- Опиливание металла

Содержание
- 2. Цель занятия: обобщить знания о процессе опиливания металла, сформировать умение опиливания заготовок из сортового проката; способствовать
- 3. Из каких основных частей состоит слесарная ножовка?
- 4. Слесарная ножовка состоит из рамки (станка) и ножовочного полотна
- 5. Опиливание – одна из самых распространённых слесарных операций, при которой с поверхности детали напильником срезают слой
- 6. • По числу n насечек (зубьев), приходящихся на 10мм длины, напильники подразделяются на шесть классов, а
- 7. • По форме поперечного сечения напильники бывают восьми типов: плоские (остроносые и тупые), круглые, овальные, полукруглые,
- 8. Драчовый напильники применяются в тех случаях, когда с детали необходимо снять слой металла более 0,3 мм.
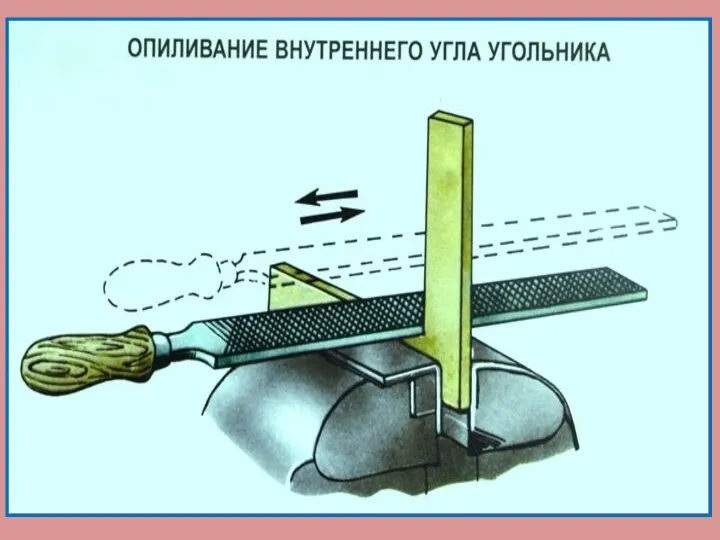
- 9. Приёмы опиливания металла Перед началом опиливания размеченную заготовку прочно зажимают в тисках. При этом поверхность обработки
- 11. СПОСОБЫ ОПИЛИВАНИЯ МЕТАЛЛА Различают несколько способов опиливания: поперечное, продольное, перекрёстное и круговое. Поперечное опиливание (а) выполняют
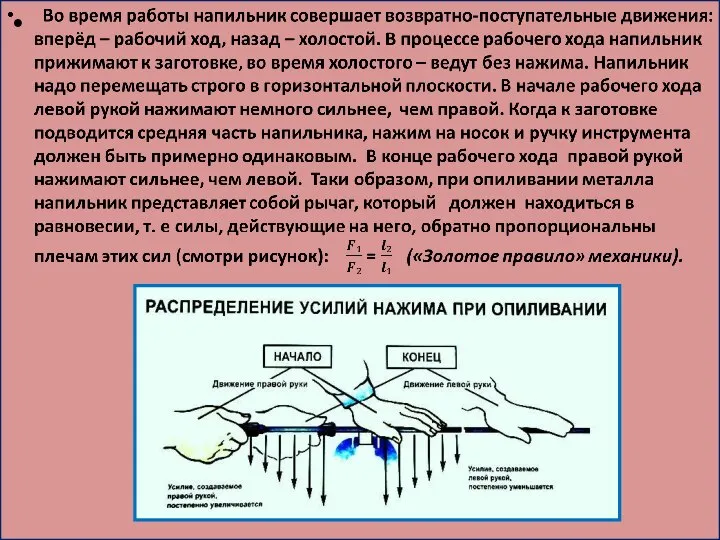
- 12. В процессе опиливания следует пользоваться контрольно-измерительным инструментом и систематически проверять размеры обрабатываемых деталей. Скорость движения напильниками
- 17. Качество опиливания проверяют линейкой или угольником на просвет (а, б). Если просвет отсутствует – поверхность ровная.
