- Типовая технология изготовления зубчатых колес

Содержание
- 2. Разновидности ЗП Зубчатые передачи применяют в коробках передач тракторов и автомобилей, редукторах, передних бабках станков, коробках
- 3. Разновидности ЗП а – цилиндрическая; б – коническая; в – червячная; 1 – шестерня; 2 –
- 4. Цилиндрические передачи Цилиндрические зубчатые колеса служат для передачи вращательного движения между валами с параллельными и перекрещивающимися
- 5. Разновидности зубчатых колес по расположению зубьев прямозубые, криволинейные, косозубые, круговые, шевронные по профилю зубьев прямобочные, эвольвентные
- 6. Разновидности зубчатых колес По технологическому признаку зубчатые колеса делятся на: цилиндрические и конические без ступицы и
- 7. Разновидности ЗК
- 8. Валы-шестерни подразделяют на односторонние и двусторонние валы
- 9. Материалы ЗК Зубчатые колеса изготовляют из: углеродистых сталей, легированных сталей, чугуна, пластмасс, бронзы. Глубина прокаливания легированных
- 10. Анализ технических требований ЗК Технические требования устанавливаются в зависимости от служебного назначения зубчатых передач и в
- 11. Технологические задачи Точность размеров. Самым точным элементом зубчатого колеса является отверстие, которое выполняется обычно по 7-му
- 12. Зубчатое колесо с типовыми требованиями к точности его изготовления
- 13. Для рассматриваемого зубчатого колеса посадочное отверстие выполняется по 7-му квалитету; точность формы не задается; точность взаимного
- 14. Виды заготовок ЗК При разных конструкциях и серийности выпуска: отливка; заготовка из проката; поковка, выполненная свободной
- 15. Выбор заготовки Заготовки, получаемые свободной ковкой на молотах, по конфигурации не соответствуют форме готовой детали, но
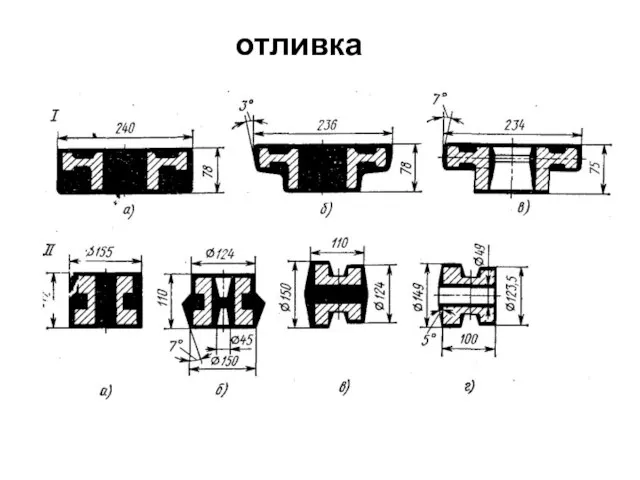
- 16. отливка
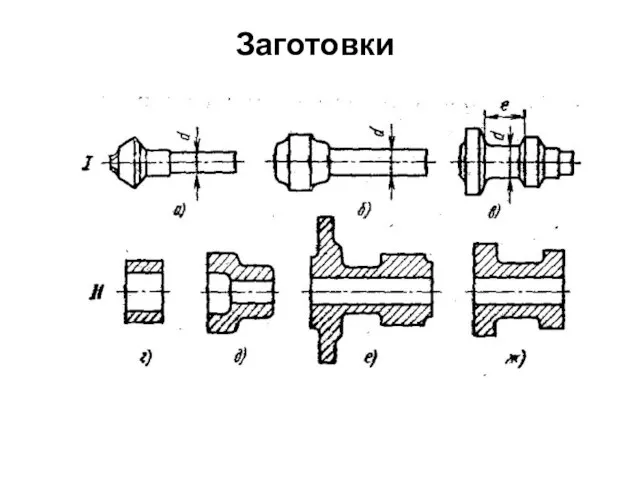
- 17. Заготовки
- 18. Маршрут обработки ЗК Выбор основных технологических баз связан с конструкцией колеса: наружного или внутреннего зацепления, отверстие
- 19. Маршрут обработки ЗК Маршрут обработки зубчатых колес, также как и при обработке валов, делится на 3
- 20. Нормирование зубчатых передач
- 21. Нормирование зубчатых передач
- 22. Выбор базовых поверхностей Зависит от конструктивных форм зубчатых колес и технических требований. У колес со ступицей
- 23. Выбор базовых поверхностей Колеса с нарезанием зубьев после ТО при шлифовании отверстия и торца базируют по
- 24. Основные методы формообразования зубьев зубчатых колес Различают два метода зубонарезания: копирование и обкатка. Оба метода используют
- 25. Нарезание зубьев по методу копирования Осуществляют модульной дисковой или модульной концевой фрезой. Нарезание, по существу, представляет
- 26. Нарезание зубьев по методу копирования а – дисковой фрезой; б – концевой фрезой; 1 – заготовка;
- 27. Нарезание зубьев по методу копирования В массовом производстве применяют зубодолбежные резцовые головки, работа которых основана на
- 28. Нарезание зубчатых колес методом обкатки При этом заготовка и инструмент воспроизводят движение пары сопряженных элементов зубчатой
