- Инструкция по ремонту рукояти

Содержание
- 2. Для проведения ремонта оптимально использовать полуавтоматическую сварку с газом. Рекомендуемые проволоки: AWS ER70S-3 ER70S-6 Из самых
- 3. Пластина001 – 1 шт. Сталь 09Г2С
- 4. Пластина002 – 1 шт. Сталь 09Г2С
- 5. Шаг 1: Определить размер трещины A A Сечение A-A Определить размер трещины с обеих сторон и
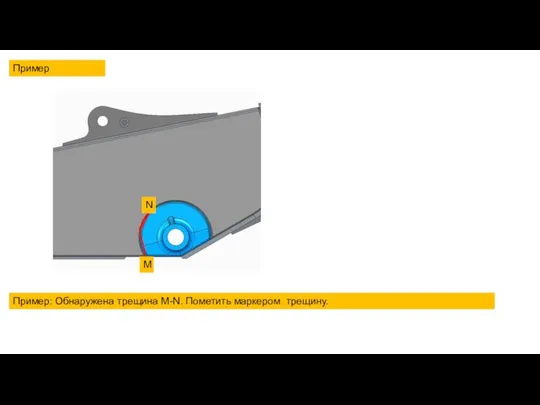
- 6. M N Пример Пример: Обнаружена трещина M-N. Пометить маркером трещину.
- 7. Разделать нижнюю панель по линии A и сварной шов по линии B; После удаления пластины С
- 8. Для удаления пластины С разделать сварной шов от точки P до точки Q. Спять фаску 8х8
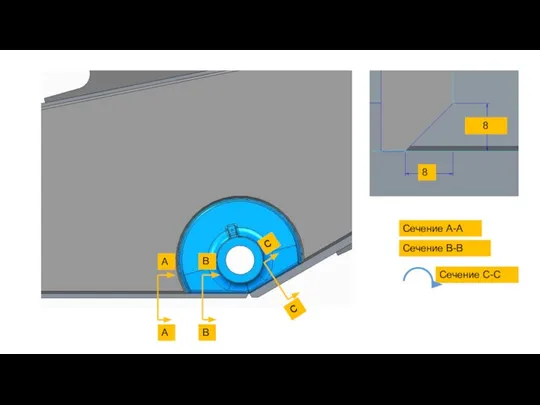
- 9. A A B B C C Сечение C-C Сечение A-A Сечение B-B 8 8
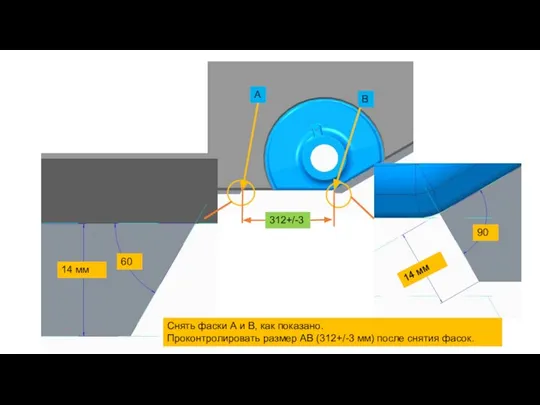
- 10. 14 мм 60 90 14 мм Снять фаски А и В, как показано. Проконтролировать размер АВ
- 11. Произвести разделку трещины по шву (M-N), удалить сварной шов , удалить грязь. То же самое с
- 12. Пластина002 50 мм 50 мм Поместить пластину002 на нижнюю панель, приварить на прихватки, как показано на
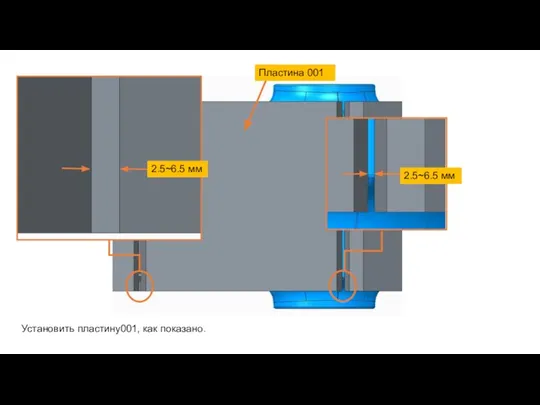
- 13. Пластина 001 2.5~6.5 мм 2.5~6.5 мм Установить пластину001, как показано.
