Виды слесарной обработки отверстий. Инструменты и приспособления, применяемые при обработке отверстий
- Виды слесарной обработки отверстий. Инструменты и приспособления, применяемые при обработке отверстий

Содержание
- 2. Обработка отверстий – это целый ряд технологических операций. Цель - доведение геометрических параметров, а также степени
- 3. Сущность данных операций заключается в том, что процесс резания (снятия слоя материала) осуществляется вращательными и поступательными
- 4. Сверление Чтобы обрабатывать отверстия, их необходимо предварительно получить, для чего можно использовать различные технологии. Наиболее распространенной
- 5. Сверлением называется выполнение в изделии или материале круглого отверстия с использованием специального режущего инструмента – сверла,
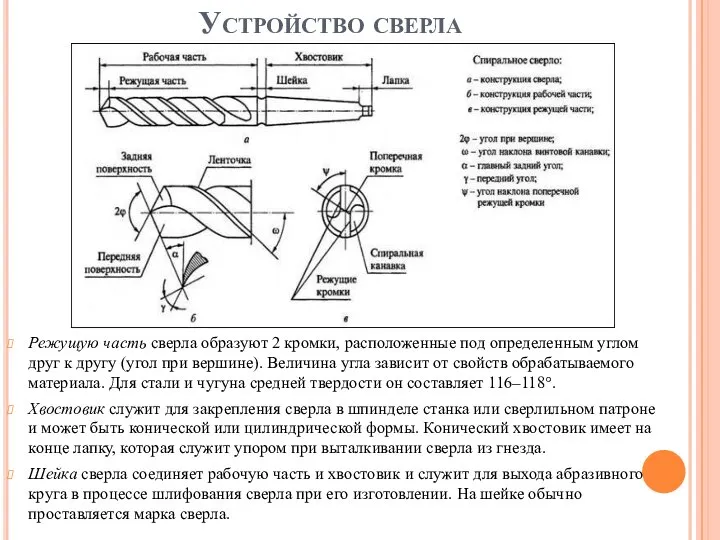
- 6. Устройство сверла Режущую часть сверла образуют 2 кромки, расположенные под определенным углом друг к другу (угол
- 7. Виды хвостовиков
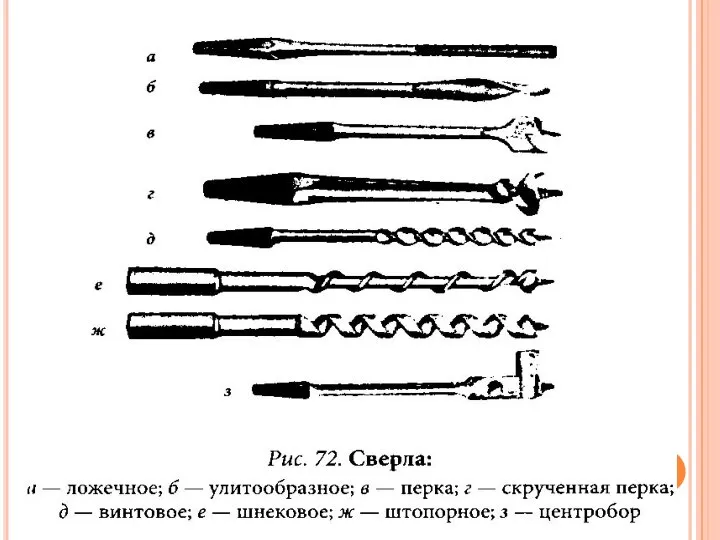
- 8. Виды сверл
- 10. Виды сверл
- 12. Использование ручных сверлильных устройств - целесообразно в тех случаях, когда отверстия, диаметр которых не превышает 12
- 13. Перед сверлением отверстие необходимо предварительно разметить; центр и его окружность должны быть накернены. Центр размечаемого отверстия
- 14. Особенно внимательным надо быть при сверлении неполных или боковых отверстий. Неполные отверстия сверлят, зажимая изделие и
- 15. При ручном сверлении отверстий для приведения сверла во вращательное движение применяются трещотки, коловороты, ручные, пневматические и
- 16. Чтобы получить в металле или детали отверстия с диаметром свыше 30 мм, следует применить двукратное сверление.
