- Устройство и функционирование системы ЧПУ. Станочные системы координат

Содержание
- 2. 1. Устройство и функционирование системы ЧПУ 1.1. Функциональные составляющие (подсистемы) ЧПУ Главное отличие современных станков с
- 3. В подсистему управления входят стойка числового программного управления и контроллер. Подсистема приводов состоит из электромеханических, электрических
- 4. 1.1.1. Подсистема управления Центральной частью всей СЧПУ является подсистема управления (далее — система управления). Система управления,
- 5. Современный токарный обрабатывающий центр с закрытой СЧПУ
- 6. Закрытая СЧПУ Японской фирмы Fanuc
- 7. Закрытая СЧПУ Германской фирмы Siemens
- 8. Контроллер - электронная вычислительная машина, ориентированная на работу по программе управления станком путем анализа сигналов ввода
- 9. Открытая СЧПУ фрезерного обрабатывающего центра Tormach 1100
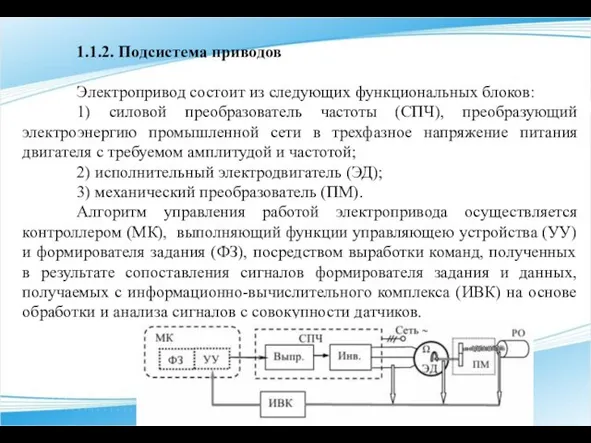
- 10. 1.1.2. Подсистема приводов Электропривод состоит из следующих функциональных блоков: 1) силовой преобразователь частоты (СПЧ), преобразующий электроэнергию
- 11. Электропривод главного движения (шпинделя) как правило содержит асинхронный электродвигатель с короткозамкнутой обмоткой ротора. Электропривод главного движения
- 12. 1.1.3. Подсистема обратной связи Подсистема обратной связи главным образом призвана обеспечивать подсистему управления информацией о реальной
- 13. Рис. 1. Датчик линейного перемещения Рис. 2. Датчик угла поворота (энкодер)
- 14. Выделяют три основные группы концевых выключателей: механические, бесконтактные, магнитные. Главная функция концевых выключателей — автоматическое отсоединение
