- Постоянные циклы станков с ЧПУ. Программирование с помощью подпрограмм

Содержание
- 2. Постоянные циклы станков с ЧПУ Постоянными циклами называются специальные макро-программы, заложенные в УЧПУ для выполнения стандартных
- 3. В кадре N112 находится код G81 для вы-зова цикла сверления.. Адрес Z обозна-чает глубину сверления, а
- 4. Постоянные циклы для обработки отверстий Станки с ЧПУ могут иметь разнообразные циклы: от довольно простых -
- 5. Стандартный цикл сверления Код G81 предназначен для вызова стандартного цикла сверления. Типичный формат кадра этого цикла:
- 6. Исходная плоскость и плоскость отвода Плоскость отвода - это координата (уровень) по оси Z, устанавливаемая R
- 7. Постоянные циклы и их параметры являются модальными. Вызвав цикл при помощи соответствующего G кода, в следующих
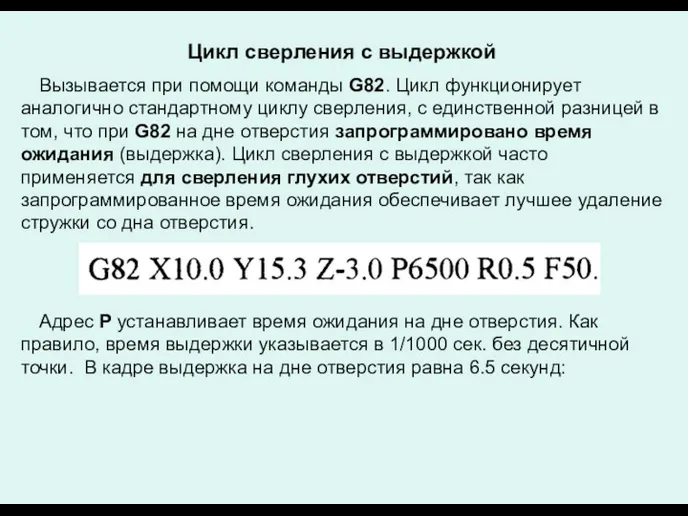
