- Устройство СЧПУ и их классификация

Содержание
- 2. - Под ЧПУ оборудования понимают управление при помощи программ, заданных в алфавитно-числовом коде; - При обработке
- 3. Первые станки с ЧПУ появились в 1957 - 60 г.г. Первый станок с ЧПУ появился на
- 4. Три поколения станков с ЧПУ 1-ое поколение: обычные универсальные станки в которых ручное управление заменили управлением
- 5. - В условиях единичного и мелкосерийного производства станки с ЧПУ являются основным средством повышения производительности труда.
- 6. Любую траекторию перемещения, которую должен пройти режущий инструмент при механообработке, можно разложить на элементарные перемещения из
- 7. Виды интерполяции Прямолинейное перемещение режущего инструмента (линейная интерполяция) Аппроксимация линейной интерполяции 1) Линейная интерполяция На рисунке
- 8. Перемещение режущего инструмента по дуге (круговая интерполяция) Аппроксимация круговой интерполяции 2) Круговая интерполяция Система ЧПУ сама
- 9. 3) Параболическая интерполяция 4) Гиперболическая интерполяция 5) Винтовая (движение по пространственной спирали) интерполяция y=ax2+bx+c Общая формула:
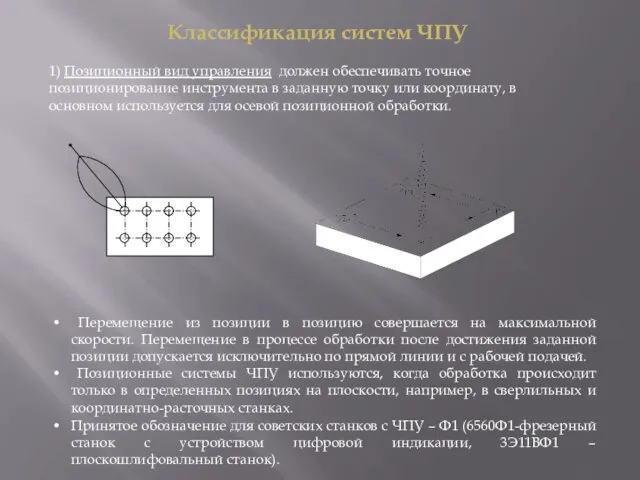
- 10. Классификация систем ЧПУ 1) Позиционный вид управления должен обеспечивать точное позиционирование инструмента в заданную точку или
- 11. 2) Преимущественный или ступенчатый вид управления. Здесь осуществляется контурная обработка, но только ограниченного вида. этот вид
- 12. 3) Контурный вид управления. (Формообразующие системы ЧПУ) Обеспечивает движение инструмента одновременно по 2, 3 и более