- 29. Нарезание зубчатых колес методом обкатки Нарезание зубьев цилиндрических зубчатых колес методом обкатки производится с помощью следующих
- 30. Зубонарезание червячными фрезами Для нарезания зубьев этим методом требуются универсальные зубофрезерные станки и специальный режущий инструмент
- 31. Схема фрезерования зубьев червячной фрезой
- 32. Зубодолбление Режущим инструментом является долбяк, представляющий собой зубчатое колесо с эвольвентным профилем зубьев. В процессе нарезания
- 33. Зубострогание Этот метод основан на зацеплении колеса и рейки, воспроизводимом инструментом – гребенкой. Обработка колес осуществляется
- 34. Шевингование Шевингование – чистовая обработка зубьев незакаленных цилиндрических зубчатых колес (твердость обычно не более НRС 40),
- 35. Шевингование а – дисковый шевер; б – схема обработки зубьев колес дисковым шевером: 1 – дисковый
- 36. Шлифование Шлифование зубьев зубчатых колес – наиболее надежный метод отделочной обработки, обеспечивающий высокую точность закаленных зубчатых
- 37. Схемы профильного шлифования зубьев а – профилирование зубьев; б – правка шлифовального круга
- 38. Метод обкатки Метод обкатки осуществляется на зубошлифовальных станках, которые точны и универсальны в наладке, но производительность
- 39. Схема шлифования зубьев методом обкатки 1 – зубья колеса; 2 – шлифовальные круги
- 40. Хонингование Применяют для чистовой отделки зубьев, как правило, закаленных цилиндрических колес внешнего и внутреннего зацеплений. Процесс
- 41. Отделочные методы обработки обкатка зубьев и прикатка (зацепление с эталонным колесом); притирка (искусственное изнашивание рабочей поверхности
- 42. Методы получения зубьев Методы получения зубьев
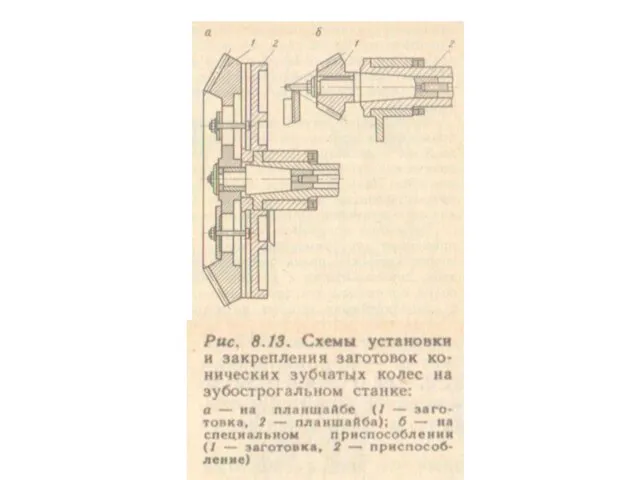
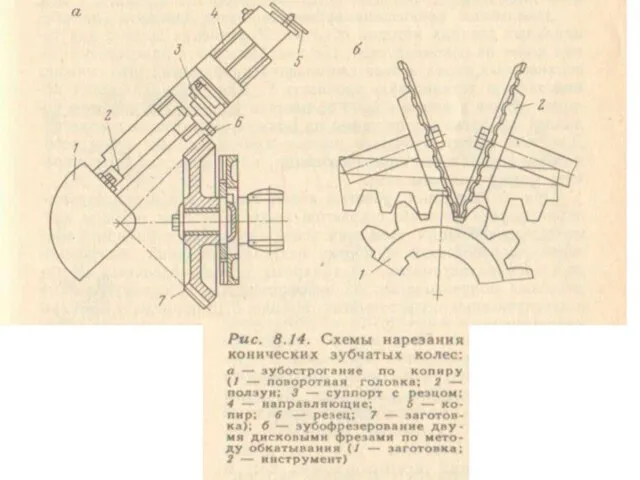
- 43. Нарезание зубьев зубострогальными резцами по методу обката и червячной фрезой
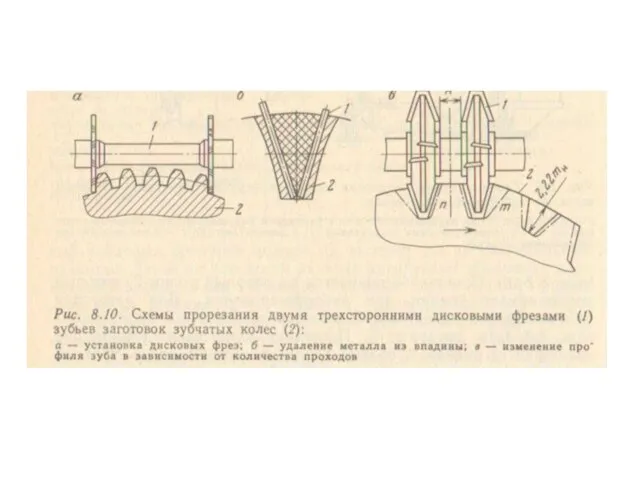
- 44. Схема нарезания прямозубого конического колеса дисковой модульной фрезой
- 45. Схема шлифования впадины зубьев дисковым профильным кругом
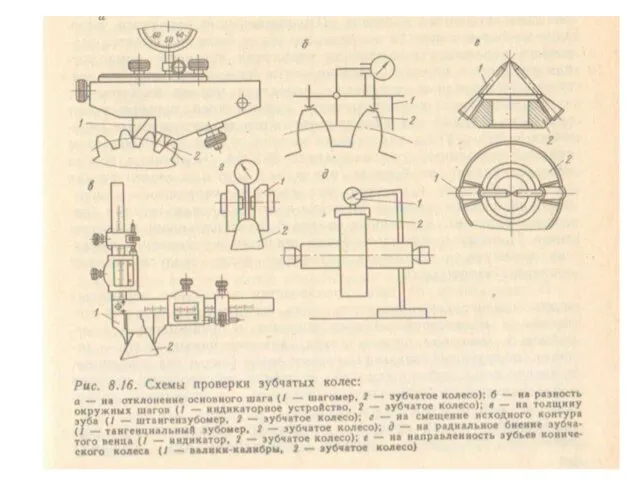
- 46. Контроль ЗК При контроле проверяют основные параметры колес: биение базового торца; неточность основного шага; накопленную погрешность
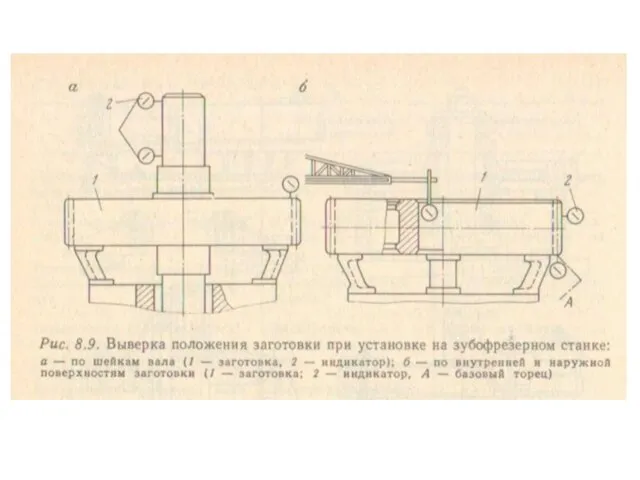
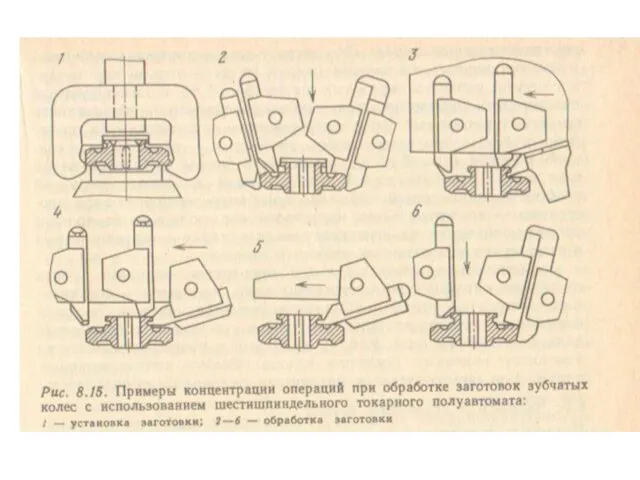
- 50. Типовые схемы установки заготовок (крупногабаритных) зубчатых колес на зубофрезерных станках: а - с оправкой (1) на
- 57. Технология производства деталей машин класса - рычаги, вилки и шатуны Служебное назначение и особенности конст-рукции. К
- 58. Технология производства рычагов, вилок и шатунов Вилки в машиностроении имеют два слу-жебных назначения: вилки переключения и
- 60. В качестве материалов для изготовления рычагов служат серый чугун марок от СЧ 12 до СЧ 24;
- 61. Заготовки Чугунные заготовки рычагов обычно полу-чают литьем в песчаные формы, иногда в обо-лочковые формы. Стальные заготовки
- 62. Маршрут обработки Поэтому обработку рычагов строят в следую-щей последовательности: вначале обрабаты-вают торцы бобышек, а затем отверстия,
- 63. Маршрут обработки
- 65. Схема контроля взаиморасположения осей основных отверстий рычага
