- Электронно-лучевая и плазменная обработка

Содержание
- 2. Основные параметры электронного луча: сила тока луча – Jл (зависит от силы тока эмиссии); ускоряющее напряжение
- 3. Электронно-лучевая аппаратура Электронно-лучевая аппаратура предназначена для получения пучка ускоренных электронов и управление его пространственным положением, энергетическими
- 4. Принципиальная схема ЭЛУ 1- катод; 2- анод; 3- электронный пучок; 4- система электромагнитных линз.
- 5. Электронно-лучевая установка (4Е120) Электронно-лучевая технологическая установка 4Е120 предназначена для сварки, пайки, термообработки в вакууме изделий из
- 6. Плазменное упрочнение Преимущества плазменной обработки Высокая плотность мощности позволяет достичь высоких скоростей нагрева и охлаждения; Высокая
- 7. Физико-химические процессы при воздействии плазменной струи Характер протекания физико-химических процессов определяется температурой, скоростью и временем нагрева,
- 8. Тепловые процессы при плазменном нагреве Нагрев поверхности материала плазменной струей осуществляется за счет вынужденного конвективного и
- 9. Схема индукционного высокочастотного плазмотрона 1 - индуктор, 2 - водоохлаждаемый корпус, 3 - плазменная струя, 4
- 10. Схемы плазмотронов Прямого действия 1 - электрод, 2 - обрабатываемая деталь, 3 - водоохлаждаемый корпус, 4
- 12. Скачать презентацию
Основные параметры электронного луча:
сила тока луча – Jл (зависит от силы
Основные параметры электронного луча:
сила тока луча – Jл (зависит от силы
Электронно-лучевая аппаратура
Электронно-лучевая аппаратура предназначена для получения пучка ускоренных электронов и управление
Электронно-лучевая аппаратура
Электронно-лучевая аппаратура предназначена для получения пучка ускоренных электронов и управление
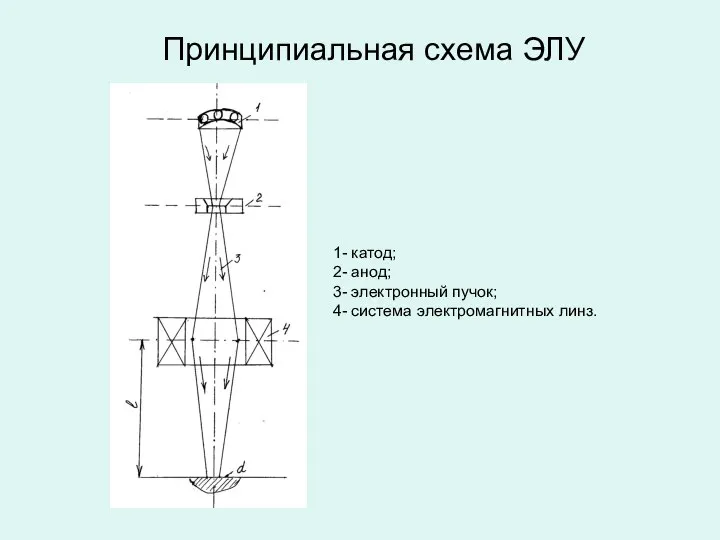
Принципиальная схема ЭЛУ
1- катод;
2- анод;
3- электронный пучок;
4- система электромагнитных линз.
Принципиальная схема ЭЛУ
1- катод;
2- анод;
3- электронный пучок;
4- система электромагнитных линз.