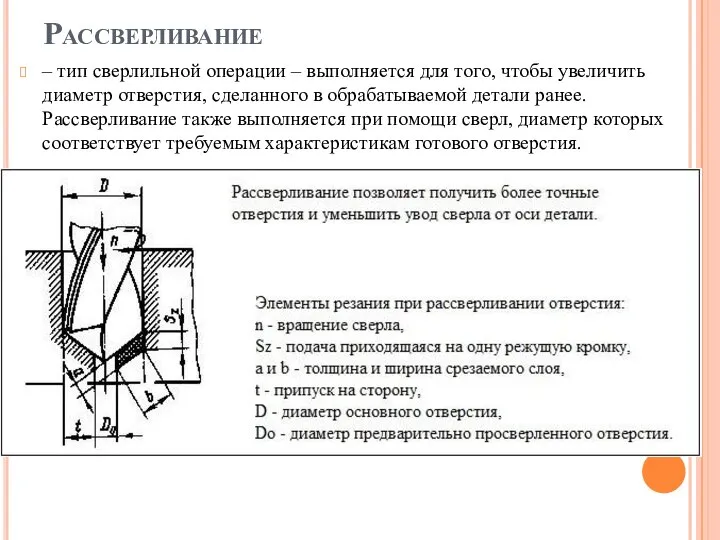
- 17. Рассверливание – тип сверлильной операции – выполняется для того, чтобы увеличить диаметр отверстия, сделанного в обрабатываемой
- 18. Такой способ обработки отверстий нежелательно применять для тех из них, которые были созданы методом литья или
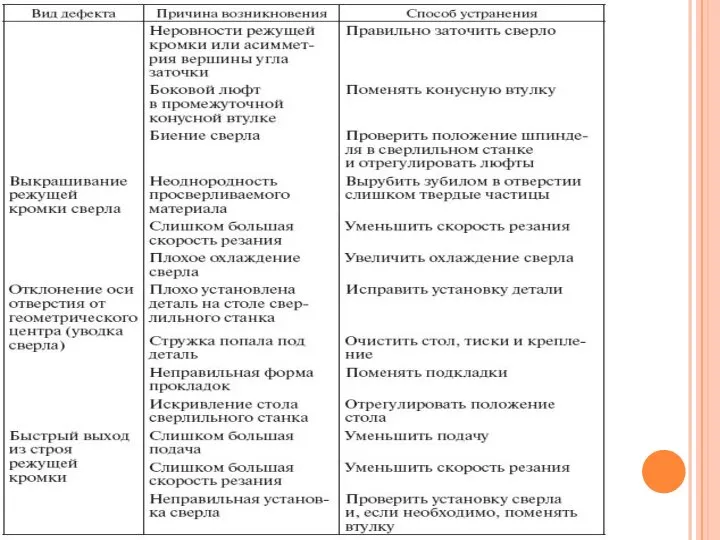
- 19. Дефекты сверления
- 21. СОЖ При сверлении важную роль играет охлаждение и применяемые охлаждающие жидкости. Смазочно-охлаждающая жидкость (СОЖ) выполняет три
- 23. Скачать презентацию
Обработка отверстий
– это целый ряд технологических операций.
Цель - доведение геометрических параметров,
Обработка отверстий
– это целый ряд технологических операций.
Цель - доведение геометрических параметров,
Сущность данных операций заключается в том, что процесс резания (снятия слоя
Сущность данных операций заключается в том, что процесс резания (снятия слоя
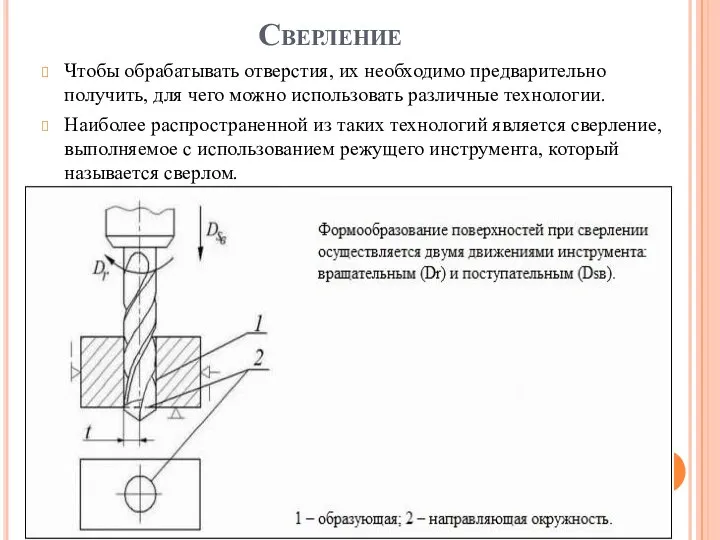
Сверление
Чтобы обрабатывать отверстия, их необходимо предварительно получить, для чего можно использовать
Сверление
Чтобы обрабатывать отверстия, их необходимо предварительно получить, для чего можно использовать
Сверлением называется выполнение в изделии или материале круглого отверстия с использованием специального
Сверлением называется выполнение в изделии или материале круглого отверстия с использованием специального
Устройство сверла
Режущую часть сверла образуют 2 кромки, расположенные под определенным углом друг
Устройство сверла
Режущую часть сверла образуют 2 кромки, расположенные под определенным углом друг
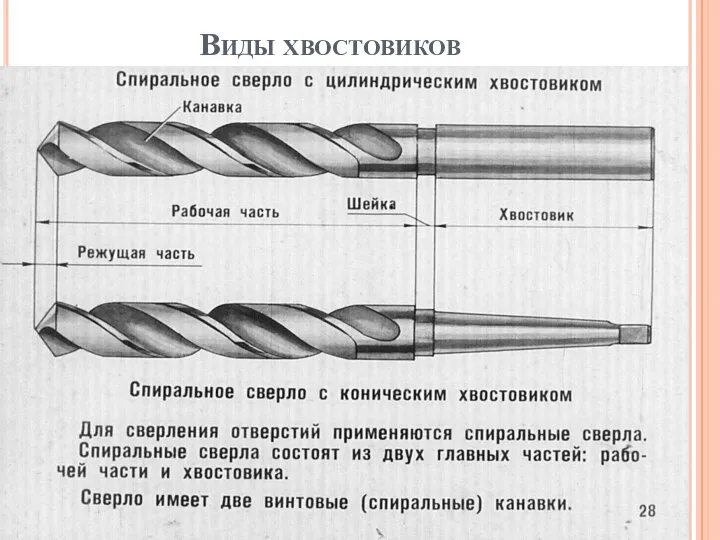
Виды хвостовиков
Виды хвостовиков

Виды сверл
Виды сверл

Виды сверл
Виды сверл

Использование ручных сверлильных устройств - целесообразно в тех случаях, когда отверстия,
