- Управление машиностроительными процессами

Содержание
- 2. Основные этапы производственного процесса: - технологическая подготовка (специалисты-технологи) - подготовка и обслуживание средств производства (механики, энергетики,
- 3. Технологический процесс - Метод литья - Метод формования - Метод штампования - Метод прессования - Раскрой
- 4. Структура технологического процесса механической обработки Технологическая операция Вспомогательная операция Технологический переход Вспомогательный переход Рабочий ход Вспомогательный
- 5. Режимы обработки резаньем - D – необработанная поверхность (мм) - d – обработанная поверхность (мм) -
- 6. Режимы обработки резаньем - Скорость резанья - Глубина резанья – толщина снимаемого слоя металла t =
- 7. Режимы обработки резаньем На инструмент действует сила F, её составляющее по осям: Fz – главная (тангенциальная
- 8. Тип производства Определяется по нескольким признакам: - Широта номенклатуры выпускаемых изделий - Объём выпуска продукции -
- 9. Классификация типов производств Единичное Серийное Массовое - Широкая номенклатура - Объём выпуска мал Применяется универсальное оборудование,
- 10. Классификация технологического оборудования механической обработки - Универсальные - Специализированные - Специальные - Токарные - Сверлильно-расточные -
- 11. Токарные станки Предназначение: обработка деталей типа тел вращения. Классификация: - автоматические и полуавтоматические токарные агрегаты с
- 14. Токарно-револьверный станок
- 15. Токарно-карусельный станок
- 16. Токарно-лобовой станок
- 17. Многошпиндельный токарный станок
- 19. Классификация: Вертикально-сверлильные; Горизонтально-сверлильные; - Одношпиндельные полуавтоматические; - Многошпиндельные полуавтоматические; - Одностоечные координатно-расточные; Радиально-сверлильные; Алмазно-расточные; Предназначение: обработка
- 20. а - сверление; б - рассверливание; в - зенкерование; г - развертывание; д - зенкование; е
- 21. Радиально-сверлильный станок 1- Плита 2 – Стол 3- Шпиндель 4-Шпиндельная бабка 5-Коробка скоростей 6-Электродвигатель 7-Колонна 8-Траверса
- 22. Многошпиндельный сверлильный станок Вертикально-расточной станок
- 23. Горизонтально-расточной станок
- 24. Кондуктор и кондукторные втулки
- 25. Координатно-расточной станок
- 26. Расточная головка
- 27. Предназначение: обработка плоских и фасонных поверхностей с помощью фрезы. Классификация: Вертикально-фрезерные; Горизонтально-фрезерные; Продольно-фрезерные; Фреза цилиндрическая Фреза
- 28. Горизонтально-фрезерный
- 29. Вертикально-фрезерный
- 30. Фрезерно-гравировальный
- 31. Делительная головка Поворотный стол с приводом
- 32. Револьверный магазин инструмента
- 33. Предназначение: окончательная обработка детали абразивным инструментом. Классификация: Круглошлифовальные; Плоскошлифовальные; Шлицешлифовальные; Зубошлифовальные. Шлифовальные станки
- 34. Круглошлифовальный станок
- 35. Плоскошлифовальный станок
- 36. Шлицешлифовальный станок
- 37. Зубошлифовальный станок
- 38. Оправка шпиндельная разжимная Планшайба
- 39. Поводковый патрон
- 40. Автоматизация процессов механической обработки Разомкнутая САУ Объект управления – станок, процесс обработки Исполнительный механизм – приводы
- 41. САУ с обратной связью по положению рабочих органов Адаптивные САУ
- 42. Предназначены для обработки деталей в условиях крупносерийного и массового производства. - Автоматы – автоматизированы все основные
- 43. Автоматизация станков автоматов и полуавтоматов - Средства механики, гидравлики, электротехники и электроники, пневматики и комбинированные. Механическая
- 44. Классификация: Жёсткие (синхронные)/Гибкие (асинхронные); Спутниковые/Безспутниковые; - Ветвящиеся/ Не ветвящиеся; - Из специализированных станков; - Из агрегатных
- 45. Жёсткие и гибкие автоматические линии
- 46. Спутниковые автоматические линии Приспособления спутники имеют форму плиты, на которой закрепляется обрабатываемая деталь. Нижняя часть плиты
- 47. Структурные компоновки автоматических линий
- 48. В построении станков используется принцип агрегатирования. Используются унифицированные узлы по размерам и назначению Агрегатные станки
- 49. Примеры компоновки агрегатных станков
- 50. Примеры компоновки агрегатных станков
- 51. Преимущества агрегатных станков : - Короткие сроки проектирования; - Простота изготовления благодаря унификации узлов, механизмов; -
- 52. Станки предназначены для комплексной обработки детали с автоматической сменой инструмента и системой ЧПУ. Обрабатывающие центры
- 53. Револьверные головки
- 54. Смена инструмента без автооператора
- 55. Обрабатывающий центр ИР-500 с автооператором
- 56. Обрабатывающий центр с автооператором
- 57. Виды транспортировки: - Самотёчное транспортирование (под действием силы тяжести) - Принудительное транспортирование (под действием внешней силы)
- 58. Бункер Бункеры с поштучной выдачей заготовок: - карманчиковые (дисковые), - крючковые. Бункеры с порционной выдачей заготовок:
- 59. Карманчиковый (дисковый) бункер
- 60. Карманчиковый (дисковый) бункер
- 61. Крючковый бункер
- 62. Секторный (шиберный бункер)
- 63. Трубчатый бункер
- 64. Фрикционный бункер
- 65. Вибрационный бункер Применение: Для круглых и плоских заготовок разной степени сложности, склонных к взаимозацеплению. Достоинства: -
- 66. Вибрационный бункер
- 67. Вибрационный бункер
- 68. Транспортные устройства автоматических линий Транспортные устройства : 1) Для автоматических линий с жёсткой связью. Шаговые транспортёры:
- 69. Шаговый транспортёр с собачками Шаговый транспортёр с флажками 1 – штанга; 2 – пружина; 3 –
- 70. Грейферный шаговый транспортёр Рейнерный шаговый транспортёр 1 – штанга; 2 – деталь; 3 – флажок. 1
- 71. Толкающий шаговый транспортёр Цепной транспортёр 1 – гидроцилиндр; 2 – деталь.
- 72. Пример компоновки автоматической линии с жёсткой связью 1 – загрузочная позиция; 2 – шаговый транспортёр; 3
- 73. Подъёмники 1 – подъёмный лоток; 2 – толкатель; 3 – кривошипно-шатунный м-зм; 4 – собачка; 5
- 74. 1 – элеватор; 2,8 – бункер-накопитель; 3,4,5 – станки; 6,7 – подъёмник. Пример компоновки автоматической линии
- 75. Устройства приёма и выдачи заготовок - Отсекатели - Загружатели - Разгружатели Отсекатель штифтовый Отсекатель барабанный
- 76. Загружатели 1 – планка; 2 – шибер. Шиберный Мотылёвый
- 77. Лотки - Лотки скаты (качение заготовок) - Лотки склизы (скольжение заготовок)
- 78. Отводящие транспортёры - Роликовые - Ленточные
- 79. Автоматический магазин-накопитель корпусных деталей
- 80. Автоматическая линия вибропрессования
- 81. Транспортные устройства для удаления стружки Стружка: элементная ступенчатая сливная надлома Различают устройства транспорта стружки: - Механические
- 82. Ленточный транспортёр + Простота, надёжность, экономичность. – Быстрый износ ленты, часть стружки уносится холостой частью ленты.
- 83. Скребковый конвейер Применяется для удаления мелкой дроблёной элементной стружки
- 84. Шнековый транспортёр
- 85. Пылеулавливающий агрегат (для удаления древесной стружки)
- 86. Системы управления процессами механической обработки Алгоритмы управления: - Алгоритмы управления состоянием - Алгоритмы смены состояния объекта
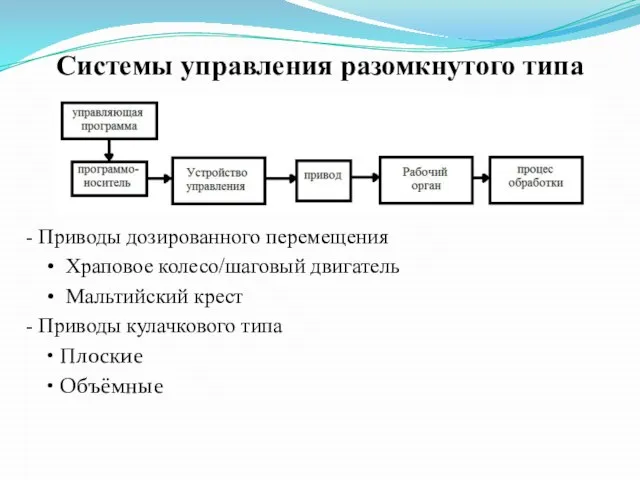
- 87. Системы управления разомкнутого типа - Приводы дозированного перемещения • Храповое колесо/шаговый двигатель • Мальтийский крест -
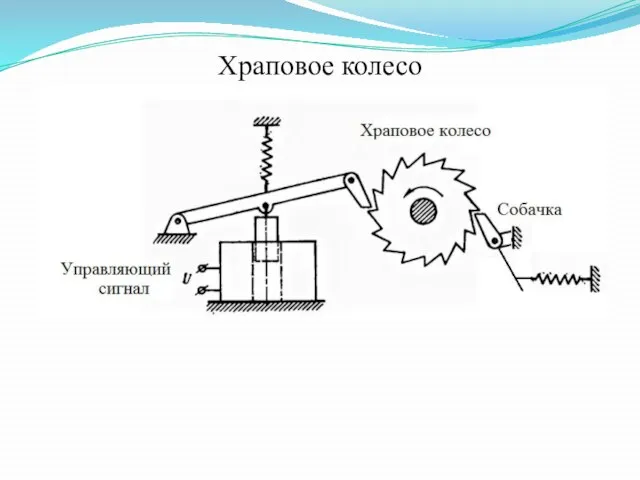
- 88. Храповое колесо
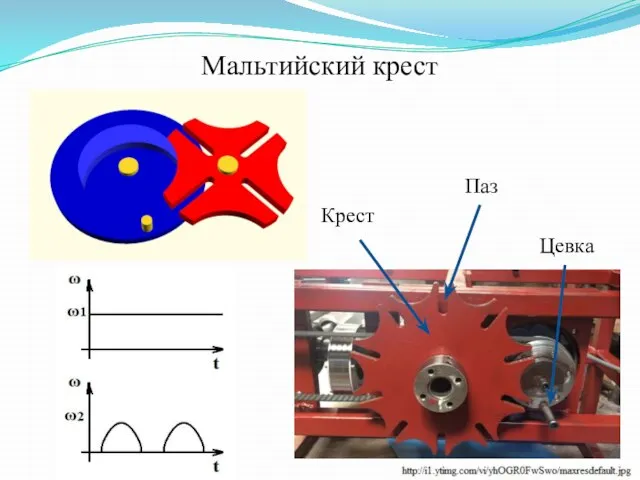
- 90. Мальтийский крест Паз Крест Цевка
- 91. Толкатель Кулачёк Кулачки
- 92. - Программируется полностью или частично цикл работы станка, режимы обработки и смены инструмента, а величины перемещений
- 93. БВП – блок ввода программ; БФК – блок формирования команд; БЭА – блок электроавтоматики; П –
- 94. а) кинематическая схема б) обрабатываемый цикл в, г) электрическая схема 1 – шаговый искатель 2, 4
- 95. - Замкнутые системы управления, регулируемой величиной в которых является линейное/угловое перемещение инструмента, либо скорость перемещения, а
- 96. Схема электрокопировального фрезерного станка 1 – заготовка, 2 – фреза, 3 – задающий сельсин, 4 –
- 97. Структурная схема следящей системы
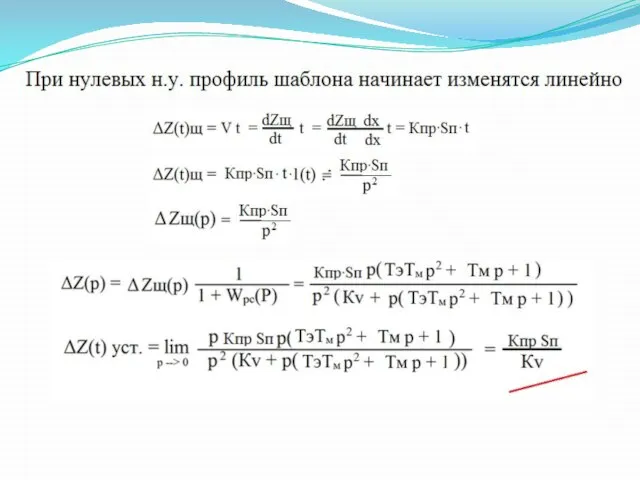
- 98. Необходимо обеспечить требуемую точность отработки ΔZ
- 101. Графики переходных процессов
- 102. Результирующая подача S Результирующая подача S будет не постоянной, т.к. Sверт. переменна при Sп = const.
- 103. Схема гидрокопировального станка 1 – заготовка, 2 – шаблон, 3 – щуп, 4 – резец, 5
- 104. Моделирование гидрокопировальной следящей системы
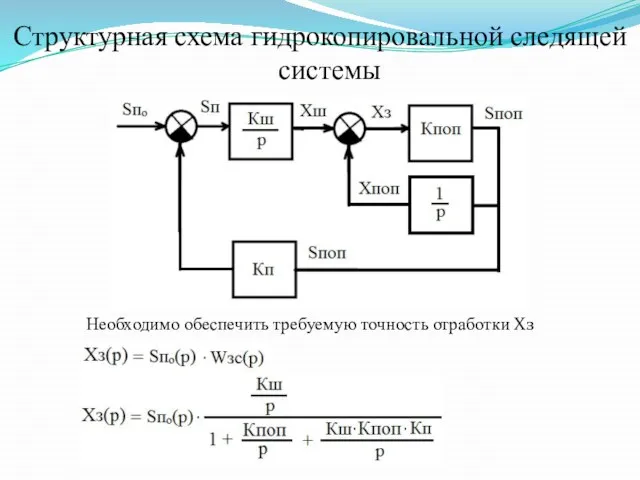
- 106. Структурная схема гидрокопировальной следящей системы Необходимо обеспечить требуемую точность отработки Хз
- 108. Системы числового программного управления Система ЧПУ – совокупность функционально взаимосвязанных и взаимодействующих технологических и программных средств.
- 109. По характеру информации, записанной на программоносителе различают: - непрерывные - дискретные - дискретно-непрерывные В зависимости от
- 110. По особенностям структуры системы ЧПУ разбиты на 4 группы имеющие сокращённое международное обозначение: HNC (hand numerical
- 111. Обозначения в маркировке станка: Ф1 – система ЧПУ с цифровой индикацией и ручным управлением Ф2 –
- 112. Типовые структуры устройств числового программного управления Структурная схема устройства ЧПУ типа NC
- 113. Обобщённая структура системы ЧПУ на базе микро ЭВМ
- 114. Обобщённая структура системы ЧПУ с микропроцессором на входе
- 115. Структурная схема устройства ЧПУ «Электроника НЦ-31»
- 116. 1-е поколение ЧПУ Элементная база – дискретные элементы Ввод программы – с магнитной ленты Функциональность –
- 117. 3-е поколение ЧПУ Элементная база – микроЭВМ Ввод программы – в цифровом виде, с клавиатуры Функциональность
- 118. Функции ЧПУ 1.Управление формообразованием (геометрическая задача). 2.Управление дискретной автоматикой станка (логическая задача). 3.Управление рабочим процессом станка
- 119. Управление формообразованием (геометрическая задача). Движение инструмента по опорным точкам Движение инструмента по эквидистанте
- 120. Панель оператора ЧПУ
- 121. Измерительные циклы после базирования детали на станке
- 122. Обобщённая структурная схема адаптивного управления
- 123. Поиск оптимального режима в условиях ограничений
- 124. Алгоритмы управления УЧПУ Внутренние Рабочие Внутренние алгоритмы управления делят на 3 группы: - Системные (внутренняя работа
- 125. Базовые точки станка M – Нуль отсчета станка. N – Исходная точка резцедержателя Исходная точка для
- 126. Системы координат для программирования
- 127. Структура программы - Используется программирование в соответствии с ISO-7bit. - УП – последовательность программных кодов (G-команд)
- 128. Обзор вспомогательных функций М
- 129. Обзор G команд
- 132. Пример программы
- 133. Этапы программирования 1 Получение задания и разработка чертёжа детали в CAD системе (Design) 2 Разработка программы
- 134. Линейная интерполяция Используется оценочная функция Fij = ZjXk – XiZk Условие нахождения на прямой линии Fij
- 135. Алгоритм линейной интерполяции
- 136. Круговая интерполяция Используется оценочная функция Fij = Zj2 + Xi2 – R2 Условие нахождения на окружности
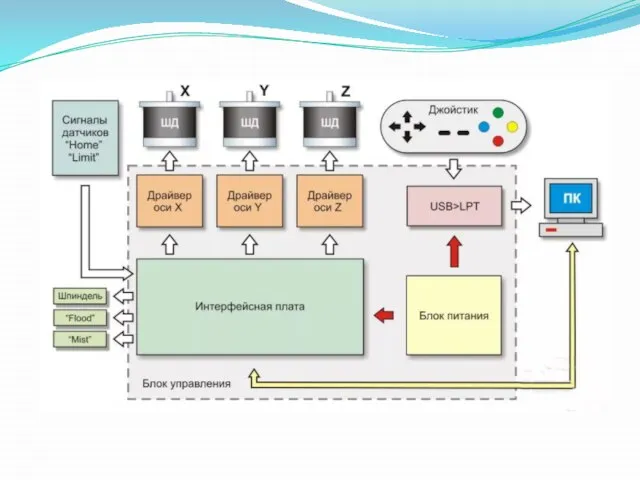
- 137. Системы управления: - Специализированный блок управления (ядро, терминал оператора, модули ввода/вывода) - Компьютер (со спец. ПО)
- 138. Датчики перемещений рабочих органов станка: - Поворотные энкодеры; - Оптические линейки; - Индуктосины; Поворотные энкодеры Абсолютные
- 139. Оптические линейки
- 140. Приводы перемещений рабочих органов станка: - Шаговые двигатели - Серводвигатели - Гидропривод Шаговые двигатели + Простота
- 141. Шаговые двигатели с энкодером (гибриды) + Контроль отработки импульсов, улучшенные динамические характеристики Контур ОС внутренний, скорость
- 142. Схема подключения драйвера
- 143. Серводвигатель + Точность отработки импульсов, высокий крутящий момент, скорость, контроль и поддержание момента на всём рабочем
- 146. Гибкие производственные системы
- 147. Гибкие производственные системы (ГПС)
- 149. Скачать презентацию
Основные этапы производственного процесса:
- технологическая подготовка (специалисты-технологи)
- подготовка и обслуживание средств
Основные этапы производственного процесса:
- технологическая подготовка (специалисты-технологи)
- подготовка и обслуживание средств
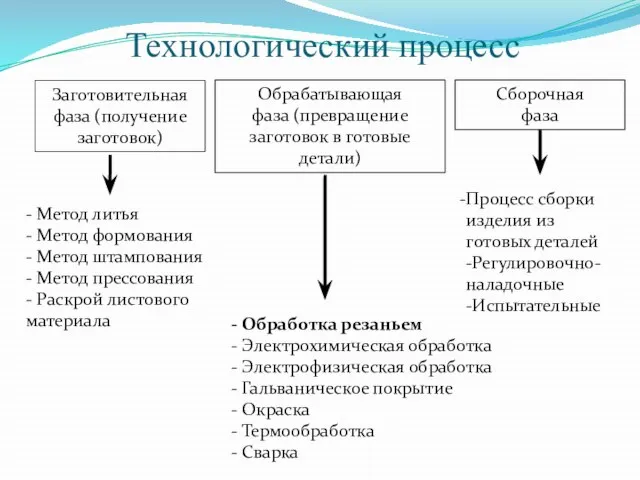
Технологический процесс
- Метод литья
- Метод формования
- Метод штампования
- Метод прессования
-
Технологический процесс
- Метод литья
- Метод формования
- Метод штампования
- Метод прессования
-
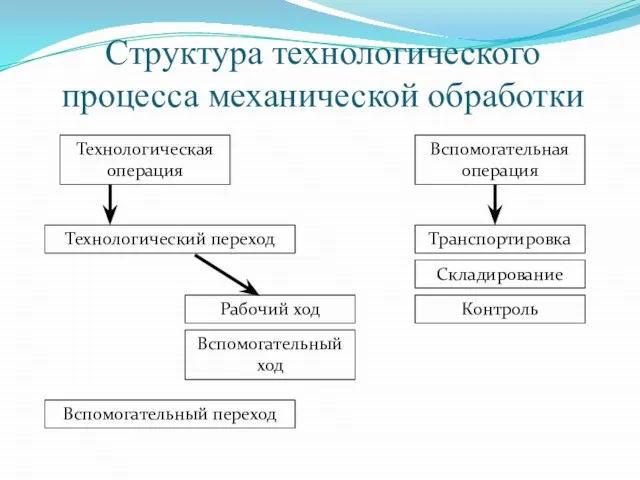
Структура технологического процесса механической обработки
Технологическая операция
Вспомогательная операция
Технологический переход
Вспомогательный переход
Рабочий ход
Вспомогательный ход
Транспортировка
Складирование
Контроль
Структура технологического процесса механической обработки
Технологическая операция
Вспомогательная операция
Технологический переход
Вспомогательный переход
Рабочий ход
Вспомогательный ход
Транспортировка
Складирование
Контроль

