- Бетон және темірбетон бұйымдарын қалыптау әдістері

Содержание
- 2. Бетон және темірбетон бұйымдарын қалыптау Темірбетон бұйымдарын қалыптау үшін, әдетте, металл қалыптарын қолданады. Бұл қалыптар 1000
- 3. Қалыпқа арматура қаңқаларын және бетон араласпасын салар алдында оны тазалайды, жинақтайды және бетон қалыпқа жабысып қалуын
- 4. Бетон араласпасын қалыпқа салмалыдан (бункерден), бетонтөсегіштен немесе бетонүлестіргіштен салады. Бетон араласпасын бункермен қалыптау орнына жеткізіп, дайын
- 5. Құрама темірбетон бұйымдары өндірісінде негізгі бетон нығыздау тәсіліне дірілдетпе тығыздауы жатады. Қайсы бір бұйымдарды жасарда пресстеуді,
- 6. Конвейерлік тәсілдің тасқынды-агрегаттықтан айырмашылығы - оның өндіріс процесі жеке операцияларға максималды бөлінуінде және тасқындық созындысында қатаң
- 7. Қалыптардың қажетті мөлшерін есептеу. Конструкциялар үшін керекті қалып мына формуламен есептеледі: Ф=NT nT + Nф+ Nпост
- 8. • Стендалық тәсілде жиналушы темірбетон бұйымдарын өндіру бойынша басты технологиялық процестер қозғалмайтын қалыптарда - стендаларда орындалады.
- 9. Бетон және темірбетон бұйымдарын қалыптау әдістері Дірілдетпе престеу Негізгі техникалық мінездемелер: 700 калыптаудың ауысымды өнділігі Сыртпішіндеудің
- 10. Дірілдетпе механизімінің тербелу жиілігі тұрақтысында (көбінесе дірілдетпе алаптарыніке 3000 тер/мин) тербелу жылдамдығын өзгерту үшін амплитудасын өзгертуге
- 11. Дірілдетпештамп бірден екі қызмет атқарады бетонды қоспаны форманың ішіне орналастырады, бұйымға өз келбетін береді.
- 12. Тасқынды - агрегаттық, конвейерлік схемасы бойынша істейтін зауыттарда дірілдетпеалабын қолданады. Дірілдетпсалаптардың типтері және дірілдеткіш конструкциялары бойынша
- 13. столдың конструкциялық схемасы - бір немесе екі дірілдетпе біліктерімен стол құрайтын үстіңгі тұтас рамасы бар алап
- 14. Бұл дірілдетпе алаптары су шығыны 130÷150 л/м қатты бетон арапаспаларын жақсы нығыздайды. Қатты бетон араласпасын пайдалану
- 15. Бетон және темірбетон бұйымдарын қалыптау әдістері Дәйекті әрекеттің аттамалы вибромашинасының қағидашыл нобайлары: а –Жылжымалы виброштапм; б