Использование ручных сверлильных устройств - целесообразно в тех случаях, когда отверстия,
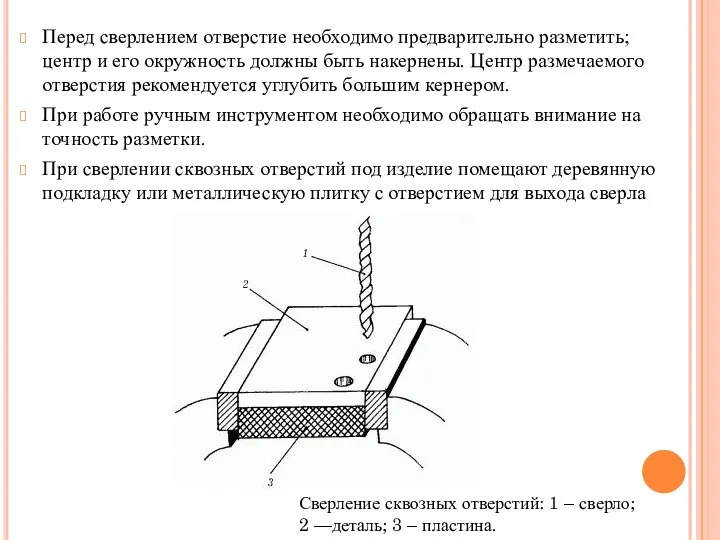
Перед сверлением отверстие необходимо предварительно разметить; центр и его окружность должны
Перед сверлением отверстие необходимо предварительно разметить; центр и его окружность должны
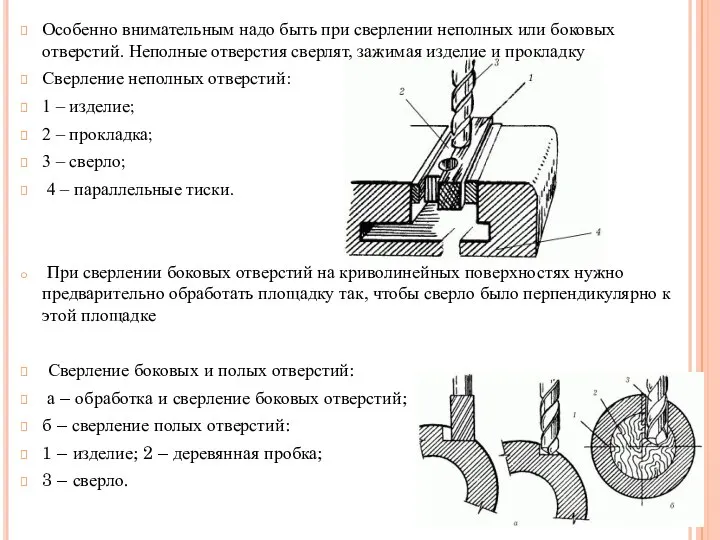
Особенно внимательным надо быть при сверлении неполных или боковых отверстий. Неполные
Особенно внимательным надо быть при сверлении неполных или боковых отверстий. Неполные

При ручном сверлении отверстий для приведения сверла во вращательное движение
При ручном сверлении отверстий для приведения сверла во вращательное движение
Чтобы получить в металле или детали отверстия с диаметром свыше 30
Чтобы получить в металле или детали отверстия с диаметром свыше 30
Рассверливание
– тип сверлильной операции – выполняется для того, чтобы увеличить диаметр
Рассверливание
– тип сверлильной операции – выполняется для того, чтобы увеличить диаметр
Такой способ обработки отверстий нежелательно применять для тех из них, которые
Такой способ обработки отверстий нежелательно применять для тех из них, которые
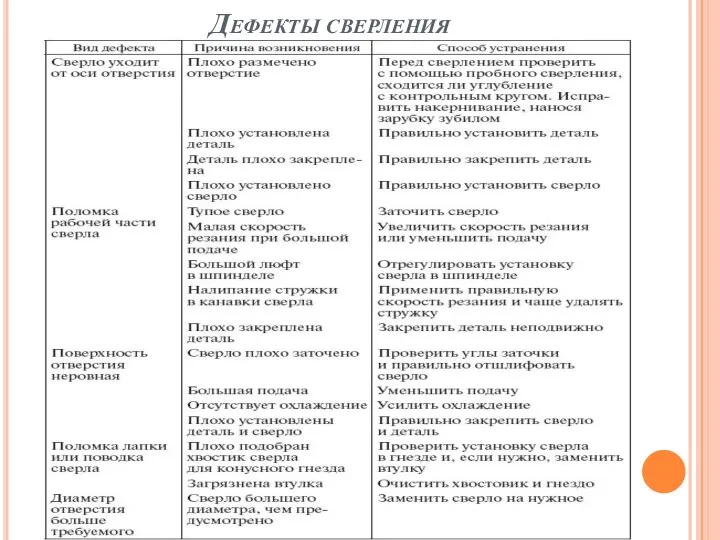
Дефекты сверления
Дефекты сверления
СОЖ
При сверлении важную роль играет охлаждение и применяемые охлаждающие жидкости. Смазочно-охлаждающая
СОЖ
При сверлении важную роль играет охлаждение и применяемые охлаждающие жидкости. Смазочно-охлаждающая
 Кроссворд Обитатели водоемов
Кроссворд Обитатели водоемов Искусственный интеллект и ЭВМ
Искусственный интеллект и ЭВМ 20130215_karty_po_istorii_rossii_17-19_vek
20130215_karty_po_istorii_rossii_17-19_vek Настилання підлоги ліноліумом
Настилання підлоги ліноліумом 20170425_test_chehov
20170425_test_chehov Удлиненный шланг для пылесоса