Режимы обработки резаньем
- D – необработанная поверхность (мм)
- d – обработанная
Режимы обработки резаньем
- D – необработанная поверхность (мм)
- d – обработанная
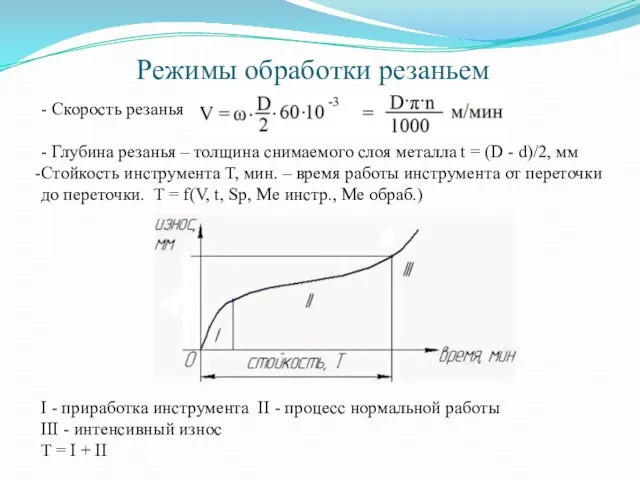
Режимы обработки резаньем
- Скорость резанья
- Глубина резанья – толщина снимаемого слоя
Режимы обработки резаньем
- Скорость резанья
- Глубина резанья – толщина снимаемого слоя
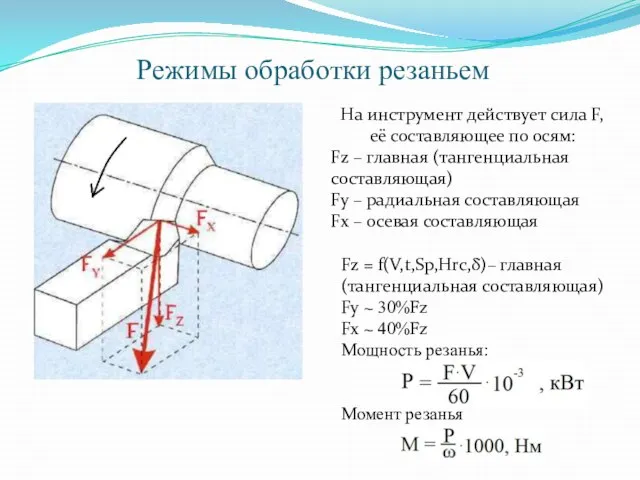
Режимы обработки резаньем
На инструмент действует сила F, её составляющее по осям:
Fz
Режимы обработки резаньем
На инструмент действует сила F, её составляющее по осям:
Fz
Тип производства
Определяется по нескольким признакам:
- Широта номенклатуры выпускаемых изделий
- Объём выпуска
Тип производства
Определяется по нескольким признакам:
- Широта номенклатуры выпускаемых изделий
- Объём выпуска
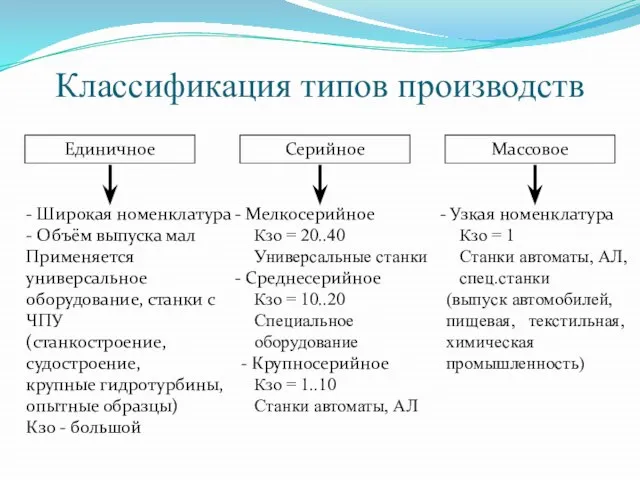
Классификация типов производств
Единичное
Серийное
Массовое
- Широкая номенклатура
- Объём выпуска мал
Применяется универсальное оборудование, станки
Классификация типов производств
Единичное
Серийное
Массовое
- Широкая номенклатура
- Объём выпуска мал
Применяется универсальное оборудование, станки
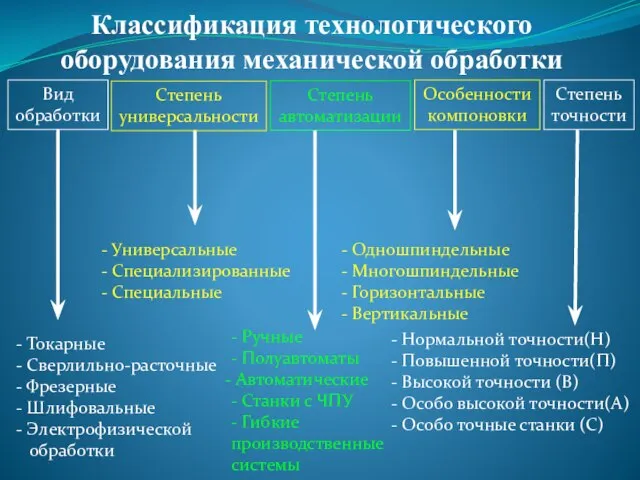
Классификация технологического оборудования механической обработки
- Универсальные
- Специализированные
- Специальные
- Токарные
- Сверлильно-расточные
- Фрезерные
-
Классификация технологического оборудования механической обработки
- Универсальные
- Специализированные
- Специальные
- Токарные
- Сверлильно-расточные
- Фрезерные
-
Токарные станки
Предназначение: обработка деталей типа тел вращения.
Классификация:
- автоматические и полуавтоматические
Токарные станки
Предназначение: обработка деталей типа тел вращения.
Классификация:
- автоматические и полуавтоматические