- 15. 1.2. Функционирование системы ЧПУ Мы рассмотрели по отдельности работу трех подсистем, составляющих основу СЧПУ. Теперь перейдем
- 16. В соответствии с профилем перемещения подсистема управления посылает на соответствующий двигатель строго определенное количество электрических импульсов.
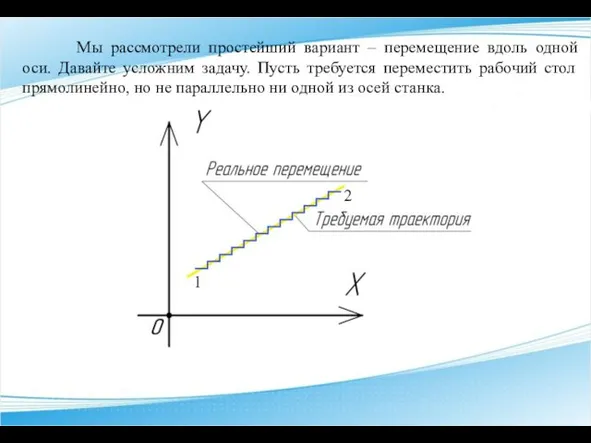
- 17. Мы рассмотрели простейший вариант – перемещение вдоль одной оси. Давайте усложним задачу. Пусть требуется переместить рабочий
- 18. Для того чтобы выполнить такое перемещение, система ЧПУ вынуждена строить между точками 1 и 2 множество
- 19. Рассмотренная интерполяция называется линейной. Если же необходимо выполнить перемещение по дуге, то интерполяция будет круговой. В
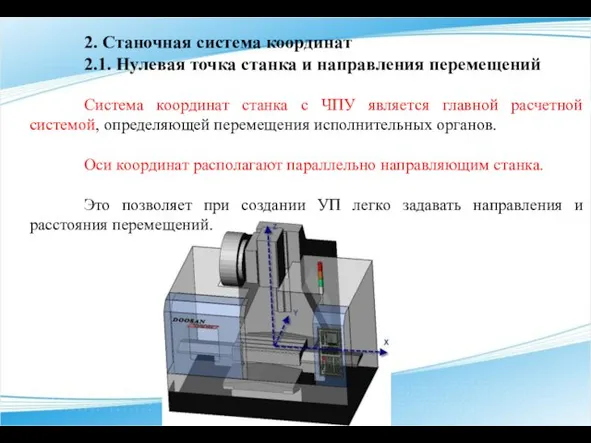
- 20. 2. Станочная система координат 2.1. Нулевая точка станка и направления перемещений Система координат станка с ЧПУ
- 21. Правая система координат является стандартной для всех станков с ЧПУ. В этой системе положительные направления координатных
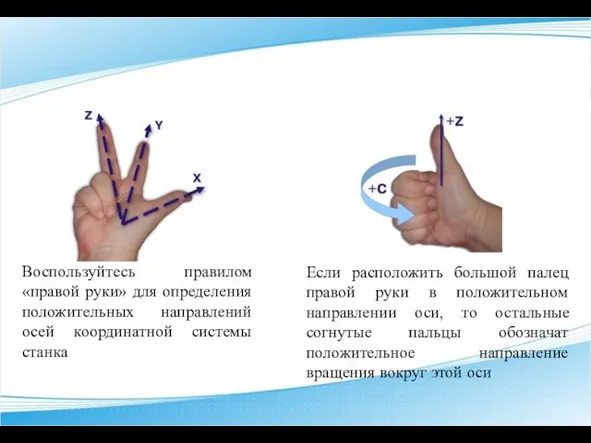
- 22. Воспользуйтесь правилом «правой руки» для определения положительных направлений осей координатной системы станка Если расположить большой палец
- 23. При создании УП программист всегда исходит из правила, что именно инструмент перемещается относительно неподвижной заготовки. Дело
- 24. Положения исполнительных органов характеризуют их базовые точки, которые выбираются с учетом конструкции станка. Например, базовой точкой
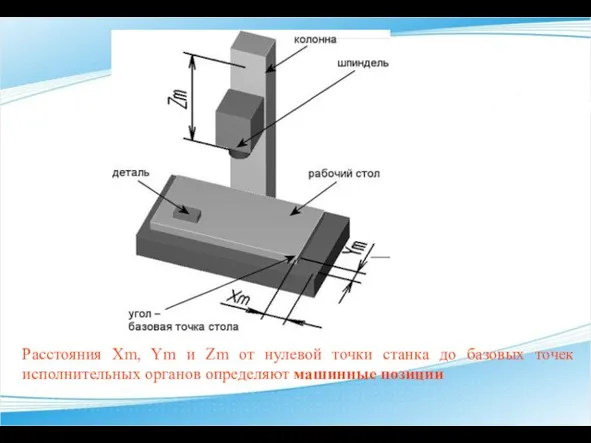
- 25. Расстояния Xm, Ym и Zm от нулевой точки станка до базовых точек исполнительных органов определяют машинные
- 26. Референтная точка станка – это физическая позиция, установленная производителем станка при помощи концевых выключателей или датчиков.