Удлиненный шланг для пылесоса Kontextbezug und Adressatenorientierung
Kontextbezug und Adressatenorientierung Мультиметр
Мультиметр Что такое Россия
Что такое Россия Оберег для друзей (4 класс)
Оберег для друзей (4 класс) ICTA
ICTA Производственная компания Чебоксарский агрегатный завод
Производственная компания Чебоксарский агрегатный завод ПВК презентация (1)
ПВК презентация (1) Otau TV Телерадиохабарларды жерсерік КазСАТ-3 Жасанды Жер Серігі арқылы тарату
Otau TV Телерадиохабарларды жерсерік КазСАТ-3 Жасанды Жер Серігі арқылы тарату Значение вещественных источников для изучения истории
Значение вещественных источников для изучения истории Презентация Microsoft PowerPoint
Презентация Microsoft PowerPoint Интерактивная карта
Интерактивная карта Какие художественные материалы используют в работе художники? В чём красота различных художественных материалов?
Какие художественные материалы используют в работе художники? В чём красота различных художественных материалов? English
English Примеры подземных переходов
Примеры подземных переходов Deutsche Schulen. Wie sind sie
Deutsche Schulen. Wie sind sie Котлы и сосуды. Назначение и условия работы
Котлы и сосуды. Назначение и условия работы буквы Ш ш
буквы Ш ш Испытания материалов ООО Барнаульский химический завод в Испытательном Центре АО ПО Алтайский шинный комбинат
Испытания материалов ООО Барнаульский химический завод в Испытательном Центре АО ПО Алтайский шинный комбинат Фазовые равновесия с участием фаялитных шлаков в процессах кислородно-факельной плавки
Фазовые равновесия с участием фаялитных шлаков в процессах кислородно-факельной плавки 8. Биполярные транзисторы
8. Биполярные транзисторы 1 группа ред. 5
1 группа ред. 5 Средства отображения информации
Средства отображения информации