Токарно-револьверный станок
Токарно-револьверный станок

Токарно-карусельный станок
Токарно-карусельный станок

Токарно-лобовой станок
Токарно-лобовой станок

Многошпиндельный токарный станок
Многошпиндельный токарный станок

Классификация:
Вертикально-сверлильные;
Горизонтально-сверлильные;
- Одношпиндельные полуавтоматические;
- Многошпиндельные полуавтоматические;
- Одностоечные координатно-расточные;
Радиально-сверлильные;
Алмазно-расточные;
Предназначение:
Классификация:
Вертикально-сверлильные;
Горизонтально-сверлильные;
- Одношпиндельные полуавтоматические;
- Многошпиндельные полуавтоматические;
- Одностоечные координатно-расточные;
Радиально-сверлильные;
Алмазно-расточные;
Предназначение:
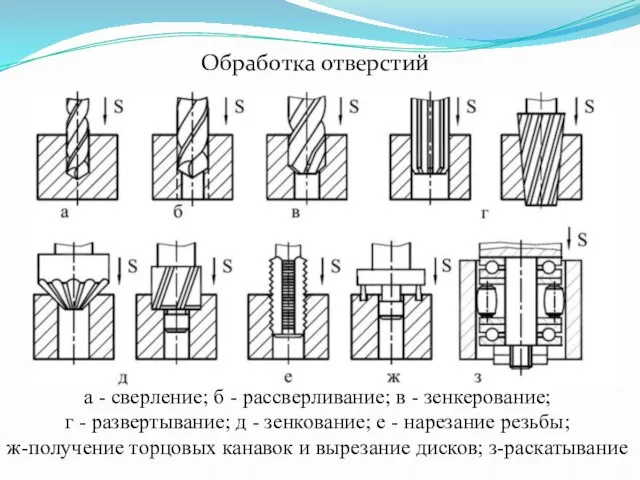
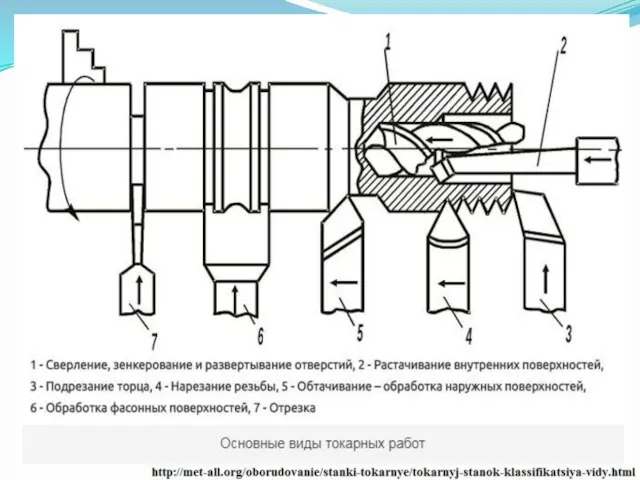
а - сверление; б - рассверливание; в - зенкерование;
г -
а - сверление; б - рассверливание; в - зенкерование;
г -

Радиально-сверлильный станок
1- Плита
2 – Стол
3- Шпиндель
4-Шпиндельная бабка
5-Коробка скоростей
6-Электродвигатель
7-Колонна
8-Траверса
Радиально-сверлильный станок
1- Плита
2 – Стол
3- Шпиндель
4-Шпиндельная бабка
5-Коробка скоростей
6-Электродвигатель
7-Колонна
8-Траверса

Многошпиндельный
сверлильный станок
Вертикально-расточной станок
Многошпиндельный
сверлильный станок
Вертикально-расточной станок
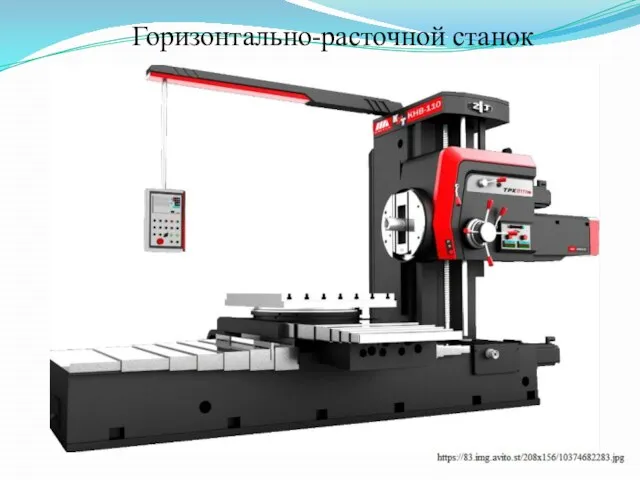
Горизонтально-расточной станок
Горизонтально-расточной станок

Кондуктор и кондукторные втулки
Кондуктор и кондукторные втулки

Координатно-расточной станок
Координатно-расточной станок

Расточная головка
Расточная головка

Предназначение: обработка плоских и фасонных поверхностей с помощью фрезы.
Классификация:
Вертикально-фрезерные;
Предназначение: обработка плоских и фасонных поверхностей с помощью фрезы.
Классификация:
Вертикально-фрезерные;

Горизонтально-фрезерный
Горизонтально-фрезерный

Вертикально-фрезерный
Вертикально-фрезерный

Фрезерно-гравировальный
Фрезерно-гравировальный

Делительная головка
Поворотный стол с приводом
Делительная головка
Поворотный стол с приводом

Револьверный магазин инструмента
Револьверный магазин инструмента

Предназначение: окончательная обработка детали абразивным инструментом.
Классификация:
Круглошлифовальные;
Плоскошлифовальные;
Шлицешлифовальные;
Зубошлифовальные.
Шлифовальные
Предназначение: окончательная обработка детали абразивным инструментом.
Классификация:
Круглошлифовальные;
Плоскошлифовальные;
Шлицешлифовальные;
Зубошлифовальные.
Шлифовальные

Круглошлифовальный станок
Круглошлифовальный станок

Плоскошлифовальный станок
Плоскошлифовальный станок

Шлицешлифовальный станок
Шлицешлифовальный станок

Зубошлифовальный станок
Зубошлифовальный станок

Оправка шпиндельная разжимная
Планшайба
Оправка шпиндельная разжимная
Планшайба

Поводковый патрон
Поводковый патрон
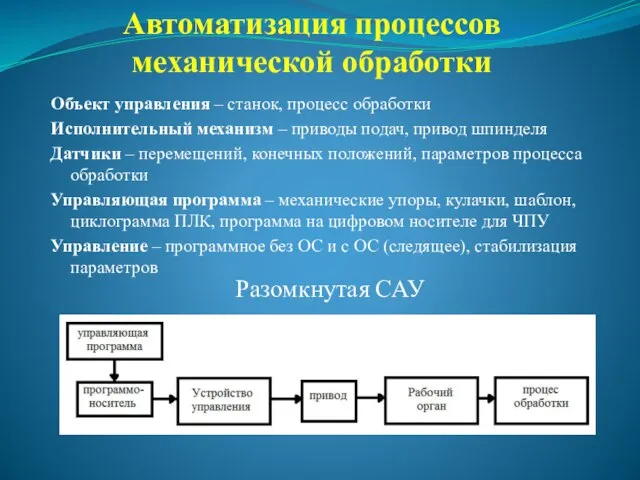
Автоматизация процессов механической обработки
Разомкнутая САУ
Объект управления – станок, процесс обработки
Исполнительный механизм
Автоматизация процессов механической обработки
Разомкнутая САУ
Объект управления – станок, процесс обработки
Исполнительный механизм

САУ с обратной связью по положению рабочих органов
Адаптивные САУ
САУ с обратной связью по положению рабочих органов
Адаптивные САУ
Предназначены для обработки деталей в условиях крупносерийного и массового производства.
- Автоматы
Предназначены для обработки деталей в условиях крупносерийного и массового производства.
- Автоматы
Автоматизация станков автоматов и полуавтоматов
- Средства механики, гидравлики, электротехники и электроники,
Автоматизация станков автоматов и полуавтоматов
- Средства механики, гидравлики, электротехники и электроники,

Классификация:
Жёсткие (синхронные)/Гибкие (асинхронные);
Спутниковые/Безспутниковые;
- Ветвящиеся/ Не ветвящиеся;
- Из специализированных станков;
-
Классификация:
Жёсткие (синхронные)/Гибкие (асинхронные);
Спутниковые/Безспутниковые;
- Ветвящиеся/ Не ветвящиеся;
- Из специализированных станков;
-

Жёсткие и гибкие автоматические линии
Жёсткие и гибкие автоматические линии

Спутниковые автоматические линии
Приспособления спутники имеют форму плиты, на которой закрепляется обрабатываемая
Спутниковые автоматические линии
Приспособления спутники имеют форму плиты, на которой закрепляется обрабатываемая
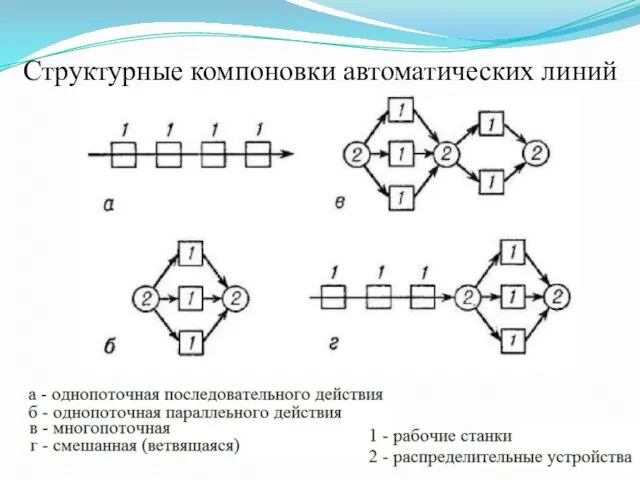
Структурные компоновки автоматических линий
Структурные компоновки автоматических линий
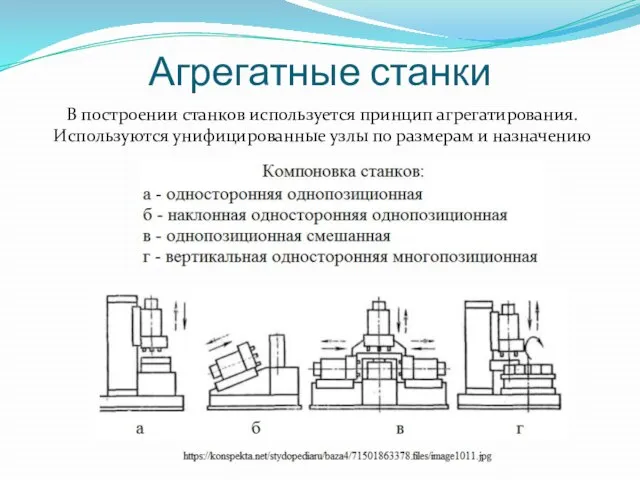
В построении станков используется принцип агрегатирования.
Используются унифицированные узлы по размерам и
В построении станков используется принцип агрегатирования.
Используются унифицированные узлы по размерам и
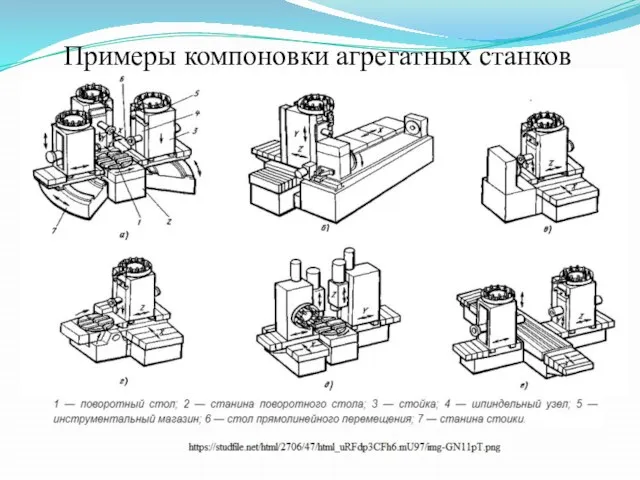
Примеры компоновки агрегатных станков
Примеры компоновки агрегатных станков