- 13. 4) Позиционно - контурный вид управления. (3D – формообразующая система ЧПУ) Многоцелевые (сверлильно-фрезерно-расточные) станки с ЧПУ
- 14. Международная классификация систем УЧПУ NC (Numerical Control); SNC (Stored Numerical Control); CNC (Computer Numerical Control); HNC
- 15. 1) Системы класса NC. В системах класса NC принято покадровое чтение перфоленты на протяжении цикла обработки
- 16. 2) Системы класса SNC. Эти системы сохраняют все свойства систем класса NC, но отличаются от них
- 17. 3) Системы класса СNC. Основу УЧПУ класса CNC составляют: - компьютер, запрограммированный на выполнение функций числового
- 18. 4) Системы класса DNC. 5) Системы класса HNC. Управление группой станков с помощью одной ЭВМ. Системами
- 19. 7) Системы класса Neuro-Fuzzy. Принцип работы: Основан на работе нейронных сетей. Компьютерные нейронные сети — это
- 21. Скачать презентацию
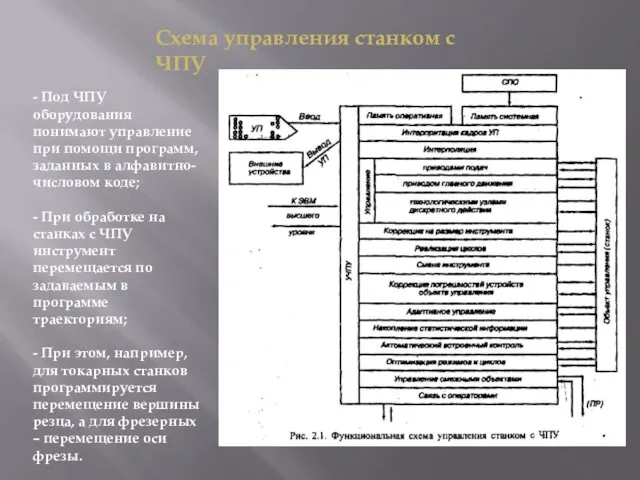
- Под ЧПУ оборудования понимают управление при помощи программ, заданных в
- Под ЧПУ оборудования понимают управление при помощи программ, заданных в
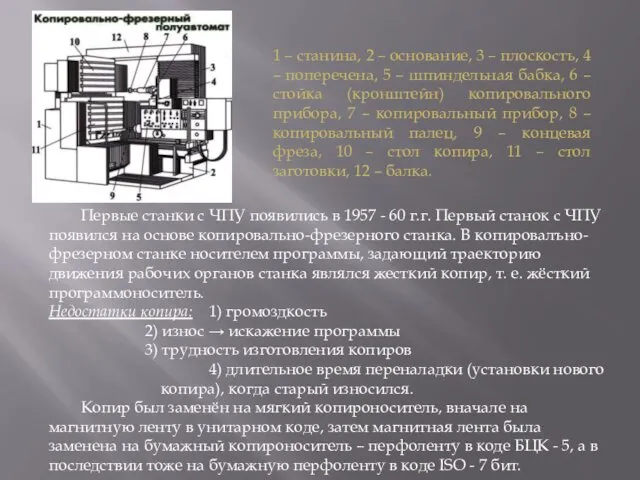
Первые станки с ЧПУ появились в 1957 - 60 г.г. Первый
Первые станки с ЧПУ появились в 1957 - 60 г.г. Первый
Три поколения станков с ЧПУ
1-ое поколение: обычные универсальные станки в которых
Три поколения станков с ЧПУ
1-ое поколение: обычные универсальные станки в которых
- В условиях единичного и мелкосерийного производства станки с ЧПУ являются
- В условиях единичного и мелкосерийного производства станки с ЧПУ являются
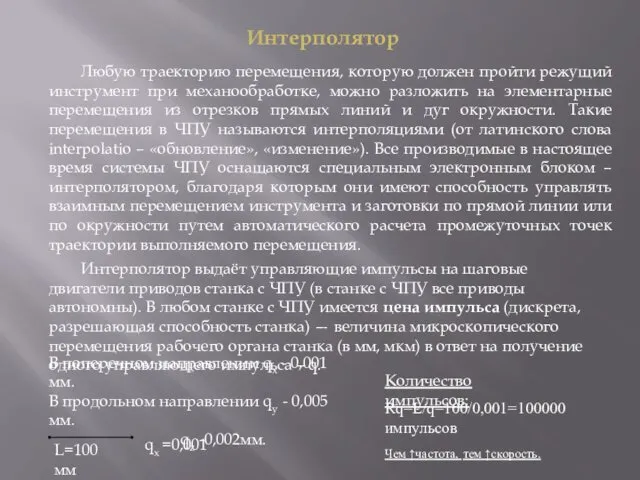