- 27. 2.2. Нулевая точка программы и рабочая система координат Для того чтобы обработать заготовку на станке, необходимо
- 28. Задача оператора – определить координаты Xmd, Ymd, Zmd одного из углов детали в системе координат станка
- 30. После того как оператор определил все координаты (х, у, z) требуемого угла детали в системе координат
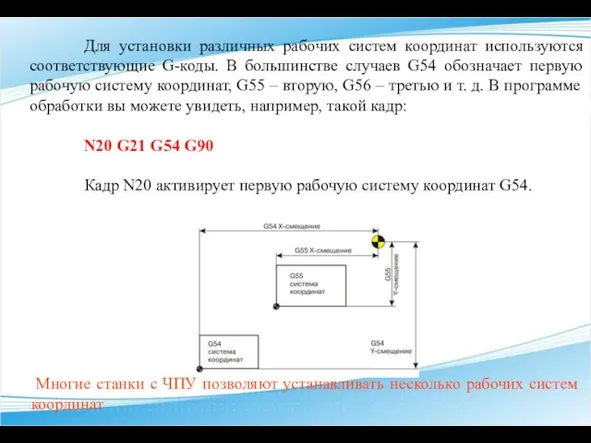
- 31. Многие станки с ЧПУ позволяют устанавливать несколько рабочих систем координат Для установки различных рабочих систем координат
- 32. Назначение нулевой точки программы – важный шаг при создании управляющей программы. Нулевая точка программы устанавливается для
- 33. 2.3. Компенсация длины инструмента При выполнении УП базовая позиция шпинделя (точка пересечения торца и оси вращения)
- 34. Компенсация длины инструмента на большинстве современных станков активируется командой G43, а отменяется при помощи G49 или
- 35. 2.4. Абсолютные и относительные координаты Все приведенные ранее программные примеры и пояснения основывались на программировании в
- 37. Скачать презентацию

1. Устройство и функционирование системы ЧПУ
1.1. Функциональные составляющие (подсистемы) ЧПУ
Главное отличие
1.1. Функциональные составляющие (подсистемы) ЧПУ
Главное отличие
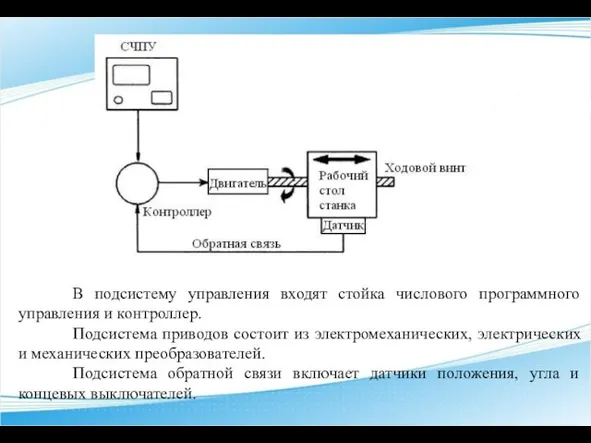
В подсистему управления входят стойка числового программного управления и контроллер.
Подсистема приводов
В подсистему управления входят стойка числового программного управления и контроллер.
Подсистема приводов
1.1.1. Подсистема управления
Центральной частью всей СЧПУ является подсистема управления (далее —
1.1.1. Подсистема управления
Центральной частью всей СЧПУ является подсистема управления (далее —

Современный токарный обрабатывающий центр с закрытой СЧПУ
Современный токарный обрабатывающий центр с закрытой СЧПУ
Закрытая СЧПУ Японской фирмы Fanuc
Закрытая СЧПУ Японской фирмы Fanuc
Закрытая СЧПУ Германской фирмы Siemens
Закрытая СЧПУ Германской фирмы Siemens
Контроллер - электронная вычислительная машина, ориентированная на работу по программе управления
Контроллер - электронная вычислительная машина, ориентированная на работу по программе управления
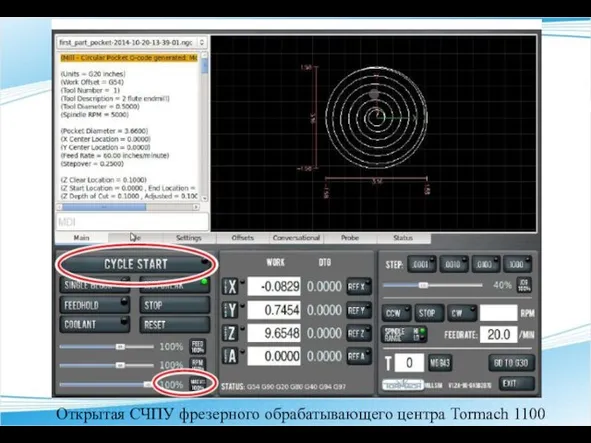
Открытая СЧПУ фрезерного обрабатывающего центра Tormach 1100
Открытая СЧПУ фрезерного обрабатывающего центра Tormach 1100
