- Получение слитков

Содержание
- 2. Индукционная плавка 1 — выплавляемый металл; 2 — съемный свод; 3 — индуктор (500 — 2000)
- 3. Получение трубной заготовки ковка на прессе в штангу (167 ±2 мм); обрезка концов штанги; порезка штанги
- 4. Подготовка заготовки к прокатке удаление стеклосмазки ; обработка внутренней поверхности чугунными опилками; перископирование; шлифовка наружной поверхности;
- 5. Холодная прокатка холодная прокатка по маршруту 54x4,5 → 26x1,8 мм; обезжиривание; отжиг в водородной печи; шлифовка
- 6. Схема прокатки на ХПТ 1 — труба — гильза; 2 — оправка; 3 — валки
- 7. Схема прокатки на ХПТР с подвижной клетью
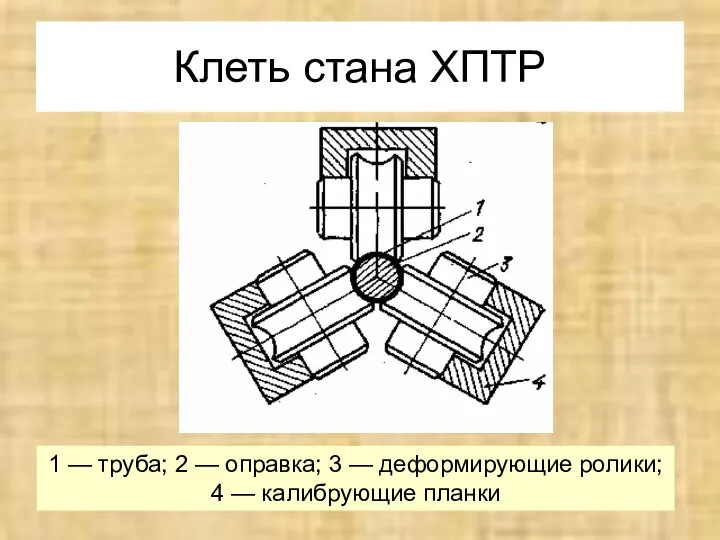
- 8. Клеть стана ХПТР 1 — труба; 2 — оправка; 3 — деформирующие ролики; 4 — калибрующие
- 9. Получение оболочки холодная прокатка по маршруту 26x1,6 мм →21x0,53 мм на ХПТР 15-30; обезжиривание; отжиг, правка;
- 10. Волочение труб 1 — труба; 2 — оправка; 3 — волока
- 12. Скачать презентацию
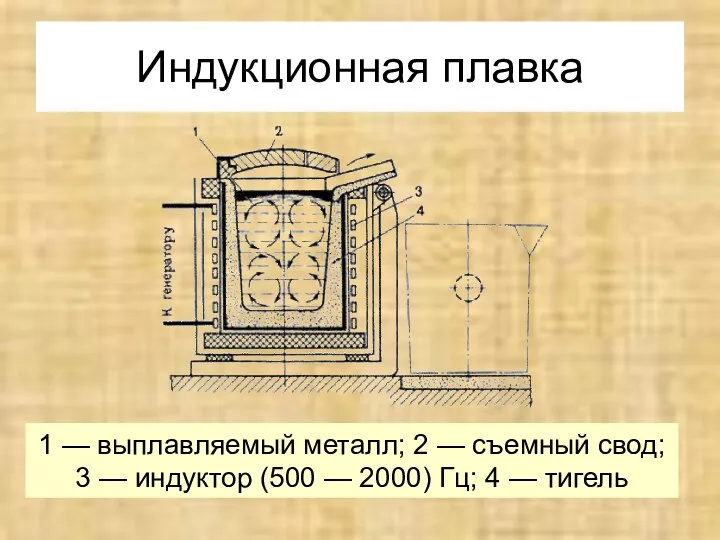
Индукционная плавка
1 — выплавляемый металл; 2 — съемный свод;
3 —
Индукционная плавка
1 — выплавляемый металл; 2 — съемный свод;
3 —
Получение трубной заготовки
ковка на прессе в штангу (167 ±2 мм);
обрезка концов
Получение трубной заготовки
ковка на прессе в штангу (167 ±2 мм);
обрезка концов
Подготовка заготовки к прокатке
удаление стеклосмазки ;
обработка внутренней поверхности чугунными опилками;
перископирование;
шлифовка наружной
Подготовка заготовки к прокатке
удаление стеклосмазки ;
обработка внутренней поверхности чугунными опилками;
перископирование;
шлифовка наружной
Холодная прокатка
холодная прокатка по маршруту 54x4,5 → 26x1,8 мм;
обезжиривание;
отжиг в водородной
Холодная прокатка
холодная прокатка по маршруту 54x4,5 → 26x1,8 мм;
