- Работа на заточных станках

Содержание
- 2. УП.05.01 Учебная практика (16.02.16-07.03.16) Виды работ Разметка плоскостная и пространственная. Рубка металла. Правка и гибка металла.
- 3. Инструктаж по охране труда. Техническая и пожарная безопасность, электробезопасность в учебной мастерской Под рабочим местом понимается
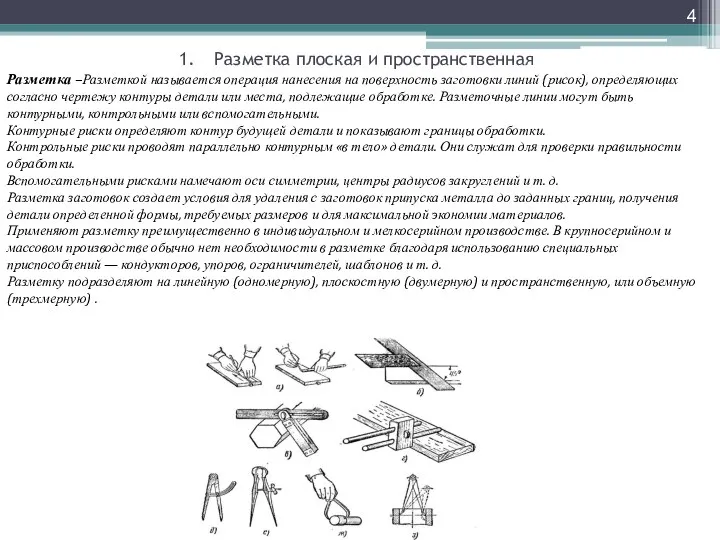
- 4. Разметка плоская и пространственная Разметка –Разметкой называется операция нанесения на поверхность заготовки линий (рисок), определяющих согласно
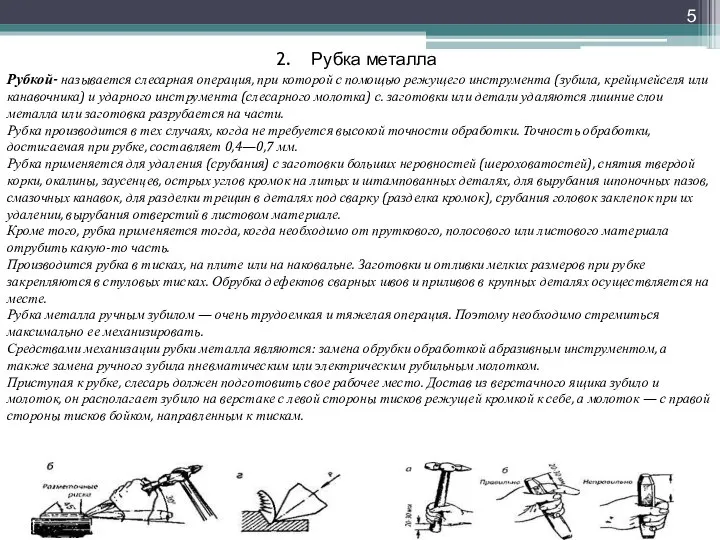
- 5. Рубка металла Рубкой- называется слесарная операция, при которой с помощью режущего инструмента (зубила, крейцмейселя или канавочника)