- 18. ПРАВИЛА БЕЗОПАСНОЙ РАБОТЫ ПРИ ОПИЛИВАНИИ МЕТАЛЛА 1. При опиливании заготовка должна быть надёжно закреплена в тисках.
- 19. Практическая часть Задание: 1) выправьте вырубленные заготовки (объект труда подбирается с учетом разработанной ранее технологической карты
- 20. КОНТРОЛЬНЫЕ ВОПРОСЫ 1. Что такое опиливание? 2. Какие бывают виды насечек на рабочей части напильника? Как
- 21. ПРОВЕРЬ СВОИ ЗНАНИЯ ПО ТЕМЕ «ОПИЛИВАНИЕ МЕТАЛЛА»
- 23. Скачать презентацию
Цель занятия: обобщить знания о процессе опиливания металла, сформировать умение опиливания
Цель занятия: обобщить знания о процессе опиливания металла, сформировать умение опиливания
Из каких основных частей состоит слесарная ножовка?
Слесарная ножовка состоит из рамки (станка) и ножовочного полотна
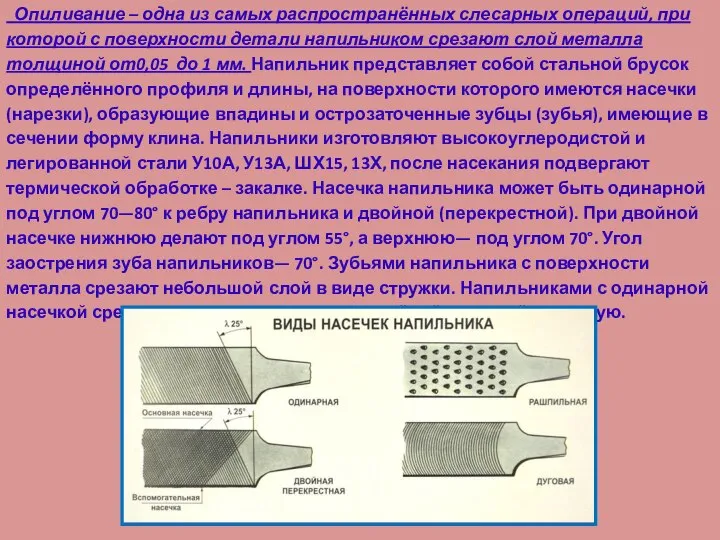
Опиливание – одна из самых распространённых слесарных операций, при которой
Опиливание – одна из самых распространённых слесарных операций, при которой
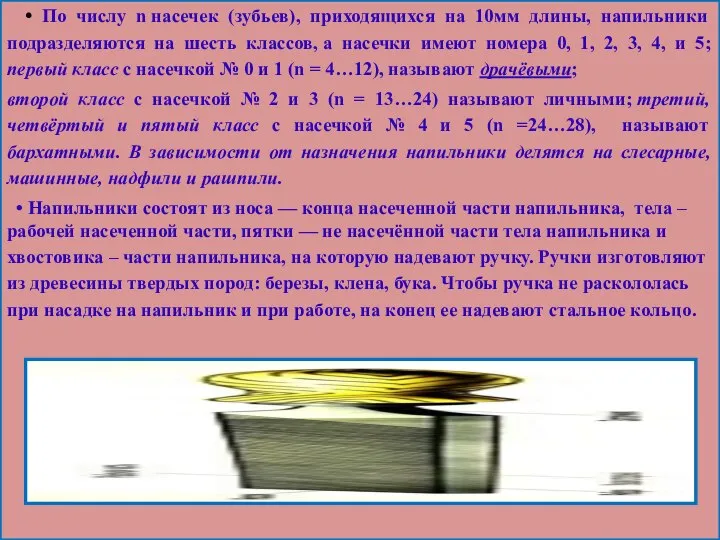
• По числу n насечек (зубьев), приходящихся на 10мм длины, напильники
