- Термины и определения

Содержание
- 2. Отвечаем на вопросы по программе обучения 1.Виды чугуна, маркировка, структура и ее влияние на свойства, применение.
- 3. Организация сварочного поста для РДС, оснащение, основные требования по безопасности.
- 4. 3. Кислород, ацетилен: их свойства, получение, применение в газопламенной обработке.
- 5. 4. Сварочные преобразователи: назначение, маркировка, устройство и применение.
- 6. 5. Влияние углерода и легирующих элементов на свариваемость. Группы свариваемости.
- 7. 6. Выполнение сварочных швов в нижнем, горизонтальном, вертикальном (сверху вниз и снизу вверх).
- 8. 7. Требования к сварочно-технологическим свойствам электродов ГОСТ 9466-75
- 9. 8. Карбид кальция: получение, свойства хранения, требования безопасности при работе с ним. Современная технология производства карбида
- 10. 9. Классификация электродов по назначению согласно ГОСТ 9466-75: условные обозначения и примеры применения.
- 11. 10. Классификация ацетиленовых генераторов: назначение, устройство, принцип работы, обслуживание и уход. Ацетиленовый генератор АСП-1,25 и требования
- 12. 11. Сварочные трансформаторы: назначение, устройство и правила эксплуатации.
- 13. 12. Конструктивные элементы сварного соединения, перечислить и объяснить сущность.
- 14. 13. Металлургические процессы при сварке: окисление, раскисление, восстановление, кристаллизация.
- 15. 14. Виды покрытий электродов: основное, рутиловое, кислое, целлюлозное, смешанное; их условные обозначения и характеристики.
- 16. 15. Классификация источников питания сварочной дуги, назвать марки.
- 17. 16. Как обозначаются сварные соединения на чертежах.
- 18. 17. Белый чугун, ковкий чугун: их свойства, маркировка и применение.
- 19. 18. Расшифруйте условное обозначение электродов:
- 20. 19. Требования, предъявляемые к источникам питания сварочной дуги.
- 21. 20. Как влияет неравномерность нагрева при сварке на величину деформации основного металла.
- 22. 21. Сталь. Влияние углерода на свойства стали. Классификация сталей по содержанию углерода. Сплав железа с углеродом
- 23. 22. Деформации при сварке. Конструктивные способы уменьшения деформаций и внутренних напряжений.
- 24. 23. Сварочная дуга. Вольтамперная характеристика сварочной дуги
- 25. 24. Сварочные агрегаты: назначение и принцип действия, правила эксплуатации.
- 26. 25. Постоянные примеси в стали: кислород, азот, фосфор, сера, водород; их влияние на свойства стали.
- 27. 26. Классификация электродов по толщине покрытия согласно ГОСТ 9466-75. Назначение «тонких» и «толстых» покрытий.
- 28. 27. Пропан – бутановые баллоны: устройство, транспортировка и хранение. Требования безопасности при работе с ними.
- 29. 28. Источник питания сварочного тока инверторного типа: принцип работы и правила эксплуатации.
- 30. 29. Основные причины, ухудшающие свариваемость чугуна. Способы сварки чугуна.
- 31. 30. Обозначение сварного шва на чертеже Э45А 5264-80 Н1∆6, раскройте содержание.
- 32. 31. Кислородные и ацетиленовые баллоны: назначение, устройство, работа, правила эксплуатации, транспортировка, хранение. Требования безопасности при работе
- 33. 32. К какому классу сталей относятся сварочные проволоки Св.- 08, Св. - 08А.
- 34. 33. Классификация легированных сталей по химическому составу. Назовите содержание углерода и легирующих элементов в стали 12Х18Н10Т.
- 35. 34. Предохранительные затворы: назначение и применение. Устройство и принцип работы жидкостного затвора ЗСП-8 (ЗСГ 1,25-4).
- 36. 35. Вентили и манометры: назначение, устройство поверка, выбраковка, правила эксплуатации.
- 37. 36. Какая периодичность проведения повторного инструктажа по технике безопасности.
- 38. 37. Влияние сварочного тока, напряжения и скорости сварки на форму и размеры шва.
- 39. 38. Рукава (шланги) для кислорода, ацетилена и других газов з, их краткая характеристика. Распределительные эстакады и
- 40. 39. Технологическая карта сварки. Основные параметры для выполнения сварки.
- 41. 40. Как влияет, подогрев изделий в процессе сварки на величину остаточных деформаций.
- 42. 41. Вольфрамовые электроды: назначение, маркировка, заточка.