- 67. Технология производства крепежа
- 68. Технология изготовления крепежа Поскольку детали этого класса выпуска-ются очень в больших количествах, их обра-ботка выполняется на
- 69. В современном производстве значительную часть крепежных деталей получают со специа-лизированных заводов, где их изготовляют в больших
- 70. Технология изготовления крепежа Технологические процессы изготовления мелких крепежных деталей других типов проектировать нетрудно. Их обрабатывают по
- 72. Скачать презентацию
Разновидности ЗП
Зубчатые передачи применяют в коробках передач тракторов и автомобилей,
Разновидности ЗП
Зубчатые передачи применяют в коробках передач тракторов и автомобилей,

Разновидности ЗП
а – цилиндрическая; б – коническая; в – червячная;
1 – шестерня; 2 – зубчатое колесо; 3 – червяк; 4 – червячное колесо
Разновидности ЗП
а – цилиндрическая; б – коническая; в – червячная;
1 – шестерня; 2 – зубчатое колесо; 3 – червяк; 4 – червячное колесо
Цилиндрические передачи
Цилиндрические зубчатые колеса служат для передачи вращательного движения между валами
Цилиндрические передачи
Цилиндрические зубчатые колеса служат для передачи вращательного движения между валами
Разновидности зубчатых колес
по расположению зубьев
прямозубые,
криволинейные,
косозубые,
Разновидности зубчатых колес
по расположению зубьев
прямозубые,
криволинейные,
косозубые,
Разновидности зубчатых колес
По технологическому признаку зубчатые колеса делятся на:
цилиндрические и конические без ступицы и со ступицей, с гладким или шлицевым отверстием;
многовенцовые блочные с гладким или шлицевым отверстием;
цилиндрические, конические и червячные типа фланца;
цилиндрические и конические с хвостовиком;
валы-шестерни.
Разновидности зубчатых колес
По технологическому признаку зубчатые колеса делятся на:
цилиндрические и конические без ступицы и со ступицей, с гладким или шлицевым отверстием;
многовенцовые блочные с гладким или шлицевым отверстием;
цилиндрические, конические и червячные типа фланца;
цилиндрические и конические с хвостовиком;
валы-шестерни.
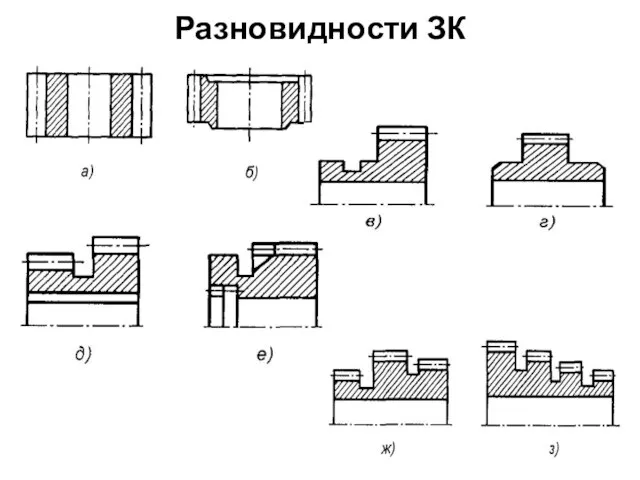
Разновидности ЗК
Разновидности ЗК
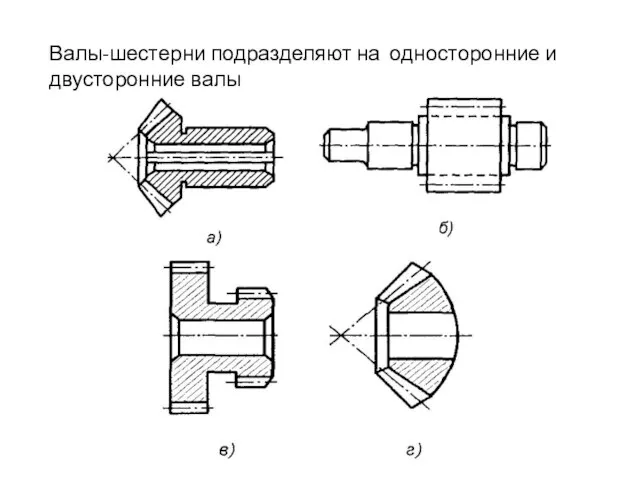
Валы-шестерни подразделяют на односторонние и двусторонние валы
Валы-шестерни подразделяют на односторонние и двусторонние валы
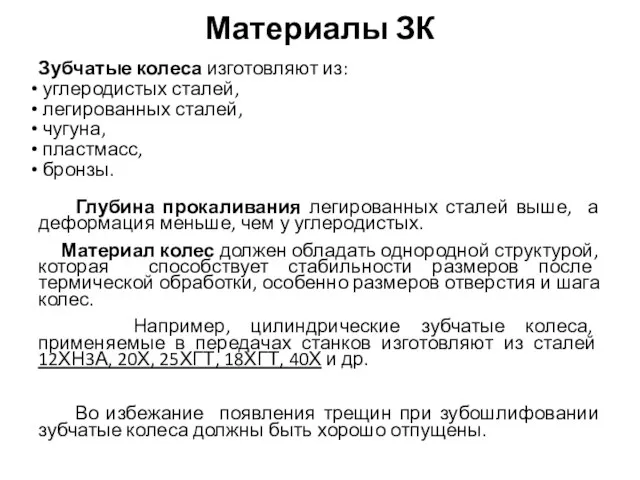
Материалы ЗК
Зубчатые колеса изготовляют из:
углеродистых сталей,
легированных сталей,
Материалы ЗК
Зубчатые колеса изготовляют из:
углеродистых сталей,
легированных сталей,
Анализ технических требований ЗК
Технические требования устанавливаются в зависимости от служебного
Анализ технических требований ЗК
Технические требования устанавливаются в зависимости от служебного
Технологические задачи
Точность размеров. Самым точным элементом зубчатого колеса является отверстие, которое выполняется обычно по 7-му квалитету, если нет особых требований.
Точность взаимного расположения
Несоосность начальной окружности зубчатого колеса
Технологические задачи
Точность размеров. Самым точным элементом зубчатого колеса является отверстие, которое выполняется обычно по 7-му квалитету, если нет особых требований.