- 8. Цикл сверления с выдержкой Вызывается при помощи команды G82. Цикл функционирует аналогично стандартному циклу сверления, с
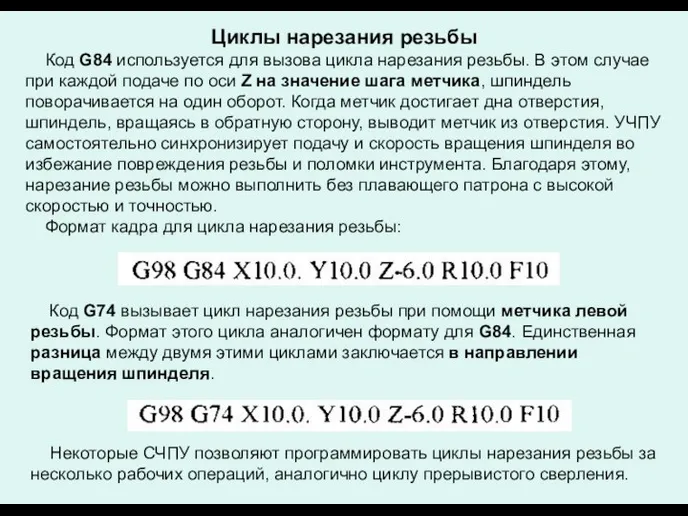
- 9. Циклы нарезания резьбы Код G84 используется для вызова цикла нарезания резьбы. В этом случае при каждой
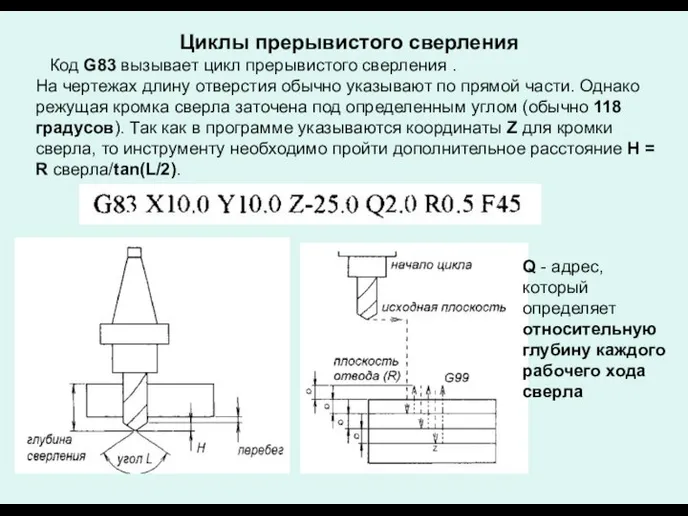
- 10. Циклы прерывистого сверления Код G83 вызывает цикл прерывистого сверления . На чертежах длину отверстия обычно указывают
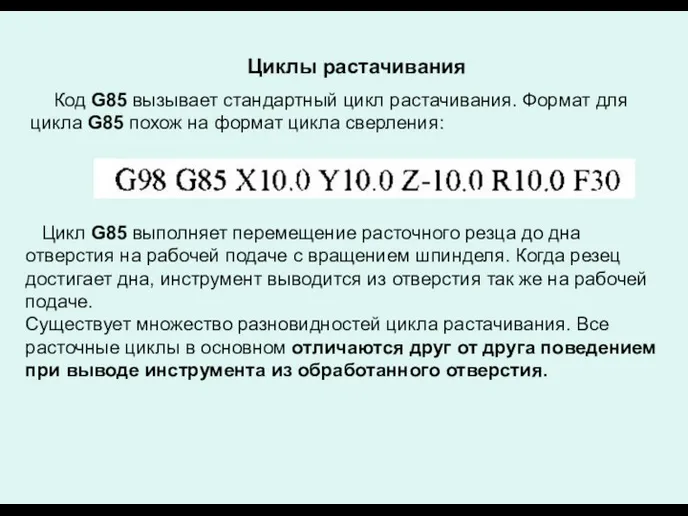
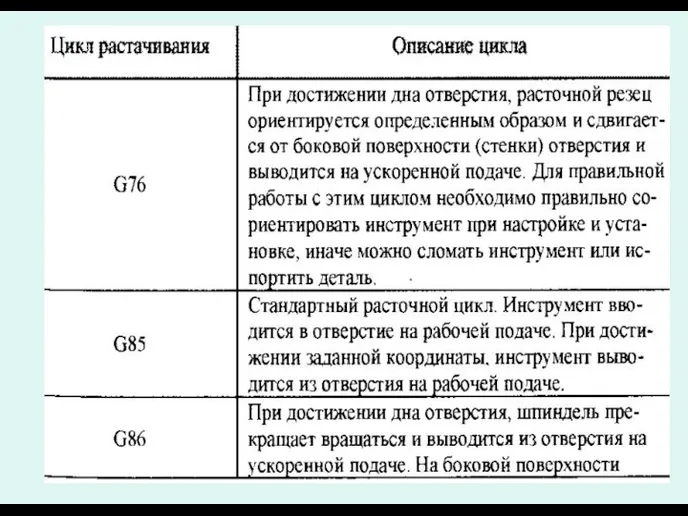
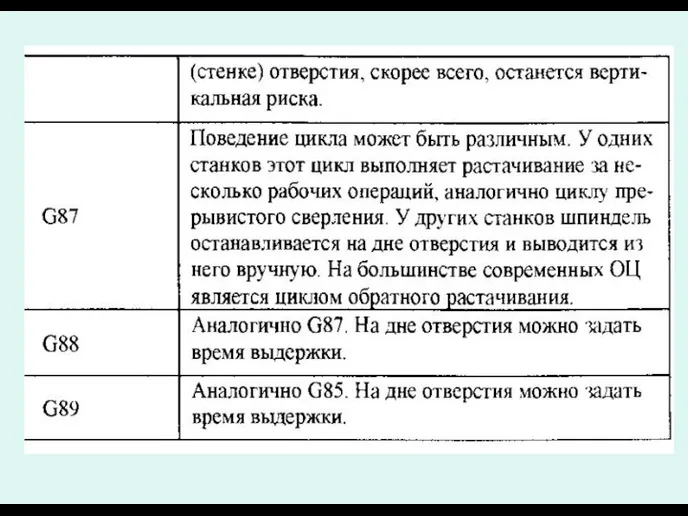
- 11. Циклы растачивания Код G85 вызывает стандартный цикл растачивания. Формат для цикла G85 похож на формат цикла
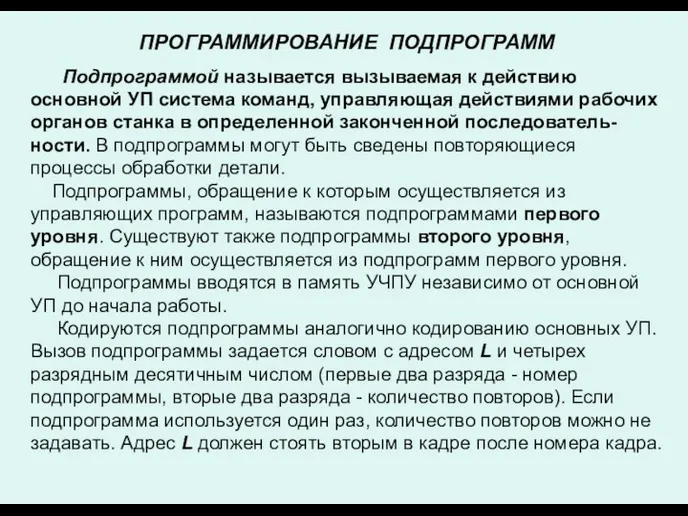
- 14. ПРОГРАММИРОВАНИЕ ПОДПРОГРАММ Подпрограммой называется вызываемая к действию основной УП система команд, управляющая действиями рабочих органов станка