- 43. 42. Назначение, устройство и принцип работы двухкамерного редуктора для сжатых газов.
- 44. 43. Одно и многопостовые сварочные выпрямители: устройство и правила эксплуатации.
- 45. 44. Вредные и опасные факторы при производстве электрогазосварочных работ и их воздействие на организм человека.
- 46. 45. Сталь углеродистая качественная конструкционная (08, 10..25..85): механические характеристики, маркировка и применение.
- 47. 46. Способы сварки чугуна.
- 48. 47. Классификация сварочных горелок. Инжекторные горелки: устройство и принцип работы.
- 49. 48. Требования к электрододержателям, токоподводящим зажимам, соединительным муфтам, сварочным маскам и светофильтрам.
- 50. 49. Инструментальные углеродистые стали (У7, У11А) и быстрорежущие стали (Р9, Р13): маркировка, механические характеристики и применение.
- 51. 50. Структура сварного соединения: основной металл, металл сварочного шва, зона термического влияния. Отличие сварочной металлургии от
- 52. 51. Сварочная дуга: её возникновение, строение, классификация.
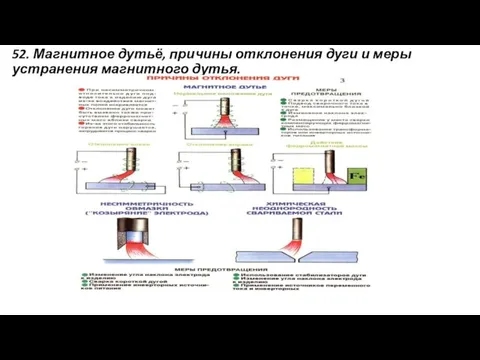
- 53. 52. Магнитное дутьё, причины отклонения дуги и меры устранения магнитного дутья.
- 54. 53. Влияние водорода на механические свойства сварного соединения. Причины появления водорода в сварном шве.
- 55. 54. Виды сварных соединений и классификация сварных швов по их положению в пространстве.
- 56. 55. Визуальный и измерительный контроль. Наружные и внутренние дефекты сварных соединений.
- 57. 56. Влияние сварочного тока, напряжения и скорости сварки на форму и размеры шва.
- 58. 57. Сварочная проволока, классификация согласно ГОСТ 2246 – 70. Рукава (шланги) для кислорода, ацетилена и других
- 59. 58. Деформации при сварке. Технологические способы уменьшения деформаций и напряжений.
- 60. 59. Эксплуатация сварочных горелок: проверка на герметичность и порядок работы. Первая помощь при отравлении газом.
- 61. 60. Основные характеристики механических свойств металлов, их влияние на выбор сварочных материалов и режимы сварки.
- 62. 61.Выполнение швов различной длины: короткие, средние, длинные; по действующему усилию, по протяжённости, по числу слоев и
- 63. 62. Обратные удары при газовой сварке: причины их возникновения. Правила эксплуатации сварочных шлангов (рукавов) и требования
- 64. 63. Требования безопасности и электробезопасности при работе на высоте, в колодцах, в замкнутых сосудах и емкостях.
- 65. 64. В каких пределах изменяется стандартный угол разделки кромок соединений деталей, свариваемых РД, Г, РАД, МП.
- 66. 65. Медь и её сплавы; алюминий и его сплавы: их свойства и применение.