• По числу n насечек (зубьев), приходящихся на 10мм длины, напильники

• По форме поперечного сечения напильники бывают восьми типов: плоские
• По форме поперечного сечения напильники бывают восьми типов: плоские
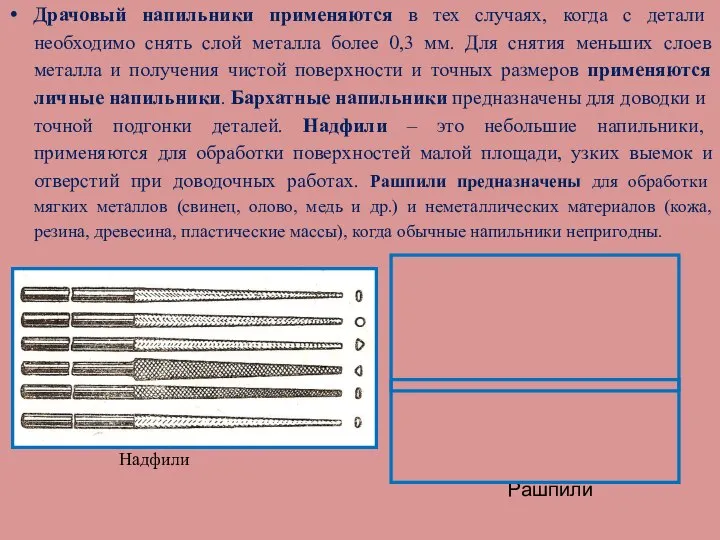
Драчовый напильники применяются в тех случаях, когда с детали необходимо снять
Драчовый напильники применяются в тех случаях, когда с детали необходимо снять

Приёмы опиливания металла
Перед началом опиливания размеченную заготовку прочно зажимают в
Приёмы опиливания металла
Перед началом опиливания размеченную заготовку прочно зажимают в

СПОСОБЫ ОПИЛИВАНИЯ МЕТАЛЛА
Различают несколько способов опиливания: поперечное, продольное, перекрёстное и
СПОСОБЫ ОПИЛИВАНИЯ МЕТАЛЛА
Различают несколько способов опиливания: поперечное, продольное, перекрёстное и
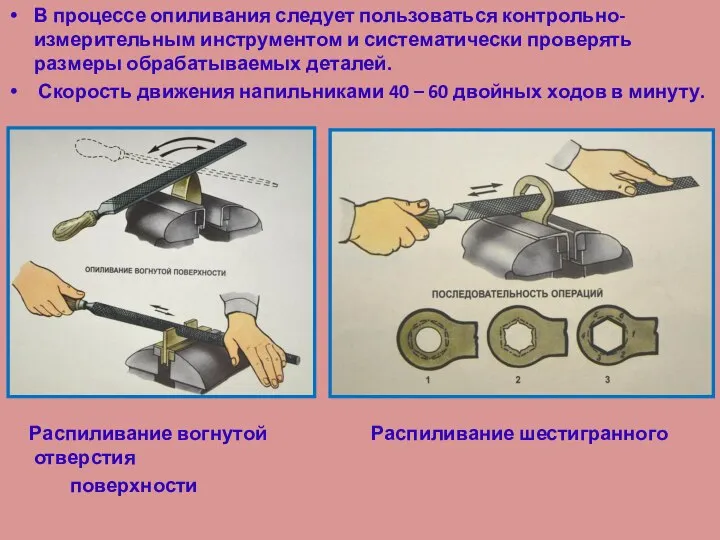
В процессе опиливания следует пользоваться контрольно-измерительным инструментом и систематически проверять размеры
В процессе опиливания следует пользоваться контрольно-измерительным инструментом и систематически проверять размеры

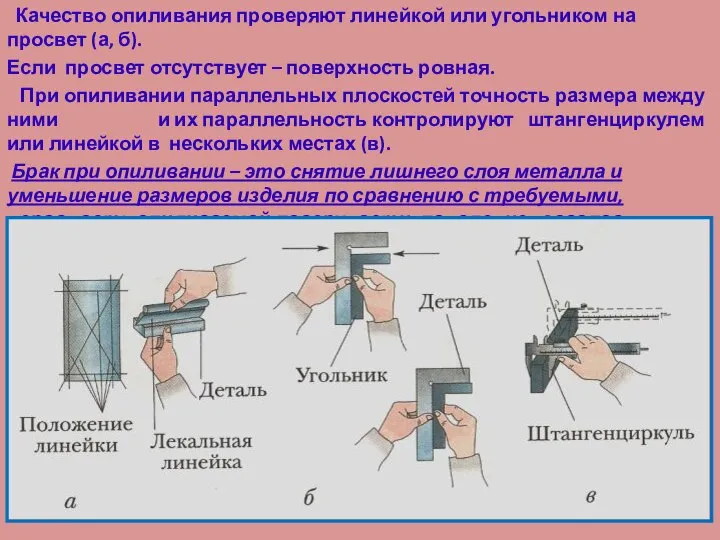