Точность взаимного расположения
Несоосность начальной окружности зубчатого колеса

Зубчатое колесо с типовыми требованиями к точности его изготовления
Зубчатое колесо с типовыми требованиями к точности его изготовления
Для рассматриваемого зубчатого колеса
посадочное отверстие выполняется по 7-му квалитету;
точность формы не задается;
точность взаимного расположения ограничена величиной торцового биения плоских поверхностей относительно оси отверстия не более 0,016 мм, а также величиной несимметричности шпоночного паза относительно оси
Для рассматриваемого зубчатого колеса
посадочное отверстие выполняется по 7-му квалитету;
точность формы не задается;
точность взаимного расположения ограничена величиной торцового биения плоских поверхностей относительно оси отверстия не более 0,016 мм, а также величиной несимметричности шпоночного паза относительно оси
Виды заготовок ЗК
При разных конструкциях и серийности выпуска:
отливка;
заготовка из проката;
поковка, выполненная свободной ковкой на ковочном молоте;
штампованная заготовка в подкладных штампах, выполненных на молотах или прессах;
штампованная заготовка в закрепленных
Виды заготовок ЗК
При разных конструкциях и серийности выпуска:
отливка;
заготовка из проката;
поковка, выполненная свободной ковкой на ковочном молоте;
штампованная заготовка в подкладных штампах, выполненных на молотах или прессах;
штампованная заготовка в закрепленных
Выбор заготовки
Заготовки, получаемые свободной ковкой на молотах, по конфигурации не соответствуют форме готовой детали, но структура металла благодаря ковке улучшается по сравнению с заготовкой, отрезанной пилой от прутка.
Штамповка заготовок в закрытых штампах имеет ряд преимуществ: снижается расход металла из-за отсутствия облоя, форма заготовки ближе к готовой детали, снижается себестоимость, экономия металла составляет
Выбор заготовки
Заготовки, получаемые свободной ковкой на молотах, по конфигурации не соответствуют форме готовой детали, но структура металла благодаря ковке улучшается по сравнению с заготовкой, отрезанной пилой от прутка.
Штамповка заготовок в закрытых штампах имеет ряд преимуществ: снижается расход металла из-за отсутствия облоя, форма заготовки ближе к готовой детали, снижается себестоимость, экономия металла составляет
отливка
отливка
Заготовки
Заготовки
Маршрут обработки ЗК
Выбор основных технологических баз связан с конструкцией колеса:
Маршрут обработки ЗК
Выбор основных технологических баз связан с конструкцией колеса:
Маршрут обработки ЗК
Маршрут обработки зубчатых колес, также как и при
Маршрут обработки ЗК
Маршрут обработки зубчатых колес, также как и при
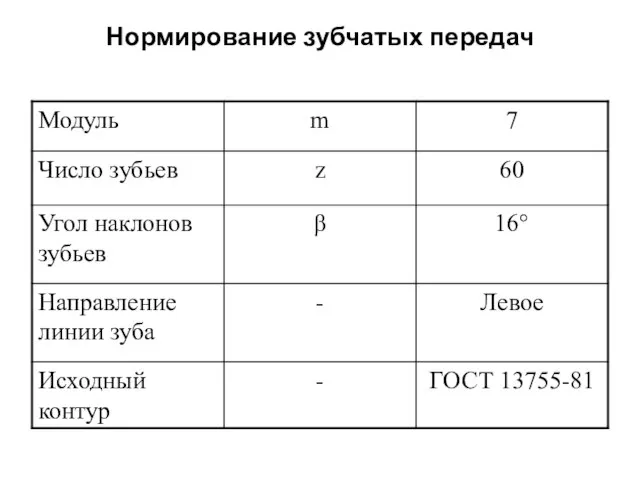
Нормирование зубчатых передач
Нормирование зубчатых передач
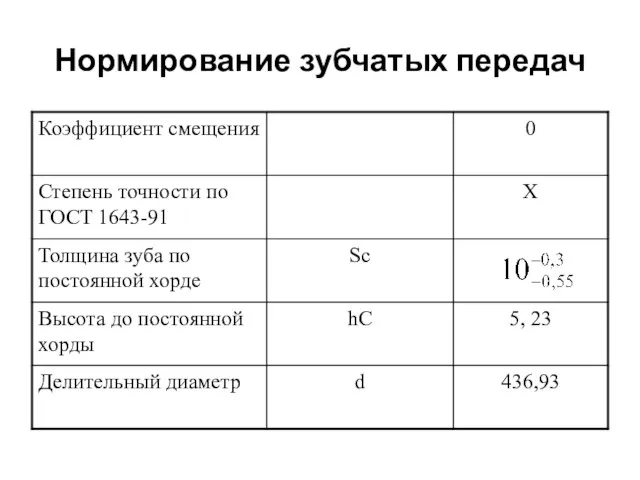
Нормирование зубчатых передач
Нормирование зубчатых передач
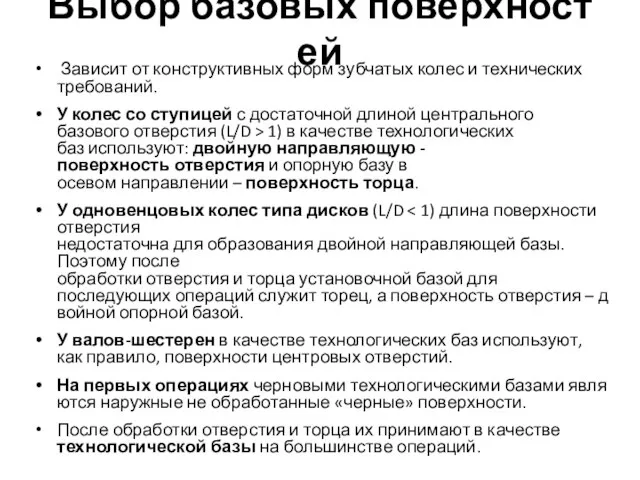
Выбор базовых поверхностей
Зависит от конструктивных форм зубчатых колес и технических требований.
У колес со ступицей с достаточной длиной центрального базового отверстия (L/D > 1) в качестве технологических баз используют: двойную направляющую - поверхность отверстия и
Выбор базовых поверхностей
Зависит от конструктивных форм зубчатых колес и технических требований.
У колес со ступицей с достаточной длиной центрального базового отверстия (L/D > 1) в качестве технологических баз используют: двойную направляющую - поверхность отверстия и
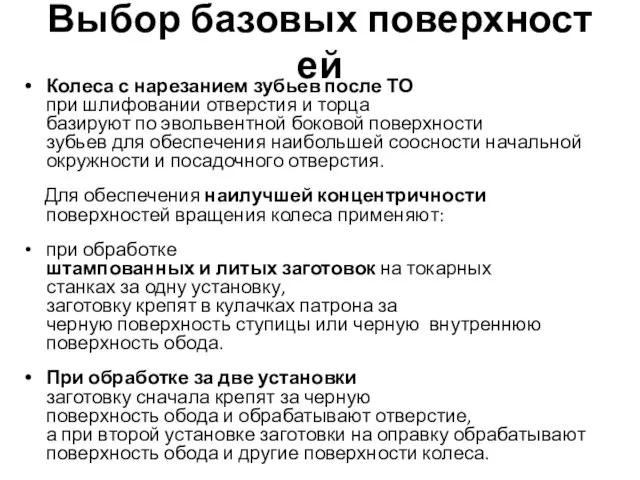
Выбор базовых поверхностей
Колеса с нарезанием зубьев после ТО при шлифовании отверстия и торца базируют по эвольвентной боковой поверхности зубьев для обеспечения наибольшей соосности начальной окружности и посадочного отверстия.