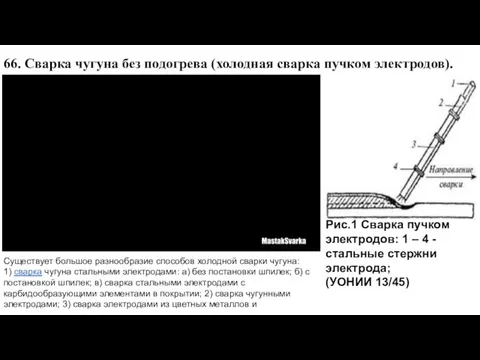
- 67. 66. Сварка чугуна без подогрева (холодная сварка пучком электродов). Рис.1 Сварка пучком электродов: 1 – 4
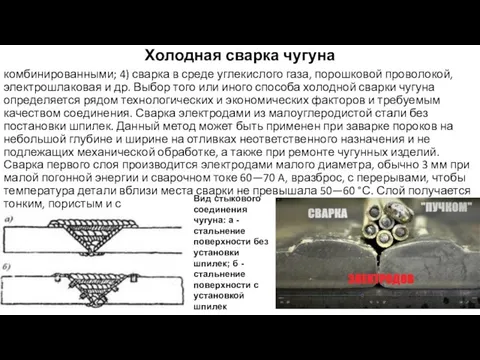
- 68. Холодная сварка чугуна комбинированными; 4) сварка в среде углекислого газа, порошковой проволокой, электрошлаковая и др. Выбор
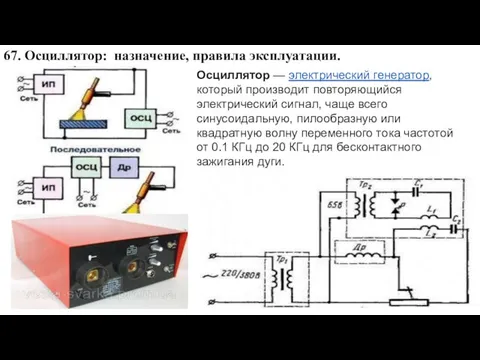
- 69. 67. Осциллятор: назначение, правила эксплуатации. Осциллятор — электрический генератор, который производит повторяющийся электрический сигнал, чаще всего
- 70. 68. Виды травм при проведении огневых работ – перечислить. Применение СИЗ при выполнении электрогазосварочных работ.
- 71. 69. Виды и сущность термической обработки деталей. Механические свойства стали после отжига.
- 72. 70. Технология сварки в условиях низких температур.
- 73. 71. Строение и виды сварочного пламени. Характеристика видов пламени.
- 74. 72. Правила безопасности на рабочем месте сварщика.
- 75. 73. Термическая обработка металлов: закалка и отпуск.
- 76. 74. Основные и дополнительные параметры режима РДС: сила сварочного тока, напряжение, диаметр электрода и другие параметры.
- 77. 75. Правый и левый способ газовой сварки
- 78. 76. Освобождение пострадавшего от действия электрического тока в электроустановках до 1000В
- 79. 77. Технология выполнения сварочных швов в нижнем, горизонтальном и вертикальном (сверху вниз и снизу вверх) положениях.
- 80. 78. Требования безопасности при работе с баллонами, сварочными генераторами, редукторами, резаками, горелками, шлангами.
- 81. 79. Классификация, устройство и применение горелок для сварки РАД.
- 83. Скачать презентацию
Отвечаем на вопросы по программе обучения
1.Виды чугуна, маркировка, структура и ее
Отвечаем на вопросы по программе обучения
1.Виды чугуна, маркировка, структура и ее
Организация сварочного поста для РДС, оснащение, основные требования по безопасности.
Организация сварочного поста для РДС, оснащение, основные требования по безопасности.
3. Кислород, ацетилен: их свойства, получение, применение в газопламенной обработке.
3. Кислород, ацетилен: их свойства, получение, применение в газопламенной обработке.
4. Сварочные преобразователи: назначение, маркировка, устройство и применение.
4. Сварочные преобразователи: назначение, маркировка, устройство и применение.
5. Влияние углерода и легирующих элементов на свариваемость. Группы свариваемости.
5. Влияние углерода и легирующих элементов на свариваемость. Группы свариваемости.
6. Выполнение сварочных швов в нижнем, горизонтальном, вертикальном (сверху вниз и
6. Выполнение сварочных швов в нижнем, горизонтальном, вертикальном (сверху вниз и
7. Требования к сварочно-технологическим свойствам электродов ГОСТ 9466-75
7. Требования к сварочно-технологическим свойствам электродов ГОСТ 9466-75
8. Карбид кальция: получение, свойства хранения, требования безопасности при работе с
8. Карбид кальция: получение, свойства хранения, требования безопасности при работе с
9. Классификация электродов по назначению согласно ГОСТ 9466-75: условные обозначения и
9. Классификация электродов по назначению согласно ГОСТ 9466-75: условные обозначения и
10. Классификация ацетиленовых генераторов: назначение, устройство, принцип работы, обслуживание и уход.
10. Классификация ацетиленовых генераторов: назначение, устройство, принцип работы, обслуживание и уход.
11. Сварочные трансформаторы: назначение, устройство и правила эксплуатации.
11. Сварочные трансформаторы: назначение, устройство и правила эксплуатации.
12. Конструктивные элементы сварного соединения, перечислить и объяснить сущность.
12. Конструктивные элементы сварного соединения, перечислить и объяснить сущность.
13. Металлургические процессы при сварке: окисление, раскисление, восстановление, кристаллизация.