Примеры компоновки агрегатных станков
Примеры компоновки агрегатных станков

Преимущества агрегатных станков :
- Короткие сроки проектирования;
- Простота изготовления благодаря унификации
Преимущества агрегатных станков :
- Короткие сроки проектирования;
- Простота изготовления благодаря унификации

Станки предназначены для комплексной обработки детали с автоматической сменой инструмента и
Станки предназначены для комплексной обработки детали с автоматической сменой инструмента и

Револьверные головки
Револьверные головки

Смена инструмента без автооператора
Смена инструмента без автооператора

Обрабатывающий центр ИР-500 с автооператором
Обрабатывающий центр ИР-500 с автооператором

Обрабатывающий центр с автооператором
Обрабатывающий центр с автооператором
Виды транспортировки:
- Самотёчное транспортирование (под действием силы тяжести)
- Принудительное транспортирование (под
Виды транспортировки:
- Самотёчное транспортирование (под действием силы тяжести)
- Принудительное транспортирование (под
Бункер
Бункеры с поштучной выдачей заготовок:
- карманчиковые (дисковые),
- крючковые.
Бункер
Бункеры с поштучной выдачей заготовок:
- карманчиковые (дисковые),
- крючковые.

Карманчиковый (дисковый) бункер
Карманчиковый (дисковый) бункер
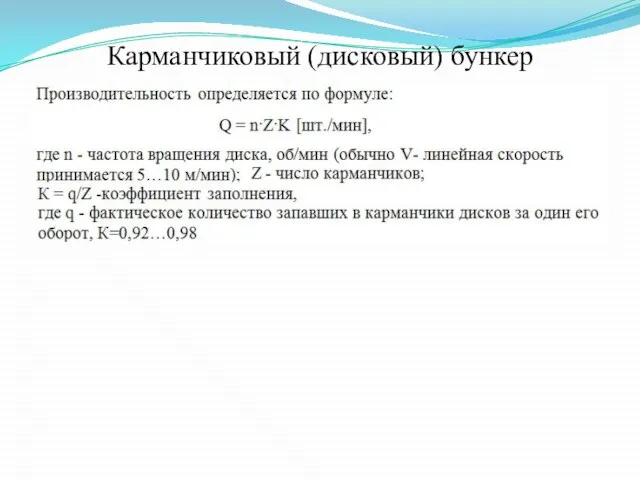
Карманчиковый (дисковый) бункер
Карманчиковый (дисковый) бункер

Крючковый бункер
Крючковый бункер
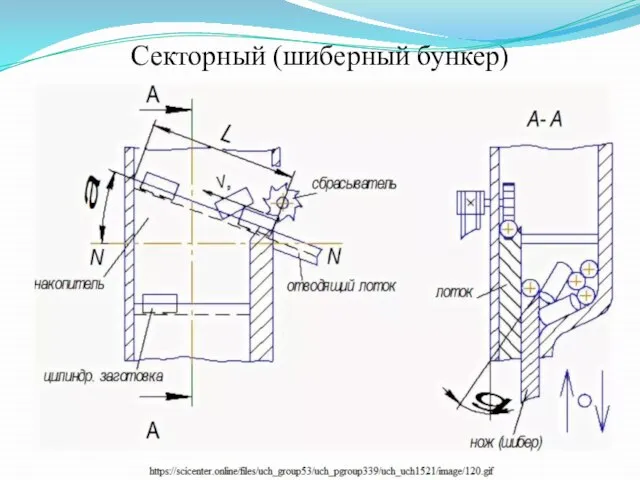
Секторный (шиберный бункер)
Секторный (шиберный бункер)
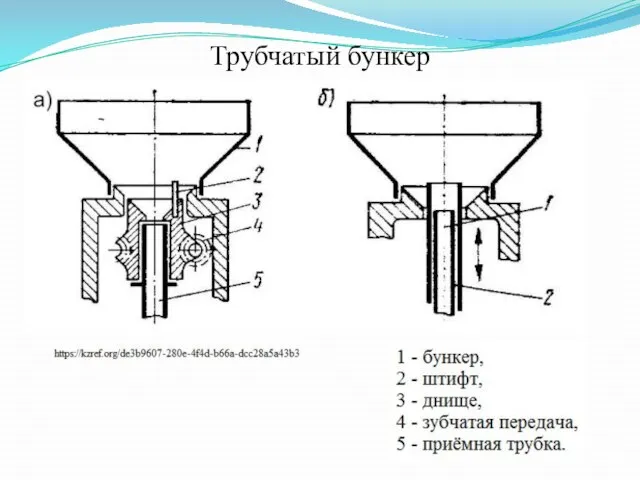
Трубчатый бункер
Трубчатый бункер

Фрикционный бункер
Фрикционный бункер

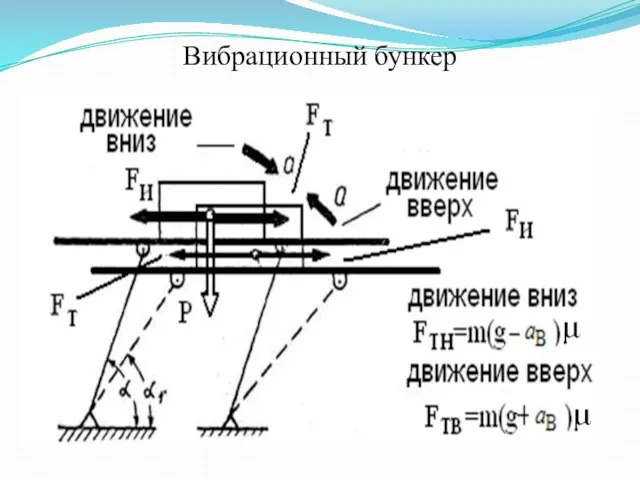
Вибрационный бункер
Применение:
Для круглых и плоских заготовок разной степени сложности, склонных к
Вибрационный бункер
Применение:
Для круглых и плоских заготовок разной степени сложности, склонных к

Вибрационный бункер
Вибрационный бункер
Вибрационный бункер
Вибрационный бункер
Транспортные устройства автоматических линий
Транспортные устройства :
1) Для автоматических линий с жёсткой
Транспортные устройства автоматических линий
Транспортные устройства :
1) Для автоматических линий с жёсткой
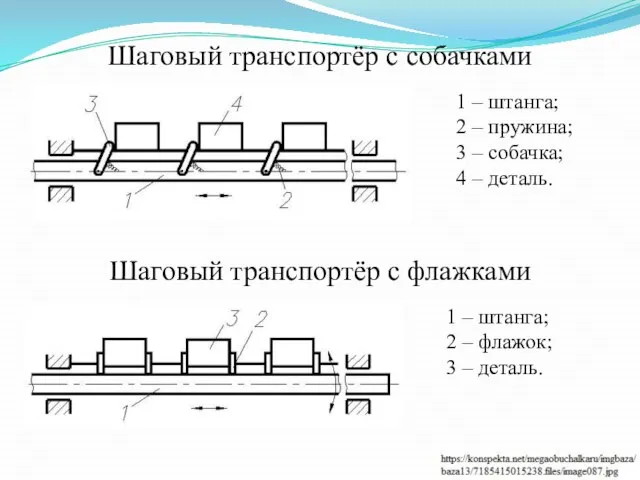
Шаговый транспортёр с собачками
Шаговый транспортёр с флажками
1 – штанга;
2 – пружина;
3
Шаговый транспортёр с собачками
Шаговый транспортёр с флажками
1 – штанга;
2 – пружина;
3
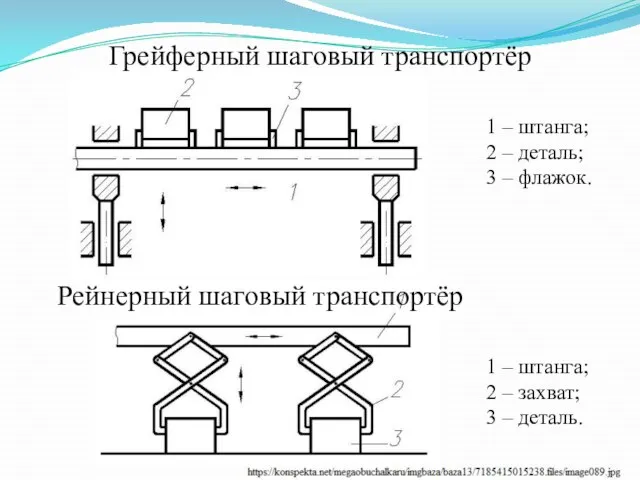
Грейферный шаговый транспортёр
Рейнерный шаговый транспортёр
1 – штанга;
2 – деталь;
3 – флажок.
Грейферный шаговый транспортёр
Рейнерный шаговый транспортёр
1 – штанга;
2 – деталь;
3 – флажок.
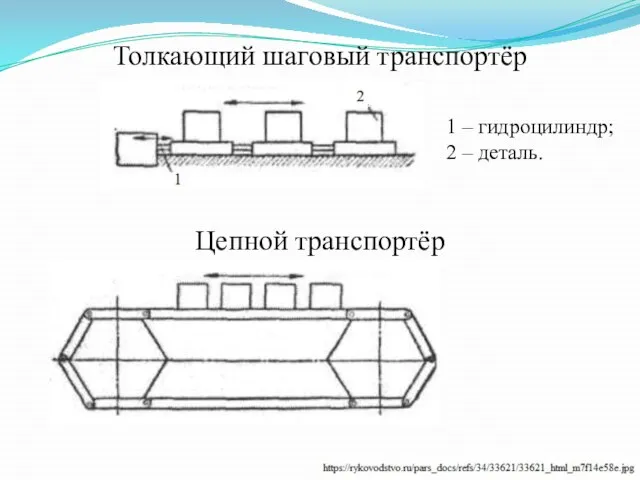
Толкающий шаговый транспортёр
Цепной транспортёр
1 – гидроцилиндр;
2 – деталь.
Толкающий шаговый транспортёр
Цепной транспортёр
1 – гидроцилиндр;
2 – деталь.

