- Пайка и лужение

Содержание
- 2. Пайкой называется соединение деталей в нагретом состоянии с помощью сравнительно легкоплавкого металла, называемого припоем. Пайка широко
- 3. Для очистки поверхностей применяют зачистку напильниками, металлическими щетками, шлифовальной шкуркой и т.п. Детали, полученные обработкой резанием
- 4. ВИДЫ ШВОВ ПРИ ПАЙКЕ
- 5. Наиболее распространенные инструменты для выполнения пайки – паяльники периодического и непрерывного подогрева. Паяльники периодического подогрева молоткового
- 6. Наиболее часто для нагрева используют паяльные лампы. 1 - трубка подвода воздуха; 2 - резервуар; 3
- 7. Электрические паяльники К паяльникам непрерывного подогрева относятся электрические паяльники, позволяющие осуществлять пайку непрерывно. Они удобны в
- 8. Паяльники непрерывного действия а - газовый; б -бензиновый; 1 – рабочая часть; 2 - стержень; 3
- 9. Лужением называется процесс покрытия поверхностей металлических деталей тонким слоем расплавленного олова или оловянно-свинцовыми сплавами (припоями). Лужение
- 10. ПРИЕМЫ ПАЙКИ ЛЕГКОПЛАВКИМИ ПРИПОЯМИ После подготовки паяемых поверхностей деталей, их подгонки и скрепления приступают к пайке.
- 11. Для разжигания лампы надо налить в ванночку 3 немного бензина и поджечь его. Перед разжиганием лампы
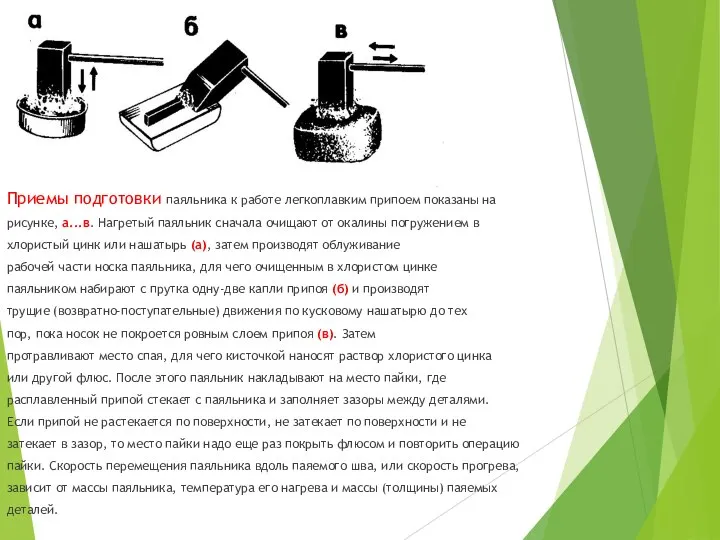
- 12. Для нагрева паяльник необходимо помещают в специальное устройство (а), следя, чтобы его рабочая часть (обушок) находилась
- 13. Приемы подготовки паяльника к работе легкоплавким припоем показаны на рисунке, а...в. Нагретый паяльник сначала очищают от
- 14. ПРИЕМЫ ПАЙКИ ЛЕГКОПЛАВКИМ ПРИПОЕМ а - протравливание места пайки с флюсом (хлористым цинком); б - нанесение
- 15. Если припой не заполняет зазор шва, а тянется за паяльником или превращается в кашеобразную массу, то
- 16. Приемы пайки среднеплавкими и тугоплавкими припоями Подготовка деталей для пайки тугоплавкими припоями такая же, как и
- 17. Приемы работ заключаются в следующем: перед напайкой пластины место спая обезжиривают и покрывают флюсом, на державку
- 18. ЛУЖЕНИЕ РАСТИРАНИЕМ И ПОГРУЖЕНИЕМ При лужении растиранием деталь зачищают напильником, шабером или шлифовальной шкуркой до равномерного
- 19. Когда припой от соприкосновения с нагретой поверхностью детали начнет плавиться, его сразу растирают паклей или холщовой
- 20. ЛУЖЕНИЕ ПОГРУЖАНИЕМ Заключается в том, что очищенную и протравленную деталь сначала погружают на 1 мин в
- 21. Припой нагревают в ванне до температуры 270...3000С, насыпая на его поверхность мелкие кусочки древесного угля, что
- 22. ТЕХНИКА БЕЗОПАСНОСТИ При пайке и лужении необходимо обращать внимание на соблюдение правил техники безопасности. Все работы,
- 24. Скачать презентацию
Пайкой называется соединение деталей в нагретом
состоянии с помощью сравнительно легкоплавкого
металла, называемого припоем.
Пайкой называется соединение деталей в нагретом
состоянии с помощью сравнительно легкоплавкого
металла, называемого припоем.
Для очистки поверхностей применяют зачистку напильниками,
металлическими щетками, шлифовальной шкуркой и т.п.
Для очистки поверхностей применяют зачистку напильниками,
металлическими щетками, шлифовальной шкуркой и т.п.

