- Литейное производство

Содержание
- 2. 2. Направление кристаллизации при охлаждении а – правильная, б – неправильная
- 3. 3. Последовательность изготовления отливки а – чертёж отливки; б – деревянная модель отливки; в – модель
- 4. 4. Литниковая система 1 – питатель; 2 – шлакоуловитель; 3 – стояк; 4 – литниковая чаша;
- 5. 5. Схема технологического процесса изготовления отливки методом литья в песчаную форму
- 6. 6. Процесс изготовления оболочковой формы а – бункер с формовочной смесью; б – поворот бункера на
- 7. 7. Процесс литья по выплавляемым моделям А – отливка; б – прессформа; в – печь с
- 8. 8. Конструкция кокилей А – кокиль с вертикальной линией разъёма; б – неразъёмный кокиль; в –
- 9. 9. Форма для получения чугунного прокатного валка 1 – отливка прокатного волка; 2 – верхняя опока;
- 10. 10. Процесс литья под давлением I – заливка расплава; II – заливка формы под давлением; III
- 11. 11. Центробежное литьё. Центробежные машины с горизонтальною осью вращения для литья коротких (а) и длинных (б)
- 12. 12. Центробежное литьё фасонных деталей с горизонтальной (в) и вертикальной (г,д) осями вращения
- 13. 13. Получение трубы методом непрерывного литья. 6 – кристаллизатор; 7 – водяная рубашка; 8 – ковш
- 14. 14. Получение листа методом непрерывного литья 11 – тигель; 12 – водоохлаждаемая втулка; 13 – лист;
- 16. Скачать презентацию
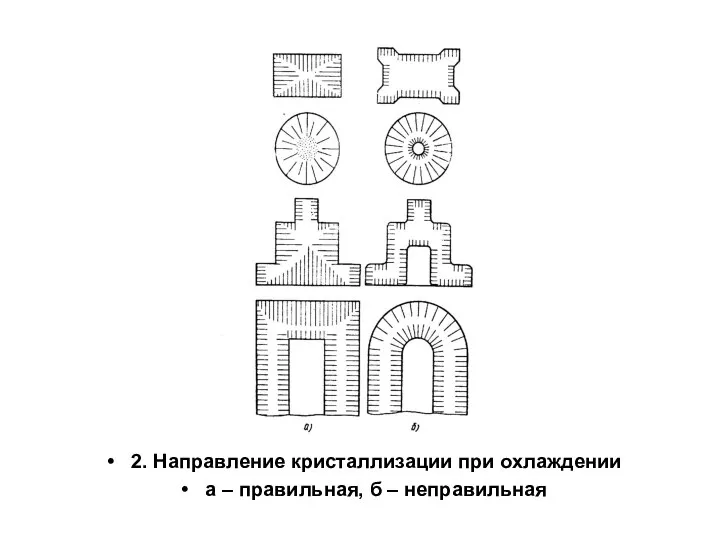
2. Направление кристаллизации при охлаждении
а – правильная, б – неправильная
2. Направление кристаллизации при охлаждении
а – правильная, б – неправильная

3. Последовательность изготовления отливки
а – чертёж отливки; б – деревянная модель
3. Последовательность изготовления отливки
а – чертёж отливки; б – деревянная модель
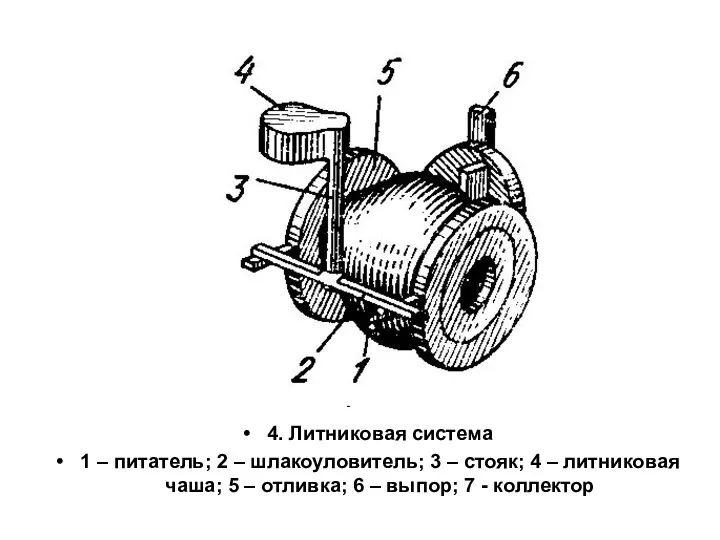