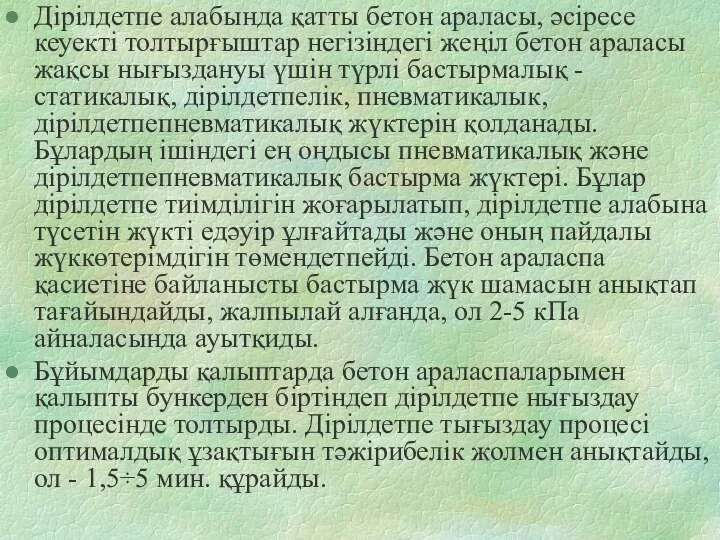
- 16. Дірілдетпе алабында қатты бетон араласы, әсіресе кеуекті толтырғыштар негізіндегі жеңіл бетон араласы жақсы нығыздануы үшін түрлі
- 17. Жылжымайтын қалыптарда бұйымдар қалыптарда бетон араласпасын тығыздау үшін үстілік және тереңдік дірілдетпелерді, сондай-ақ, қалыптарға бекітілген аспалы
- 18. Сурет 16.18. Бетон араласын дірілдетпепрокаттау тәсілдері: а - Козловтың станында дірілдетпе прокаттау; б - күштік дірілдетпе
- 19. Сурет 16.17. Дірілдете вакуумдаушы қондыргы схемасы: 1 - вакуум - сорғыш; 2 - ресивер (алу, кабылдау,
- 20. Құбырларды және электрберу жүйелері тіректерін центрифугалау тәсілімен жасайды. Оның мәнісі мынада: қалыпқа салынған бетон араласпасын роликтерде
- 21. Қысымды құбырлар өндіру технологиясының схемясы: 1 - қалыпты жинау (құрастыру); 2 - байлық арматурасын созу; 3
- 23. Скачать презентацию
Бетон және темірбетон бұйымдарын қалыптау
Темірбетон бұйымдарын қалыптау үшін, әдетте, металл қалыптарын
Бетон және темірбетон бұйымдарын қалыптау
Темірбетон бұйымдарын қалыптау үшін, әдетте, металл қалыптарын
Қалыпқа арматура қаңқаларын және бетон араласпасын салар алдында оны тазалайды, жинақтайды
Қалыпқа арматура қаңқаларын және бетон араласпасын салар алдында оны тазалайды, жинақтайды
Бетон араласпасын қалыпқа салмалыдан (бункерден), бетонтөсегіштен немесе бетонүлестіргіштен салады. Бетон араласпасын
Бетон араласпасын қалыпқа салмалыдан (бункерден), бетонтөсегіштен немесе бетонүлестіргіштен салады. Бетон араласпасын
Құрама темірбетон бұйымдары өндірісінде негізгі бетон нығыздау тәсіліне дірілдетпе тығыздауы
Құрама темірбетон бұйымдары өндірісінде негізгі бетон нығыздау тәсіліне дірілдетпе тығыздауы
Конвейерлік тәсілдің тасқынды-агрегаттықтан айырмашылығы - оның өндіріс процесі жеке операцияларға максималды
Конвейерлік тәсілдің тасқынды-агрегаттықтан айырмашылығы - оның өндіріс процесі жеке операцияларға максималды
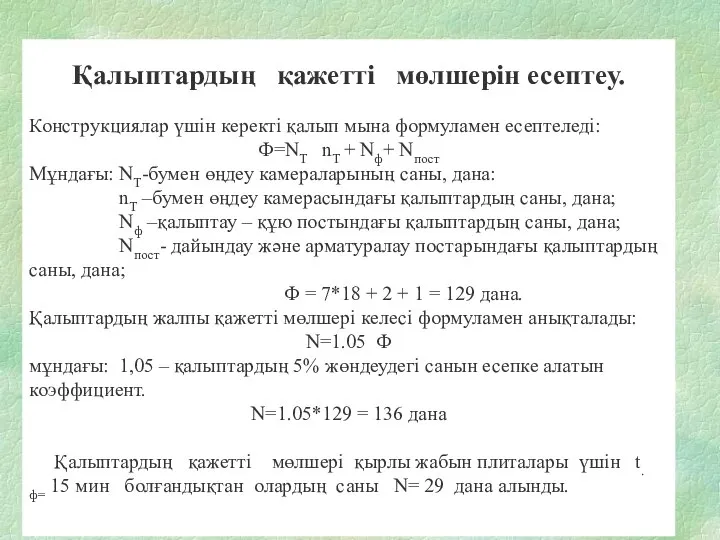
Қалыптардың қажетті мөлшерін есептеу.
