- Нормування праці робітників основного виробництва

Содержание
- 2. Питання теми 1. Нормування праці в умовах механічних процесів. 2. Нормування праці робітників-багатоверстатників. 3. Нормування слюсарно-складальних
- 3. 1. Нормування праці в умовах механічних процесів
- 4. Механічними називають технологічні процеси матеріального виробництва, що здійснюються з застосуванням механічної енергії машин. У більшості випадків
- 5. Плазмове різання металу
- 6. Шліфування каміння
- 7. Обробка деревини різанням
- 8. Особливості механічних процесів: - переривчастість: - повторюваність: - застосування різальних інструментів.
- 9. При нормуванні механічних процесів найбільш складною і трудомісткою процедурою є встановлення норми основного часу, оскільки всі
- 10. При обробці матеріалу враховують такі режими роботи устаткування: глибину різання, подачу і швидкість різання. Процес різання
- 11. Обточування валу
- 12. Рекомендується наступний порядок нормування механічних процесів. 1. Вибирають глибину різання з урахуванням ріжучих властивостей інструмента -
- 13. 2. По нормативах у залежності від глибини різання, подачі, властивостей матеріалу й інструмента вибирають швидкість різання
- 14. На деяких роботах, наприклад, токарських, при розрахунках користуються хвилинною подачею (Sхв), тобто подачею за одну хвилину
- 15. 3. По формулах або таблицях нормативів визначають кількість обертів шпинделя (п). Табличні кількісні значення подачі й
- 16. 4. Визначають розрахункову довжину обробки (L) по кресленню деталі. де l – довжина оброблюваної поверхні заготовки
- 17. 5. Розраховують величину машинного (основного) часу на перехід по формулі. 6. Визначають час допоміжної роботи й