4. Литниковая система
1 – питатель; 2 – шлакоуловитель; 3 – стояк;
4. Литниковая система
1 – питатель; 2 – шлакоуловитель; 3 – стояк;
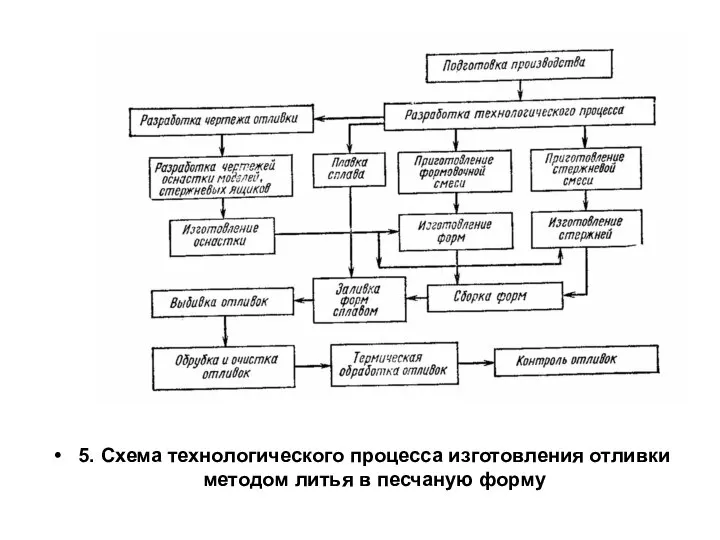
5. Схема технологического процесса изготовления отливки методом литья в песчаную форму
5. Схема технологического процесса изготовления отливки методом литья в песчаную форму
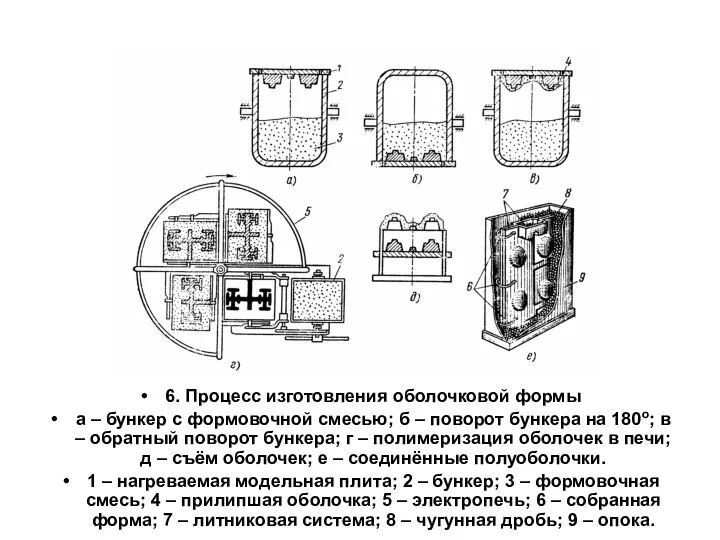
6. Процесс изготовления оболочковой формы
а – бункер с формовочной смесью; б
6. Процесс изготовления оболочковой формы
а – бункер с формовочной смесью; б
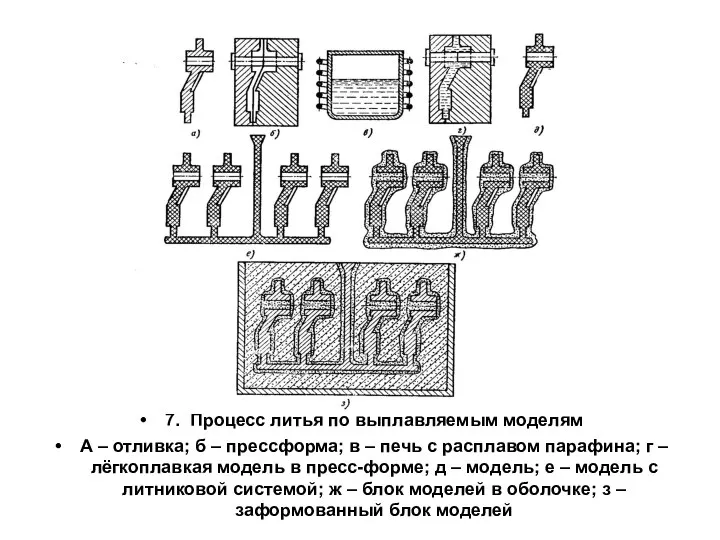
7. Процесс литья по выплавляемым моделям
А – отливка; б – прессформа;
7. Процесс литья по выплавляемым моделям
А – отливка; б – прессформа;
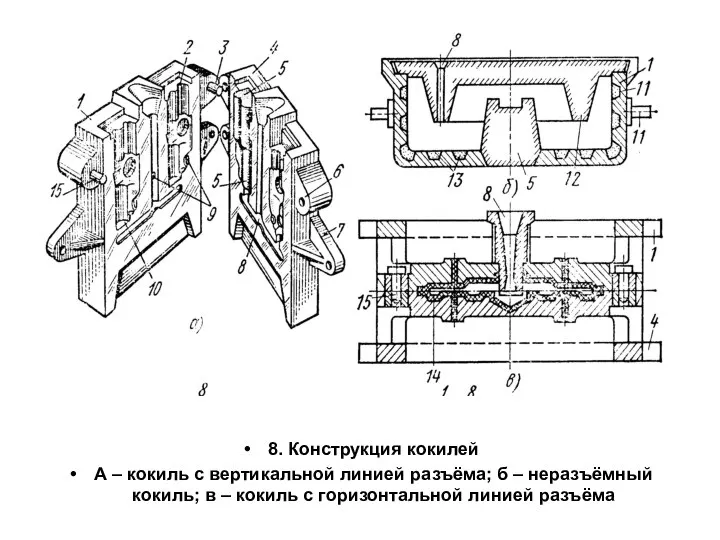
8. Конструкция кокилей
А – кокиль с вертикальной линией разъёма; б –
8. Конструкция кокилей
А – кокиль с вертикальной линией разъёма; б –