Конструкциялар үшін керекті қалып мына формуламен есептеледі:
Ф=NT nT +
Қалыптардың қажетті мөлшерін есептеу.
Конструкциялар үшін керекті қалып мына формуламен есептеледі:
Ф=NT nT +
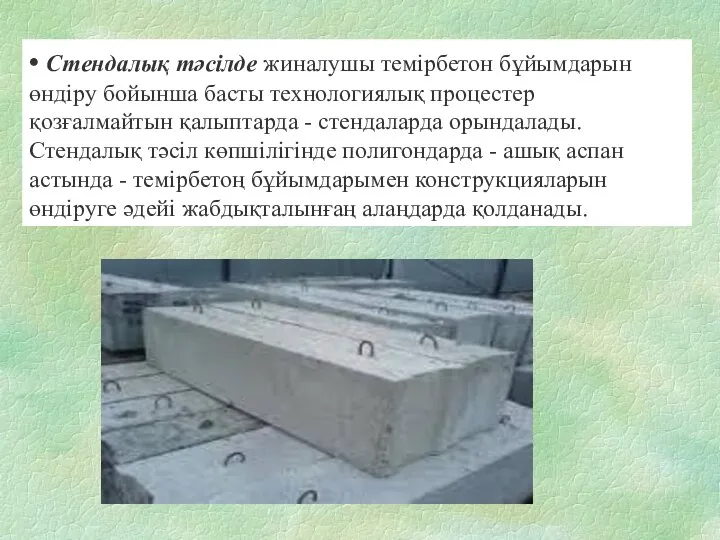
• Стендалық тәсілде жиналушы темірбетон бұйымдарын өндіру бойынша басты технологиялық процестер
• Стендалық тәсілде жиналушы темірбетон бұйымдарын өндіру бойынша басты технологиялық процестер

Бетон және темірбетон бұйымдарын қалыптау әдістері Дірілдетпе престеу
Негізгі техникалық мінездемелер:
700
Бетон және темірбетон бұйымдарын қалыптау әдістері Дірілдетпе престеу
Негізгі техникалық мінездемелер:
700
Дірілдетпе механизімінің тербелу жиілігі тұрақтысында (көбінесе дірілдетпе алаптарыніке 3000 тер/мин) тербелу
Дірілдетпе механизімінің тербелу жиілігі тұрақтысында (көбінесе дірілдетпе алаптарыніке 3000 тер/мин) тербелу
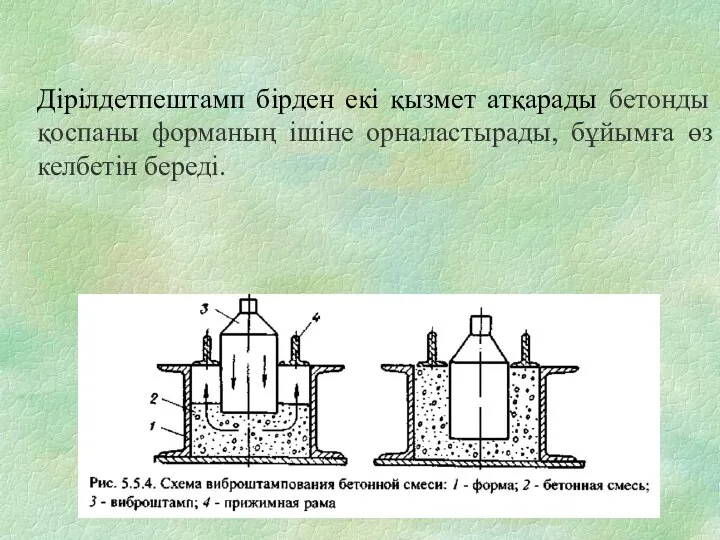
Дірілдетпештамп бірден екі қызмет атқарады бетонды қоспаны форманың ішіне орналастырады, бұйымға
Дірілдетпештамп бірден екі қызмет атқарады бетонды қоспаны форманың ішіне орналастырады, бұйымға