Для обеспечения наилучшей концентричности поверхностей
Выбор базовых поверхностей
Колеса с нарезанием зубьев после ТО при шлифовании отверстия и торца базируют по эвольвентной боковой поверхности зубьев для обеспечения наибольшей соосности начальной окружности и посадочного отверстия.
Для обеспечения наилучшей концентричности поверхностей
Основные методы формообразования зубьев зубчатых колес
Различают два метода зубонарезания: копирование и обкатка.
Оба метода используют на различных зубообрабатывающих станках.
Распространенной разновидностью метода копирования
Основные методы формообразования зубьев зубчатых колес
Различают два метода зубонарезания: копирование и обкатка.
Оба метода используют на различных зубообрабатывающих станках.
Распространенной разновидностью метода копирования
Нарезание зубьев по методу копирования
Осуществляют модульной дисковой или модульной концевой фрезой.
Нарезание, по существу, представляет собой разновидность фасонного фрезерования.
Режущие кромки зубьев дисковой или концевой фрезы изготовляют по форме впадины между зубьями колеса.
При фрезеровании они копируют
Нарезание зубьев по методу копирования
Осуществляют модульной дисковой или модульной концевой фрезой.
Нарезание, по существу, представляет собой разновидность фасонного фрезерования.
Режущие кромки зубьев дисковой или концевой фрезы изготовляют по форме впадины между зубьями колеса.
При фрезеровании они копируют

Нарезание зубьев по методу копирования
а – дисковой фрезой; б – концевой фрезой;
1 – заготовка; 2 – дисковая фреза; 3 – концевая фреза
Нарезание зубьев по методу копирования
а – дисковой фрезой; б – концевой фрезой;
1 – заготовка; 2 – дисковая фреза; 3 – концевая фреза
Нарезание зубьев по методу копирования
В массовом производстве применяют зубодолбежные резцовые головки, работа которых основана на методе копирования.
Производительность такого метода очень высока, точность зависит от точности резцовой головки.
Другой разновидностью нарезания зубчатых колес методом копирования является протягивание как наружных, так и внутренних зубчатых поверхностей, характеризующееся высокой производительностью.
Нарезание зубьев по методу копирования
В массовом производстве применяют зубодолбежные резцовые головки, работа которых основана на методе копирования.
Производительность такого метода очень высока, точность зависит от точности резцовой головки.
Другой разновидностью нарезания зубчатых колес методом копирования является протягивание как наружных, так и внутренних зубчатых поверхностей, характеризующееся высокой производительностью.
Нарезание зубчатых колес методом обкатки
При этом заготовка и инструмент воспроизводят движение пары сопряженных элементов зубчатой или червячной передачи.
Либо инструменту придается форма детали, которая
Нарезание зубчатых колес методом обкатки
При этом заготовка и инструмент воспроизводят движение пары сопряженных элементов зубчатой или червячной передачи.
Либо инструменту придается форма детали, которая
Нарезание зубчатых колес методом обкатки
Нарезание зубьев цилиндрических зубчатых колес методом обкатки производится с помощью следующих инструментов:
червячных фрез (зубофрезерование);
дисковых долбяков (зубодолбление);
долбяков в виде
Нарезание зубчатых колес методом обкатки
Нарезание зубьев цилиндрических зубчатых колес методом обкатки производится с помощью следующих инструментов:
червячных фрез (зубофрезерование);
дисковых долбяков (зубодолбление);
долбяков в виде
Зубонарезание червячными фрезами
Для нарезания зубьев этим методом требуются универсальные зубофрезерные станки и специальный режущий инструмент – червячные фрезы.
Станки выпускают с вертикальной или горизонтальной осями вращения фрезы.
Метод является
Зубонарезание червячными фрезами
Для нарезания зубьев этим методом требуются универсальные зубофрезерные станки и специальный режущий инструмент – червячные фрезы.
Станки выпускают с вертикальной или горизонтальной осями вращения фрезы.
Метод является
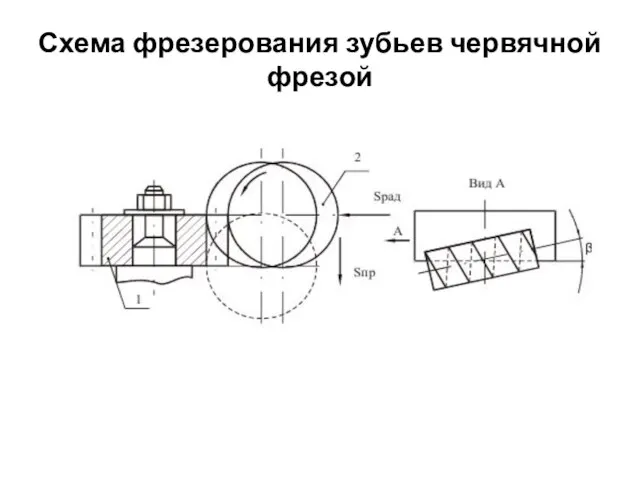
Схема фрезерования зубьев червячной фрезой
Схема фрезерования зубьев червячной фрезой
Зубодолбление
Режущим инструментом является долбяк, представляющий собой зубчатое колесо с эвольвентным профилем зубьев.
В процессе нарезания долбяк и нарезаемое зубчатое колесо находятся в относительном движении
Зубодолбление
Режущим инструментом является долбяк, представляющий собой зубчатое колесо с эвольвентным профилем зубьев.
В процессе нарезания долбяк и нарезаемое зубчатое колесо находятся в относительном движении
Зубострогание
Этот метод основан на зацеплении колеса и рейки, воспроизводимом инструментом – гребенкой.
Обработка колес осуществляется на станках двух типов: с вертикальной и горизонтальной осью заготовки.
Станки последнего типа применяют также для обработки колес с неразрывным шевронным зубом.
У зубострогания производительность меньше, чем у зубофрезерования червячной фрезой и зубодолбления.
Зубострогание
Этот метод основан на зацеплении колеса и рейки, воспроизводимом инструментом – гребенкой.
Обработка колес осуществляется на станках двух типов: с вертикальной и горизонтальной осью заготовки.
Станки последнего типа применяют также для обработки колес с неразрывным шевронным зубом.
У зубострогания производительность меньше, чем у зубофрезерования червячной фрезой и зубодолбления.
Шевингование
Шевингование – чистовая обработка зубьев незакаленных цилиндрических зубчатых колес (твердость обычно не более НRС 40), осуществляемая инструментом – шевером.
Шевер имеет форму зубчатого колеса или зубчатой рейки.
