- Автоматизация производственных процессов в машиностроении. Тенденции развития средств автоматизации

Содержание
- 2. Тенденции развития средств автоматизации
- 3. 1) Переход к многоинструментальной и многопозиционной обработке.
- 4. 1) Переход к многоинструментальной и многопозиционной обработке.
- 6. 2) Переход от локальной автоматизации к комплексной.
- 7. 2) Переход от локальной автоматизации к комплексной. Ячейка роботизированного модуля гибки Kuka Systems
- 8. Корпусная деталь Пример автоматизации обработки детали
- 9. Радиально-сверлильный станок: 1 – основание; 2 – колонна; 3 – траверса; 4 – шпиндельная бабка; 5
- 10. Многооперационный станок-полуавтомат с ЧПУ
- 11. Многопозиционный агрегатный станок-полуавтомат 1 – обрабатываемая деталь; 2 – направляющие силовых головок; 3 – силовые головки;
- 12. Автоматическая линия из агрегатных станков 1 – обрабатываемая деталь; 2 – шаговый транспортёр; 3 – приспособление;
- 14. Преимущества автоматизации производства
- 15. Всего 365 сут. х 24 часа = 8760 часов (100%)
- 16. Выходные, праздники 2745 час. (31%) Всего 365 сут. х 24 часа = 8760 часов (100%)
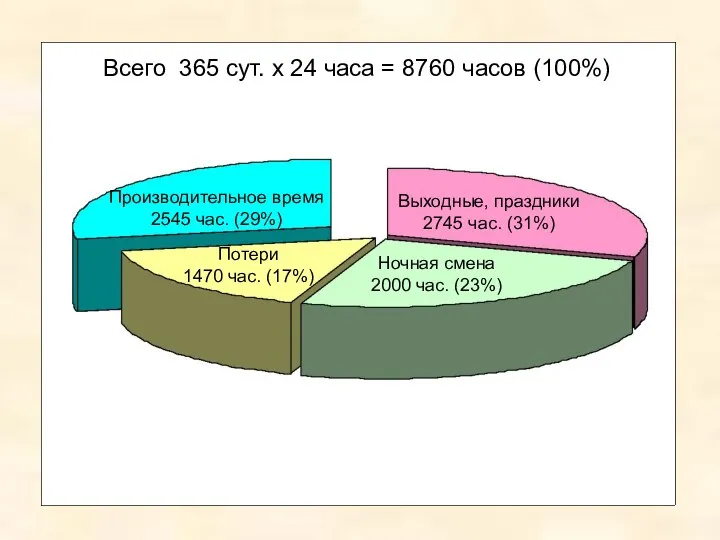
- 17. Выходные, праздники 2745 час. (31%) Всего 365 сут. х 24 часа = 8760 часов (100%) Ночная
- 18. Выходные, праздники 2745 час. (31%) Всего 365 сут. х 24 часа = 8760 часов (100%) Ночная
- 19. 2. Технические критерии механизации и автоматизации
- 20. 1) Уровень механизации (КМ) или автоматизации (КА)
- 22. Скачать презентацию
Тенденции развития средств автоматизации
Тенденции развития средств автоматизации
1) Переход
к многоинструментальной и многопозиционной обработке.
1) Переход
к многоинструментальной и многопозиционной обработке.

1) Переход
к многоинструментальной и многопозиционной обработке.
1) Переход
к многоинструментальной и многопозиционной обработке.


2) Переход
от локальной автоматизации
к комплексной.
2) Переход
от локальной автоматизации
к комплексной.

2) Переход
от локальной автоматизации
к комплексной.
Ячейка роботизированного модуля гибки Kuka
2) Переход
от локальной автоматизации
к комплексной.
Ячейка роботизированного модуля гибки Kuka

Корпусная деталь
Пример автоматизации обработки детали
Корпусная деталь
Пример автоматизации обработки детали
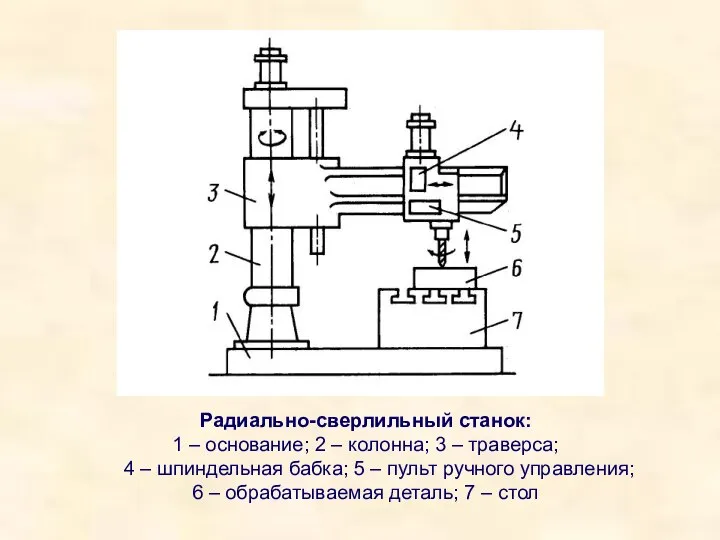
Радиально-сверлильный станок:
1 – основание; 2 – колонна; 3 – траверса;
4
Радиально-сверлильный станок:
1 – основание; 2 – колонна; 3 – траверса;
4