Электронно-лучевая установка (4Е120)
Электронно-лучевая технологическая установка 4Е120 предназначена для сварки, пайки, термообработки
Электронно-лучевая установка (4Е120)
Электронно-лучевая технологическая установка 4Е120 предназначена для сварки, пайки, термообработки
Плазменное упрочнение
Преимущества плазменной обработки
Высокая плотность мощности позволяет достичь высоких скоростей нагрева
Плазменное упрочнение
Преимущества плазменной обработки
Высокая плотность мощности позволяет достичь высоких скоростей нагрева
Физико-химические процессы при воздействии плазменной струи
Характер протекания физико-химических процессов определяется температурой,
Физико-химические процессы при воздействии плазменной струи
Характер протекания физико-химических процессов определяется температурой,
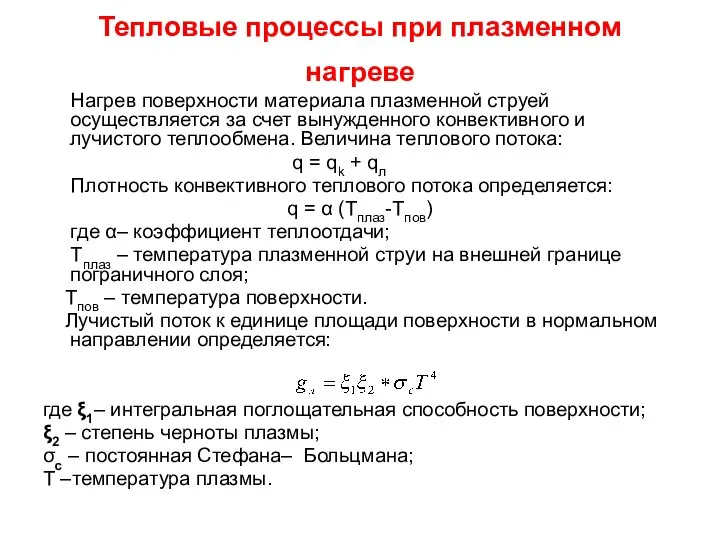
Тепловые процессы при плазменном нагреве
Нагрев поверхности материала плазменной струей
Тепловые процессы при плазменном нагреве
Нагрев поверхности материала плазменной струей
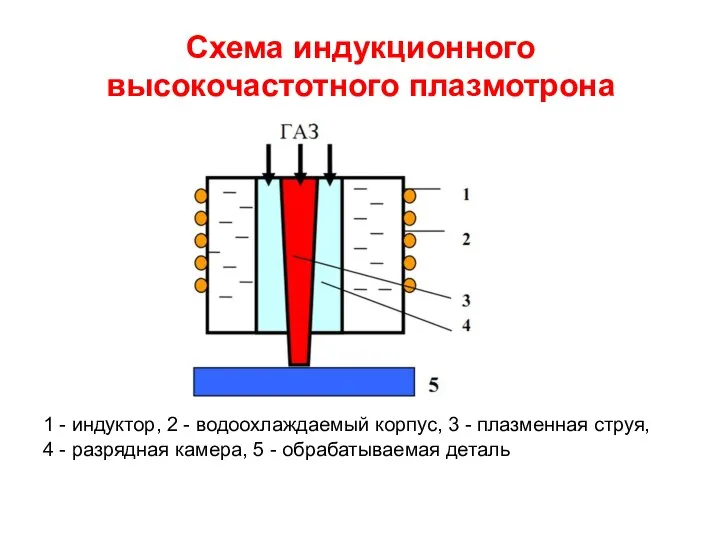
Схема индукционного высокочастотного плазмотрона
1 - индуктор, 2 - водоохлаждаемый корпус, 3
Схема индукционного высокочастотного плазмотрона
1 - индуктор, 2 - водоохлаждаемый корпус, 3
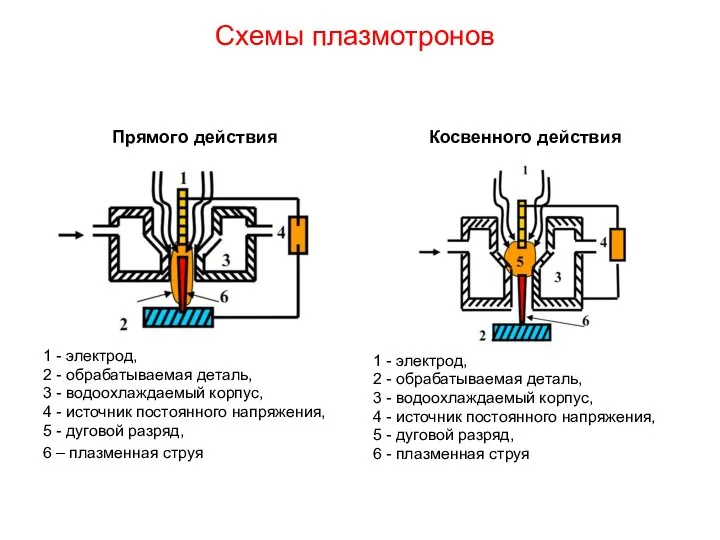
Схемы плазмотронов
Прямого действия
1 - электрод,
2 - обрабатываемая деталь,
3 - водоохлаждаемый корпус,
Схемы плазмотронов
Прямого действия
1 - электрод,
2 - обрабатываемая деталь,
3 - водоохлаждаемый корпус,
 Проблемы взаимодействия природы и общества Выполнили студентки 2 курса ФТД группы Т-114 Маслова Юлия и Белоусова Александра
Проблемы взаимодействия природы и общества Выполнили студентки 2 курса ФТД группы Т-114 Маслова Юлия и Белоусова Александра Сущность и содержание теории управления 1. Категориальный аппарат теории управления. 2. Цели теории управления. 3. Эволюция упр
Сущность и содержание теории управления 1. Категориальный аппарат теории управления. 2. Цели теории управления. 3. Эволюция упр Формирование восприятия
Формирование восприятия Сохранение природного и культурного наследия России – наш нравственный долг
Сохранение природного и культурного наследия России – наш нравственный долг Правила оформления технической документации. Чертежи. Планы. Схемы
Правила оформления технической документации. Чертежи. Планы. Схемы Синдром Брилла – Симмерса Выполнила: Вьюшкова К.Д 615 Воп
