- Установочные элементы приспособлений

Содержание
- 2. Основные опоры - элементы, лишающие заготовку при установке всех или нескольких степеней свободы, определяющие положение заготовки
- 3. Установочные элементы должны удовлетворять требованиям: число и расположение опор должно обеспечивать необходимое базирование заготовки, устойчивость и
- 4. Основные опоры: опорные штыри опорные пластины опорные шайбы Вспомогательных опоры: самоустанавливающиеся опоры (быстродействующие, с возможностью одновременного
- 5. Опорные штыри (ГОСТ 13440-68, ГОСТ 13441-68, ГОСТ 13442-68): а - с плоской головкой для установки детали
- 6. Опорные пластины двух типов ГОСТ 4743-68: а – плоские для установки заготовок с обработанными базами больших
- 7. Регулируемые винтовые опоры по ГОСТ 4085-68 и ГОСТ 4086-68 (1 - регулируемый винт)
- 8. Самоустанавливающаяся одноточечная опора (1 - рукоятка; 2 - обрабатываемая деталь; 3, 6 - винты; 4, 5
- 9. Подводимая одноточечная клиновая опора (1 - обрабатываемая деталь; 2 - регулируемый винт; 3 - плунжер; 4
- 10. Опоры при базировании по наружной цилиндрической поверхности: призмы (используются наиболее часто); втулки. В приспособлениях используют призмы
- 11. Призма ГОСТ 12195-68 При установке заготовок с чисто обработанными базами применяют призмы с широкими опорными поверхностями
- 12. Для установки по черновым базам применяют точечные опоры, запрессованные в рабочие поверхности призмы. При установке длинных
- 13. Опоры при базировании заготовок по отверстию: пальцы оправки Конструктивно оправки делят на жесткие и разжимные (цанговые,
- 14. Установочные пальцы приспособлений: а - постоянные цилиндрические ГОСТ 12209-66; б - сменные цилиндрические ГОСТ 12211-66; в