обезжиривание;
отжиг в водородной
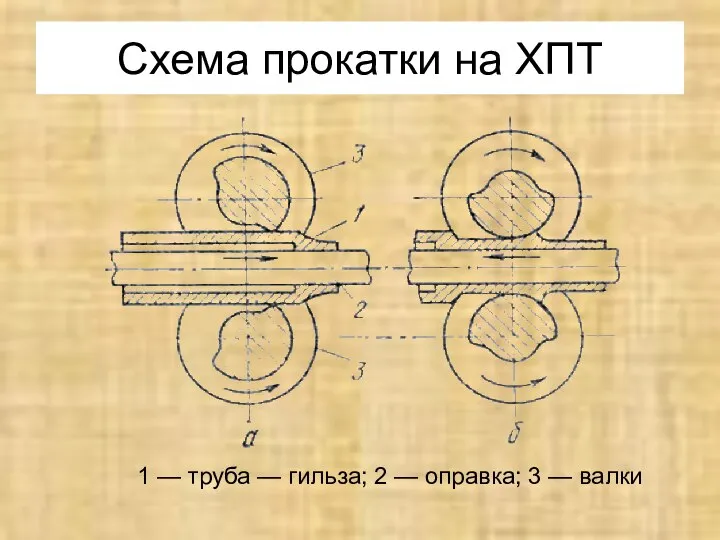
Схема прокатки на ХПТ
1 — труба — гильза; 2 — оправка;
Схема прокатки на ХПТ
1 — труба — гильза; 2 — оправка;
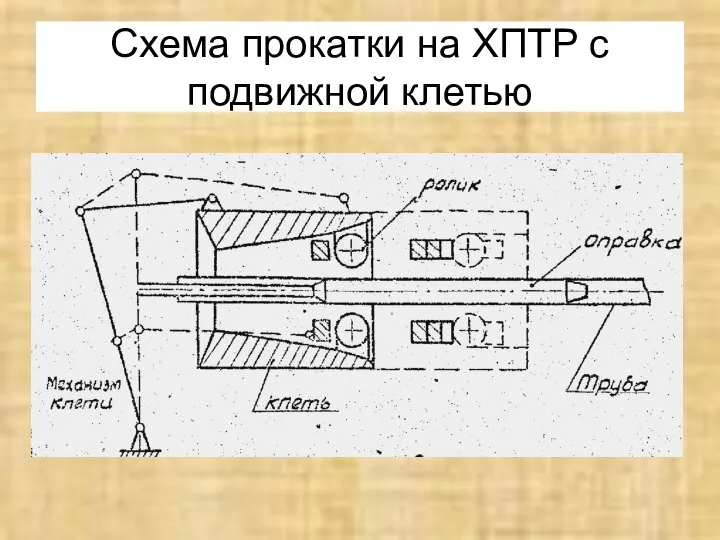
Схема прокатки на ХПТР с подвижной клетью
Схема прокатки на ХПТР с подвижной клетью
Клеть стана ХПТР
1 — труба; 2 — оправка; 3 — деформирующие
Клеть стана ХПТР
1 — труба; 2 — оправка; 3 — деформирующие
Получение оболочки
холодная прокатка по маршруту 26x1,6 мм →21x0,53 мм на ХПТР
Получение оболочки
холодная прокатка по маршруту 26x1,6 мм →21x0,53 мм на ХПТР
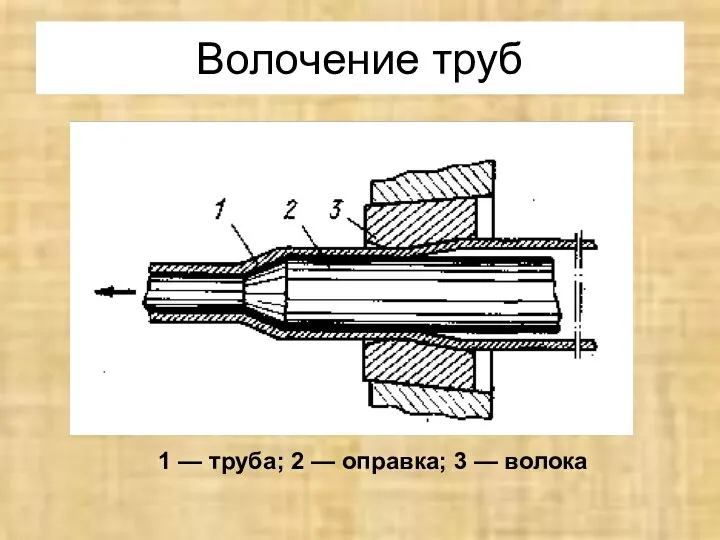
Волочение труб
1 — труба; 2 — оправка; 3 — волока
Волочение труб
1 — труба; 2 — оправка; 3 — волока
 Презентация О мерах региональной политики по созданию благоприятной среды для инвестиций в инновации
Презентация О мерах региональной политики по созданию благоприятной среды для инвестиций в инновации Теоретические аспекты экономики и управления в градостроительстве
Теоретические аспекты экономики и управления в градостроительстве Методы оценки эффективности управленческих решений на примере учебных групп института пограничного профиля
Методы оценки эффективности управленческих решений на примере учебных групп института пограничного профиля Медицина в арабоязычных халифатах (VII-X века)
Медицина в арабоязычных халифатах (VII-X века) Программирование на языке высокого уровня. Лекция 5. Массивы. Массивы. Массивы
Программирование на языке высокого уровня. Лекция 5. Массивы. Массивы. Массивы Устройство микшерного пульта
Устройство микшерного пульта Правила употребления дополнения к глаголу в китайском языке
Правила употребления дополнения к глаголу в китайском языке Ввод-вывод на консоль