ВИДЫ ШВОВ ПРИ ПАЙКЕ
ВИДЫ ШВОВ ПРИ ПАЙКЕ
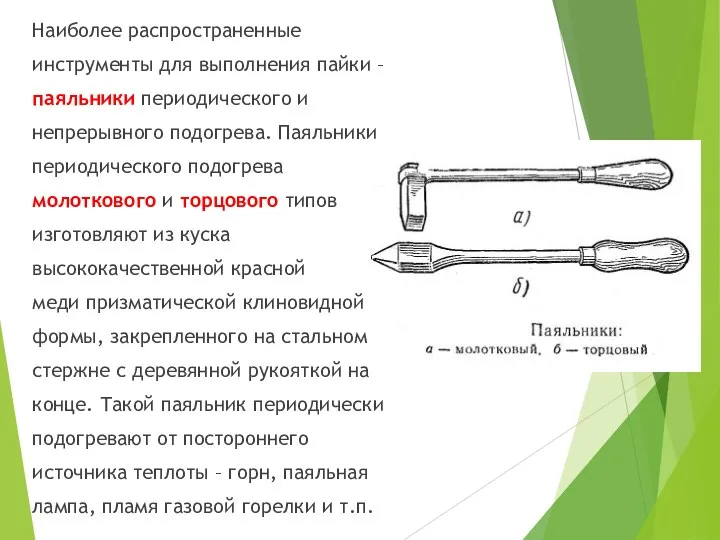
Наиболее распространенные
инструменты для выполнения пайки –
паяльники периодического и
непрерывного подогрева. Паяльники
периодического подогрева
молоткового
Наиболее распространенные
инструменты для выполнения пайки –
паяльники периодического и
непрерывного подогрева. Паяльники
периодического подогрева
молоткового

Наиболее часто для
нагрева используют
паяльные лампы.
1 - трубка подвода воздуха;
2 -
Наиболее часто для
нагрева используют
паяльные лампы.
1 - трубка подвода воздуха;
2 -

Электрические паяльники
К паяльникам непрерывного подогрева относятся
электрические паяльники, позволяющие осуществлять
пайку непрерывно.
Электрические паяльники
К паяльникам непрерывного подогрева относятся
электрические паяльники, позволяющие осуществлять
пайку непрерывно.

Паяльники непрерывного действия
а - газовый;
б -бензиновый;
1 – рабочая
часть;
2 - стержень;
3 -
Паяльники непрерывного действия
а - газовый;
б -бензиновый;
1 – рабочая
часть;
2 - стержень;
3 -

Лужением называется процесс покрытия
поверхностей металлических деталей тонким слоем
расплавленного олова или оловянно-свинцовыми
сплавами (припоями).
Лужением называется процесс покрытия
поверхностей металлических деталей тонким слоем
расплавленного олова или оловянно-свинцовыми
сплавами (припоями).
ПРИЕМЫ ПАЙКИ ЛЕГКОПЛАВКИМИ ПРИПОЯМИ
После подготовки паяемых поверхностей деталей, их
подгонки и скрепления
ПРИЕМЫ ПАЙКИ ЛЕГКОПЛАВКИМИ ПРИПОЯМИ
После подготовки паяемых поверхностей деталей, их
подгонки и скрепления

Для разжигания лампы надо
налить в ванночку 3 немного
бензина и поджечь его.
Для разжигания лампы надо
налить в ванночку 3 немного
бензина и поджечь его.