На поверхности зубьев шевера имеются канавки от головки до ножки.
Шевингование зубчатых колес заключается в срезании весьма тонких волосовидных стружек толщиной 0,05...0,01 мм острыми кромками канавок шевера .
Обычно в процессе шевингования точность зубчатых колес повышается на одну степень, реже – на две.
Шевинговальные станки выпускают с горизонтальной или вертикальной осью
Шевингование
Шевингование – чистовая обработка зубьев незакаленных цилиндрических зубчатых колес (твердость обычно не более НRС 40), осуществляемая инструментом – шевером.
Шевер имеет форму зубчатого колеса или зубчатой рейки.
На поверхности зубьев шевера имеются канавки от головки до ножки.
Шевингование зубчатых колес заключается в срезании весьма тонких волосовидных стружек толщиной 0,05...0,01 мм острыми кромками канавок шевера .
Обычно в процессе шевингования точность зубчатых колес повышается на одну степень, реже – на две.
Шевинговальные станки выпускают с горизонтальной или вертикальной осью

Шевингование
а – дисковый шевер;
б – схема обработки зубьев колес дисковым шевером:
1 – дисковый шевер; 2 – заготовка;
Шевингование
а – дисковый шевер;
б – схема обработки зубьев колес дисковым шевером:
1 – дисковый шевер; 2 – заготовка;
Шлифование
Шлифование зубьев зубчатых колес – наиболее надежный метод отделочной обработки, обеспечивающий высокую точность закаленных зубчатых колес.
Шлифование зубьев производят на различных зубошлифовальных станках как методом копирования, так и методом обкатки.
На станках, работающих по методу копирования, шлифуют зубчатые колеса профилированными кругами.
Ось заготовки в этих станках
Шлифование
Шлифование зубьев зубчатых колес – наиболее надежный метод отделочной обработки, обеспечивающий высокую точность закаленных зубчатых колес.
Шлифование зубьев производят на различных зубошлифовальных станках как методом копирования, так и методом обкатки.
На станках, работающих по методу копирования, шлифуют зубчатые колеса профилированными кругами.
Ось заготовки в этих станках
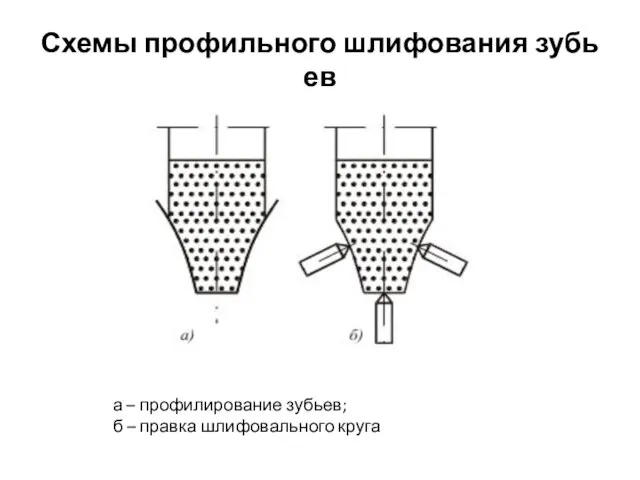
Схемы профильного шлифования зубьев
а – профилирование зубьев;
б – правка шлифовального круга
Схемы профильного шлифования зубьев
а – профилирование зубьев;
б – правка шлифовального круга
Метод обкатки
Метод обкатки осуществляется на зубошлифовальных станках, которые точны и универсальны в наладке, но производительность которых сравнительно невелика и зависит от принципа работы и типа применяемых шлифовальных
Метод обкатки
Метод обкатки осуществляется на зубошлифовальных станках, которые точны и универсальны в наладке, но производительность которых сравнительно невелика и зависит от принципа работы и типа применяемых шлифовальных
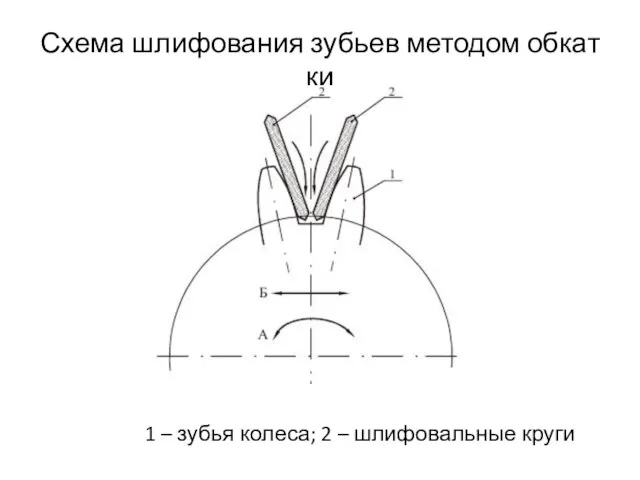
Схема шлифования зубьев методом обкатки
1 – зубья колеса; 2 – шлифовальные круги
Схема шлифования зубьев методом обкатки
1 – зубья колеса; 2 – шлифовальные круги
Хонингование
Применяют для чистовой отделки зубьев, как правило, закаленных цилиндрических колес внешнего и внутреннего зацеплений.
Процесс осуществляется на зубохонинговальных станках с помощью зубчатого абразивного инструмента – хона.
Зубчатые хоны представляют собой прямозубые или косозубые колеса, обычно состоящие из стальной ступицы и абразивного венца того же модуля, что и обрабатываемое колесо.
Частота вращения хона 180...200
Хонингование
Применяют для чистовой отделки зубьев, как правило, закаленных цилиндрических колес внешнего и внутреннего зацеплений.
Процесс осуществляется на зубохонинговальных станках с помощью зубчатого абразивного инструмента – хона.
Зубчатые хоны представляют собой прямозубые или косозубые колеса, обычно состоящие из стальной ступицы и абразивного венца того же модуля, что и обрабатываемое колесо.