Качество опиливания проверяют линейкой или угольником на просвет (а, б).
Если
Качество опиливания проверяют линейкой или угольником на просвет (а, б).
Если

ПРАВИЛА БЕЗОПАСНОЙ РАБОТЫ ПРИ ОПИЛИВАНИИ МЕТАЛЛА
1. При опиливании заготовка должна быть
ПРАВИЛА БЕЗОПАСНОЙ РАБОТЫ ПРИ ОПИЛИВАНИИ МЕТАЛЛА
1. При опиливании заготовка должна быть
Практическая часть
Задание:
1) выправьте вырубленные заготовки (объект труда подбирается с учетом
Практическая часть
Задание:
1) выправьте вырубленные заготовки (объект труда подбирается с учетом
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Что такое опиливание?
2. Какие бывают виды
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Что такое опиливание?
2. Какие бывают виды
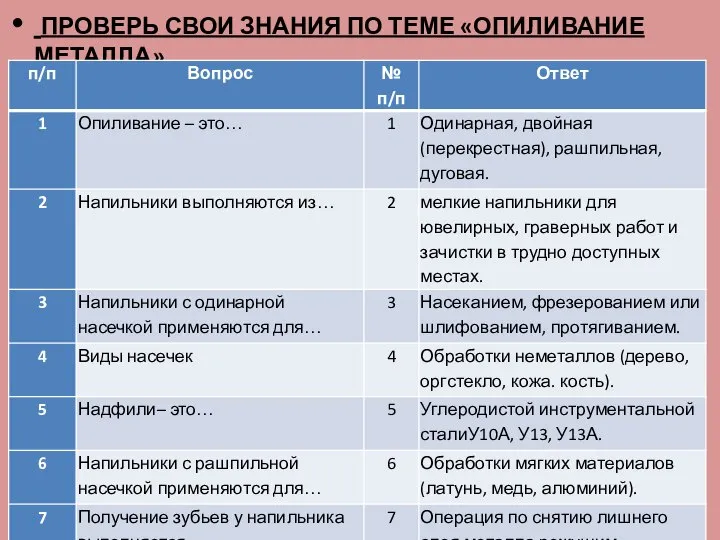
ПРОВЕРЬ СВОИ ЗНАНИЯ ПО ТЕМЕ «ОПИЛИВАНИЕ МЕТАЛЛА»
ПРОВЕРЬ СВОИ ЗНАНИЯ ПО ТЕМЕ «ОПИЛИВАНИЕ МЕТАЛЛА»
 Результативность и эффективность консультирования
Результативность и эффективность консультирования Слоган капсулы: Тренируйся с UMBRO
Слоган капсулы: Тренируйся с UMBRO «КРАСОТА РУССКОГО ЖЕНСКОГО КОСТЮМА» Апрель, 2009 г.