- 18. 2. Нормування праці робітників-багатоверстатників
- 19. Багатоверстатним обслуговуванням називають таку форму організації праці, при якій один робітник виготовляє продукцію одночасно на декількох
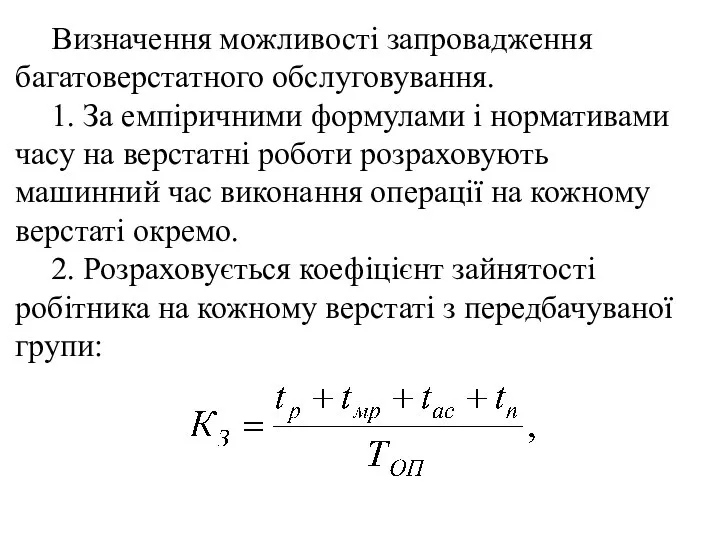
- 21. Визначення можливості запровадження багатоверстатного обслуговування. 1. За емпіричними формулами і нормативами часу на верстатні роботи розраховують
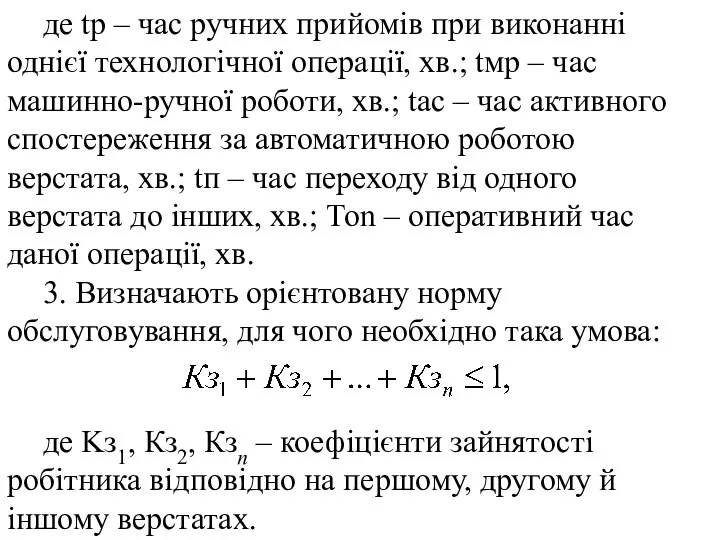
- 22. де tp – час ручних прийомів при виконанні однієї технологічної операції, хв.; tмр – час машинно-ручної
- 23. 4. Встановлюється розподіл часу ручних прийомів на кожній операції. Якщо в структурі кожної операції ручні прийоми
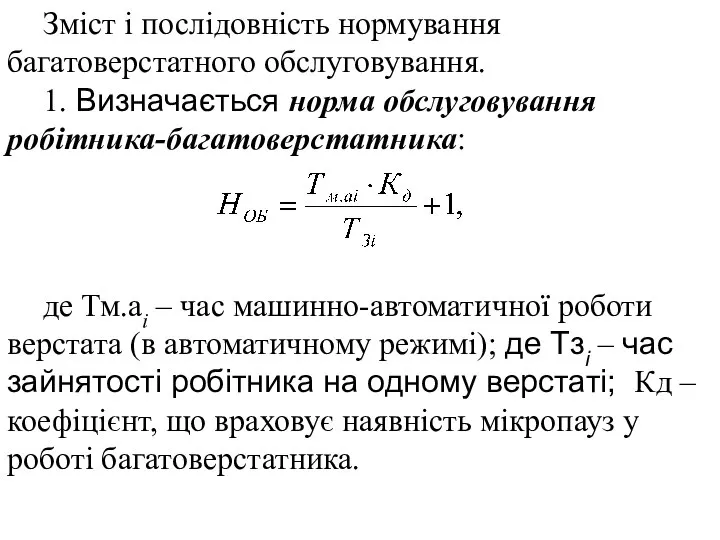
- 24. Зміст і послідовність нормування багатоверстатного обслуговування. 1. Визначається норма обслуговування робітника-багатоверстатника: де Тм.аі – час машинно-автоматичної
- 25. Час зайнятості робітника на одному верстаті розраховується за формулою: де Тдн – допоміжний час, що не
- 26. Допоміжний час, що перекривається і не перекривається, визначається за результатами хронометражних спостережень. Час активного спостереження визначається
- 28. Час машинно-автоматичної роботи верстата визначається за наступною формулою: 2. Визначається змінна норма виробітку багатоверстатника. де Нчис
- 29. 3. Визначається норма тривалості операції. де Тпр – тривалість регламентованих перерв у роботі устаткування в розрахунку
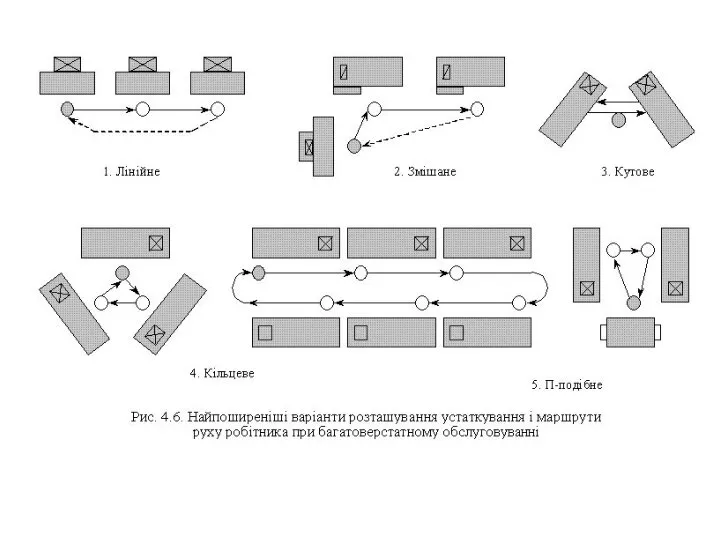
- 30. 4. Розраховується цикл багатоверстатного обслуговування - час, необхідний для одноразового обслуговування усіх верстатів. де Тпр –
- 31. 5. Будується графік багатоверстатного обслуговування.