Частота вращения хона 180...200
Отделочные методы обработки
обкатка зубьев и прикатка (зацепление с эталонным колесом);
притирка (искусственное изнашивание рабочей поверхности зубьев притирами с применением абразивной пасты);
приработка (притирание пары зубчатых
Отделочные методы обработки
обкатка зубьев и прикатка (зацепление с эталонным колесом);
притирка (искусственное изнашивание рабочей поверхности зубьев притирами с применением абразивной пасты);
приработка (притирание пары зубчатых
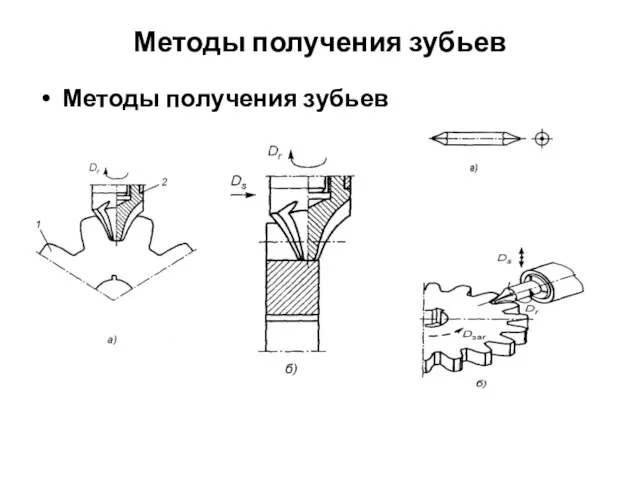
Методы получения зубьев
Методы получения зубьев
Методы получения зубьев
Методы получения зубьев
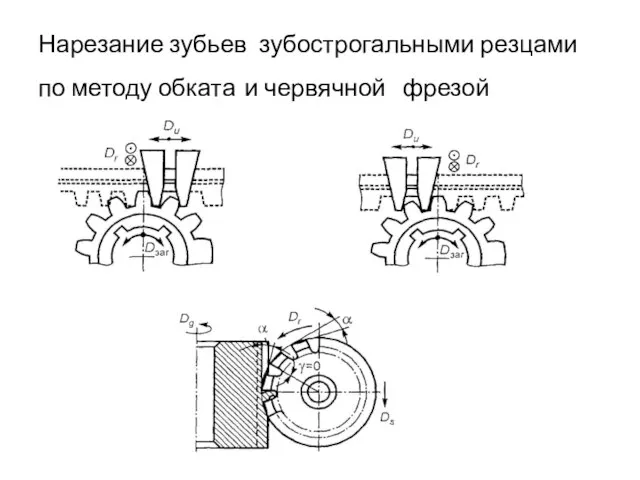
Нарезание зубьев зубострогальными резцами по методу обката и червячной фрезой
Нарезание зубьев зубострогальными резцами по методу обката и червячной фрезой
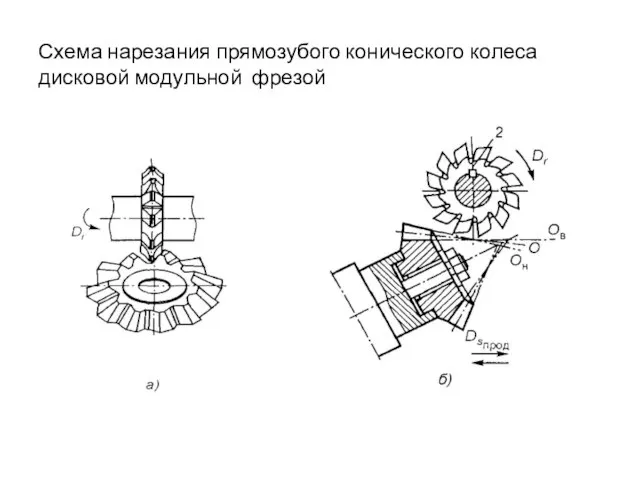
Схема нарезания прямозубого конического колеса дисковой модульной фрезой
Схема нарезания прямозубого конического колеса дисковой модульной фрезой
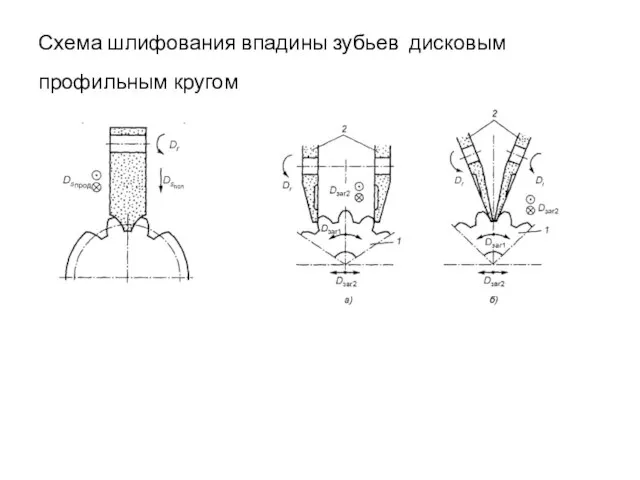
Схема шлифования впадины зубьев дисковым профильным кругом
Схема шлифования впадины зубьев дисковым профильным кругом
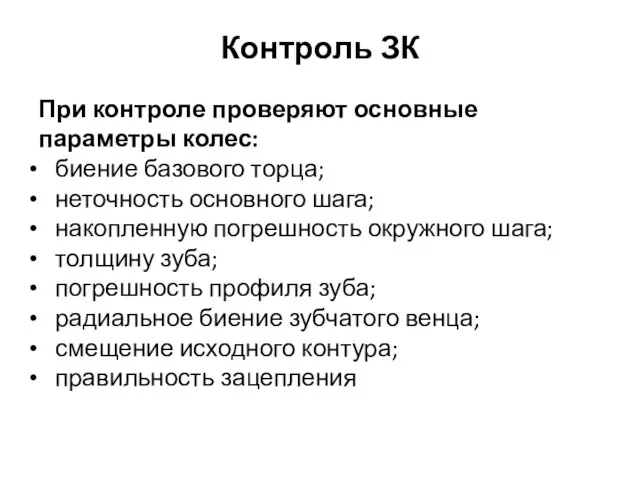
Контроль ЗК
При контроле проверяют основные параметры колес:
биение базового торца;
Контроль ЗК
При контроле проверяют основные параметры колес:
биение базового торца;

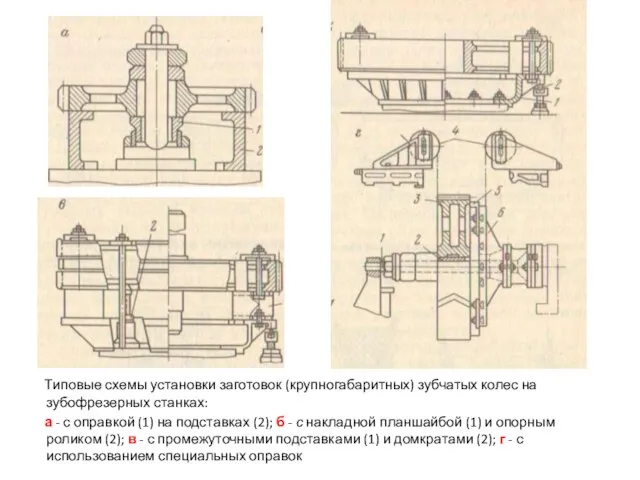
Типовые схемы установки заготовок (крупногабаритных) зубчатых колес на зубофрезерных станках:
Типовые схемы установки заготовок (крупногабаритных) зубчатых колес на зубофрезерных станках:
Технология производства деталей машин класса - рычаги, вилки и шатуны
Технология производства деталей машин класса - рычаги, вилки и шатуны
Технология производства рычагов, вилок и шатунов
Вилки в машиностроении имеют два
Технология производства рычагов, вилок и шатунов
Вилки в машиностроении имеют два

В качестве материалов для изготовления рычагов служат серый чугун марок
В качестве материалов для изготовления рычагов служат серый чугун марок
Заготовки
Чугунные заготовки рычагов обычно полу-чают литьем в песчаные формы, иногда
Заготовки
Чугунные заготовки рычагов обычно полу-чают литьем в песчаные формы, иногда
Маршрут обработки
Поэтому обработку рычагов строят в следую-щей последовательности: вначале обрабаты-вают
Маршрут обработки
Поэтому обработку рычагов строят в следую-щей последовательности: вначале обрабаты-вают
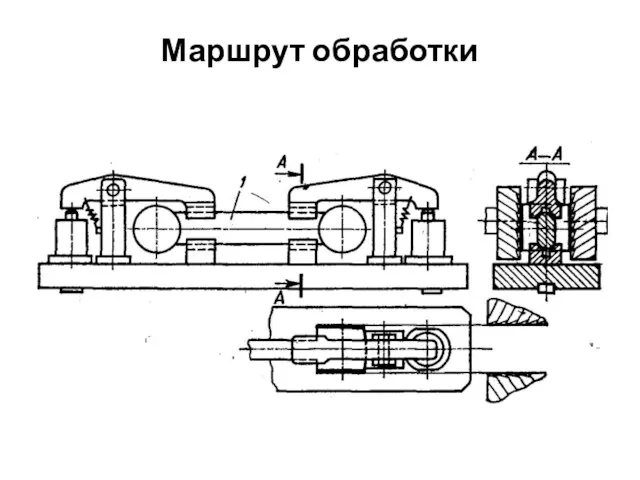
Маршрут обработки
Маршрут обработки
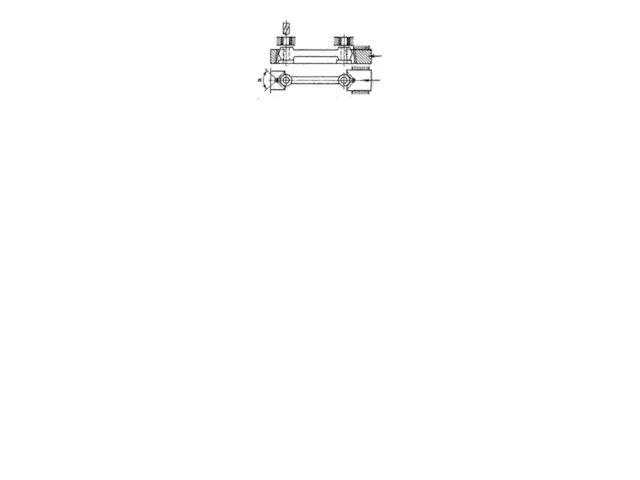
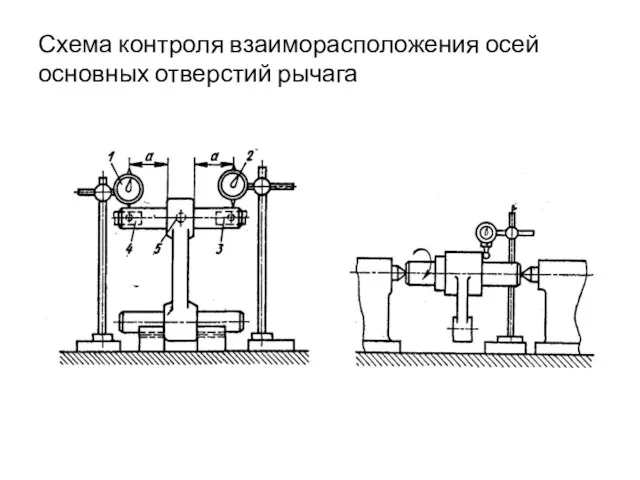
Схема контроля взаиморасположения осей основных отверстий рычага
Схема контроля взаиморасположения осей основных отверстий рычага


Технология производства крепежа
Технология производства крепежа
Технология изготовления крепежа
Поскольку детали этого класса выпуска-ются очень в больших
Технология изготовления крепежа
Поскольку детали этого класса выпуска-ются очень в больших
