- Лазерное осаждение тонких пленок

Содержание
- 2. ЛАЗЕРНАЯ ТЕХНОЛОГИЯ ПОЛУПРОВОДНИКОВ. Уровень основных операций. Лазерное осаждение тонких пленок. Наибольшее развитие как с научной, так
- 3. Уровень основных операций. Лазерное осаждение тонких пленок. Схема установки для ЛВЭ. Лазерное излучение от импульсного лазера
- 4. Уровень основных операций. Лазерное осаждение тонких пленок. Для получения высококачественных лазерных конденсатов n-GaAs и n-InSb на
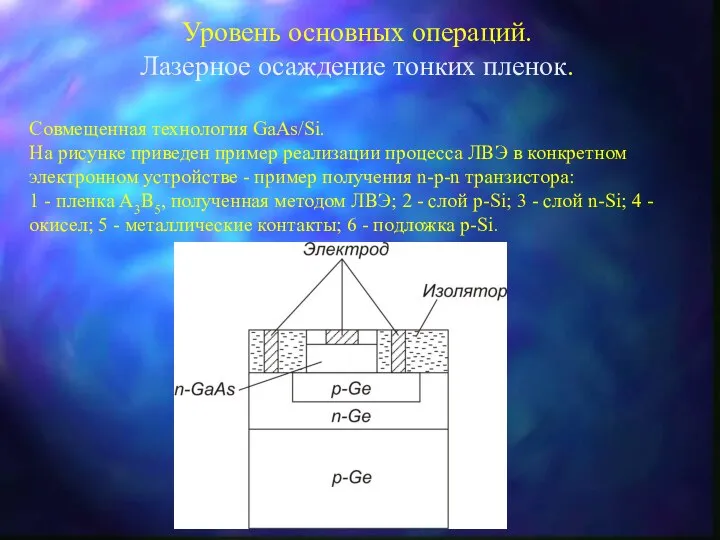
- 5. Уровень основных операций. Лазерное осаждение тонких пленок. Совмещенная технология GaAs/Si. На рисунке приведен пример реализации процесса
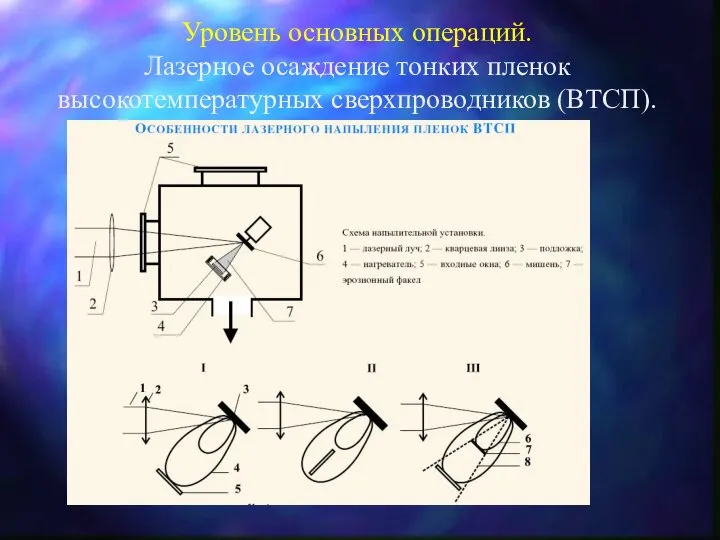
- 6. Уровень основных операций. Лазерное осаждение тонких пленок высокотемпературных сверхпроводников (ВТСП).
- 7. Уровень основных операций. Лазерное осаждение тонких ВТСП- пленок .
- 8. Уровень основных операций. Лазерное осаждение тонких ВТСП- пленок.