Пример компоновки автоматической линии с жёсткой связью
1 – загрузочная позиция; 2
Пример компоновки автоматической линии с жёсткой связью
1 – загрузочная позиция; 2
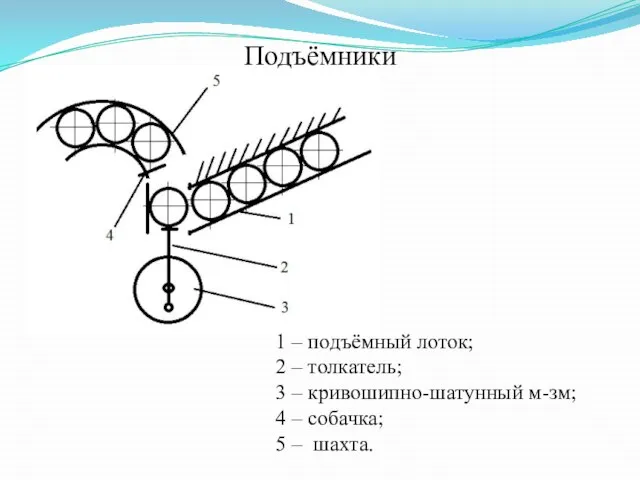
Подъёмники
1 – подъёмный лоток;
2 – толкатель;
3 – кривошипно-шатунный м-зм;
4 – собачка;
5
Подъёмники
1 – подъёмный лоток;
2 – толкатель;
3 – кривошипно-шатунный м-зм;
4 – собачка;
5

1 – элеватор;
2,8 – бункер-накопитель;
3,4,5 – станки;
6,7 – подъёмник.
Пример компоновки автоматической
1 – элеватор;
2,8 – бункер-накопитель;
3,4,5 – станки;
6,7 – подъёмник.
Пример компоновки автоматической
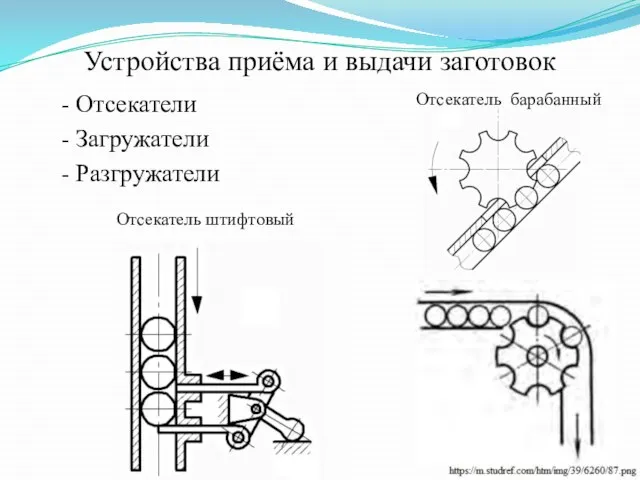
Устройства приёма и выдачи заготовок
- Отсекатели
- Загружатели
- Разгружатели
Отсекатель штифтовый
Отсекатель барабанный
Устройства приёма и выдачи заготовок
- Отсекатели
- Загружатели
- Разгружатели
Отсекатель штифтовый
Отсекатель барабанный
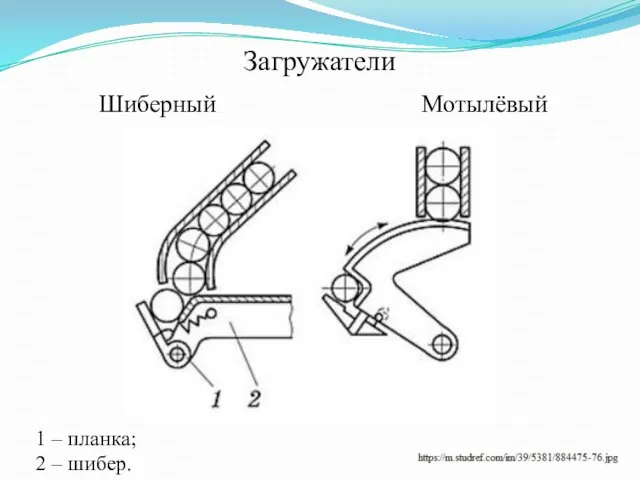
Загружатели
1 – планка;
2 – шибер.
Шиберный Мотылёвый
Загружатели
1 – планка;
2 – шибер.
Шиберный Мотылёвый
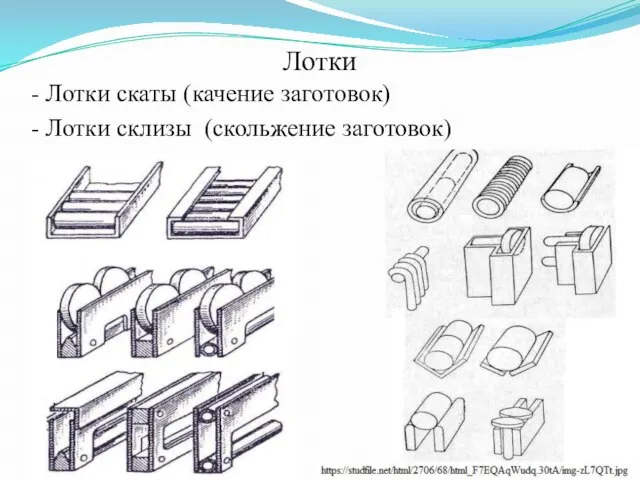
Лотки
- Лотки скаты (качение заготовок)
- Лотки склизы (скольжение заготовок)
Лотки
- Лотки скаты (качение заготовок)
- Лотки склизы (скольжение заготовок)

Отводящие транспортёры
- Роликовые
- Ленточные
Отводящие транспортёры
- Роликовые
- Ленточные

Автоматический магазин-накопитель
корпусных деталей
Автоматический магазин-накопитель
корпусных деталей

Автоматическая линия вибропрессования
Автоматическая линия вибропрессования
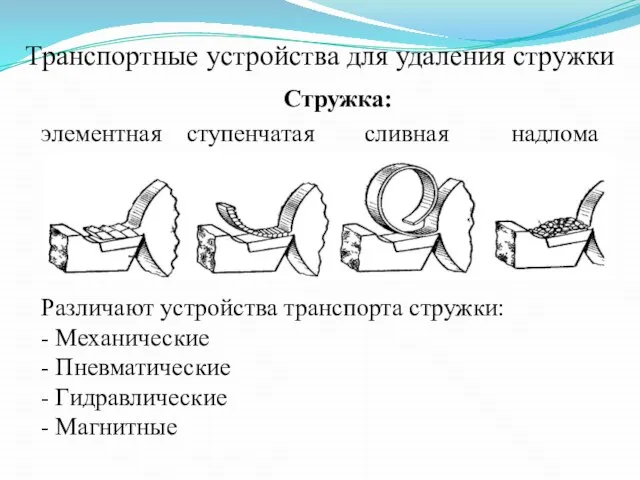
Транспортные устройства для удаления стружки
Стружка:
элементная ступенчатая сливная надлома
Различают устройства транспорта
Транспортные устройства для удаления стружки
Стружка:
элементная ступенчатая сливная надлома
Различают устройства транспорта
Ленточный транспортёр
+ Простота, надёжность,
экономичность.
– Быстрый износ ленты, часть стружки
Ленточный транспортёр
+ Простота, надёжность,
экономичность.
– Быстрый износ ленты, часть стружки

Скребковый конвейер
Применяется для удаления мелкой дроблёной элементной стружки
Скребковый конвейер
Применяется для удаления мелкой дроблёной элементной стружки

Шнековый транспортёр
Шнековый транспортёр

Пылеулавливающий агрегат
(для удаления древесной стружки)
Пылеулавливающий агрегат
(для удаления древесной стружки)
Системы управления процессами механической обработки
Алгоритмы управления:
- Алгоритмы управления состоянием
- Алгоритмы смены
Системы управления процессами механической обработки
Алгоритмы управления:
- Алгоритмы управления состоянием
- Алгоритмы смены
Системы управления разомкнутого типа
- Приводы дозированного перемещения
• Храповое колесо/шаговый двигатель
Системы управления разомкнутого типа
- Приводы дозированного перемещения
• Храповое колесо/шаговый двигатель
Храповое колесо
Храповое колесо

Мальтийский крест
Паз
Крест
Цевка
Мальтийский крест
Паз
Крест
Цевка
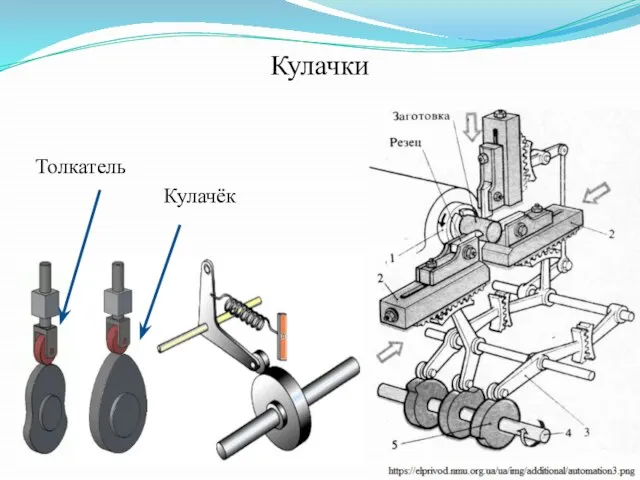
Толкатель
Кулачёк
Кулачки
Кулачёк
Кулачки
- Программируется полностью или частично цикл работы станка, режимы обработки
- Программируется полностью или частично цикл работы станка, режимы обработки
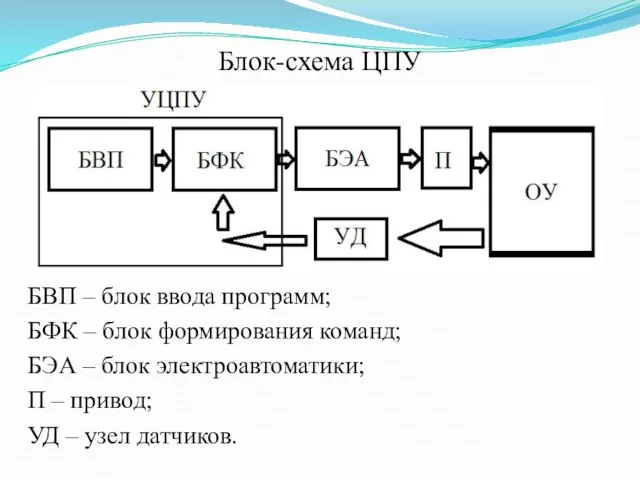
БВП – блок ввода программ;
БФК – блок формирования команд;
БЭА – блок
БВП – блок ввода программ;
БФК – блок формирования команд;
БЭА – блок
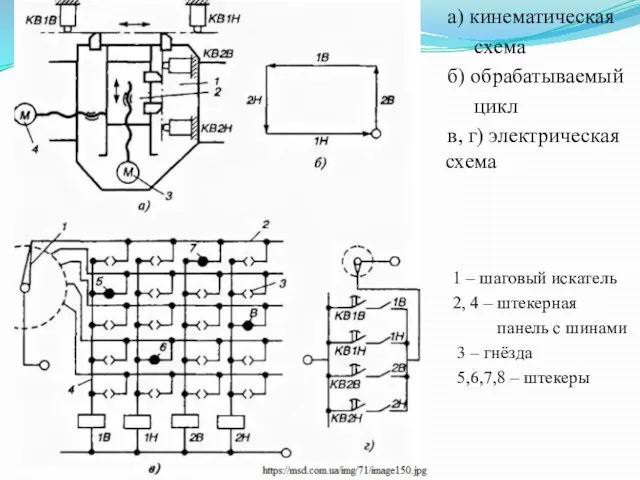
а) кинематическая
схема
б) обрабатываемый
цикл
в, г)
а) кинематическая
схема
б) обрабатываемый
цикл
в, г)
- Замкнутые системы управления, регулируемой величиной в которых является линейное/угловое
- Замкнутые системы управления, регулируемой величиной в которых является линейное/угловое
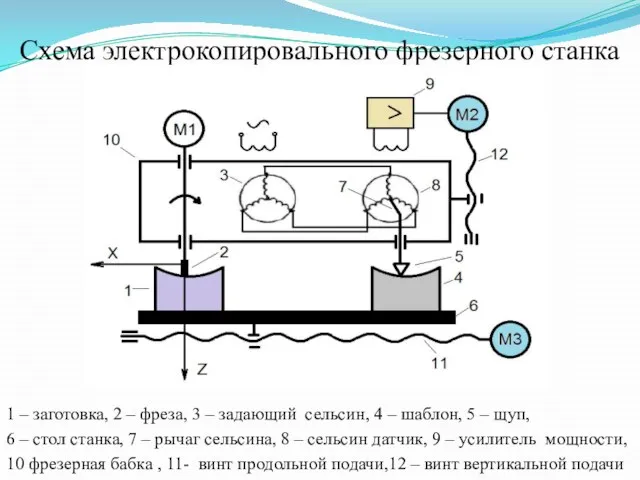
Схема электрокопировального фрезерного станка
1 – заготовка, 2 – фреза, 3 –
Схема электрокопировального фрезерного станка
1 – заготовка, 2 – фреза, 3 –

Структурная схема следящей системы
Структурная схема следящей системы
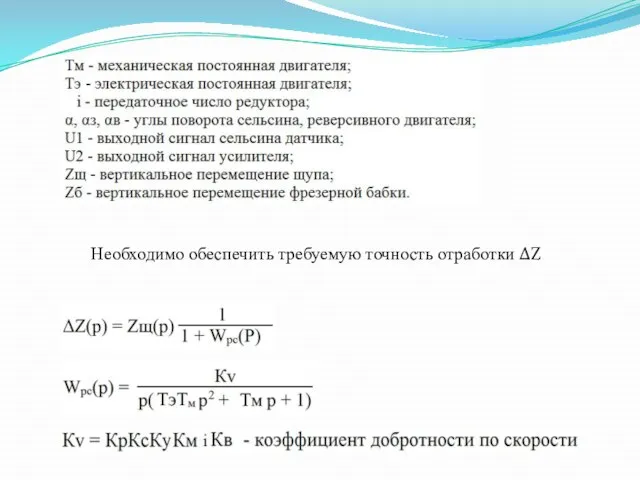
Необходимо обеспечить требуемую точность отработки ΔZ
Необходимо обеспечить требуемую точность отработки ΔZ