Тасқынды - агрегаттық, конвейерлік схемасы бойынша істейтін зауыттарда дірілдетпеалабын қолданады. Дірілдетпсалаптардың
Тасқынды - агрегаттық, конвейерлік схемасы бойынша істейтін зауыттарда дірілдетпеалабын қолданады. Дірілдетпсалаптардың
столдың конструкциялық схемасы - бір немесе екі дірілдетпе біліктерімен стол құрайтын
столдың конструкциялық схемасы - бір немесе екі дірілдетпе біліктерімен стол құрайтын
Бұл дірілдетпе алаптары су шығыны 130÷150 л/м қатты бетон арапаспаларын жақсы
Бұл дірілдетпе алаптары су шығыны 130÷150 л/м қатты бетон арапаспаларын жақсы

Бетон және темірбетон бұйымдарын қалыптау әдістері
Дәйекті әрекеттің аттамалы вибромашинасының қағидашыл нобайлары:
а
Бетон және темірбетон бұйымдарын қалыптау әдістері
Дәйекті әрекеттің аттамалы вибромашинасының қағидашыл нобайлары:
а
Дірілдетпе алабында қатты бетон араласы, әсіресе кеуекті толтырғыштар негізіндегі жеңіл бетон
Дірілдетпе алабында қатты бетон араласы, әсіресе кеуекті толтырғыштар негізіндегі жеңіл бетон
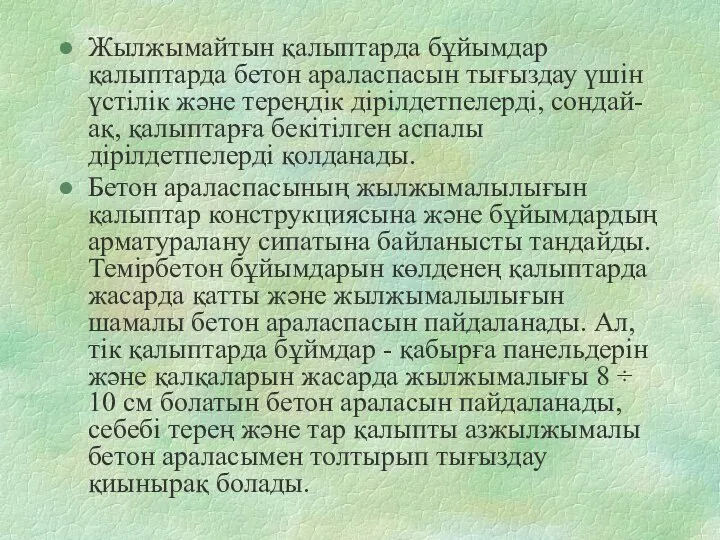
Жылжымайтын қалыптарда бұйымдар қалыптарда бетон араласпасын тығыздау үшін үстілік және тереңдік