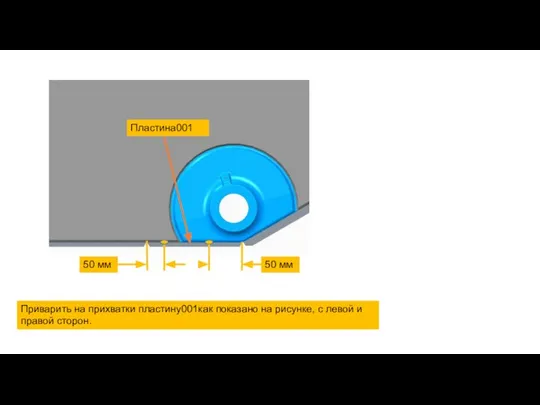
- 14. 50 мм 50 мм Пластина001 Приварить на прихватки пластину001как показано на рисунке, с левой и правой
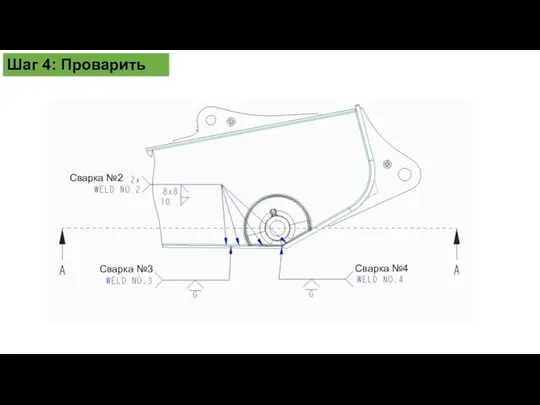
- 15. Шаг 4: Проварить Сварка №2 Сварка №3 Сварка №4
- 16. Выполнить сварку №1, №2, №3 and №4. Примечания: Обязательно начинать со сварки №1. 2. Разделанную трещину
- 17. Положение шва для сварки №2 Положение шва для сварки №1, №3 и №4 Вертикальная пластина Горизонтальная
- 19. Скачать презентацию
Для проведения ремонта оптимально использовать полуавтоматическую сварку с газом.
Рекомендуемые проволоки:
AWS ER70S-3
ER70S-6
Рекомендуемые проволоки:
AWS ER70S-3
ER70S-6
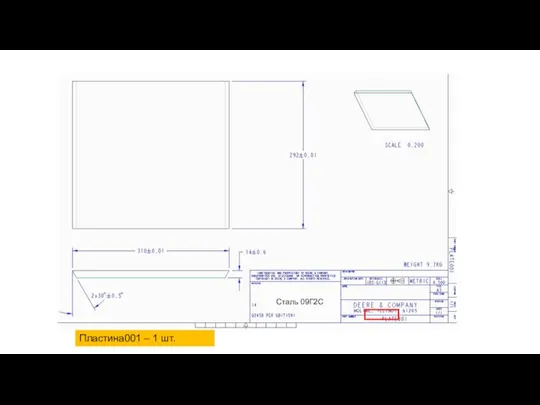
Пластина001 – 1 шт.
Сталь 09Г2С
Пластина001 – 1 шт.
Сталь 09Г2С
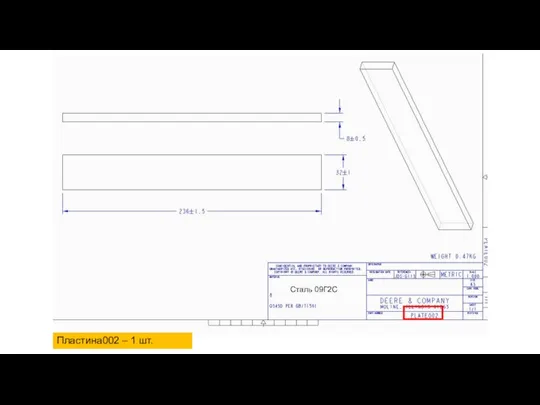
Пластина002 – 1 шт.
Сталь 09Г2С
Пластина002 – 1 шт.
Сталь 09Г2С
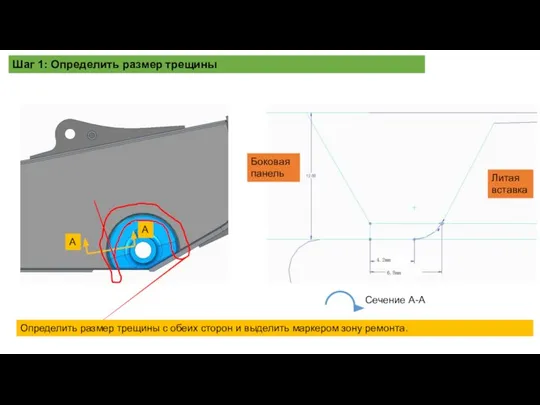
Шаг 1: Определить размер трещины
A
A
Сечение A-A
Определить размер трещины с обеих сторон
Шаг 1: Определить размер трещины
A
A
Сечение A-A
Определить размер трещины с обеих сторон
M
N
Пример
Пример: Обнаружена трещина M-N. Пометить маркером трещину.