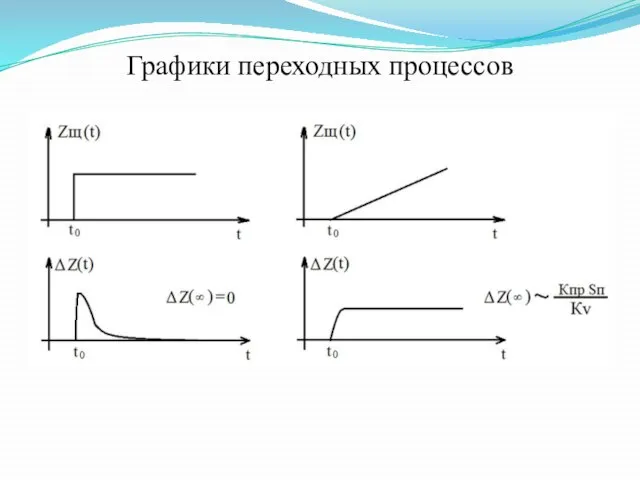
Графики переходных процессов
Графики переходных процессов
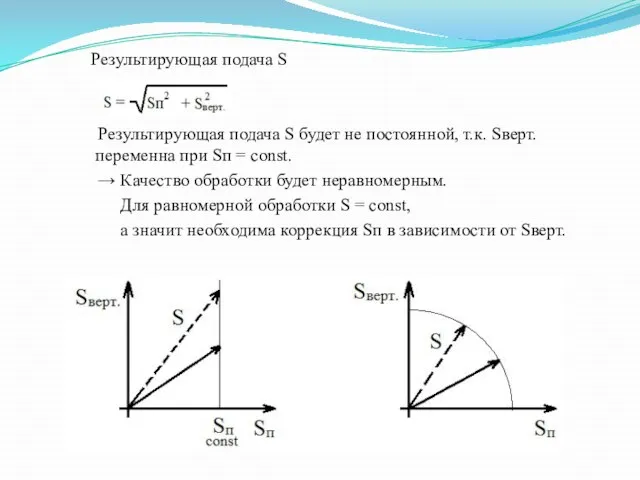
Результирующая подача S
Результирующая подача S будет не постоянной, т.к. Sверт.
Результирующая подача S
Результирующая подача S будет не постоянной, т.к. Sверт.
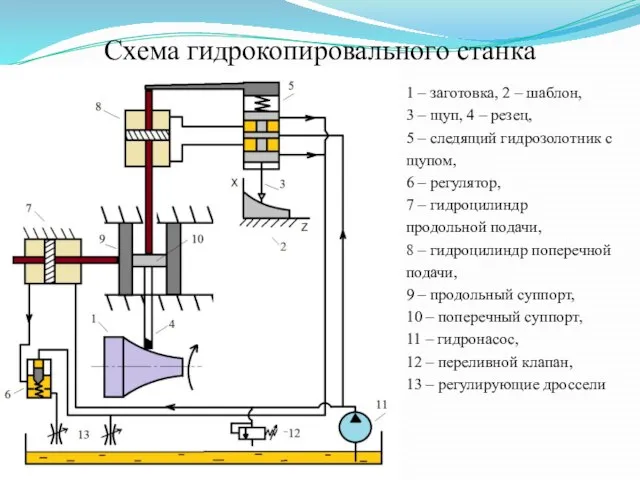
Схема гидрокопировального станка
1 – заготовка, 2 – шаблон,
3 – щуп,
Схема гидрокопировального станка
1 – заготовка, 2 – шаблон,
3 – щуп,
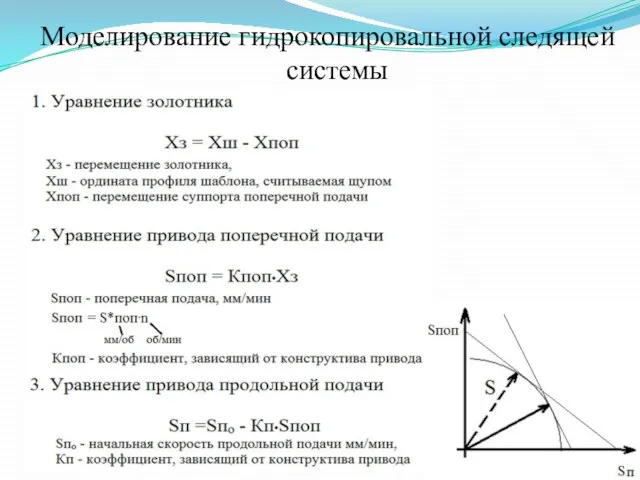
Моделирование гидрокопировальной следящей системы
Моделирование гидрокопировальной следящей системы

Структурная схема гидрокопировальной следящей системы
Необходимо обеспечить требуемую точность отработки Хз
Структурная схема гидрокопировальной следящей системы
Необходимо обеспечить требуемую точность отработки Хз

Системы числового программного управления
Система ЧПУ – совокупность функционально взаимосвязанных и
Системы числового программного управления
Система ЧПУ – совокупность функционально взаимосвязанных и
По характеру информации, записанной на программоносителе различают:
- непрерывные
- дискретные
По характеру информации, записанной на программоносителе различают:
- непрерывные
- дискретные
По особенностям структуры системы ЧПУ разбиты на 4 группы имеющие сокращённое
По особенностям структуры системы ЧПУ разбиты на 4 группы имеющие сокращённое
Обозначения в маркировке станка:
Ф1 – система ЧПУ с цифровой индикацией
Обозначения в маркировке станка:
Ф1 – система ЧПУ с цифровой индикацией
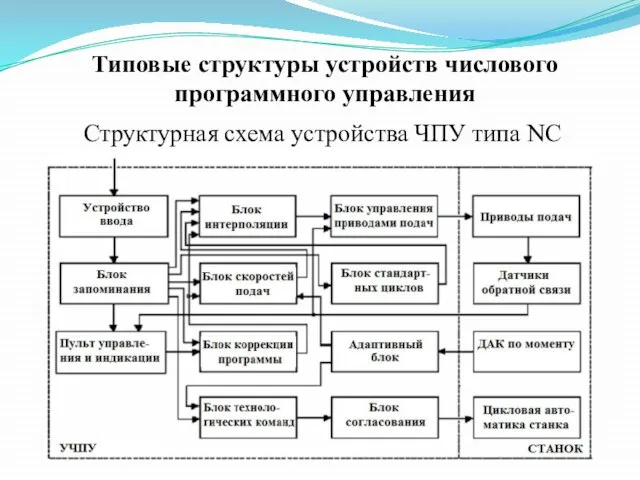
Типовые структуры устройств числового программного управления
Структурная схема устройства ЧПУ типа NC
Типовые структуры устройств числового программного управления
Структурная схема устройства ЧПУ типа NC
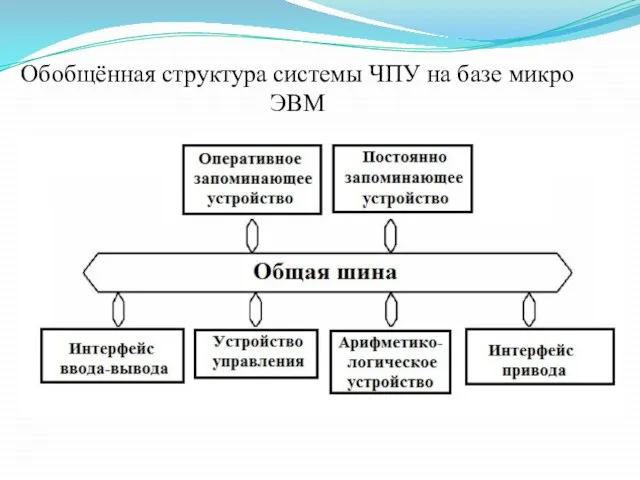
Обобщённая структура системы ЧПУ на базе микро ЭВМ
Обобщённая структура системы ЧПУ на базе микро ЭВМ
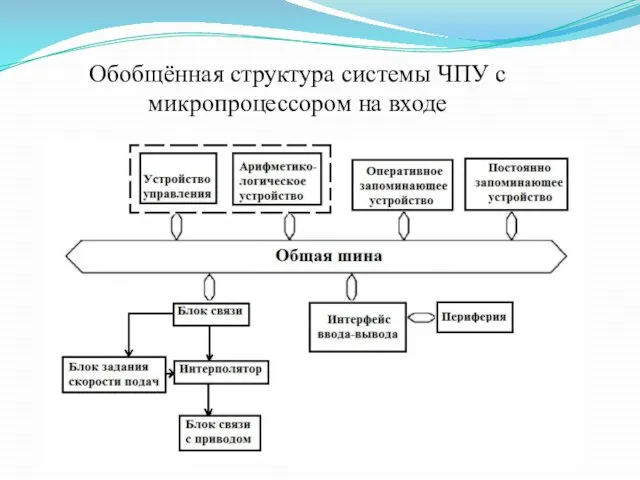
Обобщённая структура системы ЧПУ с микропроцессором на входе
Обобщённая структура системы ЧПУ с микропроцессором на входе
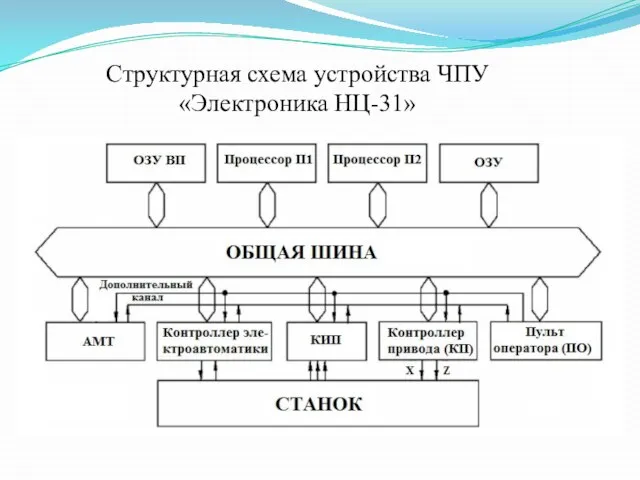
Структурная схема устройства ЧПУ
«Электроника НЦ-31»
Структурная схема устройства ЧПУ
«Электроника НЦ-31»
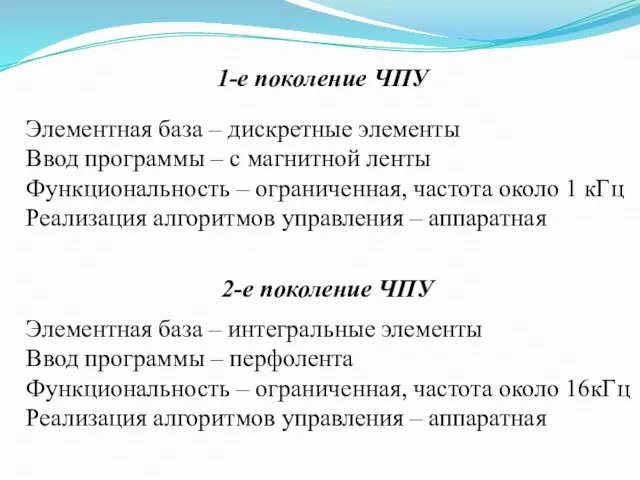
1-е поколение ЧПУ
Элементная база – дискретные элементы
Ввод программы – с магнитной
1-е поколение ЧПУ
Элементная база – дискретные элементы
Ввод программы – с магнитной
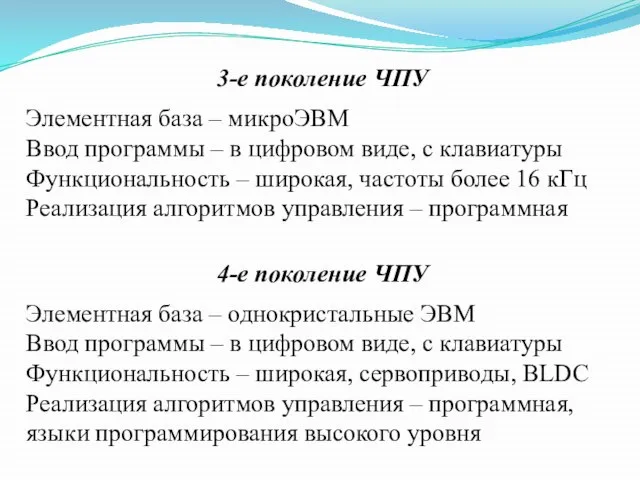
3-е поколение ЧПУ
Элементная база – микроЭВМ
Ввод программы – в цифровом
3-е поколение ЧПУ
Элементная база – микроЭВМ
Ввод программы – в цифровом
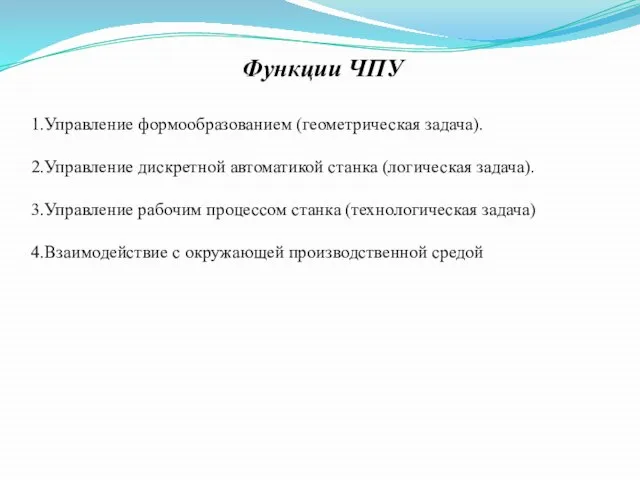
Функции ЧПУ
1.Управление формообразованием (геометрическая задача).
2.Управление дискретной автоматикой станка (логическая задача).
3.Управление рабочим
Функции ЧПУ
1.Управление формообразованием (геометрическая задача).
2.Управление дискретной автоматикой станка (логическая задача).
3.Управление рабочим
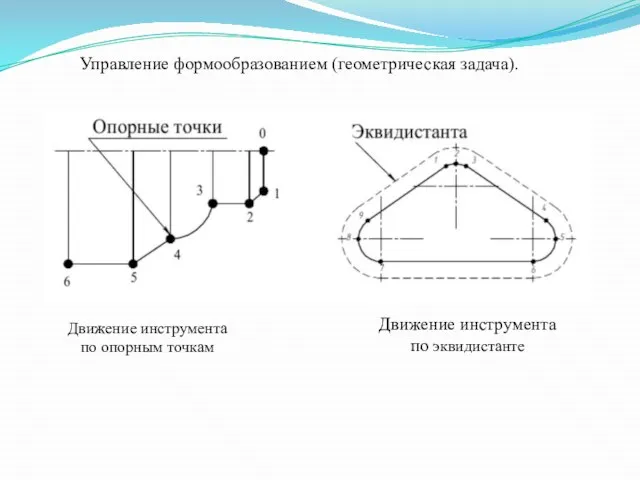
Управление формообразованием (геометрическая задача).
Движение инструмента
по опорным точкам
Движение инструмента
по
Управление формообразованием (геометрическая задача).
Движение инструмента
по опорным точкам
Движение инструмента
по