- 16. Скачать презентацию
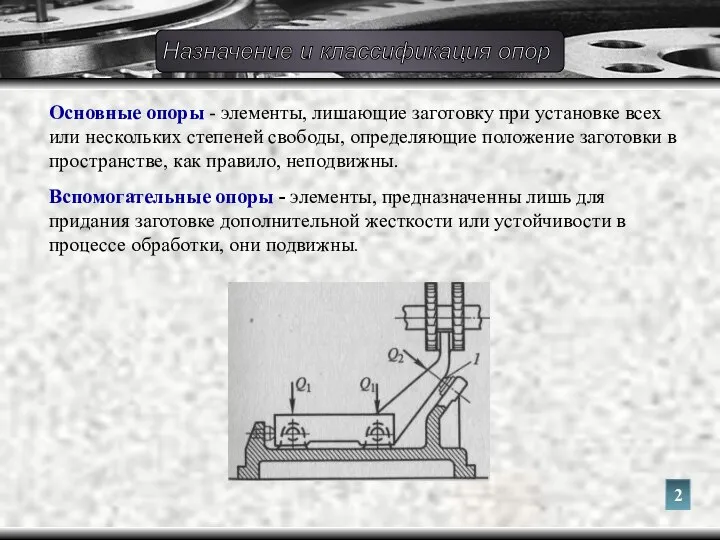
Основные опоры - элементы, лишающие заготовку при установке всех или нескольких
Основные опоры - элементы, лишающие заготовку при установке всех или нескольких
Установочные элементы должны удовлетворять требованиям:
число и расположение опор должно обеспечивать
Установочные элементы должны удовлетворять требованиям:
число и расположение опор должно обеспечивать
Основные опоры:
опорные штыри
опорные пластины
опорные шайбы
Вспомогательных опоры:
самоустанавливающиеся
Основные опоры:
опорные штыри
опорные пластины
опорные шайбы
Вспомогательных опоры:
самоустанавливающиеся
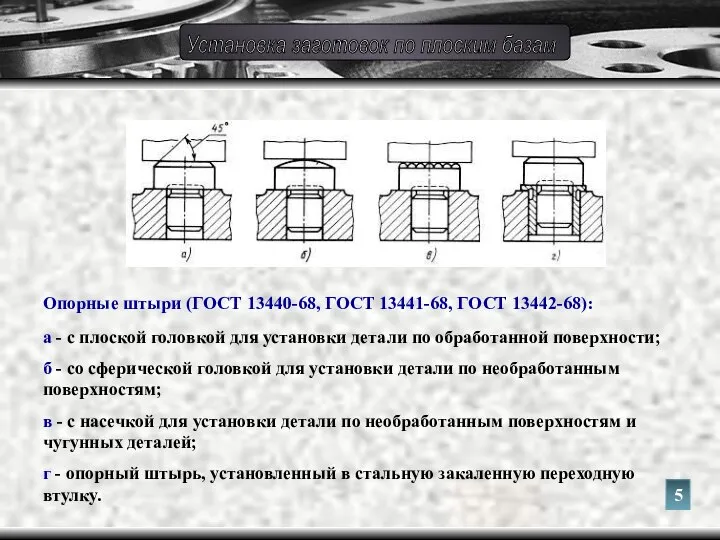
Опорные штыри (ГОСТ 13440-68, ГОСТ 13441-68, ГОСТ 13442-68):
а - с
Опорные штыри (ГОСТ 13440-68, ГОСТ 13441-68, ГОСТ 13442-68):
а - с
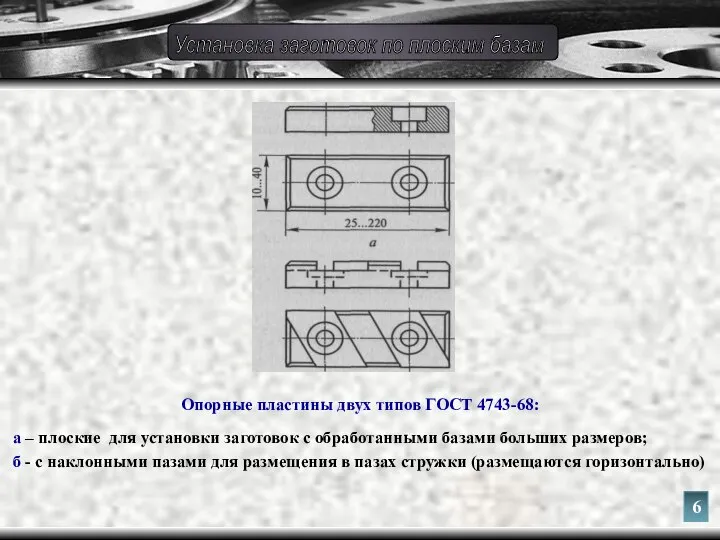
Опорные пластины двух типов ГОСТ 4743-68:
а – плоские для установки заготовок
Опорные пластины двух типов ГОСТ 4743-68:
а – плоские для установки заготовок
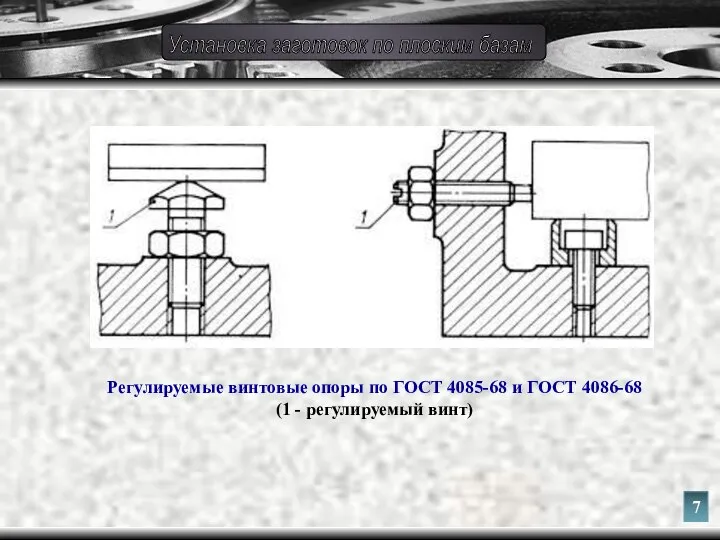
Регулируемые винтовые опоры по ГОСТ 4085-68 и ГОСТ 4086-68
(1 - регулируемый
Регулируемые винтовые опоры по ГОСТ 4085-68 и ГОСТ 4086-68
(1 - регулируемый

Самоустанавливающаяся одноточечная опора
(1 - рукоятка; 2 - обрабатываемая деталь; 3, 6
Самоустанавливающаяся одноточечная опора
(1 - рукоятка; 2 - обрабатываемая деталь; 3, 6

Подводимая одноточечная клиновая опора
(1 - обрабатываемая деталь; 2 - регулируемый винт;
Подводимая одноточечная клиновая опора
(1 - обрабатываемая деталь; 2 - регулируемый винт;
Опоры при базировании по наружной цилиндрической поверхности:
призмы (используются наиболее часто);
Опоры при базировании по наружной цилиндрической поверхности:
призмы (используются наиболее часто);
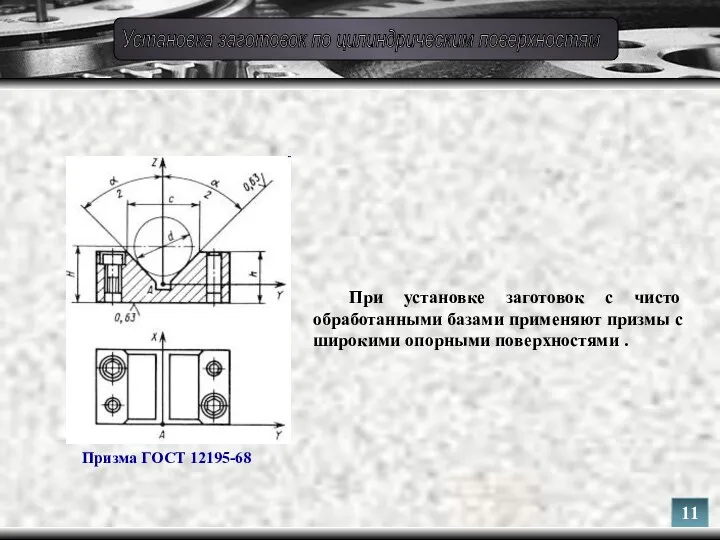
Призма ГОСТ 12195-68
При установке заготовок с чисто обработанными базами применяют
Призма ГОСТ 12195-68
При установке заготовок с чисто обработанными базами применяют
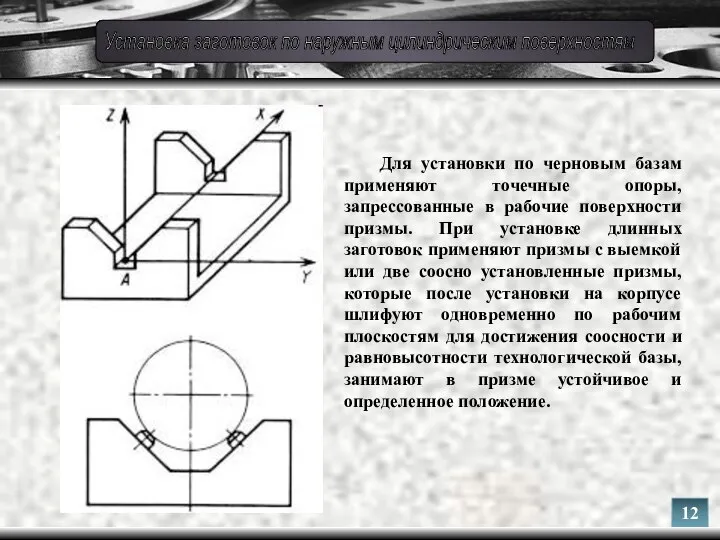
Для установки по черновым базам применяют точечные опоры, запрессованные в рабочие
Для установки по черновым базам применяют точечные опоры, запрессованные в рабочие
Опоры при базировании заготовок по отверстию:
пальцы
оправки
Конструктивно оправки
пальцы
оправки
Конструктивно оправки
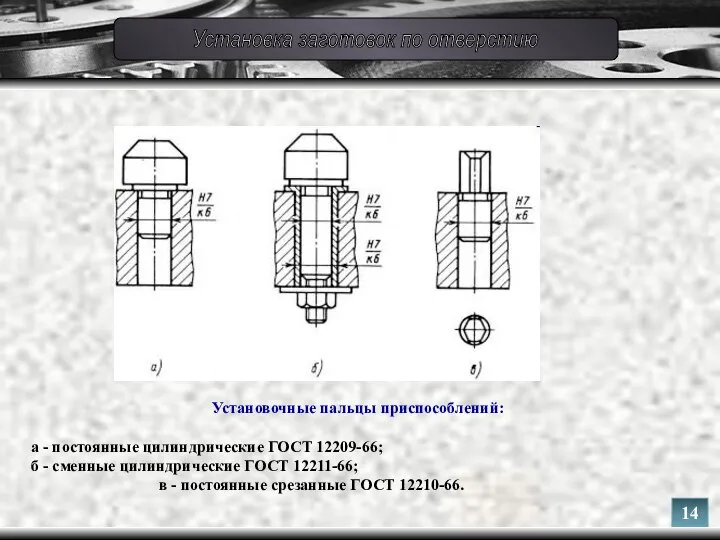
Установочные пальцы приспособлений:
а - постоянные цилиндрические ГОСТ 12209-66;
б -
Установочные пальцы приспособлений:
а - постоянные цилиндрические ГОСТ 12209-66;
б -
 Декоративная отделка изделия
Декоративная отделка изделия 20160429_kray_v_kotorom_ty_zhivesh
20160429_kray_v_kotorom_ty_zhivesh Типы религиозных объединений
Типы религиозных объединений Текстильные волокна. Производство ткани. Определение лицевой и изнаночной сторон ткани
Текстильные волокна. Производство ткани. Определение лицевой и изнаночной сторон ткани Мышь оптическая Genius GC 340
Мышь оптическая Genius GC 340 Мотивация
Мотивация 20180406_integrirovannyy_urok_matematiki_i_ekologii_6_klass
20180406_integrirovannyy_urok_matematiki_i_ekologii_6_klass Теоремы теории подобия Критерии подобия (лекция 1)
Теоремы теории подобия Критерии подобия (лекция 1) Направления разработок и производства АО УКБП
Направления разработок и производства АО УКБП Презентация для школы