Для нагрева паяльник необходимо
помещают в специальное
устройство (а), следя,
чтобы его рабочая
часть (обушок)
находилась
Для нагрева паяльник необходимо
помещают в специальное
устройство (а), следя,
чтобы его рабочая
часть (обушок)
находилась
Приемы подготовки паяльника к работе легкоплавким припоем показаны на
рисунке, а...в. Нагретый
Приемы подготовки паяльника к работе легкоплавким припоем показаны на
рисунке, а...в. Нагретый

ПРИЕМЫ ПАЙКИ ЛЕГКОПЛАВКИМ ПРИПОЕМ
а - протравливание места
пайки с флюсом
(хлористым цинком);
б - нанесение припоя
ПРИЕМЫ ПАЙКИ ЛЕГКОПЛАВКИМ ПРИПОЕМ
а - протравливание места
пайки с флюсом
(хлористым цинком);
б - нанесение припоя

Если припой не заполняет зазор шва, а тянется за паяльником или
Если припой не заполняет зазор шва, а тянется за паяльником или

Приемы пайки среднеплавкими и тугоплавкими припоями
Подготовка деталей для пайки тугоплавкими припоями
Приемы пайки среднеплавкими и тугоплавкими припоями
Подготовка деталей для пайки тугоплавкими припоями

Приемы работ заключаются в
следующем: перед напайкой
пластины место спая
обезжиривают и покрывают
флюсом, на
Приемы работ заключаются в
следующем: перед напайкой
пластины место спая
обезжиривают и покрывают
флюсом, на

ЛУЖЕНИЕ РАСТИРАНИЕМ И ПОГРУЖЕНИЕМ
При лужении растиранием деталь
зачищают напильником, шабером
или шлифовальной шкуркой
ЛУЖЕНИЕ РАСТИРАНИЕМ И ПОГРУЖЕНИЕМ
При лужении растиранием деталь
зачищают напильником, шабером
или шлифовальной шкуркой

Когда припой от соприкосновения с
нагретой поверхностью детали начнет
плавиться, его сразу растирают
Когда припой от соприкосновения с
нагретой поверхностью детали начнет
плавиться, его сразу растирают

ЛУЖЕНИЕ ПОГРУЖАНИЕМ
Заключается в том, что очищенную и
протравленную деталь сначала погружают
на 1
ЛУЖЕНИЕ ПОГРУЖАНИЕМ
Заключается в том, что очищенную и
протравленную деталь сначала погружают
на 1
Припой нагревают в ванне до температуры 270...3000С,
насыпая на его поверхность мелкие
Припой нагревают в ванне до температуры 270...3000С,
насыпая на его поверхность мелкие