Панель оператора ЧПУ
Панель оператора ЧПУ
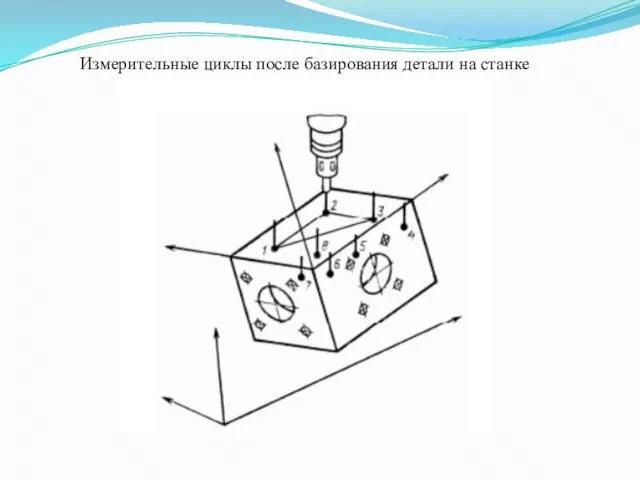
Измерительные циклы после базирования детали на станке
Измерительные циклы после базирования детали на станке

Обобщённая структурная схема адаптивного управления
Обобщённая структурная схема адаптивного управления
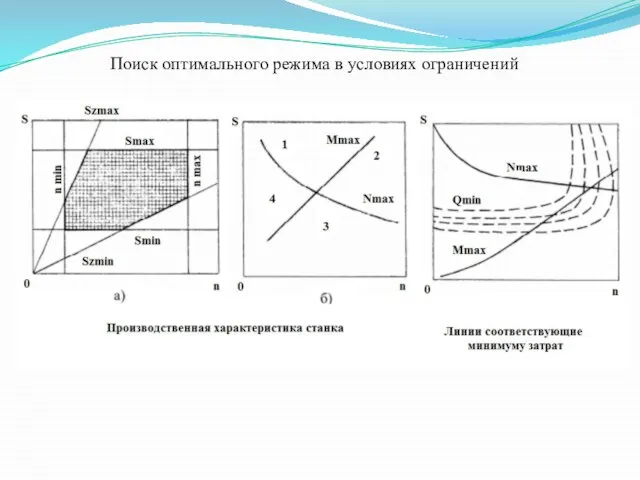
Поиск оптимального режима в условиях ограничений
Поиск оптимального режима в условиях ограничений
Алгоритмы управления УЧПУ
Внутренние Рабочие
Внутренние алгоритмы управления делят на 3 группы:
- Системные
Алгоритмы управления УЧПУ
Внутренние Рабочие
Внутренние алгоритмы управления делят на 3 группы:
- Системные
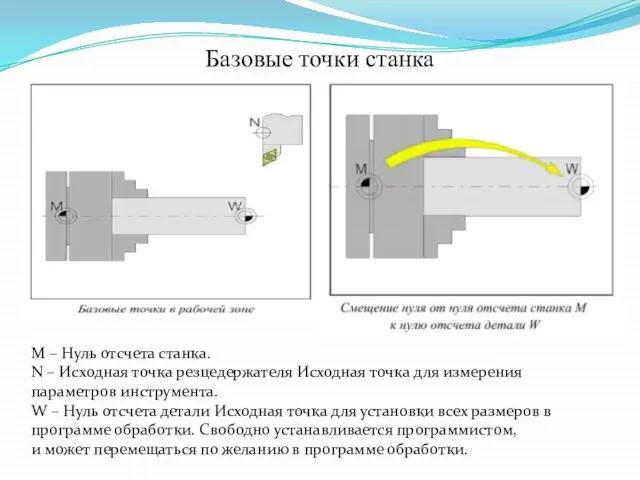
Базовые точки станка
M – Нуль отсчета станка.
N – Исходная точка резцедержателя
Базовые точки станка
M – Нуль отсчета станка.
N – Исходная точка резцедержателя
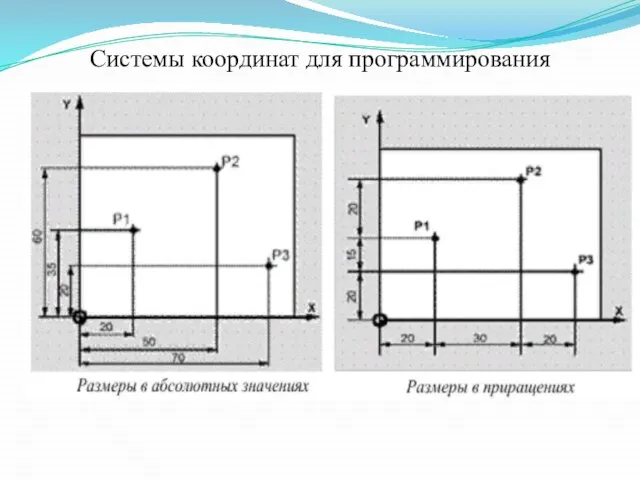
Системы координат для программирования
Системы координат для программирования
Структура программы
- Используется программирование в соответствии с ISO-7bit.
- УП – последовательность
Структура программы
- Используется программирование в соответствии с ISO-7bit.
- УП – последовательность
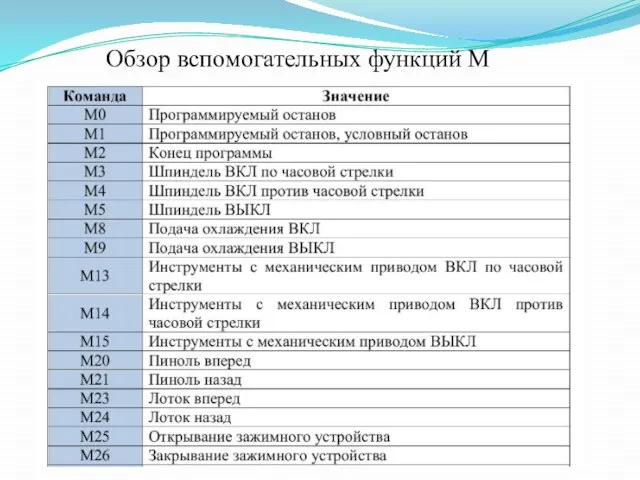
Обзор вспомогательных функций М
Обзор вспомогательных функций М
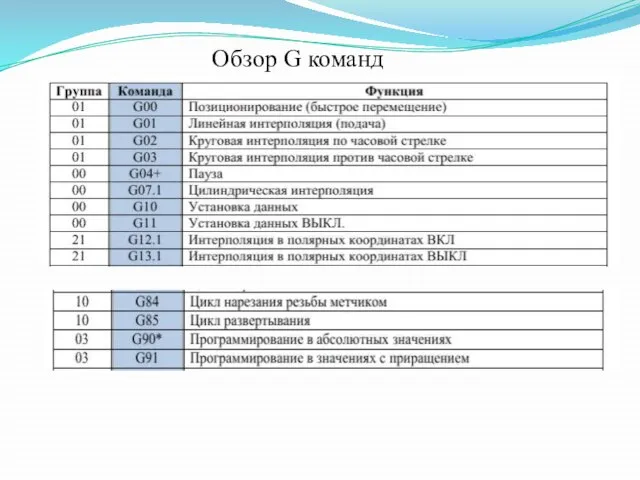
Обзор G команд
Обзор G команд


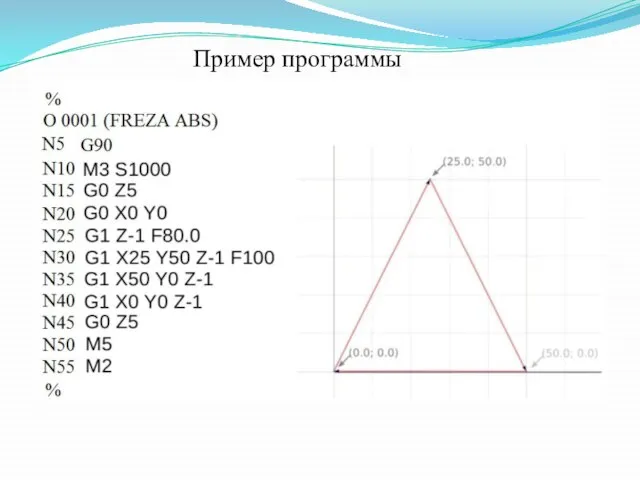
Пример программы
Пример программы
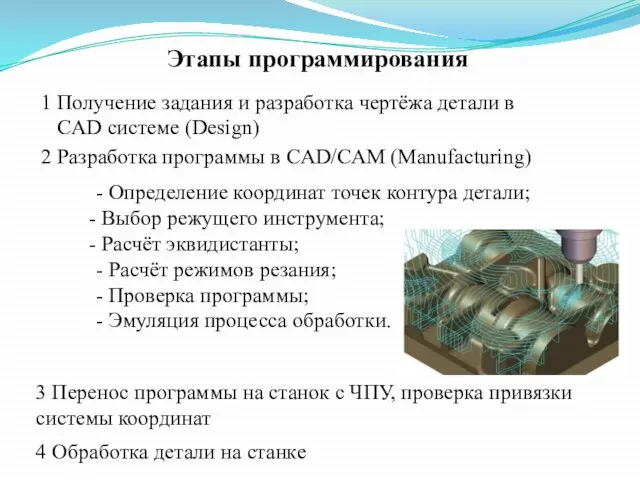
Этапы программирования
1 Получение задания и разработка чертёжа детали в
CAD
Этапы программирования
1 Получение задания и разработка чертёжа детали в
CAD
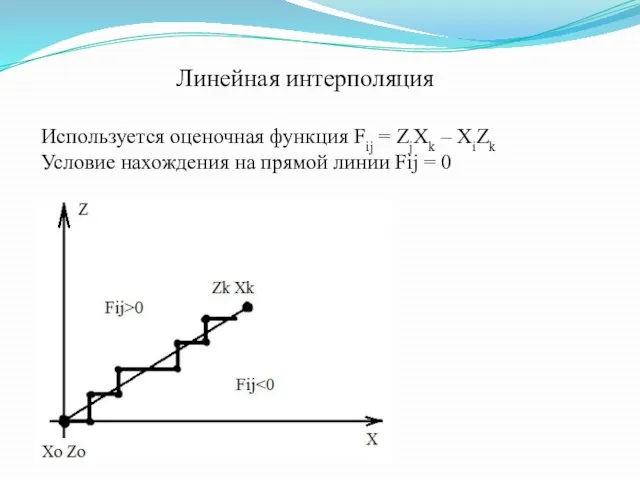
Линейная интерполяция
Используется оценочная функция Fij = ZjXk – XiZk Условие нахождения
Линейная интерполяция
Используется оценочная функция Fij = ZjXk – XiZk Условие нахождения
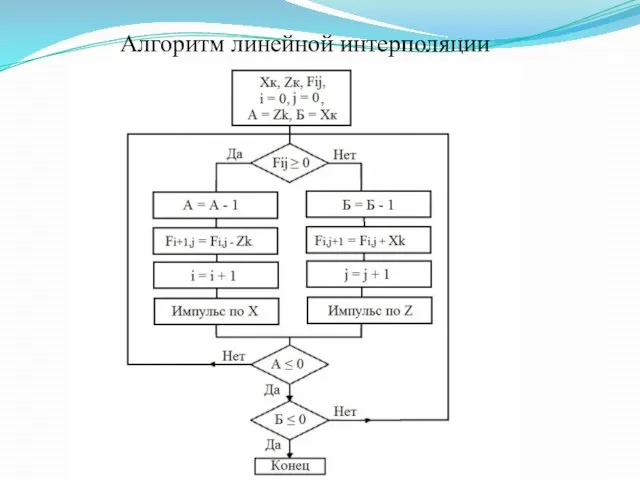
Алгоритм линейной интерполяции
Алгоритм линейной интерполяции
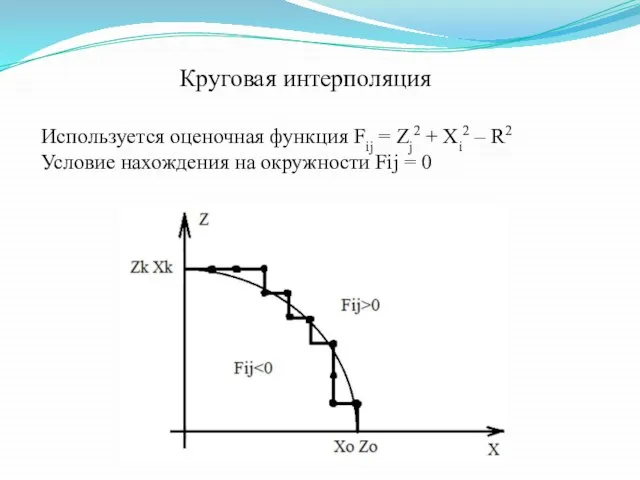
Круговая интерполяция
Используется оценочная функция Fij = Zj2 + Xi2 – R2
Круговая интерполяция
Используется оценочная функция Fij = Zj2 + Xi2 – R2