«КРАСОТА РУССКОГО ЖЕНСКОГО КОСТЮМА» Апрель, 2009 г. И.С.Тургенев (1818-1883)
И.С.Тургенев (1818-1883) National holidays of Kyrgyzstan
National holidays of Kyrgyzstan ТЕХНОЛОГИЯ ПРОИЗВОДСТВА МЯСНЫХ КОНСЕРВОВ. КРИТИЧЕСКИЕ ТОЧКИ ХАССП ПРИ ПРОИЗВОДСТАЕ МЯСНЫХ КОНСЕРВОВ
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА МЯСНЫХ КОНСЕРВОВ. КРИТИЧЕСКИЕ ТОЧКИ ХАССП ПРИ ПРОИЗВОДСТАЕ МЯСНЫХ КОНСЕРВОВ Express.js
Express.js Микрорайон. Концепция реновации квартала
Микрорайон. Концепция реновации квартала Язык программирования Object Pascal. Общий обзор
Язык программирования Object Pascal. Общий обзор Игры с экологическим содержанием на занятиях по татарскому языку в детском саду
Игры с экологическим содержанием на занятиях по татарскому языку в детском саду Технологічні засоби та забезпечення для побудови інформаційних систем на підприємствах
Технологічні засоби та забезпечення для побудови інформаційних систем на підприємствах Воспаление
Воспаление  SIMATIC RTU 3030C – самодостаточное и автономное
SIMATIC RTU 3030C – самодостаточное и автономное История возникновения столовых приборов
История возникновения столовых приборов Работа с родителями Классный руководитель 5 класса 2013 – 2014г Токарева Н. В.
Работа с родителями Классный руководитель 5 класса 2013 – 2014г Токарева Н. В. Большой теннис
Большой теннис Презентация Финансы
Презентация Финансы Производство кожаной обуви
Производство кожаной обуви Тоталитарное государство и его характеристика
Тоталитарное государство и его характеристика Электронная книга
Электронная книга Социальная политика Финляндии
Социальная политика Финляндии Презентация ГРУППА 58 СПЕЦИАЛЬНЫЕ ТКАНИ; ТАФТИНГОВЫЕ ТЕКСТИЛЬНЫЕ МАТЕPИАЛЫ; КРУЖЕВА; ГОБЕЛЕНЫ; ОТДЕЛОЧНЫЕ МАТЕРИАЛЫ; ВЫШИВКИ Подг
Презентация ГРУППА 58 СПЕЦИАЛЬНЫЕ ТКАНИ; ТАФТИНГОВЫЕ ТЕКСТИЛЬНЫЕ МАТЕPИАЛЫ; КРУЖЕВА; ГОБЕЛЕНЫ; ОТДЕЛОЧНЫЕ МАТЕРИАЛЫ; ВЫШИВКИ Подг Презентация на тему "ПРОФИЛАКТИКА ТУБЕРКУЛЕЗА" - скачать презентации по Медицине
Презентация на тему "ПРОФИЛАКТИКА ТУБЕРКУЛЕЗА" - скачать презентации по Медицине Презентация по музыке «Вербное воскресенье, вербочки» 3 класс
Презентация по музыке «Вербное воскресенье, вербочки» 3 класс Неправильное положение плода
Неправильное положение плода Система организации спортивного досуга студентов
Система организации спортивного досуга студентов Исследование алгоритмов поисковых систем, разработка системы прогнозирования позиций сайтов в результатах поисковой выдачи
Исследование алгоритмов поисковых систем, разработка системы прогнозирования позиций сайтов в результатах поисковой выдачи Использование Ассемблера в ЯВУ Соглашение о регистрах
Использование Ассемблера в ЯВУ Соглашение о регистрах