В современном производстве значительную часть крепежных деталей получают со специа-лизированных
В современном производстве значительную часть крепежных деталей получают со специа-лизированных
Технология изготовления крепежа
Технологические процессы изготовления мелких крепежных деталей других типов
Технология изготовления крепежа
Технологические процессы изготовления мелких крепежных деталей других типов
 Формирование концепций климатических систем: теория и практика. Часть 1
Формирование концепций климатических систем: теория и практика. Часть 1 Достижения системы образования
Достижения системы образования Особенности градостроительного развития на примере муниципального образования
Особенности градостроительного развития на примере муниципального образования Расчет эффективности поисков заблудившихся и пропавших без вести в лесной (и не только лесной) местности
Расчет эффективности поисков заблудившихся и пропавших без вести в лесной (и не только лесной) местности Исправление дефектов юбки
Исправление дефектов юбки Юный гений № 6
Юный гений № 6 Автоматизация и диспетчеризация центральных тепловых пунктов системы теплоснабжения Волгограда
Автоматизация и диспетчеризация центральных тепловых пунктов системы теплоснабжения Волгограда По святым местам Поречья
По святым местам Поречья Презентация бережливого проекта Оптимизация процесса Выдачи справки об обучении
Презентация бережливого проекта Оптимизация процесса Выдачи справки об обучении Domashnee_zadanie_po_geometrii_k_13_sentyabrya
Domashnee_zadanie_po_geometrii_k_13_sentyabrya Первый букварь
Первый букварь Управление и связь
Управление и связь Взаимодействие гувернера с семьей по ФВ ребенка
Взаимодействие гувернера с семьей по ФВ ребенка Задание на проектирование пешеходной зоны в исторической части города Ростов-на-Дону
Задание на проектирование пешеходной зоны в исторической части города Ростов-на-Дону Physical freelance
Physical freelance Обеззараживание воды. Лекция 111
Обеззараживание воды. Лекция 111 Лекция 9 проектирование АТК. Регулируемые по скорости электроприводы. Каскадные электроприводы. Асинхронно-вентильные каскады
Лекция 9 проектирование АТК. Регулируемые по скорости электроприводы. Каскадные электроприводы. Асинхронно-вентильные каскады Инновациялық тәжірибенің мүмкіндігі мен тиімділігі
Инновациялық тәжірибенің мүмкіндігі мен тиімділігі От познания к осознанию. Церковь Слово жизни
От познания к осознанию. Церковь Слово жизни Автоматизация участка фильтрации верхнего слива нейтральных сгустителей
Автоматизация участка фильтрации верхнего слива нейтральных сгустителей Презентация Кудряшовой
Презентация Кудряшовой История кафедры терапии
История кафедры терапии поселок1
поселок1 современный пасажирский транспорта
современный пасажирский транспорта Вентиляция и кондиционирование
Вентиляция и кондиционирование Труд 5 класс (девочки)
Труд 5 класс (девочки) 38536-samyj-opasnyj-prazdnik-v-mire-sovet-turistam
38536-samyj-opasnyj-prazdnik-v-mire-sovet-turistam История России в сер. XV-XVI вв
История России в сер. XV-XVI вв