13. Металлургические процессы при сварке: окисление, раскисление, восстановление, кристаллизация.
14. Виды покрытий электродов: основное, рутиловое, кислое, целлюлозное, смешанное; их условные
14. Виды покрытий электродов: основное, рутиловое, кислое, целлюлозное, смешанное; их условные
15. Классификация источников питания сварочной дуги, назвать марки.
15. Классификация источников питания сварочной дуги, назвать марки.
16. Как обозначаются сварные соединения на чертежах.
16. Как обозначаются сварные соединения на чертежах.
17. Белый чугун, ковкий чугун: их свойства, маркировка и применение.
17. Белый чугун, ковкий чугун: их свойства, маркировка и применение.
18. Расшифруйте условное обозначение электродов:
18. Расшифруйте условное обозначение электродов:
19. Требования, предъявляемые к источникам питания сварочной дуги.
19. Требования, предъявляемые к источникам питания сварочной дуги.
20. Как влияет неравномерность нагрева при сварке на величину деформации основного
20. Как влияет неравномерность нагрева при сварке на величину деформации основного
21. Сталь. Влияние углерода на свойства стали. Классификация сталей по содержанию
21. Сталь. Влияние углерода на свойства стали. Классификация сталей по содержанию
22. Деформации при сварке. Конструктивные способы уменьшения деформаций и внутренних напряжений.
22. Деформации при сварке. Конструктивные способы уменьшения деформаций и внутренних напряжений.
23. Сварочная дуга. Вольтамперная характеристика сварочной дуги
23. Сварочная дуга. Вольтамперная характеристика сварочной дуги
24. Сварочные агрегаты: назначение и принцип действия, правила эксплуатации.
24. Сварочные агрегаты: назначение и принцип действия, правила эксплуатации.
25. Постоянные примеси в стали: кислород, азот, фосфор, сера, водород; их
25. Постоянные примеси в стали: кислород, азот, фосфор, сера, водород; их
26. Классификация электродов по толщине покрытия согласно ГОСТ 9466-75. Назначение «тонких»
26. Классификация электродов по толщине покрытия согласно ГОСТ 9466-75. Назначение «тонких»
27. Пропан – бутановые баллоны: устройство, транспортировка и хранение. Требования безопасности
27. Пропан – бутановые баллоны: устройство, транспортировка и хранение. Требования безопасности
28. Источник питания сварочного тока инверторного типа: принцип работы и правила
28. Источник питания сварочного тока инверторного типа: принцип работы и правила
29. Основные причины, ухудшающие свариваемость чугуна. Способы сварки чугуна.
29. Основные причины, ухудшающие свариваемость чугуна. Способы сварки чугуна.
30. Обозначение сварного шва на чертеже Э45А 5264-80 Н1∆6, раскройте содержание.
30. Обозначение сварного шва на чертеже Э45А 5264-80 Н1∆6, раскройте содержание.
31. Кислородные и ацетиленовые баллоны: назначение, устройство, работа, правила эксплуатации, транспортировка,
31. Кислородные и ацетиленовые баллоны: назначение, устройство, работа, правила эксплуатации, транспортировка,
32. К какому классу сталей относятся сварочные проволоки Св.- 08, Св.
32. К какому классу сталей относятся сварочные проволоки Св.- 08, Св.
33. Классификация легированных сталей по химическому составу. Назовите содержание углерода и
33. Классификация легированных сталей по химическому составу. Назовите содержание углерода и
34. Предохранительные затворы: назначение и применение. Устройство и принцип работы жидкостного
34. Предохранительные затворы: назначение и применение. Устройство и принцип работы жидкостного
35. Вентили и манометры: назначение, устройство поверка, выбраковка, правила эксплуатации.
35. Вентили и манометры: назначение, устройство поверка, выбраковка, правила эксплуатации.
36. Какая периодичность проведения повторного инструктажа по технике безопасности.
36. Какая периодичность проведения повторного инструктажа по технике безопасности.
37. Влияние сварочного тока, напряжения и скорости сварки на форму и
37. Влияние сварочного тока, напряжения и скорости сварки на форму и
38. Рукава (шланги) для кислорода, ацетилена и других газов з, их
38. Рукава (шланги) для кислорода, ацетилена и других газов з, их
39. Технологическая карта сварки. Основные параметры для выполнения сварки.
39. Технологическая карта сварки. Основные параметры для выполнения сварки.