Многооперационный станок-полуавтомат с ЧПУ
Многооперационный станок-полуавтомат с ЧПУ

Многопозиционный агрегатный станок-полуавтомат
1 – обрабатываемая деталь; 2 – направляющие силовых головок;
Многопозиционный агрегатный станок-полуавтомат
1 – обрабатываемая деталь; 2 – направляющие силовых головок;
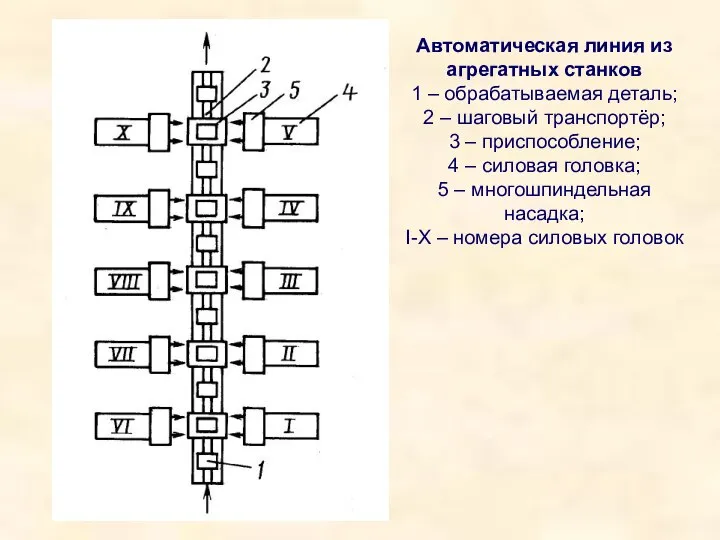
Автоматическая линия из агрегатных станков
1 – обрабатываемая деталь;
2 – шаговый
Автоматическая линия из агрегатных станков
1 – обрабатываемая деталь;
2 – шаговый

Преимущества автоматизации производства
Преимущества автоматизации производства

Всего 365 сут. х 24 часа = 8760 часов (100%)
Всего 365 сут. х 24 часа = 8760 часов (100%)
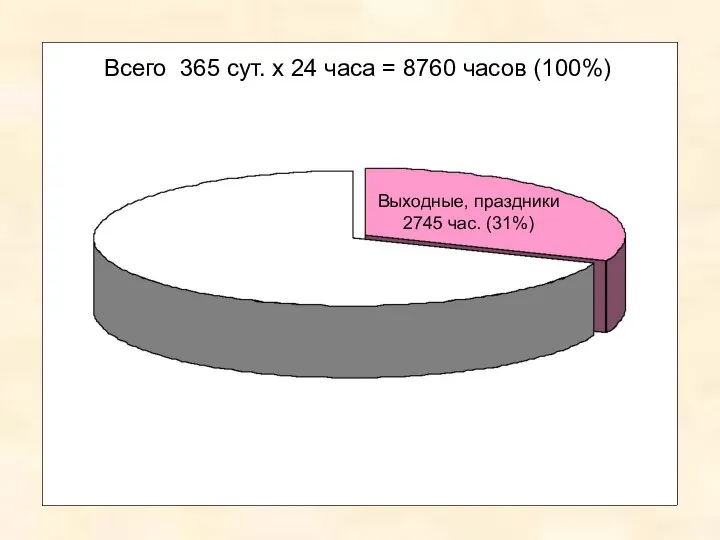
Выходные, праздники
2745 час. (31%)
Всего 365 сут. х 24 часа = 8760
Выходные, праздники
2745 час. (31%)
Всего 365 сут. х 24 часа = 8760