- 32. 3. Нормування слюсарно-складальних робіт
- 33. Слюсарні роботи являють собою холодну обробку металів різанням, виконувану ручним (напилок, ножівка та ін.) або механізованим
- 35. Нормування слюсарно-складальних операцій має деякі особливості. 1. Межею розчленовування технологічного процесу складання є складальна одиниця, тобто
- 36. 3. Оскільки слюсарні роботи є переважно ручними, а елементи допоміжної роботи тісно переплітаються з основними, нормативи
- 37. Основними факторами, що впливають на тривалість виконання слюсарно-складальних робіт, є: - вид слюсарно-складальних робіт: - застосовуваний
- 38. Послідовність нормування слюсарно-складальних робіт. 1. Встановлюється об’єкт, мета і метод нормування. 2. Проводиться аналіз фактичних умов
- 39. 5. Розраховується оперативний час на операцію (або неповний штучний час). де Топі – оперативний час виконання
- 40. 6. Розраховується час на обслуговування робочого місця, відпочинок і особисті потреби. де аоб – час обслуговування
- 41. 7. Розраховується норма штучного часу на операцію. де К1 – поправочний коефіцієнт, що враховує тип і
- 42. 4. Нормування апаратурних процесів
- 43. Апаратурними називають технологічні процеси, що здійснюються під впливом теплової, хімічної або електричної енергії в спеціальних апаратах:
- 46. Види апаратурних процесів. 1. Періодичні (апарати зупиняються для завантаження сировини і зняття готового продукту), які для
- 47. 1.2. Тривалі процеси (кілька годин). Обслуговуються, як правило, групою робітників. Апаратники мають більше вільного часу, завантаження
- 48. В більшості випадків задача нормування апаратурних процесів зводиться до встановлення норми продуктивності устаткування і визначення норми
- 49. У загальному вигляді норму продуктивності апарата можна визначити як функцію від кількості сировини і повноти здійснення
- 50. Норму обслуговування для апаратника у виробництвах з невеликою тривалістю операцій можна визначити за формулою: де Тав
- 51. Якщо відома продуктивність апарата циклічної дії за один технологічний цикл, то змінну норму виробітку можна розрахувати
- 52. В апаратурних виробництвах з великою тривалістю операції обсяг випуску продукції безпосередньо залежить від тривалості технологічного циклу,
- 53. Задача встановлення норм чисельності в періодичних апаратурних процесах з великою тривалістю може бути сформульована в наступному
- 54. Оптимальний варіант норми чисельності в періодичних апаратурних процесах з великою тривалістю встановлюється на основі побудови графіка
- 55. У безперервних апаратурних процесах планове завдання по випуску продукції буде виконано при дотриманні норм технологічного режиму,
- 56. У безперервних апаратурних процесах планове завдання по випуску продукції буде виконано при дотриманні норм технологічного режиму,
- 57. Основні функції робітників включають два види операцій: 1. До регламентованих відносяться трудові операції, початок і закінчення
- 58. Відповідно до розглянутих видів функцій робітників, що здійснюють безперервний апаратурний процес, норма їх чисельності (Нчис) повинна
- 59. Величина Чрг визначається за формулою: де Трг – час виконання всіх регламентованих трудових операцій протягом зміни,
- 60. Чисельність робітників, постійно зайнятих виконанням нерегламентованих операцій, може бути визначена за формулою: де λ – середня
- 61. Середня кількість робітників, зайнятих протягом зміни виконанням додаткових функцій, може бути розраховане в такий спосіб: де
- 63. Скачать презентацию
Питання теми
1. Нормування праці в умовах механічних процесів.
2. Нормування праці робітників-багатоверстатників.
3.
Питання теми
1. Нормування праці в умовах механічних процесів.
2. Нормування праці робітників-багатоверстатників.
3.