ТЕХНИКА БЕЗОПАСНОСТИ
При пайке и лужении необходимо обращать внимание на
соблюдение правил техники
ТЕХНИКА БЕЗОПАСНОСТИ
При пайке и лужении необходимо обращать внимание на
соблюдение правил техники
 «Кто в Африке живёт» Подготовила ученица 1 класса «Д» МОУ «СОШ №40» г
«Кто в Африке живёт» Подготовила ученица 1 класса «Д» МОУ «СОШ №40» г Права, обязанности и ответственность несовершеннолетних
Права, обязанности и ответственность несовершеннолетних Казахская национальная свадебная одежда
Казахская национальная свадебная одежда Регистрация объектов промышленной собственности в Роспатенте за 2009-2013 годы Выполнил: студент группы ДС-04 Епифанова Евгения
Регистрация объектов промышленной собственности в Роспатенте за 2009-2013 годы Выполнил: студент группы ДС-04 Епифанова Евгения Келдыш Мстислав Всеволодович (1911-1978), Ильюшин Сергей Владимирович (1894-1977)
Келдыш Мстислав Всеволодович (1911-1978), Ильюшин Сергей Владимирович (1894-1977) Презентация Обеспечение экономической безопасности на рынке услуг в РФ
Презентация Обеспечение экономической безопасности на рынке услуг в РФ Формы и типы государств. Лекция № 3
Формы и типы государств. Лекция № 3 Примитивные - презентация для начальной школы_
Примитивные - презентация для начальной школы_ Серия бесед по Евангелию от Матфея
Серия бесед по Евангелию от Матфея Презентация "Жилища народов мира" - скачать презентации по МХК
Презентация "Жилища народов мира" - скачать презентации по МХК В УМК «Начальная школа XXI века» реализован основной принцип обучения: начальная школа должна быть природосообразной, то есть соотв
В УМК «Начальная школа XXI века» реализован основной принцип обучения: начальная школа должна быть природосообразной, то есть соотв Презентация Анализ мяса птицы в России и за рубежом
Презентация Анализ мяса птицы в России и за рубежом  Презентация на тему "Изобразительное искусство барокко"
Презентация на тему "Изобразительное искусство барокко" Металлический каркас одноэтажного промышленного здания
Металлический каркас одноэтажного промышленного здания Реакция якоря в генераторах постоянного тока и способы её устранения. Коммутация в машинах постоянного тока
Реакция якоря в генераторах постоянного тока и способы её устранения. Коммутация в машинах постоянного тока Устройство, неисправности и ремонт источников электроэнергии (аккумулятор, генератор) автомобиля «Лада-калина»
Устройство, неисправности и ремонт источников электроэнергии (аккумулятор, генератор) автомобиля «Лада-калина» Асинхронные электродвигатели с фазным ротором, их достоинства и недостатки, область применения
Асинхронные электродвигатели с фазным ротором, их достоинства и недостатки, область применения Основні уявлення та рівняння
Основні уявлення та рівняння Алфавит. Таблица звуко-буквенных обозначений (продолжение)
Алфавит. Таблица звуко-буквенных обозначений (продолжение) Тема: Борьба с контрабандой редких видов животных Выполнили: К.Русакова, М. Курчина, В. Орехова, К. Подмарькова, В. Баулина
Тема: Борьба с контрабандой редких видов животных Выполнили: К.Русакова, М. Курчина, В. Орехова, К. Подмарькова, В. Баулина  Федеральное собрание Российской Федерации
Федеральное собрание Российской Федерации ВЕЛИЧЕСТВЕННЫЙ ОРГАН
ВЕЛИЧЕСТВЕННЫЙ ОРГАН Презентация "Гвидо Рени" - скачать презентации по МХК
Презентация "Гвидо Рени" - скачать презентации по МХК ОЦЕНКА ДОСТИЖЕНИЯ ПЛАНИРУЕМЫХ РЕЗУЛЬТАТОВ ПРЕДМЕТНЫЕ И МЕТАПРЕДМЕТНЫЕ ИТОГОВЫЕ РАБОТЫ
ОЦЕНКА ДОСТИЖЕНИЯ ПЛАНИРУЕМЫХ РЕЗУЛЬТАТОВ ПРЕДМЕТНЫЕ И МЕТАПРЕДМЕТНЫЕ ИТОГОВЫЕ РАБОТЫ Стажировка в Турции
Стажировка в Турции Теплопритоки к жидкому хладагенту. Лучистый теплообмен
Теплопритоки к жидкому хладагенту. Лучистый теплообмен Презентация "Презентация Развитие рынков государственных ценных бумаг" - скачать презентации по Экономике
Презентация "Презентация Развитие рынков государственных ценных бумаг" - скачать презентации по Экономике Развитие сплоченности Тренинг
Развитие сплоченности Тренинг