- 15. Если УП содержит часто повторяемое действие или работает по определенному шаблону, то использование подпрограмм позволяет упростить
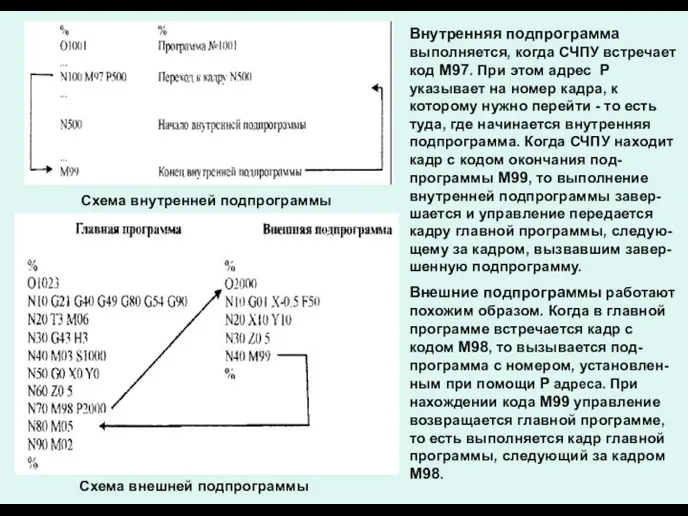
- 16. Внутренняя подпрограмма выполняется, когда СЧПУ встречает код М97. При этом адрес Р указывает на номер кадра,
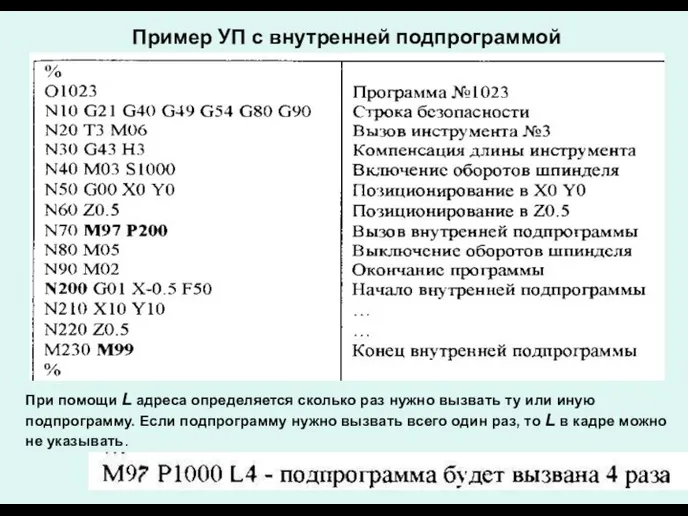
- 17. Пример УП с внутренней подпрограммой При помощи L адреса определяется сколько раз нужно вызвать ту или
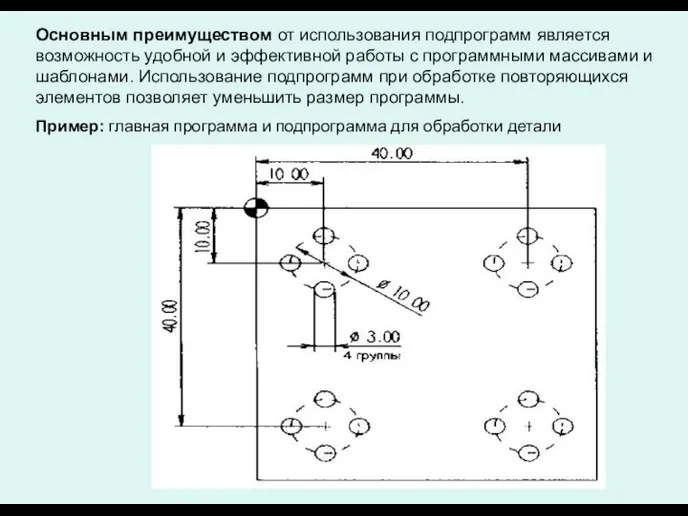
- 18. Основным преимуществом от использования подпрограмм является возможность удобной и эффективной работы с программными массивами и шаблонами.
- 19. Главная программа для позиционирования инструмента к каждой группе отверстий.
- 20. Подпрограмма для сверления 4 отверстий в одной группе