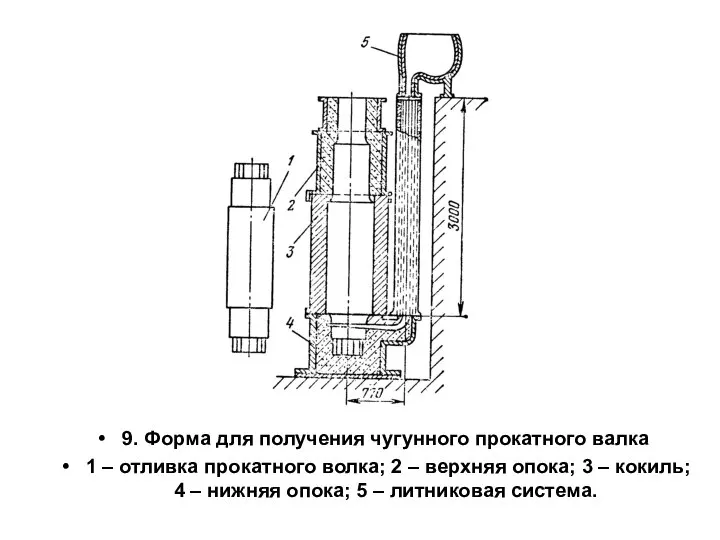
9. Форма для получения чугунного прокатного валка
1 – отливка прокатного волка;
9. Форма для получения чугунного прокатного валка
1 – отливка прокатного волка;
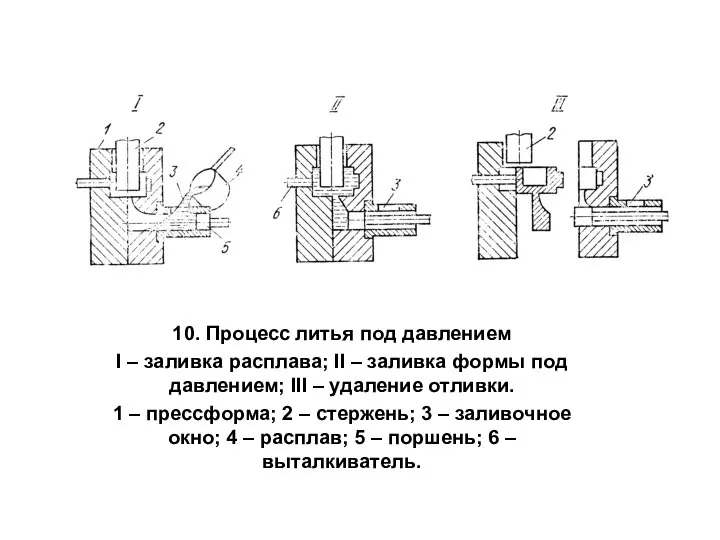
10. Процесс литья под давлением
I – заливка расплава; II – заливка
10. Процесс литья под давлением
I – заливка расплава; II – заливка
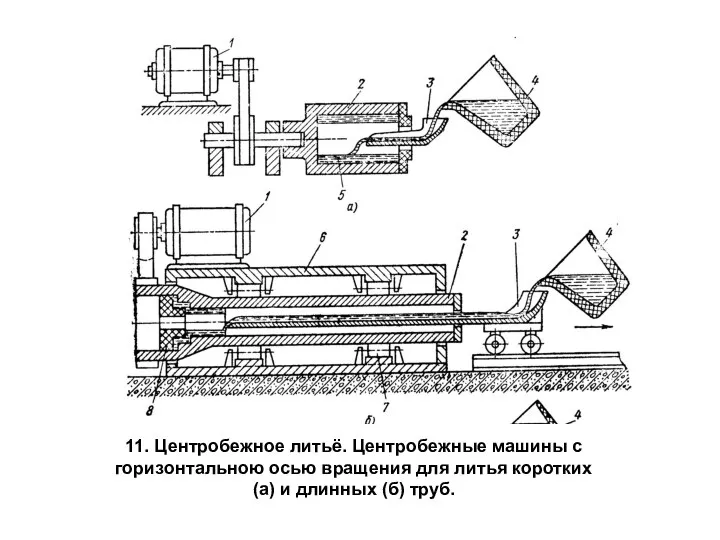
11. Центробежное литьё. Центробежные машины с горизонтальною осью вращения для литья
11. Центробежное литьё. Центробежные машины с горизонтальною осью вращения для литья
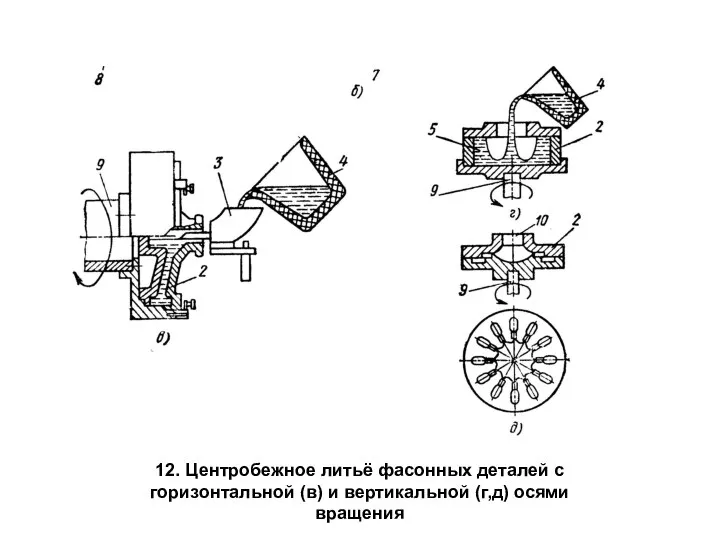
12. Центробежное литьё фасонных деталей с горизонтальной (в) и вертикальной (г,д)
12. Центробежное литьё фасонных деталей с горизонтальной (в) и вертикальной (г,д)
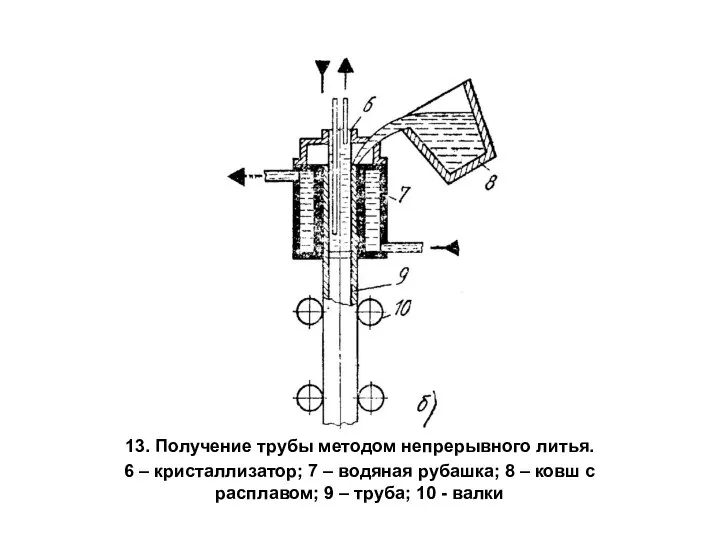
13. Получение трубы методом непрерывного литья.