M
N
Пример
Пример: Обнаружена трещина M-N. Пометить маркером трещину.
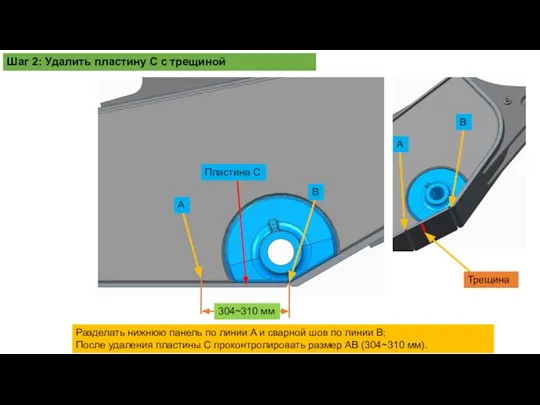
Разделать нижнюю панель по линии A и сварной шов по линии
Разделать нижнюю панель по линии A и сварной шов по линии
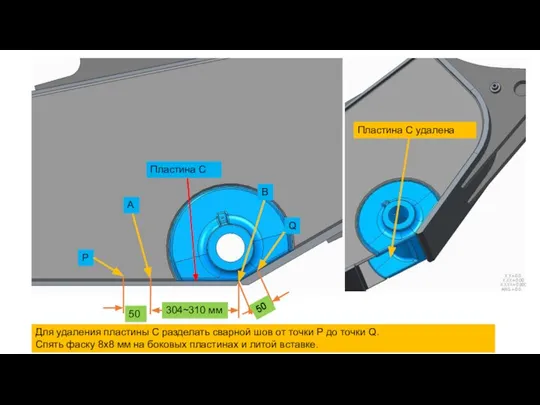
Для удаления пластины С разделать сварной шов от точки P до
Для удаления пластины С разделать сварной шов от точки P до
A
A
B
B
C
C
Сечение C-C
Сечение A-A
Сечение B-B
8
8
A
A
B
B
C
C
Сечение C-C
Сечение A-A
Сечение B-B
8
8
14 мм
60
90
14 мм
Снять фаски А и В, как показано.
Проконтролировать размер АВ
14 мм
60
90
14 мм
Снять фаски А и В, как показано.
Проконтролировать размер АВ

Произвести разделку трещины по шву (M-N), удалить сварной шов , удалить
Произвести разделку трещины по шву (M-N), удалить сварной шов , удалить

Пластина002
50 мм
50 мм
Поместить пластину002 на нижнюю панель, приварить на прихватки, как
Пластина002
50 мм
50 мм
Поместить пластину002 на нижнюю панель, приварить на прихватки, как
Пластина 001
2.5~6.5 мм
2.5~6.5 мм
Установить пластину001, как показано.
Пластина 001
2.5~6.5 мм
2.5~6.5 мм
Установить пластину001, как показано.
50 мм
50 мм
Пластина001
Приварить на прихватки пластину001как показано на рисунке, с левой
50 мм
50 мм
Пластина001
Приварить на прихватки пластину001как показано на рисунке, с левой
Шаг 4: Проварить
Сварка №2
Сварка №3
Сварка №4
Шаг 4: Проварить
Сварка №2
Сварка №3
Сварка №4
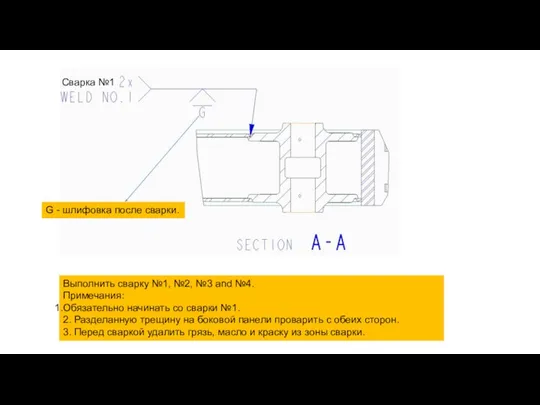
Выполнить сварку №1, №2, №3 and №4.
Примечания:
Обязательно начинать со сварки №1.
2.
Выполнить сварку №1, №2, №3 and №4.
Примечания:
Обязательно начинать со сварки №1.
2.