Жылжымайтын қалыптарда бұйымдар қалыптарда бетон араласпасын тығыздау үшін үстілік және тереңдік
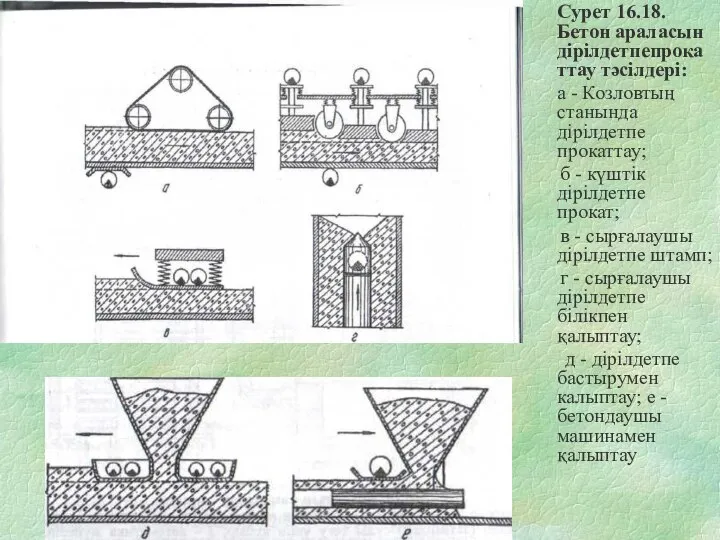
Сурет 16.18. Бетон араласын дірілдетпепрокаттау тәсілдері:
а - Козловтың станында дірілдетпе прокаттау;
Сурет 16.18. Бетон араласын дірілдетпепрокаттау тәсілдері:
а - Козловтың станында дірілдетпе прокаттау;
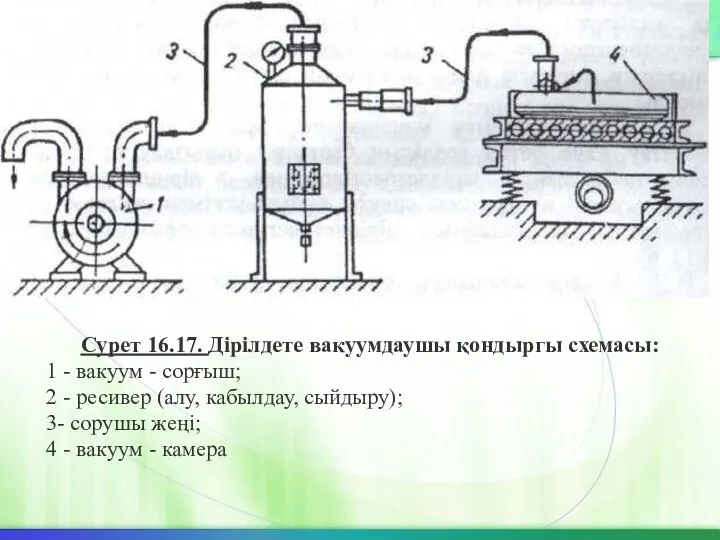
Сурет 16.17. Дірілдете вакуумдаушы қондыргы схемасы:
1 - вакуум - сорғыш;
2
Сурет 16.17. Дірілдете вакуумдаушы қондыргы схемасы:
1 - вакуум - сорғыш;
2
Құбырларды және электрберу жүйелері тіректерін центрифугалау тәсілімен жасайды. Оның мәнісі мынада:
Құбырларды және электрберу жүйелері тіректерін центрифугалау тәсілімен жасайды. Оның мәнісі мынада:
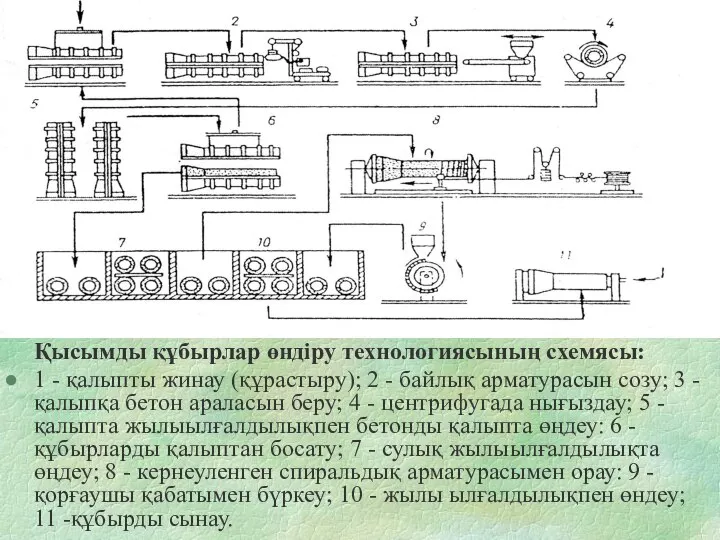
Қысымды құбырлар өндіру технологиясының схемясы:
1 - қалыпты жинау (құрастыру); 2
Қысымды құбырлар өндіру технологиясының схемясы:
1 - қалыпты жинау (құрастыру); 2
 Герои Великой Отечественной войны (1941-1945)
Герои Великой Отечественной войны (1941-1945) психолого – педагогический консилиум в 10х классах Ноябрь 2010 психолог МОУ СОШ №4г.Грязи Суханова И.Н.