6 – кристаллизатор; 7 – водяная
13. Получение трубы методом непрерывного литья.
6 – кристаллизатор; 7 – водяная
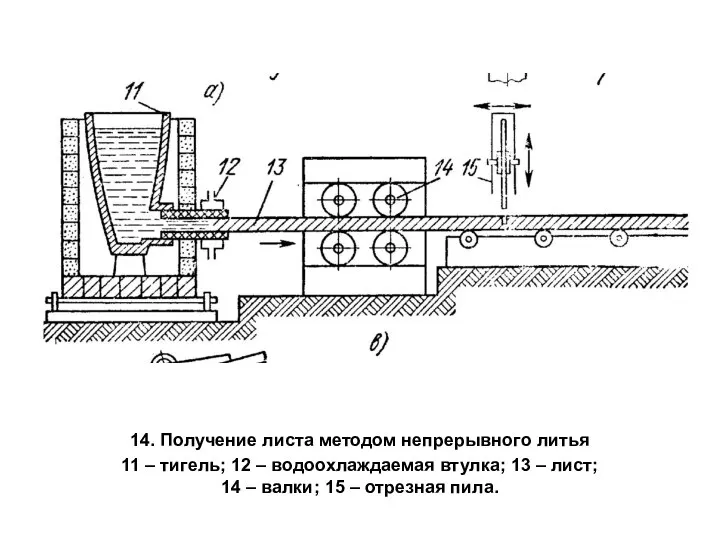
14. Получение листа методом непрерывного литья
11 – тигель; 12 – водоохлаждаемая
14. Получение листа методом непрерывного литья
11 – тигель; 12 – водоохлаждаемая
 Система питания двигателя от впрыска топлива
Система питания двигателя от впрыска топлива Ответственность за неоказание помощи больному медицинским работником
Ответственность за неоказание помощи больному медицинским работником История развития электроники
История развития электроники Боб Дилан
Боб Дилан  Ортогональные проекции плоскости
Ортогональные проекции плоскости Назначение и общий принцип функционирования коммутатора-усилителя. Усилитель мощности: назначение и технические данные. Устройст
Назначение и общий принцип функционирования коммутатора-усилителя. Усилитель мощности: назначение и технические данные. Устройст Физминутка «Две сестрицы –две руки» Компанеец Екатерина Анатольевна, учитель начальных классов Гимназии г.Лабытнанги
Физминутка «Две сестрицы –две руки» Компанеец Екатерина Анатольевна, учитель начальных классов Гимназии г.Лабытнанги Тестовые технологии в курсе Мировой художественной культуры Из опыта работы учителя МХК Туркменского района, с. Малые Ягуры А
Тестовые технологии в курсе Мировой художественной культуры Из опыта работы учителя МХК Туркменского района, с. Малые Ягуры А «Транс-Онего». Ежегодный международный зимний многодневный кайт-марафон, протяженностью 350 км, по акватории Онежского озера
«Транс-Онего». Ежегодный международный зимний многодневный кайт-марафон, протяженностью 350 км, по акватории Онежского озера Женщина в Книге Притчей Соломоновых
Женщина в Книге Притчей Соломоновых Експлуатація озброєння і військової техніки. Основні положення. (Тема 1.1)
Експлуатація озброєння і військової техніки. Основні положення. (Тема 1.1) Владилен Владимирович Фуфаров - Управляющий ОАО «СМАК»
Владилен Владимирович Фуфаров - Управляющий ОАО «СМАК» Примеры применения производной - презентация по Алгебре
Примеры применения производной - презентация по Алгебре ООО «Ника Групп». Оборудование для переработки полимерных материалов производство Китай