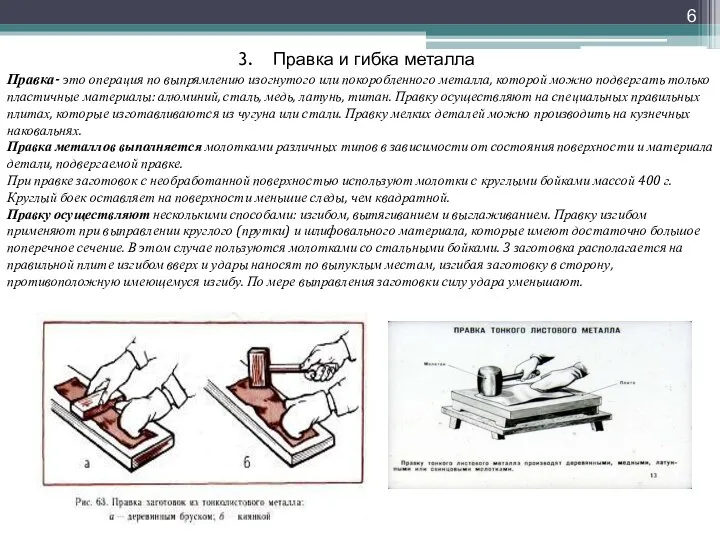
- 6. Правка и гибка металла Правка- это операция по выпрямлению изогнутого или покоробленного металла, которой можно подвергать
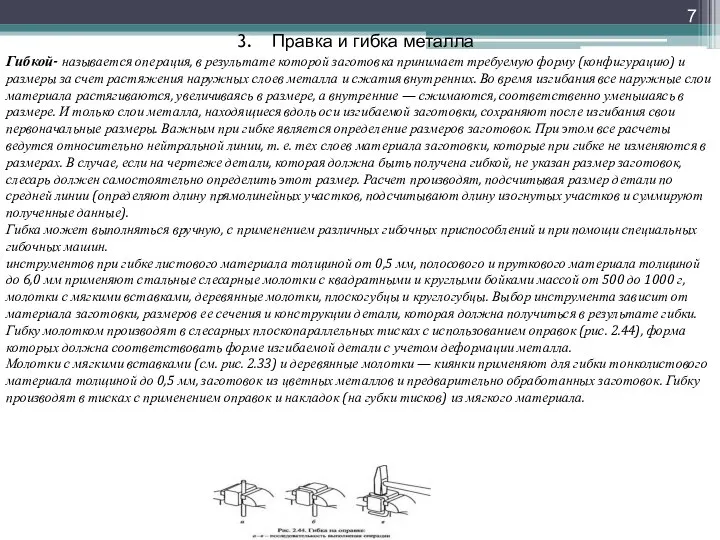
- 7. Правка и гибка металла Гибкой- называется операция, в результате которой заготовка принимает требуемую форму (конфигурацию) и
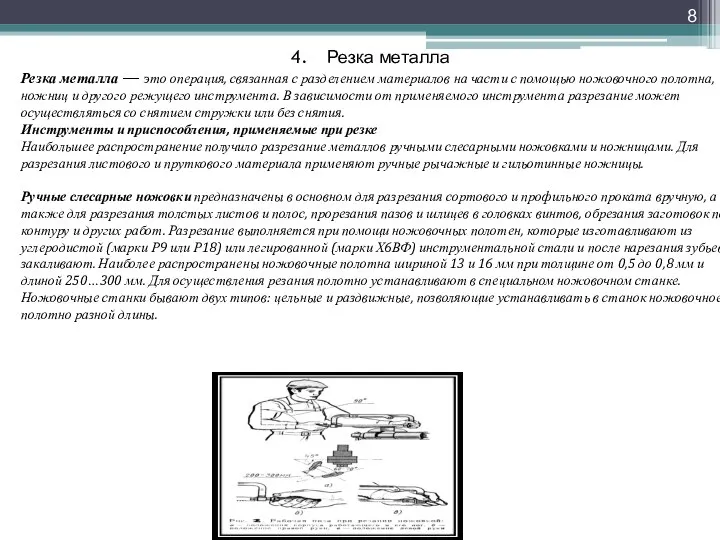
- 8. Резка металла Резка металла — это операция, связанная с разделением материалов на части с помощью ножовочного
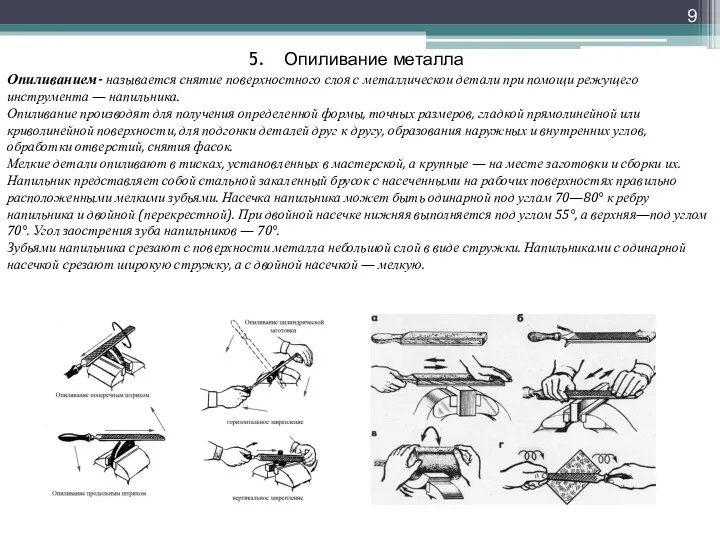
- 9. Опиливание металла Опиливанием- называется снятие поверхностного слоя с металлическои детали при помощи режущего инструмента — напильника.