40. Как влияет, подогрев изделий в процессе сварки на величину остаточных
40. Как влияет, подогрев изделий в процессе сварки на величину остаточных
41. Вольфрамовые электроды: назначение, маркировка, заточка.
41. Вольфрамовые электроды: назначение, маркировка, заточка.
42. Назначение, устройство и принцип работы двухкамерного редуктора для сжатых газов.
42. Назначение, устройство и принцип работы двухкамерного редуктора для сжатых газов.
43. Одно и многопостовые сварочные выпрямители: устройство и правила эксплуатации.
43. Одно и многопостовые сварочные выпрямители: устройство и правила эксплуатации.
44. Вредные и опасные факторы при производстве электрогазосварочных работ и их
44. Вредные и опасные факторы при производстве электрогазосварочных работ и их
45. Сталь углеродистая качественная конструкционная (08, 10..25..85): механические характеристики, маркировка и
45. Сталь углеродистая качественная конструкционная (08, 10..25..85): механические характеристики, маркировка и
46. Способы сварки чугуна.
46. Способы сварки чугуна.
47. Классификация сварочных горелок. Инжекторные горелки: устройство и принцип работы.
47. Классификация сварочных горелок. Инжекторные горелки: устройство и принцип работы.
48. Требования к электрододержателям, токоподводящим зажимам, соединительным муфтам, сварочным маскам и
48. Требования к электрододержателям, токоподводящим зажимам, соединительным муфтам, сварочным маскам и
49. Инструментальные углеродистые стали (У7, У11А) и быстрорежущие стали (Р9, Р13):
49. Инструментальные углеродистые стали (У7, У11А) и быстрорежущие стали (Р9, Р13):
50. Структура сварного соединения: основной металл, металл сварочного шва, зона термического
50. Структура сварного соединения: основной металл, металл сварочного шва, зона термического
51. Сварочная дуга: её возникновение, строение, классификация.
51. Сварочная дуга: её возникновение, строение, классификация.
52. Магнитное дутьё, причины отклонения дуги и меры устранения магнитного дутья.
52. Магнитное дутьё, причины отклонения дуги и меры устранения магнитного дутья.
53. Влияние водорода на механические свойства сварного соединения. Причины появления водорода
53. Влияние водорода на механические свойства сварного соединения. Причины появления водорода
54. Виды сварных соединений и классификация сварных швов по их положению
54. Виды сварных соединений и классификация сварных швов по их положению
55. Визуальный и измерительный контроль. Наружные и внутренние дефекты сварных
55. Визуальный и измерительный контроль. Наружные и внутренние дефекты сварных
56. Влияние сварочного тока, напряжения и скорости сварки на форму
56. Влияние сварочного тока, напряжения и скорости сварки на форму
57. Сварочная проволока, классификация согласно ГОСТ 2246 – 70.
Рукава (шланги)
57. Сварочная проволока, классификация согласно ГОСТ 2246 – 70.
Рукава (шланги)
58. Деформации при сварке. Технологические способы уменьшения деформаций и напряжений.
58. Деформации при сварке. Технологические способы уменьшения деформаций и напряжений.
59. Эксплуатация сварочных горелок: проверка на герметичность и порядок работы. Первая
59. Эксплуатация сварочных горелок: проверка на герметичность и порядок работы. Первая
60. Основные характеристики механических свойств металлов, их влияние на выбор сварочных
60. Основные характеристики механических свойств металлов, их влияние на выбор сварочных
61.Выполнение швов различной длины: короткие, средние, длинные; по действующему усилию, по
61.Выполнение швов различной длины: короткие, средние, длинные; по действующему усилию, по
62. Обратные удары при газовой сварке: причины их возникновения. Правила эксплуатации
62. Обратные удары при газовой сварке: причины их возникновения. Правила эксплуатации
63. Требования безопасности и электробезопасности при работе на высоте, в колодцах,
63. Требования безопасности и электробезопасности при работе на высоте, в колодцах,
64. В каких пределах изменяется стандартный угол разделки кромок соединений деталей,
64. В каких пределах изменяется стандартный угол разделки кромок соединений деталей,
65. Медь и её сплавы; алюминий и его сплавы: их свойства
65. Медь и её сплавы; алюминий и его сплавы: их свойства
66. Сварка чугуна без подогрева (холодная сварка пучком электродов).
Рис.1 Сварка
66. Сварка чугуна без подогрева (холодная сварка пучком электродов).