- 21. Вопросы для самоконтроля. 1. Что называют постоянными циклами в станках с ЧПУ и в чем их
- 23. Скачать презентацию

Постоянные циклы станков с ЧПУ
Постоянными циклами называются специальные макро-программы, заложенные
Постоянные циклы станков с ЧПУ
Постоянными циклами называются специальные макро-программы, заложенные
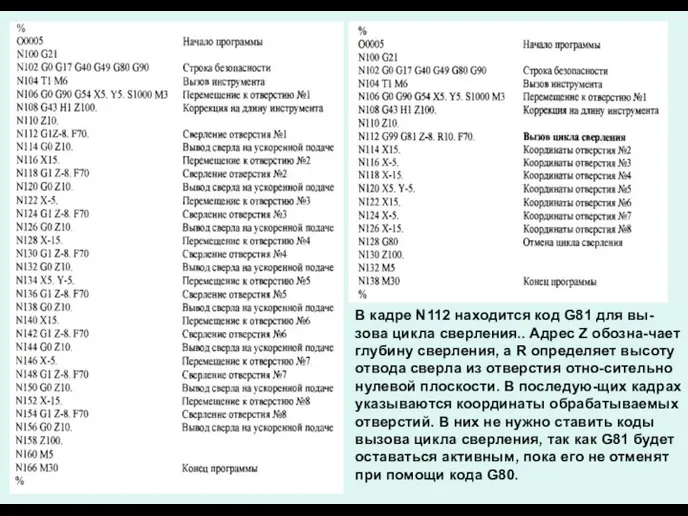
В кадре N112 находится код G81 для вы-зова цикла сверления.. Адрес
В кадре N112 находится код G81 для вы-зова цикла сверления.. Адрес
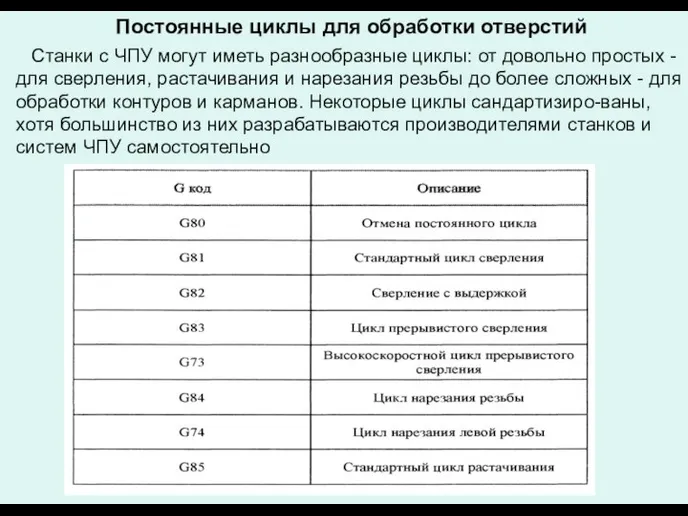
Постоянные циклы для обработки отверстий
Станки с ЧПУ могут иметь разнообразные
Постоянные циклы для обработки отверстий
Станки с ЧПУ могут иметь разнообразные
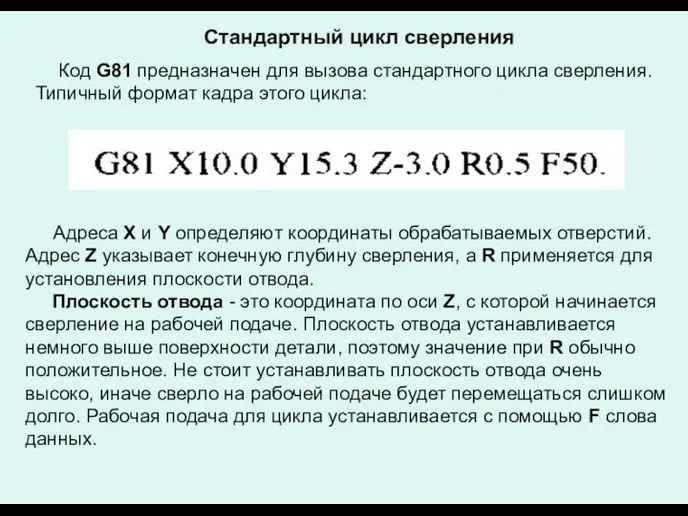
Стандартный цикл сверления
Код G81 предназначен для вызова стандартного цикла