Презентация для школы Второе поколение электронно-вычеслительных машин
Второе поколение электронно-вычеслительных машин Язык как развивающееся явление
Язык как развивающееся явление Возникновение жизни на земле
Возникновение жизни на земле Презентация Microsoft PowerPoint
Презентация Microsoft PowerPoint Sattelite technologies at russian railways: GPS and glonass location systems
Sattelite technologies at russian railways: GPS and glonass location systems prezentatsiya-FGOS-Programma-Ot-rozhdeniya-do-shkoly-2020g
prezentatsiya-FGOS-Programma-Ot-rozhdeniya-do-shkoly-2020g Законодательство в РФ о пожарной безопасности
Законодательство в РФ о пожарной безопасности MaksimGontsarenkoEnefit
MaksimGontsarenkoEnefit Особенности возведения зданий в условиях городской застройки
Особенности возведения зданий в условиях городской застройки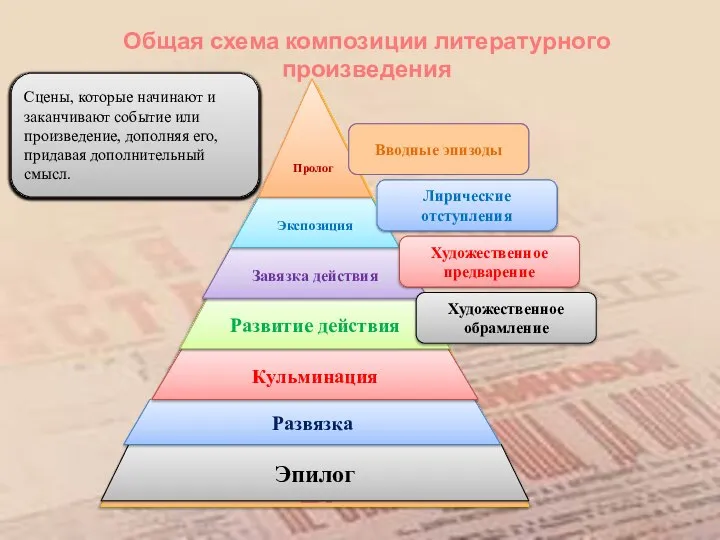 20110527_Obshchaya_shema_kompozicii_literaturnogo_proizvedeniya
20110527_Obshchaya_shema_kompozicii_literaturnogo_proizvedeniya Клетка
Клетка эксперимент с номерками
эксперимент с номерками Российский морской регистр судоходства
Российский морской регистр судоходства Персональный сайт как образовательный инструмент саморазвития педагога
Персональный сайт как образовательный инструмент саморазвития педагога 20130117_kartochka_no_4.pptx_voda_1
20130117_kartochka_no_4.pptx_voda_1 В.И Грайфер легенда нефтяной промышленности
В.И Грайфер легенда нефтяной промышленности Иконописный канон
Иконописный канон XV всероссийская студенческая научно-практическая конференция с международным участием Наука и производство
XV всероссийская студенческая научно-практическая конференция с международным участием Наука и производство