Синдром Брилла – Симмерса Выполнила: Вьюшкова К.Д 615 Воп Культура, быт и общественная мысль в XVII веке
Культура, быт и общественная мысль в XVII веке Базові шасі техніки зв’язку. Особливості будови автомобіля КРАЗ
Базові шасі техніки зв’язку. Особливості будови автомобіля КРАЗ Курси Arduino для початківців
Курси Arduino для початківців Составляющие части ПК и их технические характеристики
Составляющие части ПК и их технические характеристики Массивы в C#. Лекция 6
Массивы в C#. Лекция 6 Курс «основы религиозных культур и светской этики» – требование времени
Курс «основы религиозных культур и светской этики» – требование времени «Восточный вопрос» в международной политике и попытки его решения
«Восточный вопрос» в международной политике и попытки его решения Язык Си: стандарты, основные концепции. Исполнение программы
Язык Си: стандарты, основные концепции. Исполнение программы Орловский тоннель под рекой Невой. Реконструкция аэропорта «Пулково». Путепровод, Рязань
Орловский тоннель под рекой Невой. Реконструкция аэропорта «Пулково». Путепровод, Рязань Плакаты времен Великой Отечественной войны
Плакаты времен Великой Отечественной войны  Брежнев Леонид Ильич
Брежнев Леонид Ильич Праславянский язык
Праславянский язык Классный час 7 класс подготовила: Гриценко Римма Анатольевна
Классный час 7 класс подготовила: Гриценко Римма Анатольевна  Основні схеми та будова електричних мереж
Основні схеми та будова електричних мереж Общие представления о языке Java. Интегрированная среда разработки NetBeans
Общие представления о языке Java. Интегрированная среда разработки NetBeans Презентация на тему "Инъекции" - скачать презентации по Медицине
Презентация на тему "Инъекции" - скачать презентации по Медицине Введение в теорию материаловедения
Введение в теорию материаловедения Народы Норвегии
Народы Норвегии  SyStemy-Chłodzenia
SyStemy-Chłodzenia Профессиональный стандарт педагога Методист Проскурина Н.В.
Профессиональный стандарт педагога Методист Проскурина Н.В. Язычество восточных славян
Язычество восточных славян УРОК ЛИТЕРАТУРНОГО ЧТЕНИЯ ПО ПРОГРАММЕ «ШКОЛА 2100» 2 класс А. Толстой «Золотой ключик, или приключения Буратино»
УРОК ЛИТЕРАТУРНОГО ЧТЕНИЯ ПО ПРОГРАММЕ «ШКОЛА 2100» 2 класс А. Толстой «Золотой ключик, или приключения Буратино»