1. Нормування праці в умовах механічних процесів
1. Нормування праці в умовах механічних процесів
Механічними називають технологічні процеси матеріального виробництва, що здійснюються з застосуванням механічної
Механічними називають технологічні процеси матеріального виробництва, що здійснюються з застосуванням механічної
Плазмове різання металу
Плазмове різання металу

Шліфування каміння
Шліфування каміння

Обробка деревини різанням
Обробка деревини різанням
Особливості механічних процесів:
- переривчастість:
- повторюваність:
- застосування різальних інструментів.
Особливості механічних процесів:
- переривчастість:
- повторюваність:
- застосування різальних інструментів.
При нормуванні механічних процесів найбільш складною і трудомісткою процедурою є встановлення
При нормуванні механічних процесів найбільш складною і трудомісткою процедурою є встановлення
При обробці матеріалу враховують такі режими роботи устаткування: глибину різання, подачу
При обробці матеріалу враховують такі режими роботи устаткування: глибину різання, подачу
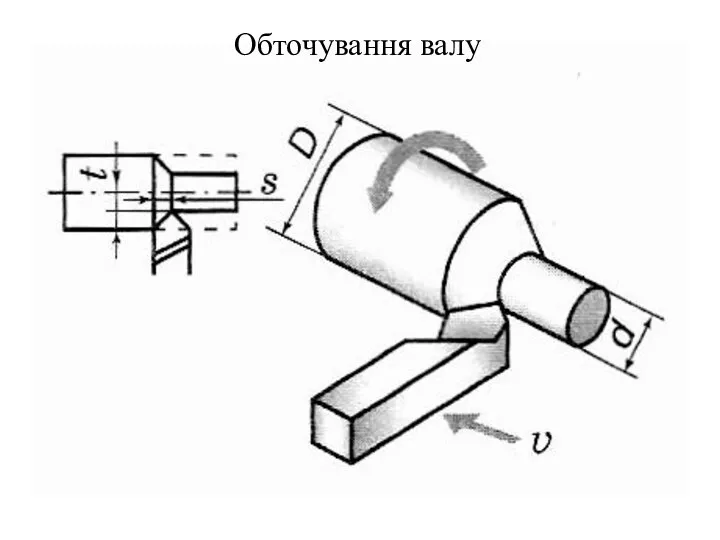
Обточування валу
Обточування валу
Рекомендується наступний порядок нормування механічних процесів.
1. Вибирають глибину різання з урахуванням
Рекомендується наступний порядок нормування механічних процесів.
1. Вибирають глибину різання з урахуванням
2. По нормативах у залежності від глибини різання, подачі, властивостей матеріалу
2. По нормативах у залежності від глибини різання, подачі, властивостей матеріалу
На деяких роботах, наприклад, токарських, при розрахунках користуються хвилинною подачею (Sхв),
На деяких роботах, наприклад, токарських, при розрахунках користуються хвилинною подачею (Sхв),
3. По формулах або таблицях нормативів визначають кількість обертів шпинделя (п).
3. По формулах або таблицях нормативів визначають кількість обертів шпинделя (п).
4. Визначають розрахункову довжину обробки (L) по кресленню деталі.
де l
4. Визначають розрахункову довжину обробки (L) по кресленню деталі.
де l
5. Розраховують величину машинного (основного) часу на перехід по формулі.
6. Визначають
5. Розраховують величину машинного (основного) часу на перехід по формулі.
6. Визначають
2. Нормування праці робітників-багатоверстатників
2. Нормування праці робітників-багатоверстатників
Багатоверстатним обслуговуванням називають таку форму організації праці, при якій один робітник
Багатоверстатним обслуговуванням називають таку форму організації праці, при якій один робітник

Визначення можливості запровадження багатоверстатного обслуговування.
1. За емпіричними формулами і нормативами часу
Визначення можливості запровадження багатоверстатного обслуговування.
1. За емпіричними формулами і нормативами часу
де tp – час ручних прийомів при виконанні однієї технологічної операції,
де tp – час ручних прийомів при виконанні однієї технологічної операції,
4. Встановлюється розподіл часу ручних прийомів на кожній операції. Якщо в
4. Встановлюється розподіл часу ручних прийомів на кожній операції. Якщо в
Зміст і послідовність нормування багатоверстатного обслуговування.