Стандартный цикл сверления
Код G81 предназначен для вызова стандартного цикла
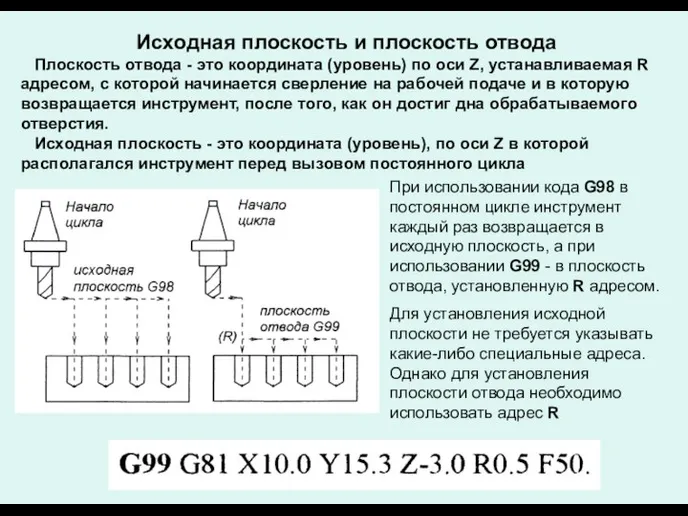
Исходная плоскость и плоскость отвода
Плоскость отвода - это координата
Исходная плоскость и плоскость отвода
Плоскость отвода - это координата
Постоянные циклы и их параметры являются модальными. Вызвав цикл при
Постоянные циклы и их параметры являются модальными. Вызвав цикл при
Цикл сверления с выдержкой
Вызывается при помощи команды G82. Цикл
Цикл сверления с выдержкой
Вызывается при помощи команды G82. Цикл
Циклы нарезания резьбы
Код G84 используется для вызова цикла нарезания
Циклы нарезания резьбы
Код G84 используется для вызова цикла нарезания
Циклы прерывистого сверления
Код G83 вызывает цикл прерывистого сверления .
Циклы прерывистого сверления
Код G83 вызывает цикл прерывистого сверления .
