- Профильное шлифование пуансонов и матриц

Содержание
- 2. Профильным шлифованием называют метод шлифования поверхностей, отличающихся по форме и положению от плоскостей, расположенных параллельно и
- 3. Обработка профильных деталей на плоскошлифовальных станках характеризуется высокой производительностью. Правильное использование плоскошлифовальных станков и приспособлений к
- 4. Для точной и последовательной обработки и сопряжения прямолинейных и криволинейных профилей требуется применение специальных приспособлений. По
- 5. Шлифовать профильные поверхности можно одним из двух способов: шлифовальным кругом стандартной формы или же профилированным кругом,
- 6. После установки пуансона на двух магнитных блоках шлифуют боковые поверхности «усиков». Чтобы получить симметричное расположение боковых
- 7. После этого пуансон закрепляют в лекальных тисках и шлифуют в размер с вертикальной подачей круга по
- 8. Для того чтобы на обрабатываемой поверхности пуансона диаметром был полностью снят припуск, на шлифовальном круге следует
- 10. Скачать презентацию
Профильным шлифованием называют метод шлифования поверхностей, отличающихся по форме и положению
Профильным шлифованием называют метод шлифования поверхностей, отличающихся по форме и положению
Обработка профильных деталей на плоскошлифовальных станках характеризуется высокой производительностью. Правильное использование
Обработка профильных деталей на плоскошлифовальных станках характеризуется высокой производительностью. Правильное использование
Для точной и последовательной обработки и сопряжения прямолинейных и криволинейных профилей
Для точной и последовательной обработки и сопряжения прямолинейных и криволинейных профилей
Шлифовать профильные поверхности можно одним из двух способов: шлифовальным кругом стандартной
Шлифовать профильные поверхности можно одним из двух способов: шлифовальным кругом стандартной
После установки пуансона на двух магнитных блоках шлифуют боковые поверхности «усиков».
После установки пуансона на двух магнитных блоках шлифуют боковые поверхности «усиков».
После этого пуансон закрепляют в лекальных тисках и шлифуют в размер
После этого пуансон закрепляют в лекальных тисках и шлифуют в размер
Для того чтобы на обрабатываемой поверхности пуансона диаметром был полностью снят
Для того чтобы на обрабатываемой поверхности пуансона диаметром был полностью снят
 Безработица инфляция
Безработица инфляция  Презентация «КОМИССИЯ»
Презентация «КОМИССИЯ» Т Е М А «ОСНОВАНИЯ ВОЗНИКНОВЕНИЯ, ИЗМЕНЕНИЯ И ПРЕКРАЩЕНИЯ ГРАЖДАНСКИХ ПРАВООТНОШЕНИЙ»
Т Е М А «ОСНОВАНИЯ ВОЗНИКНОВЕНИЯ, ИЗМЕНЕНИЯ И ПРЕКРАЩЕНИЯ ГРАЖДАНСКИХ ПРАВООТНОШЕНИЙ» Поход 50 км. Преодолей себя
Поход 50 км. Преодолей себя Роль исламского образования и духовного воспитания в формировании религиозной идентичности детей
Роль исламского образования и духовного воспитания в формировании религиозной идентичности детей Инженерная графика. Основы начертальной геометрии
Инженерная графика. Основы начертальной геометрии Стимулирование качества труда учителя и критерии оценки качества Методика расчета
Стимулирование качества труда учителя и критерии оценки качества Методика расчета КАЗИМИР СЕВЕРИНОВИЧ МАЛЕВИЧ (1878-1935)
КАЗИМИР СЕВЕРИНОВИЧ МАЛЕВИЧ (1878-1935) The British isles
The British isles Гибкие методологии разработки программного обеспечения
Гибкие методологии разработки программного обеспечения Топ 5 горячих точек мира
Топ 5 горячих точек мира Программирование. Практическое занятие
Программирование. Практическое занятие Музыкальные инструменты народов Урала
Музыкальные инструменты народов Урала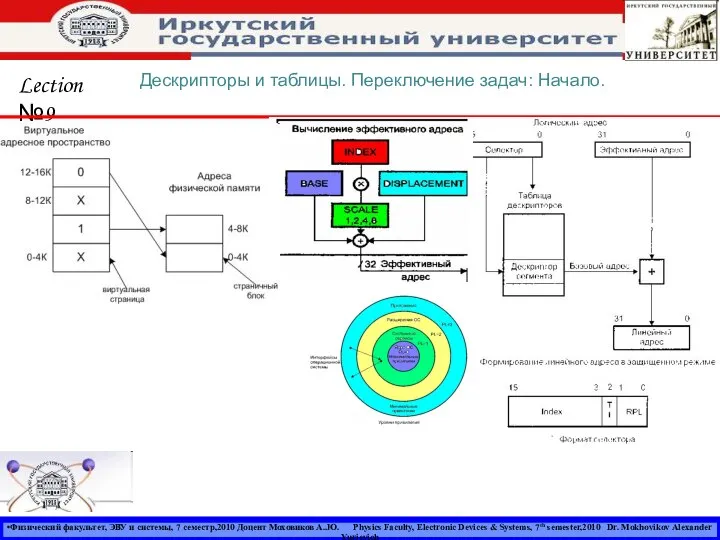 Переключение задач
Переключение задач Презентация Жалоба и представление на приговор, определение, постановление суда
Презентация Жалоба и представление на приговор, определение, постановление суда Презентация Психология толпы. Гюстав Лебон
Презентация Психология толпы. Гюстав Лебон American pronunciation
American pronunciation Основы технологии текущего и капитального ремонта скважин
Основы технологии текущего и капитального ремонта скважин Внутрибольничные инфекции
Внутрибольничные инфекции Экономическое обоснование бизнес-проекта GreenLeaf
Экономическое обоснование бизнес-проекта GreenLeaf Камешковая декоративная штукатурка
Камешковая декоративная штукатурка Политические партии и движения
Политические партии и движения Лекция №26 Гнойные заболевания костей и суставов.
Лекция №26 Гнойные заболевания костей и суставов. Вера Мухина
Вера Мухина Широкая Масленица
Широкая Масленица Банковская система Фатеева Т.А., учитель истории МБОУ-гимназии №20 г.Тулы
Банковская система Фатеева Т.А., учитель истории МБОУ-гимназии №20 г.Тулы  Выполнила студентка 41 группы: Лукахина Яна
Выполнила студентка 41 группы: Лукахина Яна Тема: «Числа 1-5» Составила: учитель начальных классов МОУ «Бичуринская ООШ» Мариинско-Посадского района Чувашской Респуб
Тема: «Числа 1-5» Составила: учитель начальных классов МОУ «Бичуринская ООШ» Мариинско-Посадского района Чувашской Респуб