1. Визначається норма обслуговування робітника-багатоверстатника:
де
Зміст і послідовність нормування багатоверстатного обслуговування.
1. Визначається норма обслуговування робітника-багатоверстатника:
де
Час зайнятості робітника на одному верстаті розраховується за формулою:
де Тдн
Час зайнятості робітника на одному верстаті розраховується за формулою:
де Тдн
Допоміжний час, що перекривається і не перекривається, визначається за результатами
Допоміжний час, що перекривається і не перекривається, визначається за результатами
Час машинно-автоматичної роботи верстата визначається за наступною формулою:
2. Визначається змінна
Час машинно-автоматичної роботи верстата визначається за наступною формулою:
2. Визначається змінна
3. Визначається норма тривалості операції.
де Тпр – тривалість регламентованих перерв
3. Визначається норма тривалості операції.
де Тпр – тривалість регламентованих перерв
4. Розраховується цикл багатоверстатного обслуговування - час, необхідний для одноразового обслуговування
4. Розраховується цикл багатоверстатного обслуговування - час, необхідний для одноразового обслуговування
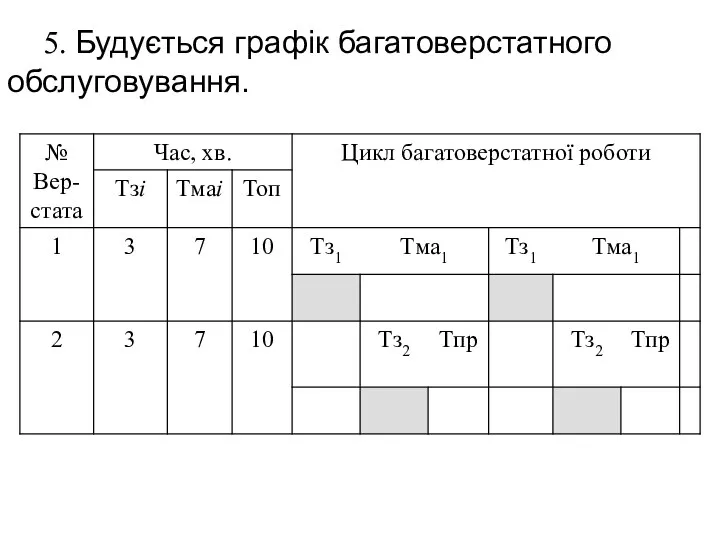
5. Будується графік багатоверстатного обслуговування.
5. Будується графік багатоверстатного обслуговування.
3. Нормування слюсарно-складальних робіт
3. Нормування слюсарно-складальних робіт
Слюсарні роботи являють собою холодну обробку металів різанням, виконувану ручним (напилок,
Слюсарні роботи являють собою холодну обробку металів різанням, виконувану ручним (напилок,

Нормування слюсарно-складальних операцій має деякі особливості.
1. Межею розчленовування технологічного процесу складання
Нормування слюсарно-складальних операцій має деякі особливості.
1. Межею розчленовування технологічного процесу складання
3. Оскільки слюсарні роботи є переважно ручними, а елементи допоміжної роботи
3. Оскільки слюсарні роботи є переважно ручними, а елементи допоміжної роботи
Основними факторами, що впливають на тривалість виконання слюсарно-складальних робіт, є:
-
Основними факторами, що впливають на тривалість виконання слюсарно-складальних робіт, є:
-
Послідовність нормування слюсарно-складальних робіт.
1. Встановлюється об’єкт, мета і метод нормування.
2.
Послідовність нормування слюсарно-складальних робіт.
1. Встановлюється об’єкт, мета і метод нормування.
2.
5. Розраховується оперативний час на операцію (або неповний штучний час).
де
5. Розраховується оперативний час на операцію (або неповний штучний час).
де
6. Розраховується час на обслуговування робочого місця, відпочинок і особисті потреби.
6. Розраховується час на обслуговування робочого місця, відпочинок і особисті потреби.
7. Розраховується норма штучного часу на операцію.
