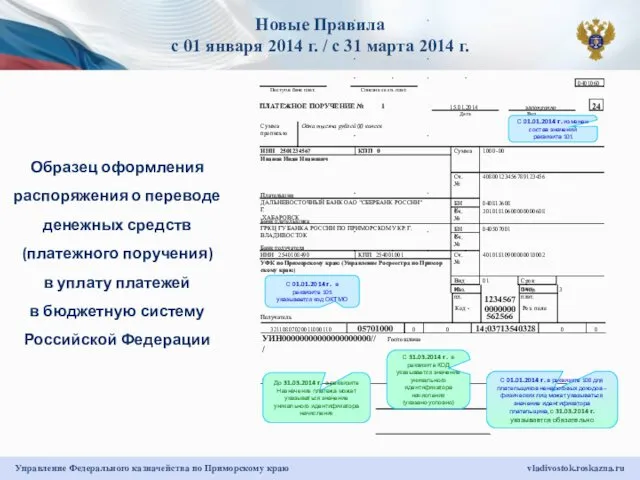 Образец распоряжения о переводе в уплату в бюджет
Образец распоряжения о переводе в уплату в бюджет 20170910_sravnenie_desyatichnyh_drobey
20170910_sravnenie_desyatichnyh_drobey Arbor Website Design v1
Arbor Website Design v1 Вдохновляясь творчеством Тукая
Вдохновляясь творчеством Тукая Обо мне
Обо мне Технические средства реабилитации для лиц с инвалидностью
Технические средства реабилитации для лиц с инвалидностью Монтаж балконных плит
Монтаж балконных плит TABLE QUIZ SUMMER 2022
TABLE QUIZ SUMMER 2022 Новые книжные радости
Новые книжные радости Итоги производственной и финансовой деятельности филиала Черепетская ГРЭС имени Д.Г. Жимерина
Итоги производственной и финансовой деятельности филиала Черепетская ГРЭС имени Д.Г. Жимерина Классификация оперативного запоминающего устройства (ОЗУ)
Классификация оперативного запоминающего устройства (ОЗУ)