Любую траекторию перемещения, которую должен пройти режущий инструмент при механообработке, можно
Любую траекторию перемещения, которую должен пройти режущий инструмент при механообработке, можно
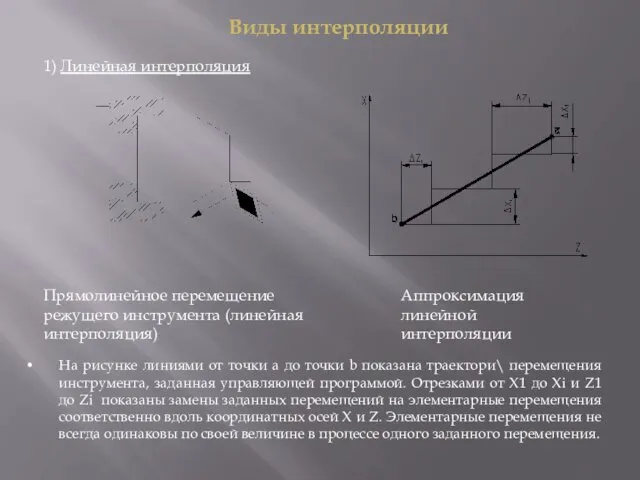
Виды интерполяции
Прямолинейное перемещение режущего инструмента (линейная интерполяция)
Аппроксимация линейной интерполяции
1) Линейная интерполяция
На
Виды интерполяции
Прямолинейное перемещение режущего инструмента (линейная интерполяция)
Аппроксимация линейной интерполяции
1) Линейная интерполяция
На
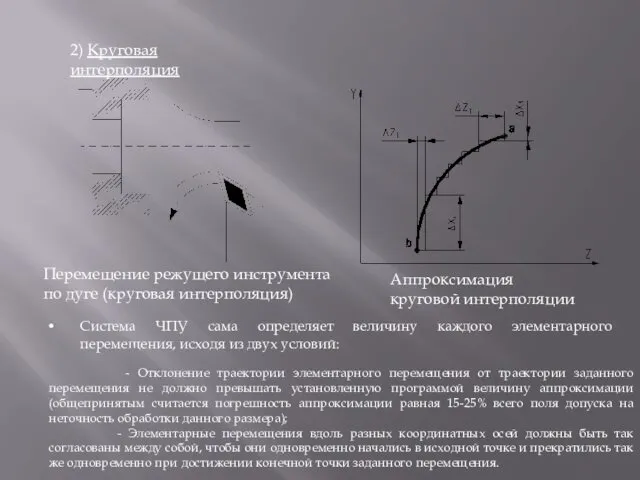
Перемещение режущего инструмента по дуге (круговая интерполяция)
Аппроксимация круговой интерполяции
2) Круговая интерполяция
Система
Перемещение режущего инструмента по дуге (круговая интерполяция)
Аппроксимация круговой интерполяции
2) Круговая интерполяция
Система
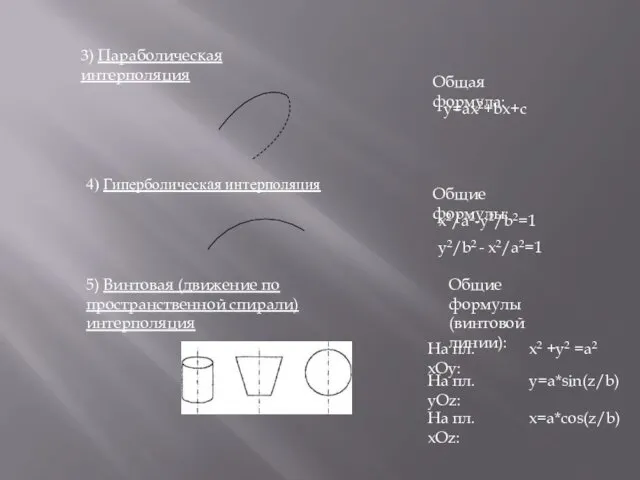
3) Параболическая интерполяция
4) Гиперболическая интерполяция
5) Винтовая (движение по пространственной спирали) интерполяция
y=ax2+bx+c
Общая
3) Параболическая интерполяция
4) Гиперболическая интерполяция
5) Винтовая (движение по пространственной спирали) интерполяция
y=ax2+bx+c
Общая
Классификация систем ЧПУ
1) Позиционный вид управления должен обеспечивать точное позиционирование инструмента
Классификация систем ЧПУ
1) Позиционный вид управления должен обеспечивать точное позиционирование инструмента
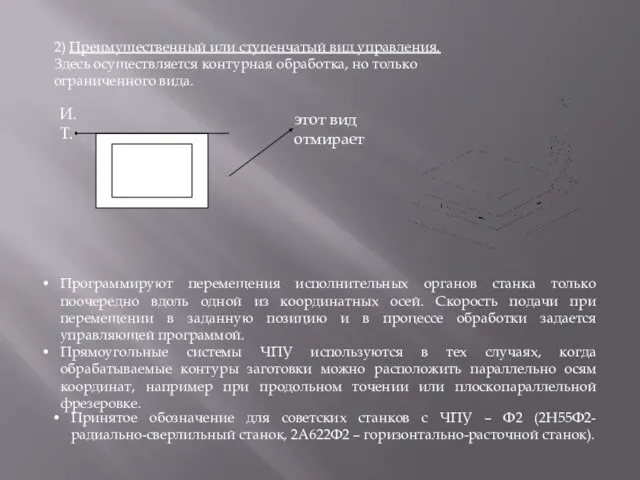
2) Преимущественный или ступенчатый вид управления.
Здесь осуществляется контурная обработка, но только
2) Преимущественный или ступенчатый вид управления.