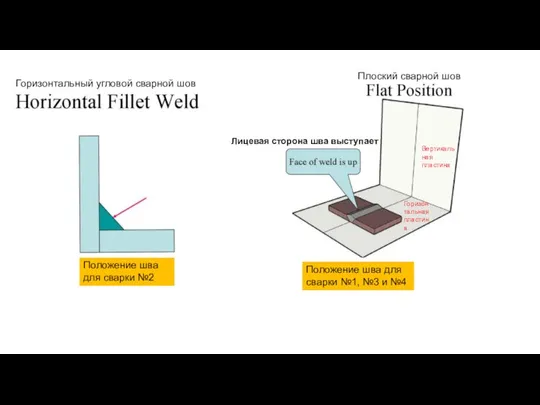
Положение шва для сварки №2
Положение шва для сварки №1, №3 и
Положение шва для сварки №2
Положение шва для сварки №1, №3 и
 Сортировка массивов
Сортировка массивов Программирование на языке C++
Программирование на языке C++ Тадж-Махал
Тадж-Махал Механические передачи
Механические передачи Тест с кнопками
Тест с кнопками Презентация на тему "МОУ Меленковская средняя общеобразовательная школа № 1" - скачать презентации по Педагогике
Презентация на тему "МОУ Меленковская средняя общеобразовательная школа № 1" - скачать презентации по Педагогике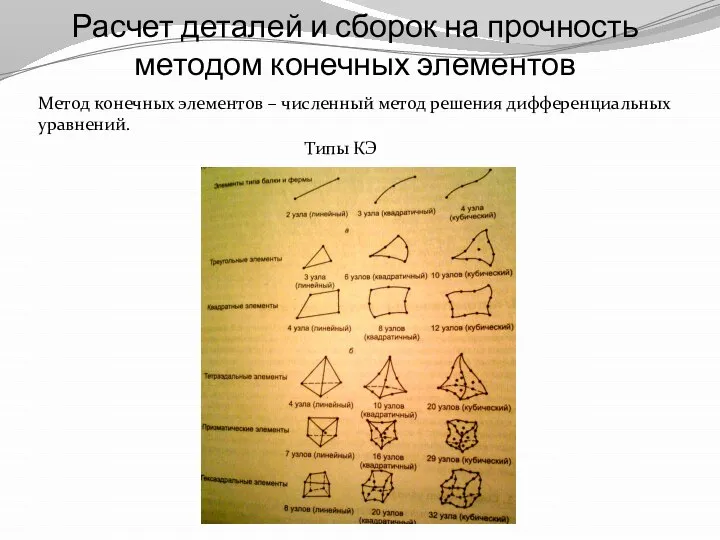 Расчет деталей и сборок на прочность методом конечных элементов
Расчет деталей и сборок на прочность методом конечных элементов Тарас Григорович Шевченко (1814-1861)
Тарас Григорович Шевченко (1814-1861) Анимационная программа «Песочные сказки» – программа проведения детского дня рождения
Анимационная программа «Песочные сказки» – программа проведения детского дня рождения Методи визначення якості
Методи визначення якості Управляющие конструкции языка С
Управляющие конструкции языка С Мы готовим детей к неизвестным профессиям будущего
Мы готовим детей к неизвестным профессиям будущего Правовая охрана объектов промышленной собственности
Правовая охрана объектов промышленной собственности Классный час автор: Т.В. Алексеева педагог - психолог
Классный час автор: Т.В. Алексеева педагог - психолог  Червячные передачи
Червячные передачи Патология эндокринной системы
Патология эндокринной системы  Materiale de constructii. Amestecuri uscate
Materiale de constructii. Amestecuri uscate Город Симферополь. Домашнее задание для старшей логопедической группы
Город Симферополь. Домашнее задание для старшей логопедической группы Экзамен по ПМ 01. Билет № 1. Классификация и назначение грузоподъемных машин
Экзамен по ПМ 01. Билет № 1. Классификация и назначение грузоподъемных машин Тест №2. Состав слова - презентация для начальной школы_
Тест №2. Состав слова - презентация для начальной школы_ Задачи
Задачи Виды деформации. Методы определения твердости
Виды деформации. Методы определения твердости Программа Б.М.Неменского Изобразительное искусство и художественный труд 4 класс (1- 4)3 четверть. Искусство народов гор и степей И
Программа Б.М.Неменского Изобразительное искусство и художественный труд 4 класс (1- 4)3 четверть. Искусство народов гор и степей И История кинематографа Материалы к уроку изобразительного искусства в 9 классе по программе Б.Неменского
История кинематографа Материалы к уроку изобразительного искусства в 9 классе по программе Б.Неменского  История медицины как наука и предмет преподавания. Врачевание в первобытном обществе и Древнем мире. Муравьева Валентина Никола
История медицины как наука и предмет преподавания. Врачевание в первобытном обществе и Древнем мире. Муравьева Валентина Никола Белорусский государственный университет Оценка эффективности функционирования свободных экономических зон Республики Бела
Белорусский государственный университет Оценка эффективности функционирования свободных экономических зон Республики Бела Безпечний інтернет
Безпечний інтернет Глава над разделенным Телом. Марк Эфесский и православное понимание единства Церкви
Глава над разделенным Телом. Марк Эфесский и православное понимание единства Церкви