психолого – педагогический консилиум в 10х классах Ноябрь 2010 психолог МОУ СОШ №4г.Грязи Суханова И.Н. Тест по фонетике № 2. Введение в языкознание
Тест по фонетике № 2. Введение в языкознание Презентация на тему "Патофизиология артериальных гипер-и гипотензий" - скачать презентации по Медицине
Презентация на тему "Патофизиология артериальных гипер-и гипотензий" - скачать презентации по Медицине Гитлер. Болезнь Паркинсона.
Гитлер. Болезнь Паркинсона.  Пейзаж в литературе и музыке
Пейзаж в литературе и музыке  Локальные измерительно-вычислительные системы
Локальные измерительно-вычислительные системы  Операторы языка программирования Pascal
Операторы языка программирования Pascal Современные проблемы науки и производства Инновационный менеджмент
Современные проблемы науки и производства Инновационный менеджмент Слово полисемия, омонимия
Слово полисемия, омонимия Что такое Интернет
Что такое Интернет Служба документационного обеспечения управления (ДОУ) современного предприятия, ее назначение, задачи, структура и состав
Служба документационного обеспечения управления (ДОУ) современного предприятия, ее назначение, задачи, структура и состав Презентация "А.С. Пушкин глазами художников" - скачать презентации по МХК
Презентация "А.С. Пушкин глазами художников" - скачать презентации по МХК СПбГУ СПбГУ 2012г.
СПбГУ СПбГУ 2012г.  World Heritage Sites
World Heritage Sites Поступаем в платное учебное заведение Урок по основам потребительских знаний. Автор: Бабкина Т.Г учитель экономики МОУ Байнов
Поступаем в платное учебное заведение Урок по основам потребительских знаний. Автор: Бабкина Т.Г учитель экономики МОУ Байнов Резьба. Изображение и обозначение резьбы на чертежах
Резьба. Изображение и обозначение резьбы на чертежах Аудит рекламных кампаний. R-брокер
Аудит рекламных кампаний. R-брокер Возникновение бейсбола
Возникновение бейсбола Минобрнауки России
Минобрнауки России Презентация Рекреационные ресурсы мира
Презентация Рекреационные ресурсы мира  Совершенствование работы с родителями в условиях модернизации образовательного процесса
Совершенствование работы с родителями в условиях модернизации образовательного процесса Мультиэлектродные массивы (лекция 4)
Мультиэлектродные массивы (лекция 4) Болгария
Болгария Забойные двигатели: Типы, классификация, устройство. Монтаж и эксплуатация бурового оборудования. Лекция 4
Забойные двигатели: Типы, классификация, устройство. Монтаж и эксплуатация бурового оборудования. Лекция 4 VIII Открытый региональный интернет-конкурс «Learn to win!» Җиңәргә өйрән!
VIII Открытый региональный интернет-конкурс «Learn to win!» Җиңәргә өйрән! Венеция(Возрождение) Самостоятельная работа
Венеция(Возрождение) Самостоятельная работа Презентация Реформы Александра 1
Презентация Реформы Александра 1