Циклы растачивания
Код G85 вызывает стандартный цикл растачивания. Формат для
Циклы растачивания
Код G85 вызывает стандартный цикл растачивания. Формат для
ПРОГРАММИРОВАНИЕ ПОДПРОГРАММ
Подпрограммой называется вызываемая к действию основной УП система
ПРОГРАММИРОВАНИЕ ПОДПРОГРАММ
Подпрограммой называется вызываемая к действию основной УП система
Если УП содержит часто повторяемое действие или работает по определенному
Если УП содержит часто повторяемое действие или работает по определенному
Внутренняя подпрограмма выполняется, когда СЧПУ встречает код М97. При этом адрес
Внутренняя подпрограмма выполняется, когда СЧПУ встречает код М97. При этом адрес
Пример УП с внутренней подпрограммой
При помощи L адреса определяется сколько
Пример УП с внутренней подпрограммой
При помощи L адреса определяется сколько
Основным преимуществом от использования подпрограмм является возможность удобной и эффективной работы
Основным преимуществом от использования подпрограмм является возможность удобной и эффективной работы
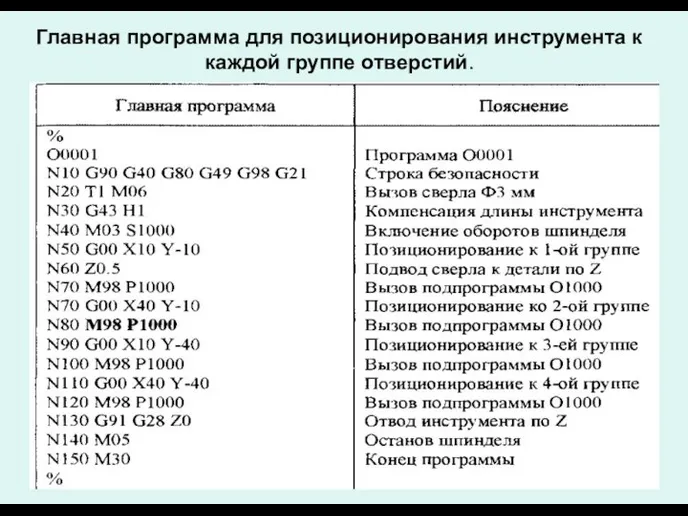
Главная программа для позиционирования инструмента к каждой группе отверстий.
Главная программа для позиционирования инструмента к каждой группе отверстий.
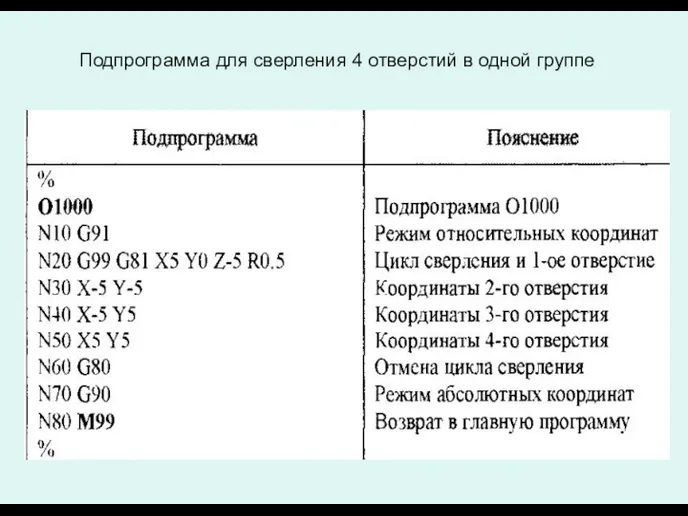
Подпрограмма для сверления 4 отверстий в одной группе
Подпрограмма для сверления 4 отверстий в одной группе
Вопросы для самоконтроля.
1. Что называют постоянными циклами в
Вопросы для самоконтроля.
1. Что называют постоянными циклами в
 РЕКЛАМНОЕ ТВОРЧЕСТВО как искусство САМООГРАНИЧЕНИЙ
РЕКЛАМНОЕ ТВОРЧЕСТВО как искусство САМООГРАНИЧЕНИЙ Java.SE.07 Multithreading
Java.SE.07 Multithreading Птицы и человек - презентация для начальной школы_
Птицы и человек - презентация для начальной школы_ Плоскость
Плоскость «Понятие, содержание и особенности гражданской правосубъектности публично-правовых образований». Выполнили: Студентки 2 кур
«Понятие, содержание и особенности гражданской правосубъектности публично-правовых образований». Выполнили: Студентки 2 кур Нефрит - производитель одноразовой продукции для медицинских учреждений, салонов красоты, студий загара, SPA-салонов
Нефрит - производитель одноразовой продукции для медицинских учреждений, салонов красоты, студий загара, SPA-салонов Елка в Сокольниках - презентация для начальной школы
Елка в Сокольниках - презентация для начальной школы Векторное поле
Векторное поле Паломнический центр «Знаменский скит». Паломническо-туристические маршруты
Паломнический центр «Знаменский скит». Паломническо-туристические маршруты неонатальная герптеическая инфекция Студент 8 десятка,203 группы Ходакевич В. Н.