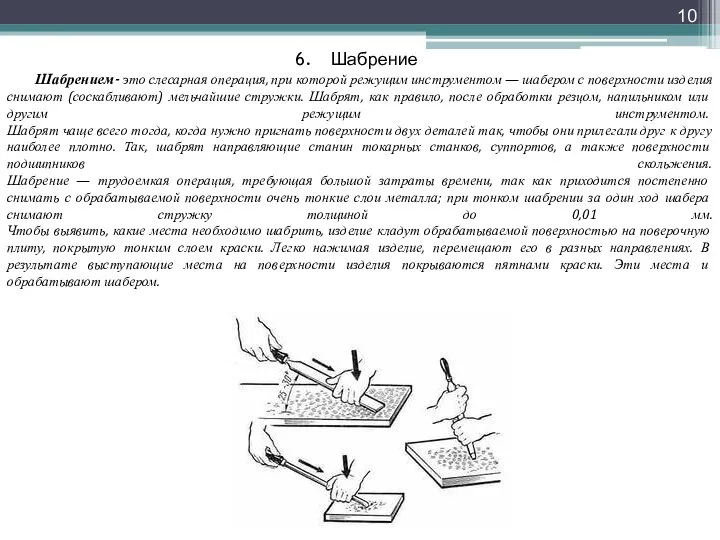
- 10. Шабрение Шабрением- это слесарная операция, при которой режущим инструментом — шабером с поверхности изделия снимают (соскабливают)
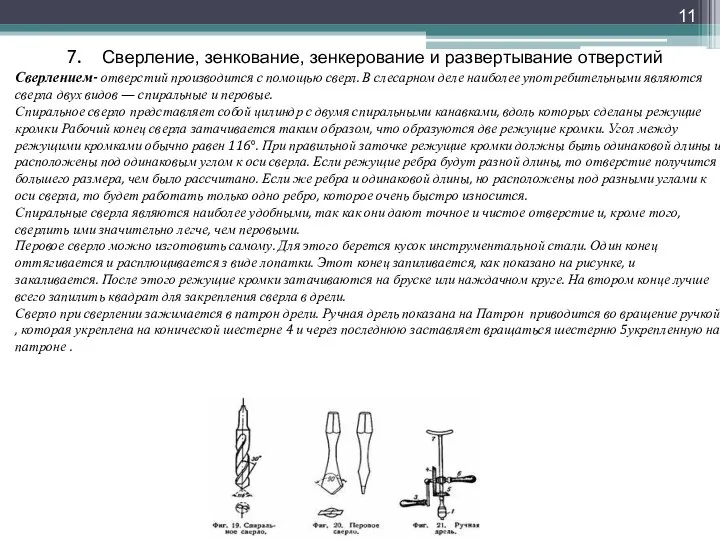
- 11. Сверление, зенкование, зенкерование и развертывание отверстий Сверлением- отверстий производится с помощью сверл. В слесарном деле наиболее
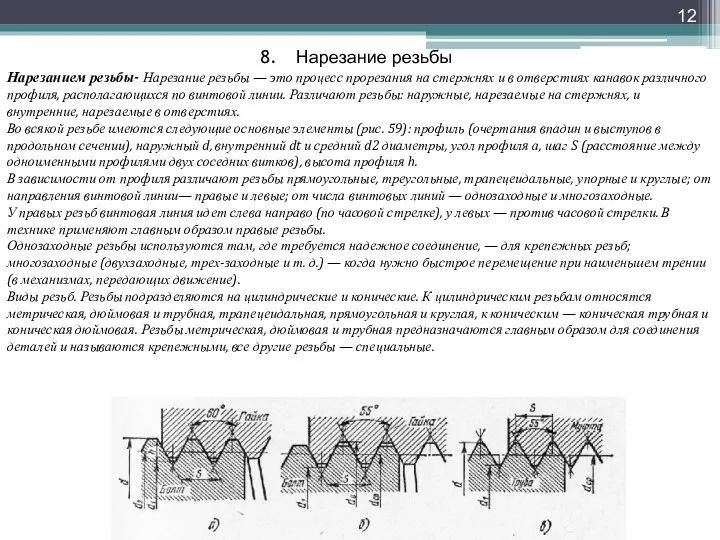
- 12. Нарезание резьбы Нарезанием резьбы- Нарезание резьбы — это процесс прорезания на стержнях и в отверстиях канавок
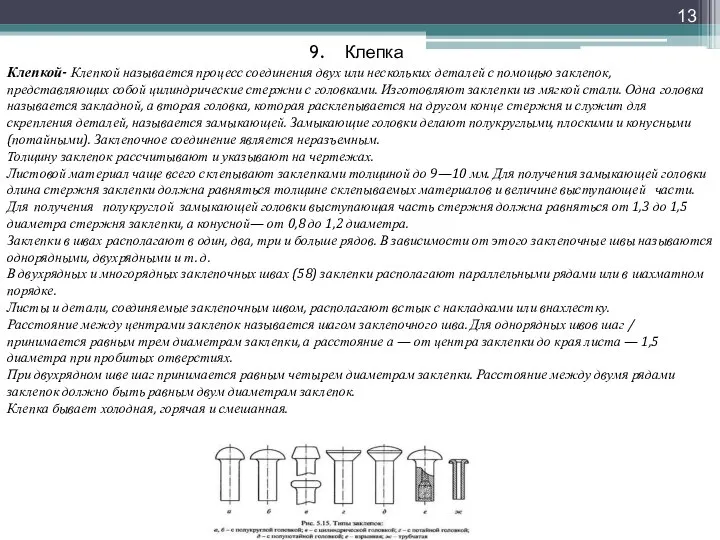
- 13. Клепка Клепкой- Клепкой называется процесс соединения двух или нескольких деталей с помощью заклепок, представляющих собой цилиндрические
- 14. Трубопроводные работы Гибка металлической трубы – это сложный процесс её изгибания по дуге различного радиуса или
- 15. Сборка резьбовых соединений Сборка резьбовых соединений При попытке разобрать какой‑либо механизм или слесарное сооружение, будь то
- 16. Личное участие
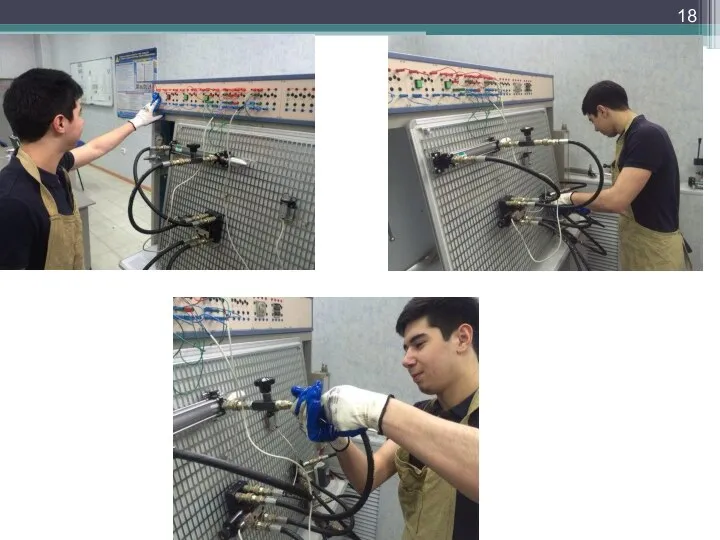
- 17. УП.05.01 Учебная практика (08.03.16-21.03.16) Виды работ Структура гидропривода Управление положением выходного звена исполнительного механизма Расчет гидроцилиндра
- 18. Личное участие
- 20. Скачать презентацию
УП.05.01 Учебная практика (16.02.16-07.03.16)
Виды работ
Разметка плоскостная и пространственная.
Рубка металла.
Правка и гибка
УП.05.01 Учебная практика (16.02.16-07.03.16)
Виды работ
Разметка плоскостная и пространственная.
Рубка металла.
Правка и гибка
Инструктаж по охране труда. Техническая и пожарная безопасность, электробезопасность в учебной