- 9. Уровень завершающих операций. Лазерное скрайбирование. Скрайбирование заключается в нанесении рисок на рабочую повepxность полупроводниковой пластины с
- 10. Уровень завершающих операций. Лазерное скрайбирование. Серийная установка для лазерного скрайбирования состоит из лазера, оптической системы для
- 11. Уровень завершающих операций. Маркировка. В настоящее время существуют два способа лазерной маркировки: сфокусированным пучком и широким
- 13. Скачать презентацию
ЛАЗЕРНАЯ ТЕХНОЛОГИЯ ПОЛУПРОВОДНИКОВ.
Уровень основных операций.
Лазерное осаждение тонких пленок.
Наибольшее развитие как с
ЛАЗЕРНАЯ ТЕХНОЛОГИЯ ПОЛУПРОВОДНИКОВ.
Уровень основных операций.
Лазерное осаждение тонких пленок.
Наибольшее развитие как с

Уровень основных операций.
Лазерное осаждение тонких пленок.
Схема установки для ЛВЭ. Лазерное излучение
Уровень основных операций.
Лазерное осаждение тонких пленок.
Схема установки для ЛВЭ. Лазерное излучение
Уровень основных операций.
Лазерное осаждение тонких пленок.
Для получения высококачественных лазерных конденсатов n-GaAs
Уровень основных операций.
Лазерное осаждение тонких пленок.
Для получения высококачественных лазерных конденсатов n-GaAs
Уровень основных операций.
Лазерное осаждение тонких пленок.
Совмещенная технология GaAs/Si.
На рисунке приведен
Уровень основных операций.
Лазерное осаждение тонких пленок.
Совмещенная технология GaAs/Si.
На рисунке приведен
Уровень основных операций.
Лазерное осаждение тонких пленок высокотемпературных сверхпроводников (ВТСП).
Уровень основных операций.
Лазерное осаждение тонких пленок высокотемпературных сверхпроводников (ВТСП).
Уровень основных операций.
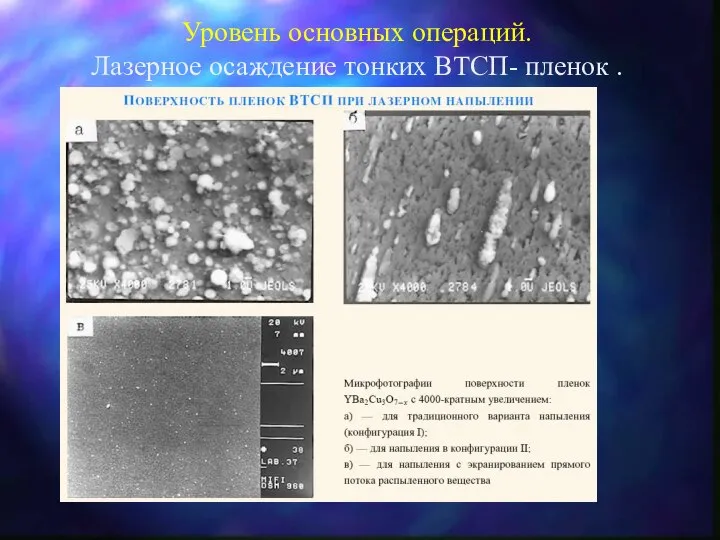
Лазерное осаждение тонких ВТСП- пленок .
Уровень основных операций.
Лазерное осаждение тонких ВТСП- пленок .
Уровень основных операций.
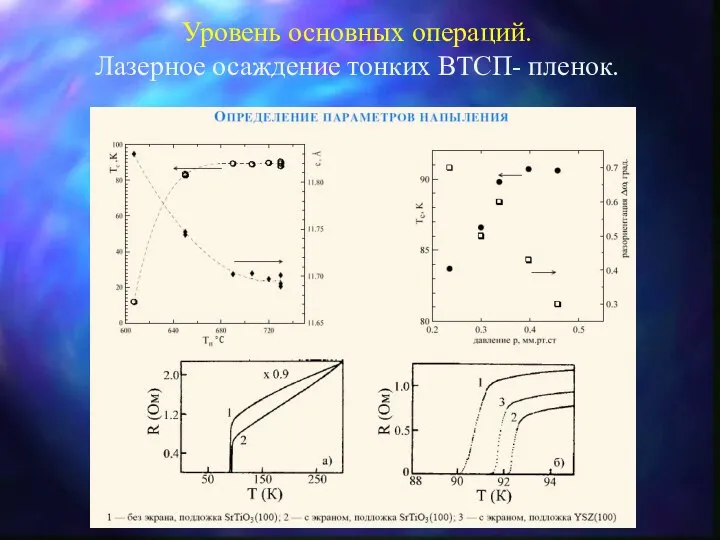
Лазерное осаждение тонких ВТСП- пленок.