1.1.2. Подсистема приводов
Электропривод состоит из следующих функциональных блоков:
1) силовой преобразователь частоты
1.1.2. Подсистема приводов
Электропривод состоит из следующих функциональных блоков:
1) силовой преобразователь частоты
Электропривод главного движения (шпинделя) как правило содержит асинхронный электродвигатель с короткозамкнутой
Электропривод главного движения (шпинделя) как правило содержит асинхронный электродвигатель с короткозамкнутой

1.1.3. Подсистема обратной связи
Подсистема обратной связи главным образом призвана обеспечивать подсистему
1.1.3. Подсистема обратной связи
Подсистема обратной связи главным образом призвана обеспечивать подсистему
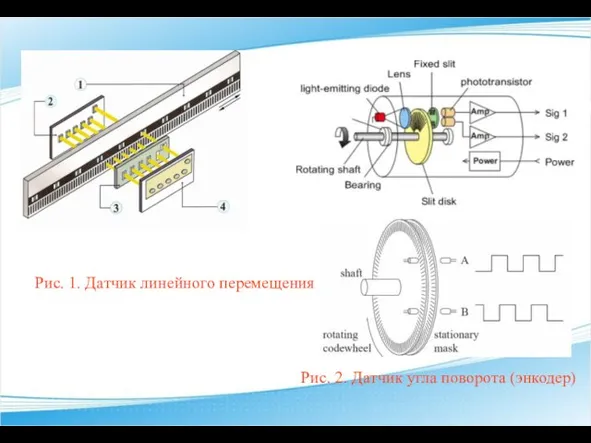
Рис. 1. Датчик линейного перемещения
Рис. 2. Датчик угла поворота (энкодер)
Рис. 1. Датчик линейного перемещения
Рис. 2. Датчик угла поворота (энкодер)

Выделяют три основные группы концевых выключателей: механические, бесконтактные, магнитные.
Главная функция
Выделяют три основные группы концевых выключателей: механические, бесконтактные, магнитные.
Главная функция
1.2. Функционирование системы ЧПУ
Мы рассмотрели по отдельности работу трех подсистем, составляющих
1.2. Функционирование системы ЧПУ
Мы рассмотрели по отдельности работу трех подсистем, составляющих
В соответствии с профилем перемещения подсистема управления посылает на соответствующий двигатель
В соответствии с профилем перемещения подсистема управления посылает на соответствующий двигатель
Мы рассмотрели простейший вариант – перемещение вдоль одной оси. Давайте усложним
Мы рассмотрели простейший вариант – перемещение вдоль одной оси. Давайте усложним
Для того чтобы выполнить такое перемещение, система ЧПУ вынуждена строить
Для того чтобы выполнить такое перемещение, система ЧПУ вынуждена строить

Рассмотренная интерполяция называется линейной.
Если же необходимо выполнить перемещение по дуге, то
Рассмотренная интерполяция называется линейной.
Если же необходимо выполнить перемещение по дуге, то
2. Станочная система координат
2.1. Нулевая точка станка и направления перемещений
Система координат
2. Станочная система координат
2.1. Нулевая точка станка и направления перемещений
Система координат
Правая система координат является стандартной для всех станков с ЧПУ.
В
Правая система координат является стандартной для всех станков с ЧПУ.