Ввод-вывод на консоль 7 занятие.ppt
7 занятие.ppt Параметры разгона процессора
Параметры разгона процессора Краснооктябрьская средняя общеобразовательная школа, Республика Марий Эл Старикова Г.А., учитель высшей категории.
Краснооктябрьская средняя общеобразовательная школа, Республика Марий Эл Старикова Г.А., учитель высшей категории. Правопис слів іншомовного походження
Правопис слів іншомовного походження Общая характеристика физического воспитания школьников. (Лекция 4-5)
Общая характеристика физического воспитания школьников. (Лекция 4-5) Жилищное право
Жилищное право Презентация "Берег Байкала" - скачать презентации по МХК
Презентация "Берег Байкала" - скачать презентации по МХК лекция 3
лекция 3 Цветоведение. Тест
Цветоведение. Тест Праздничный ряд иконостаса. Праздничные иконы
Праздничный ряд иконостаса. Праздничные иконы Основные положения семейного права
Основные положения семейного права Дом кукол
Дом кукол Основные фонды предприятия Цыганова Е., ЭБ2-3
Основные фонды предприятия Цыганова Е., ЭБ2-3 Пространственная дисперсия диэлектрической проницаемости
Пространственная дисперсия диэлектрической проницаемости Профессиональный состав кадровой службы Петрова Маргарита Куркина Анна
Профессиональный состав кадровой службы Петрова Маргарита Куркина Анна Основы программирования на языке Python
Основы программирования на языке Python Социальный контроль и социальные санкции, применяемые к госслужащим» (на примере Ивановской области)
Социальный контроль и социальные санкции, применяемые к госслужащим» (на примере Ивановской области) Средства языка программирования VB.NET
Средства языка программирования VB.NET Суперконденсаторы
Суперконденсаторы Повторение программирования. 8 класс
Повторение программирования. 8 класс