неонатальная герптеическая инфекция Студент 8 десятка,203 группы Ходакевич В. Н. История возникновения и развития международного права. (Лекция 1)
История возникновения и развития международного права. (Лекция 1) Тема лекции: Морфофункциональная классификация сердечно-сосудистой системы. Параметры гемодинамики. План: 1. Морфофункциональна
Тема лекции: Морфофункциональная классификация сердечно-сосудистой системы. Параметры гемодинамики. План: 1. Морфофункциональна Наибольший общий делитель. Наименьшее общее кратное на языке С++
Наибольший общий делитель. Наименьшее общее кратное на языке С++ Дискретные сигналы в инфотелекоммуникации (Общая теория связи, Лекция № 5)
Дискретные сигналы в инфотелекоммуникации (Общая теория связи, Лекция № 5)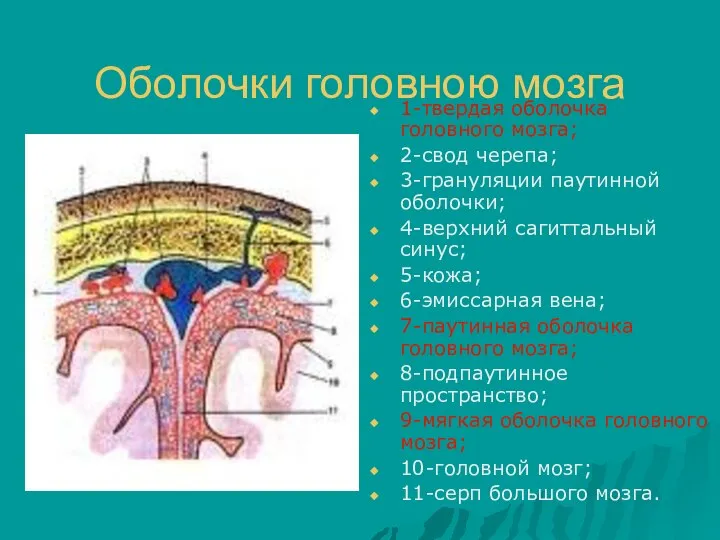 Оболочки головного мозга
Оболочки головного мозга  Электрическое оборудование вагонов 81-740/741 и 81-760/761. Альбом электрических схем
Электрическое оборудование вагонов 81-740/741 и 81-760/761. Альбом электрических схем Изучение массивов. (Лабораторная работа 7)
Изучение массивов. (Лабораторная работа 7) Международный день родного языка
Международный день родного языка Из опыта работы по организации дошкольной подготовки Автор: Николаева Марина Николаевна учитель начальных классов МОУ «Ново
Из опыта работы по организации дошкольной подготовки Автор: Николаева Марина Николаевна учитель начальных классов МОУ «Ново Дінамичні бібліотеки в ОС Windows Операційні системи
Дінамичні бібліотеки в ОС Windows Операційні системи Introduce to Petri nets
Introduce to Petri nets Основы семейного права. Тема 9
Основы семейного права. Тема 9 Трансформаторлар. Топтарға
Трансформаторлар. Топтарға Язык программирования JavaScript
Язык программирования JavaScript Понятие преступления. Состав преступления. Тема 2
Понятие преступления. Состав преступления. Тема 2 Проектирование электрического освещения. Лекция №2
Проектирование электрического освещения. Лекция №2 УМК «Дети-читатели» 2 класс. - презентация
УМК «Дети-читатели» 2 класс. - презентация Система технического обслуживания и ремонта вагонов
Система технического обслуживания и ремонта вагонов