Выходные, праздники
2745 час. (31%)
Всего 365 сут. х 24 часа = 8760
Выходные, праздники
2745 час. (31%)
Всего 365 сут. х 24 часа = 8760
Выходные, праздники
2745 час. (31%)
Всего 365 сут. х 24 часа = 8760
Выходные, праздники
2745 час. (31%)
Всего 365 сут. х 24 часа = 8760
2. Технические критерии механизации и автоматизации
2. Технические критерии механизации и автоматизации
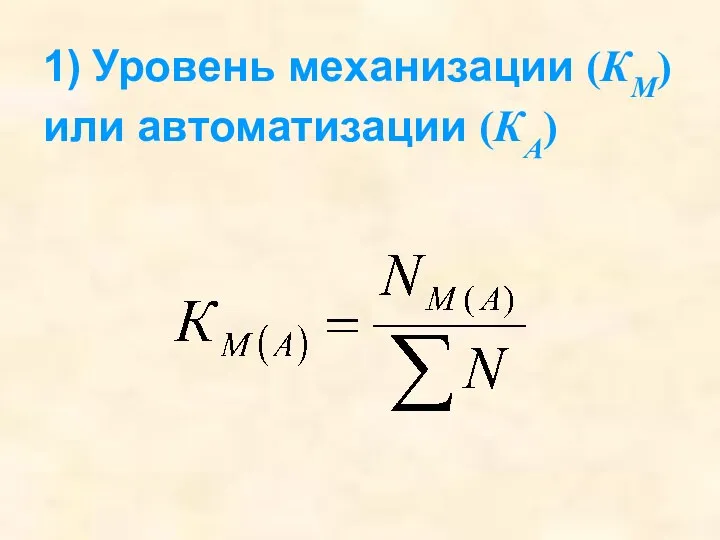
1) Уровень механизации (КМ) или автоматизации (КА)
1) Уровень механизации (КМ) или автоматизации (КА)
 Понятие алгоритма. Характеристики алгоритмов и оценка эффективности алгоритмов
Понятие алгоритма. Характеристики алгоритмов и оценка эффективности алгоритмов Максім Танк
Максім Танк Презентация Введение в маркетинг
Презентация Введение в маркетинг Эксцентриковая стяжка VB 35 М
Эксцентриковая стяжка VB 35 М Развитие навыка чтения Выступление на семинаре МОУ СОШ №2 Шопова Н.Б.
Развитие навыка чтения Выступление на семинаре МОУ СОШ №2 Шопова Н.Б. Культура и искусство. СРС
Культура и искусство. СРС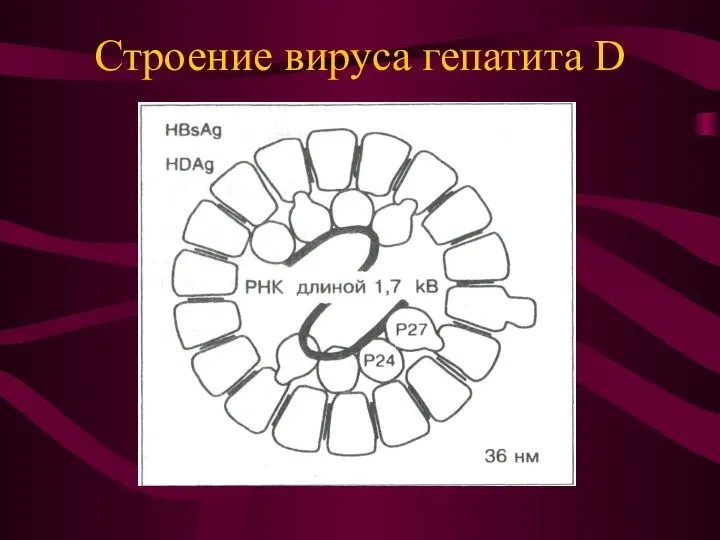 Строение вируса гепатита D
Строение вируса гепатита D Маркетинг критических технологий в лесном комплексе
Маркетинг критических технологий в лесном комплексе  Мозырский райисполком проводит открытый аукцион на право заключения договора аренды земельного участка
Мозырский райисполком проводит открытый аукцион на право заключения договора аренды земельного участка Составление циклических алгоритмов
Составление циклических алгоритмов Модуль 1. Мировое хозяйство и международные экономические отношения : показатели, факторы и формы развития
Модуль 1. Мировое хозяйство и международные экономические отношения : показатели, факторы и формы развития  12 апреля - Международный день космонавтики Сегодня весь мир отмечает знаменательный для человечества день! Ровно 50 лет назад состо
12 апреля - Международный день космонавтики Сегодня весь мир отмечает знаменательный для человечества день! Ровно 50 лет назад состо Профилактика кризисных состояний детей и молодежи в социальных сетях
Профилактика кризисных состояний детей и молодежи в социальных сетях A couple of interesting
A couple of interesting Игра-лотерея «Религия и культура»
Игра-лотерея «Религия и культура» Презентация на тему "Женщины врачи России" - скачать презентации по Медицине
Презентация на тему "Женщины врачи России" - скачать презентации по Медицине Концепция New Public Management
Концепция New Public Management Буддизм
Буддизм Государственное регулирование внешнего и внутреннего долга Выполнила: студентка 4-го курса ФТД группы Т-083 Восколович Юля
Государственное регулирование внешнего и внутреннего долга Выполнила: студентка 4-го курса ФТД группы Т-083 Восколович Юля  Иридодиагностика-1
Иридодиагностика-1 Виды музеев. Музейные экспонаты
Виды музеев. Музейные экспонаты ПРОЕКТ «МОЄ РІДНЕ СЕЛО»
ПРОЕКТ «МОЄ РІДНЕ СЕЛО» Лекция 1 Введение 03.09.2019
Лекция 1 Введение 03.09.2019 Творение человека
Творение человека Творческая работа По декоративно-прикладному искусству
Творческая работа По декоративно-прикладному искусству Пищевые отравления
Пищевые отравления  Степное Анненково
Степное Анненково Система общего развития Л.В. Занкова Урок в системе Л.В. Занкова формирует ум, душу, сердце ученика Задача: развитие познава
Система общего развития Л.В. Занкова Урок в системе Л.В. Занкова формирует ум, душу, сердце ученика Задача: развитие познава