Рис.1 Сварка
Холодная сварка чугуна
комбинированными; 4) сварка в среде углекислого газа, порошковой проволокой,
Холодная сварка чугуна
комбинированными; 4) сварка в среде углекислого газа, порошковой проволокой,
67. Осциллятор: назначение, правила эксплуатации.
Осциллятор — электрический генератор, который производит повторяющийся электрический
67. Осциллятор: назначение, правила эксплуатации.
Осциллятор — электрический генератор, который производит повторяющийся электрический
68. Виды травм при проведении огневых работ – перечислить. Применение СИЗ
68. Виды травм при проведении огневых работ – перечислить. Применение СИЗ
69. Виды и сущность термической обработки деталей. Механические свойства стали после
69. Виды и сущность термической обработки деталей. Механические свойства стали после
70. Технология сварки в условиях низких температур.
70. Технология сварки в условиях низких температур.
71. Строение и виды сварочного пламени. Характеристика видов пламени.
71. Строение и виды сварочного пламени. Характеристика видов пламени.
72. Правила безопасности на рабочем месте сварщика.
72. Правила безопасности на рабочем месте сварщика.
73. Термическая обработка металлов: закалка и отпуск.
73. Термическая обработка металлов: закалка и отпуск.
74. Основные и дополнительные параметры режима РДС: сила сварочного тока, напряжение,
74. Основные и дополнительные параметры режима РДС: сила сварочного тока, напряжение,

75. Правый и левый способ газовой сварки
75. Правый и левый способ газовой сварки
76. Освобождение пострадавшего от действия электрического тока в электроустановках до 1000В
76. Освобождение пострадавшего от действия электрического тока в электроустановках до 1000В
77. Технология выполнения сварочных швов в нижнем, горизонтальном и вертикальном (сверху
77. Технология выполнения сварочных швов в нижнем, горизонтальном и вертикальном (сверху
78. Требования безопасности при работе с баллонами, сварочными генераторами, редукторами, резаками,
78. Требования безопасности при работе с баллонами, сварочными генераторами, редукторами, резаками,
79. Классификация, устройство и применение горелок для сварки РАД.
79. Классификация, устройство и применение горелок для сварки РАД.
 Производство огнеупорных материалов
Производство огнеупорных материалов Христос и его крест
Христос и его крест Обработка торцовых поверхностей рашпилем или шлифовальной шкуркой
Обработка торцовых поверхностей рашпилем или шлифовальной шкуркой Формула нахождения средней скорости
Формула нахождения средней скорости Литейное производство. Литниковая система. (Лекция 6)
Литейное производство. Литниковая система. (Лекция 6) Натуральные волокна животного происхождения
Натуральные волокна животного происхождения Домашнее задание (китайский язык)
Домашнее задание (китайский язык) Восхождение
Восхождение 20111216_dva_velikana
20111216_dva_velikana Основные типы насосов и гидродвигателей. Основные параметры гидромашин
Основные типы насосов и гидродвигателей. Основные параметры гидромашин 20180813_sotsialnyy_proekt_blagoustroystvo_zony_otdyha_pri_mkoo_antropovskoy_ssh2
20180813_sotsialnyy_proekt_blagoustroystvo_zony_otdyha_pri_mkoo_antropovskoy_ssh2 Посвящается моему любимому
Посвящается моему любимому Квартальная застройка
Квартальная застройка 20160925_pushkin_urok
20160925_pushkin_urok Удивительный транспорт
Удивительный транспорт Виды садово - парковых сооружений
Виды садово - парковых сооружений Уникальные производственные возможности АО СКБ Турбина
Уникальные производственные возможности АО СКБ Турбина Эволюция нервной системы
Эволюция нервной системы Разработка конструкции женского жакета полуприлегающего силуэта в условиях малого предприятия
Разработка конструкции женского жакета полуприлегающего силуэта в условиях малого предприятия Prezentatsia_Microsoft_PowerPoint
Prezentatsia_Microsoft_PowerPoint А. История России с др. времён до 1 пол. XII века. Русь Древняя
А. История России с др. времён до 1 пол. XII века. Русь Древняя Пошив юбки. (7 класс)
Пошив юбки. (7 класс) Виды новостных сообщений
Виды новостных сообщений 20130209_test_po_teme_cunami
20130209_test_po_teme_cunami 10 интересных фактов о порте Южный
10 интересных фактов о порте Южный Новые требования СанПиН
Новые требования СанПиН Основные подходы к терапии СД 1 типа
Основные подходы к терапии СД 1 типа Юрий Гагарин – первый космонавт Земли!
Юрий Гагарин – первый космонавт Земли!