Уровень основных операций.
Лазерное осаждение тонких ВТСП- пленок.
Уровень завершающих операций.
Лазерное скрайбирование.
Скрайбирование заключается в нанесении рисок на рабочую повepxность
Уровень завершающих операций.
Лазерное скрайбирование.
Скрайбирование заключается в нанесении рисок на рабочую повepxность
Уровень завершающих операций.
Лазерное скрайбирование.
Серийная установка для лазерного скрайбирования состоит из лазера,
Уровень завершающих операций.
Лазерное скрайбирование.
Серийная установка для лазерного скрайбирования состоит из лазера,
Уровень завершающих операций.
Маркировка.
В настоящее время существуют два способа лазерной маркировки:
Уровень завершающих операций.
Маркировка.
В настоящее время существуют два способа лазерной маркировки:
 Основы логики
Основы логики соединение костей
соединение костей Преимущества и недостатки объектно-ориентированного программирования (ООП)
Преимущества и недостатки объектно-ориентированного программирования (ООП) Особенности формирования и использования финансовых ресурсов некоммерческих организаций Подготовила: Бондарева Е. Д., гр. МЭ-101
Особенности формирования и использования финансовых ресурсов некоммерческих организаций Подготовила: Бондарева Е. Д., гр. МЭ-101 Человек-человек Страховой агент
Человек-человек Страховой агент Структури даних. Масиви
Структури даних. Масиви Иридодиагностика-10
Иридодиагностика-10 Биочипы в медицине
Биочипы в медицине Схема тепловых расчетов для конкретной экспериментальной установки
Схема тепловых расчетов для конкретной экспериментальной установки Выход из конфликта
Выход из конфликта Презентацию подготовил ученик 8 класса Ерошенко Григорий
Презентацию подготовил ученик 8 класса Ерошенко Григорий Естественные препятствия и их категорирование
Естественные препятствия и их категорирование Керечан Ганни Іванівни - презентация для начальной школы
Керечан Ганни Іванівни - презентация для начальной школы Коллективный план работ при разработке сайта
Коллективный план работ при разработке сайта Флаги сигнала
Флаги сигнала Eigenes spiel
Eigenes spiel Бытовые электроприборы
Бытовые электроприборы Устройство технических средств перекачки горючего
Устройство технических средств перекачки горючего Теорема Виета (8 класс) - презентация по Алгебре_
Теорема Виета (8 класс) - презентация по Алгебре_ Международные экономические отношения и основные формы их проявления
Международные экономические отношения и основные формы их проявления лекция № 7 для студентов 1 курса, обучающихся по специальности 060101 – Лечебное дело К.п.н., доцент Шилина Н.Г. Красноярск, 2013 Тем
лекция № 7 для студентов 1 курса, обучающихся по специальности 060101 – Лечебное дело К.п.н., доцент Шилина Н.Г. Красноярск, 2013 Тем Globalisation
Globalisation AUGUSTE RENOIR (1841-1919)
AUGUSTE RENOIR (1841-1919)  Электр ортадан тепкіш сораптық қондырғы
Электр ортадан тепкіш сораптық қондырғы Средства и методы физической культуры для формирования правильной осанки детей младшего школьного возраста
Средства и методы физической культуры для формирования правильной осанки детей младшего школьного возраста 8н8па76инпиш
8н8па76инпиш Поток и циркуляция векторного поля
Поток и циркуляция векторного поля Пространственная вертикаль
Пространственная вертикаль