Системы управления:
- Специализированный блок управления (ядро, терминал
оператора, модули
- Специализированный блок управления (ядро, терминал
оператора, модули
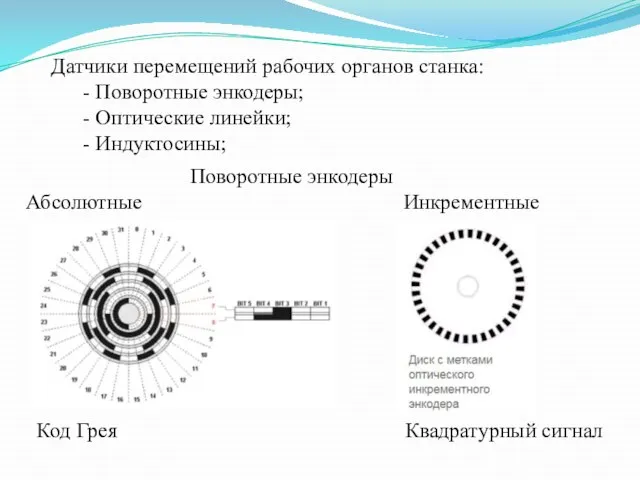
Датчики перемещений рабочих органов станка:
- Поворотные энкодеры;
- Оптические
Датчики перемещений рабочих органов станка:
- Поворотные энкодеры;
- Оптические
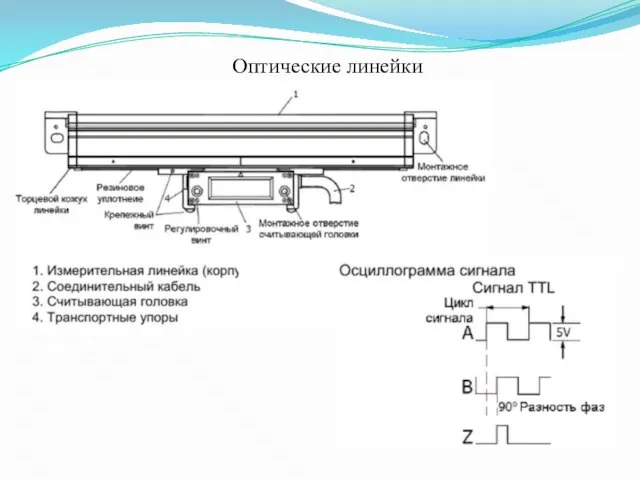
Оптические линейки
Оптические линейки

Приводы перемещений рабочих органов станка:
- Шаговые двигатели
- Серводвигатели
-
Приводы перемещений рабочих органов станка:
- Шаговые двигатели
- Серводвигатели
-

Шаговые двигатели с энкодером (гибриды)
+ Контроль отработки импульсов, улучшенные
Шаговые двигатели с энкодером (гибриды)
+ Контроль отработки импульсов, улучшенные
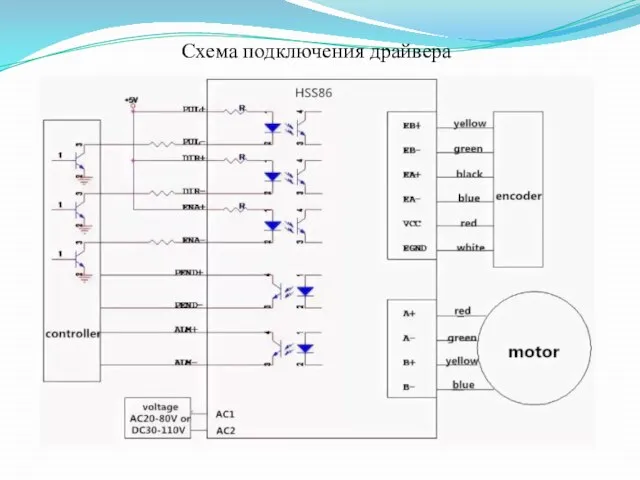
Схема подключения драйвера
Схема подключения драйвера

Серводвигатель
+ Точность отработки импульсов, высокий крутящий момент, скорость, контроль и
Серводвигатель
+ Точность отработки импульсов, высокий крутящий момент, скорость, контроль и

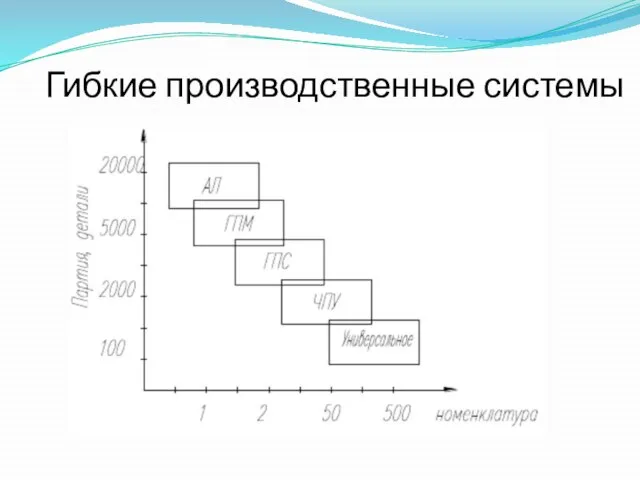
Гибкие производственные системы
Гибкие производственные системы
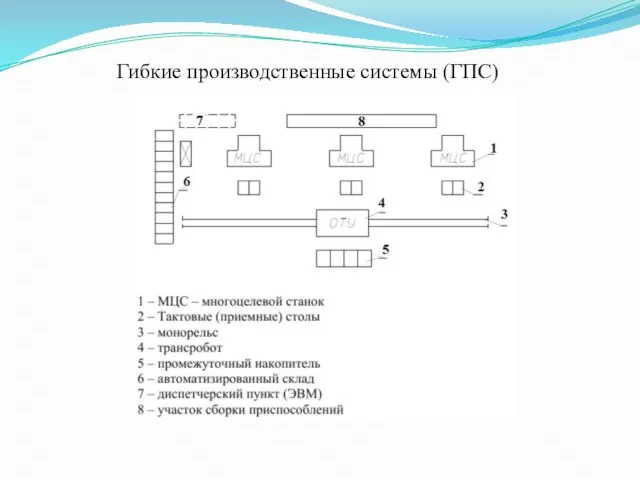
Гибкие производственные системы (ГПС)
Гибкие производственные системы (ГПС)
 Паспорт слова. Благодарность
Паспорт слова. Благодарность Волшебный мир сказок
Волшебный мир сказок Ампутации и протезирование
Ампутации и протезирование Абитуриенту 2021 от ЯГПУ
Абитуриенту 2021 от ЯГПУ АВР монтажная схема
АВР монтажная схема Shopping
Shopping Русское храмовое искусство
Русское храмовое искусство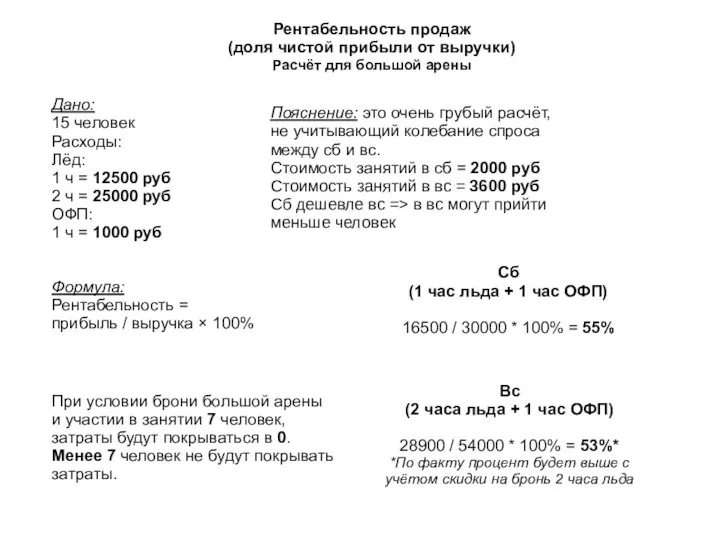 рентабельность
рентабельность Жизнь как горящая свеча
Жизнь как горящая свеча Цех Высоковольтных электрических сетей ГУП ПЭО Байконурэнерго
Цех Высоковольтных электрических сетей ГУП ПЭО Байконурэнерго Техническое перевооружение слесарно-механического участка зоны текущего ремонта ООО Севертрал
Техническое перевооружение слесарно-механического участка зоны текущего ремонта ООО Севертрал Фразеологизмы
Фразеологизмы фотоальбом испр
фотоальбом испр Golf GTD Estate
Golf GTD Estate Электрическая сварка (10 класс)
Электрическая сварка (10 класс) Натуральные волокна растительного происхождения
Натуральные волокна растительного происхождения 20161006_dm_7_dlina_okruzhnosti_i_ploshchad_kruga
20161006_dm_7_dlina_okruzhnosti_i_ploshchad_kruga ЛЮБОПЫТНАЯ МАТЕМАТИКА (занятие 26 марта 2020 года)
ЛЮБОПЫТНАЯ МАТЕМАТИКА (занятие 26 марта 2020 года) Family_presentation_4_ENGLISH_LEGO_Magic_Teaching
Family_presentation_4_ENGLISH_LEGO_Magic_Teaching Шалунишки за здоровый образ жизни
Шалунишки за здоровый образ жизни Своя игра. Веков минувших достояние…
Своя игра. Веков минувших достояние… Командная игра с картинками
Командная игра с картинками Городской смотр-конкурс школьных музеев, комнат и уголков боевой славы на лучшую экспозицию, посвященную 75-летию
Городской смотр-конкурс школьных музеев, комнат и уголков боевой славы на лучшую экспозицию, посвященную 75-летию Обработка металлов резцами
Обработка металлов резцами Виды и работы котельных
Виды и работы котельных 20150923_obshchenie_v_zhizni_cheloveka
20150923_obshchenie_v_zhizni_cheloveka Геоинформационные технологии
Геоинформационные технологии Объемное конструирование из салфеток Бараш
Объемное конструирование из салфеток Бараш