ООО «Ника Групп». Оборудование для переработки полимерных материалов производство Китай Лучшие люди моего Отечества
Лучшие люди моего Отечества Методическая разработка внеклассного мероприятия с мультемедийным сопровождением, посвященное «Дню смеха» КОНКУРС «Фестиваль
Методическая разработка внеклассного мероприятия с мультемедийным сопровождением, посвященное «Дню смеха» КОНКУРС «Фестиваль Единые формы протоколов технического обслуживания устройств релейной защиты и автоматики в СТО
Единые формы протоколов технического обслуживания устройств релейной защиты и автоматики в СТО Школьникам о коррупции
Школьникам о коррупции Сеть фитнес-клубов С.С.С.Р
Сеть фитнес-клубов С.С.С.Р Политика и власть
Политика и власть Территориальные споры государств
Территориальные споры государств Процедуры проведения независимой оценки квалификаций
Процедуры проведения независимой оценки квалификаций ФГАУ ВПО «Уральский Федеральный Университет им. первого президента Российской Федерации Б. Н. Ельцина Выполнил: Скуднова А.Ю., гру
ФГАУ ВПО «Уральский Федеральный Университет им. первого президента Российской Федерации Б. Н. Ельцина Выполнил: Скуднова А.Ю., гру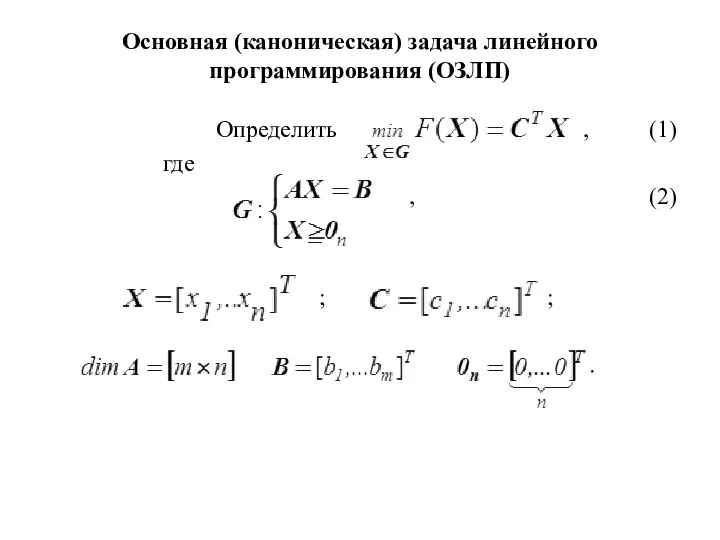 Основная (каноническая) задача линейного программирования (ОЗЛП)
Основная (каноническая) задача линейного программирования (ОЗЛП) Семинар-практикум (фрагмент конспекта) Разработка и реализация стратегии и сбалансированной системы показателей в банке Авт
Семинар-практикум (фрагмент конспекта) Разработка и реализация стратегии и сбалансированной системы показателей в банке Авт КЛАССНЫЙ ЧАС «ХОРОШИЕ РЕЧИ ПРИЯТНО СЛУШАТЬ» Цели: познакомить учащихся с основными требованиями к культуре речи, установить з
КЛАССНЫЙ ЧАС «ХОРОШИЕ РЕЧИ ПРИЯТНО СЛУШАТЬ» Цели: познакомить учащихся с основными требованиями к культуре речи, установить з Белорусы - восточнославянский народ
Белорусы - восточнославянский народ Таможенно-тарифная и торговая политика XIX века. Выполнил студент группы Ю-104 Кравцов Дмитрий
Таможенно-тарифная и торговая политика XIX века. Выполнил студент группы Ю-104 Кравцов Дмитрий