де К1 – поправочний
7. Розраховується норма штучного часу на операцію.
де К1 – поправочний
4. Нормування апаратурних процесів
4. Нормування апаратурних процесів
Апаратурними називають технологічні процеси, що здійснюються під впливом теплової, хімічної або
Апаратурними називають технологічні процеси, що здійснюються під впливом теплової, хімічної або


Види апаратурних процесів.
1. Періодичні (апарати зупиняються для завантаження сировини і зняття
Види апаратурних процесів.
1. Періодичні (апарати зупиняються для завантаження сировини і зняття
1.2. Тривалі процеси (кілька годин). Обслуговуються, як правило, групою робітників. Апаратники
1.2. Тривалі процеси (кілька годин). Обслуговуються, як правило, групою робітників. Апаратники
В більшості випадків задача нормування апаратурних процесів зводиться до встановлення норми
В більшості випадків задача нормування апаратурних процесів зводиться до встановлення норми
У загальному вигляді норму продуктивності апарата можна визначити як функцію від
У загальному вигляді норму продуктивності апарата можна визначити як функцію від
Норму обслуговування для апаратника у виробництвах з невеликою тривалістю операцій можна
Норму обслуговування для апаратника у виробництвах з невеликою тривалістю операцій можна
Якщо відома продуктивність апарата циклічної дії за один технологічний цикл, то
Якщо відома продуктивність апарата циклічної дії за один технологічний цикл, то
В апаратурних виробництвах з великою тривалістю операції обсяг випуску продукції безпосередньо
В апаратурних виробництвах з великою тривалістю операції обсяг випуску продукції безпосередньо
Задача встановлення норм чисельності в періодичних апаратурних процесах з великою тривалістю
Задача встановлення норм чисельності в періодичних апаратурних процесах з великою тривалістю
Оптимальний варіант норми чисельності в періодичних апаратурних процесах з великою тривалістю
Оптимальний варіант норми чисельності в періодичних апаратурних процесах з великою тривалістю
У безперервних апаратурних процесах планове завдання по випуску продукції буде виконано
У безперервних апаратурних процесах планове завдання по випуску продукції буде виконано
У безперервних апаратурних процесах планове завдання по випуску продукції буде виконано
У безперервних апаратурних процесах планове завдання по випуску продукції буде виконано
Основні функції робітників включають два види операцій:
1. До регламентованих відносяться
Основні функції робітників включають два види операцій:
1. До регламентованих відносяться
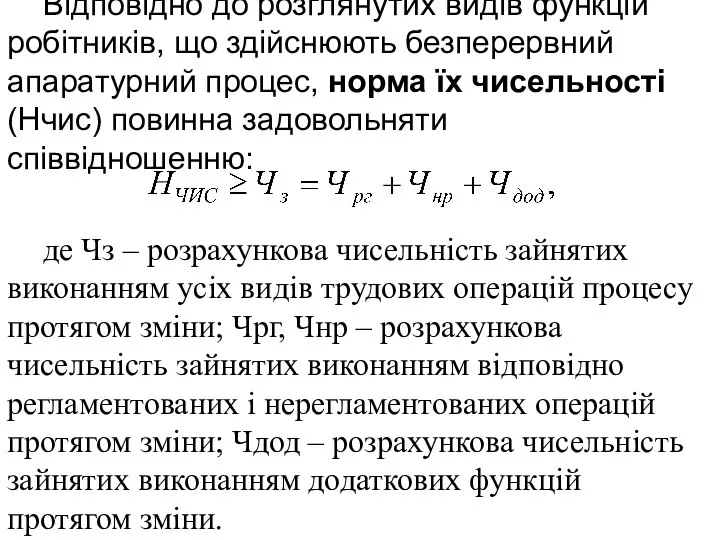
Відповідно до розглянутих видів функцій робітників, що здійснюють безперервний апаратурний процес,
Відповідно до розглянутих видів функцій робітників, що здійснюють безперервний апаратурний процес,
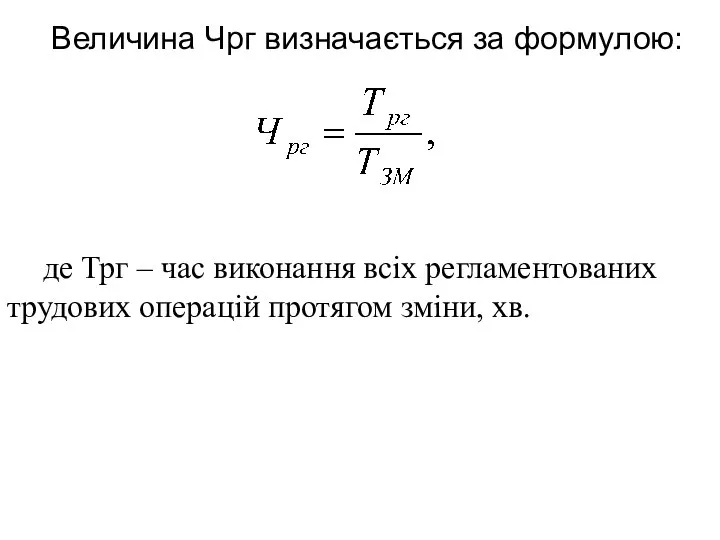
Величина Чрг визначається за формулою:
де Трг – час виконання всіх
Величина Чрг визначається за формулою:
де Трг – час виконання всіх
Чисельність робітників, постійно зайнятих виконанням нерегламентованих операцій, може бути визначена за