В
Воспользуйтесь правилом «правой руки» для определения положительных направлений осей координатной системы
Воспользуйтесь правилом «правой руки» для определения положительных направлений осей координатной системы
При создании УП программист всегда исходит из правила, что именно
При создании УП программист всегда исходит из правила, что именно
Положения исполнительных органов характеризуют их базовые точки, которые выбираются с учетом
Положения исполнительных органов характеризуют их базовые точки, которые выбираются с учетом
Расстояния Xm, Ym и Zm от нулевой точки станка до базовых
Расстояния Xm, Ym и Zm от нулевой точки станка до базовых
Референтная точка станка – это физическая позиция, установленная производителем станка при
Референтная точка станка – это физическая позиция, установленная производителем станка при
2.2. Нулевая точка программы и рабочая система координат
Для того чтобы обработать
2.2. Нулевая точка программы и рабочая система координат
Для того чтобы обработать
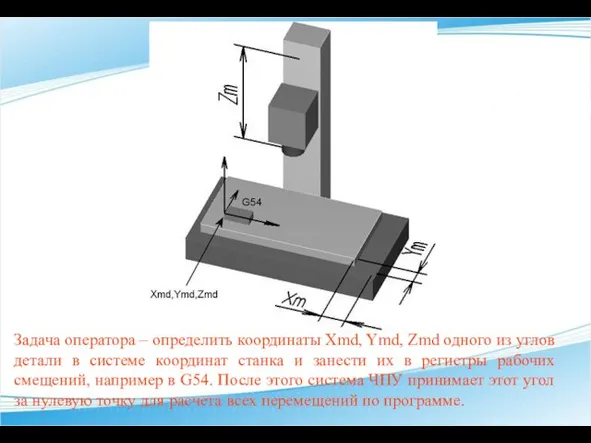
Задача оператора – определить координаты Xmd, Ymd, Zmd одного из углов
Задача оператора – определить координаты Xmd, Ymd, Zmd одного из углов
После того как оператор определил все координаты (х, у, z) требуемого
После того как оператор определил все координаты (х, у, z) требуемого
Многие станки с ЧПУ позволяют устанавливать несколько рабочих систем координат
Для
Многие станки с ЧПУ позволяют устанавливать несколько рабочих систем координат
Для
Назначение нулевой точки программы – важный шаг при создании управляющей программы.
Назначение нулевой точки программы – важный шаг при создании управляющей программы.
2.3. Компенсация длины инструмента
При выполнении УП базовая позиция шпинделя (точка пересечения
2.3. Компенсация длины инструмента
При выполнении УП базовая позиция шпинделя (точка пересечения
Компенсация длины инструмента на большинстве современных станков активируется командой G43, а
Компенсация длины инструмента на большинстве современных станков активируется командой G43, а
2.4. Абсолютные и относительные координаты
Все приведенные ранее программные примеры и
2.4. Абсолютные и относительные координаты
Все приведенные ранее программные примеры и
 11. produits et menu
11. produits et menu Католицизм. Истоки католицизма
Католицизм. Истоки католицизма Детские книги о здоровье
Детские книги о здоровье Вормсский махзор
Вормсский махзор 20180118_urok_29_literatura
20180118_urok_29_literatura Судовая аппаратура автоматической идентификационной системы
Судовая аппаратура автоматической идентификационной системы Спинной мозг Гайворонский И.В
Спинной мозг Гайворонский И.В Основы светской этики
Основы светской этики Давида пророка и Царя песнь
Давида пророка и Царя песнь DIPLOM
DIPLOM Universitetskiy_minimum
Universitetskiy_minimum Они ковали победу
Они ковали победу Особливості обробки та інтерпретації результатів дослідних робіт в умовах шаруватих водоносних горизонтів
Особливості обробки та інтерпретації результатів дослідних робіт в умовах шаруватих водоносних горизонтів Harry Potter Slides
Harry Potter Slides Атомная энергетика
Атомная энергетика 20180112_33._zarozhdenie_demokratii_v_afinah
20180112_33._zarozhdenie_demokratii_v_afinah Слово и слог. Закрепление
Слово и слог. Закрепление Kultura a umění
Kultura a umění Вкусовые товары. Общая характеристика
Вкусовые товары. Общая характеристика ATM (2)
ATM (2) Краткие сведения о технологии получения тканей
Краткие сведения о технологии получения тканей 20111012_umey_skazat_net
20111012_umey_skazat_net 8 июля - Всероссийский День Семьи, Любви и Верности
8 июля - Всероссийский День Семьи, Любви и Верности Системность-и-принципиальные-подходы
Системность-и-принципиальные-подходы Структура сайта РС-Сервис
Структура сайта РС-Сервис 17к-б-16
17к-б-16 дистанционные мероприятия.pptx
дистанционные мероприятия.pptx Любимому сыну с юбилеем. Фотоальбом
Любимому сыну с юбилеем. Фотоальбом