Здесь осуществляется контурная обработка, но только
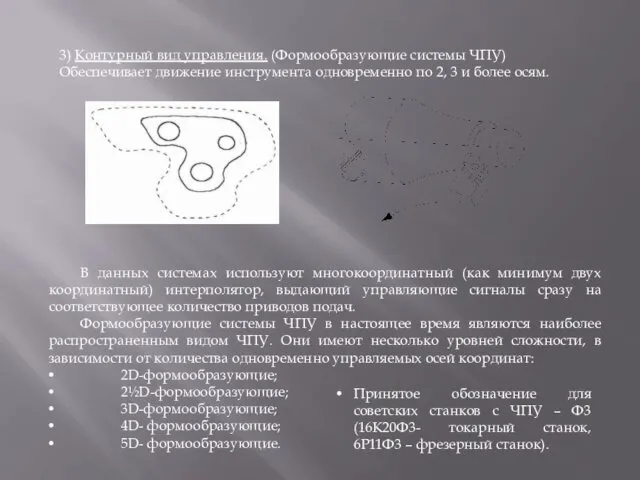
3) Контурный вид управления. (Формообразующие системы ЧПУ)
Обеспечивает движение инструмента одновременно по
3) Контурный вид управления. (Формообразующие системы ЧПУ)
Обеспечивает движение инструмента одновременно по
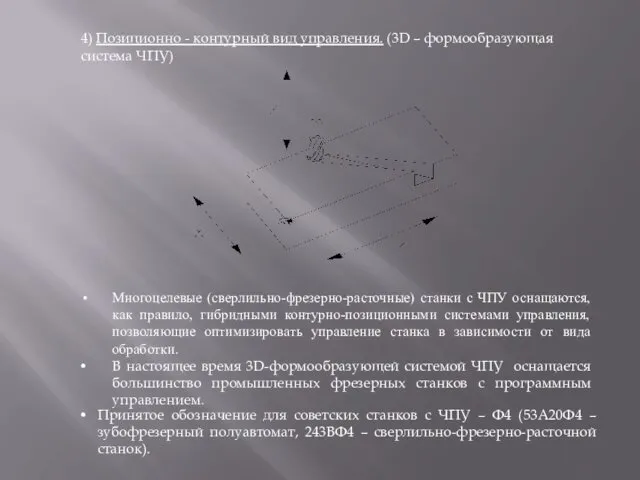
4) Позиционно - контурный вид управления. (3D – формообразующая система ЧПУ)
Многоцелевые
4) Позиционно - контурный вид управления. (3D – формообразующая система ЧПУ)
Многоцелевые
Международная классификация систем УЧПУ
NC (Numerical Control);
SNC (Stored Numerical Control);
CNC (Computer Numerical
Международная классификация систем УЧПУ
NC (Numerical Control);
SNC (Stored Numerical Control);
CNC (Computer Numerical
1) Системы класса NC.
В системах класса NC принято покадровое чтение перфоленты
1) Системы класса NC.
В системах класса NC принято покадровое чтение перфоленты
2) Системы класса SNC.
Эти системы сохраняют все свойства систем класса NC,
2) Системы класса SNC.
Эти системы сохраняют все свойства систем класса NC,
3) Системы класса СNC.
Основу УЧПУ класса CNC составляют:
- компьютер, запрограммированный
3) Системы класса СNC.
Основу УЧПУ класса CNC составляют:
- компьютер, запрограммированный
4) Системы класса DNC.
5) Системы класса HNC.
Управление группой станков с
4) Системы класса DNC.
5) Системы класса HNC.
Управление группой станков с
7) Системы класса Neuro-Fuzzy.
Принцип работы:
Основан на работе нейронных сетей. Компьютерные нейронные
7) Системы класса Neuro-Fuzzy.
Принцип работы:
Основан на работе нейронных сетей. Компьютерные нейронные
 Подготовка к выходу на природу
Подготовка к выходу на природу Как взрослому/учителю развивать эмоциональную саморегуляцию у детей
Как взрослому/учителю развивать эмоциональную саморегуляцию у детей Организация единой системы водоотведения от существующих и перспективных застроек южной части г. Видное
Организация единой системы водоотведения от существующих и перспективных застроек южной части г. Видное Моделирование фартука
Моделирование фартука Русский язык
Русский язык Подросток и право
Подросток и право Системы сетевого и системного мониторинга
Системы сетевого и системного мониторинга Прием и отправка поездов
Прием и отправка поездов АО Котласгазсервис
АО Котласгазсервис 1 (1)
1 (1) Пастырское богословие (часть 5)
Пастырское богословие (часть 5) Мировое значение русского языка
Мировое значение русского языка Значение цвета пояса в каратэ
Значение цвета пояса в каратэ Шешендік нерді насихаттау жолдары
Шешендік нерді насихаттау жолдары Модернизация бульдозера Т-35
Модернизация бульдозера Т-35 Отмечаем ОКТОБЕРФЕСТ 2018 вместе c PAULANER и HACKER-PSCHORR
Отмечаем ОКТОБЕРФЕСТ 2018 вместе c PAULANER и HACKER-PSCHORR Анимационные эфекты
Анимационные эфекты Ядерные Энергетические Станции (ЯЭС). Часть 2
Ядерные Энергетические Станции (ЯЭС). Часть 2 Что такое короткое замыкание?
Что такое короткое замыкание? Промышленный дизайн работа с 3d ручкой
Промышленный дизайн работа с 3d ручкой Украшение и реальность путины
Украшение и реальность путины Рождество Христово
Рождество Христово Лестницы. Основные размеры лестниц
Лестницы. Основные размеры лестниц Гигиена крупного рогатого скота
Гигиена крупного рогатого скота 20121228_koz-moyo2
20121228_koz-moyo2 Калюсина Серафима МАОУ Гимназия №123 Академ
Калюсина Серафима МАОУ Гимназия №123 Академ PPT
PPT Рабочий quiz
Рабочий quiz