Чисельність робітників, постійно зайнятих виконанням нерегламентованих операцій, може бути визначена за
Середня кількість робітників, зайнятих протягом зміни виконанням додаткових функцій, може бути
Середня кількість робітників, зайнятих протягом зміни виконанням додаткових функцій, може бути
 Антикоррупционные меры безопасности в сфере образования
Антикоррупционные меры безопасности в сфере образования Договор морской перевозки грузов
Договор морской перевозки грузов Об автомобильных дорогах и о дорожной деятельности в РФ
Об автомобильных дорогах и о дорожной деятельности в РФ Національна поліція та адміністративна відповідальність. Загальні положення про адміністративну відповідальність. (Тема 1)
Національна поліція та адміністративна відповідальність. Загальні положення про адміністративну відповідальність. (Тема 1) Семейное право
Семейное право Сопроводительное письмо
Сопроводительное письмо Защита прав
Защита прав Страхование детских коллективов
Страхование детских коллективов Семейное право
Семейное право Договор пожизенного содержания с иждивением
Договор пожизенного содержания с иждивением Кто стоит на страже закона
Кто стоит на страже закона Понятие и предмет страхового права
Понятие и предмет страхового права Понятие и признаки объективной стороны преступления. Тема 4
Понятие и признаки объективной стороны преступления. Тема 4 Права и обязанности гражданина
Права и обязанности гражданина Преступления, отнесенные к компетенции таможенных органов (таможенные преступления)
Преступления, отнесенные к компетенции таможенных органов (таможенные преступления) Системы технического регулирования таможенного союза
Системы технического регулирования таможенного союза Понятие брака по семейному праву. Условия заключения брака. Брачный возраст. Порядок заключения брака
Понятие брака по семейному праву. Условия заключения брака. Брачный возраст. Порядок заключения брака Аттестация специалистов со средним профессиональным образованием
Аттестация специалистов со средним профессиональным образованием Налоги и сборы. Налоговая система РФ
Налоги и сборы. Налоговая система РФ 1 июня - День защиты детей
1 июня - День защиты детей Jurist & K
Jurist & K Методика расследования грабежей и разбойных нападений, совершенных на водителей автотранспортных средств
Методика расследования грабежей и разбойных нападений, совершенных на водителей автотранспортных средств Преступления против конституционных прав и свобод человека и гражданина
Преступления против конституционных прав и свобод человека и гражданина Принцип соединения и разделения властей. Система сдержек и противовесов
Принцип соединения и разделения властей. Система сдержек и противовесов Особенности оформления документов по личному составу в организации
Особенности оформления документов по личному составу в организации Гражданство Российской Федерации
Гражданство Российской Федерации День Конституции Российской Федерации
День Конституции Российской Федерации Гражданское общество и государство
Гражданское общество и государство