Инструктаж по охране труда. Техническая и пожарная безопасность, электробезопасность в учебной
Разметка плоская и пространственная
Разметка –Разметкой называется операция нанесения на поверхность заготовки
Разметка плоская и пространственная
Разметка –Разметкой называется операция нанесения на поверхность заготовки
Рубка металла
Рубкой- называется слесарная операция, при которой с помощью режущего инструмента
Рубка металла
Рубкой- называется слесарная операция, при которой с помощью режущего инструмента
Правка и гибка металла
Правка- это операция по выпрямлению изогнутого или покоробленного металла,
Правка и гибка металла
Правка- это операция по выпрямлению изогнутого или покоробленного металла,
Правка и гибка металла
Гибкой- называется операция, в результате которой заготовка принимает
Правка и гибка металла
Гибкой- называется операция, в результате которой заготовка принимает
Резка металла
Резка металла — это операция, связанная с разделением материалов на части
Резка металла
Резка металла — это операция, связанная с разделением материалов на части
Опиливание металла
Опиливанием- называется снятие поверхностного слоя с металлическои детали при помощи
Опиливание металла
Опиливанием- называется снятие поверхностного слоя с металлическои детали при помощи
Шабрение
Шабрением- это слесарная операция, при которой режущим инструментом — шабером с
Шабрение
Шабрением- это слесарная операция, при которой режущим инструментом — шабером с
Сверление, зенкование, зенкерование и развертывание отверстий
Сверлением- отверстий производится с помощью сверл.
Сверление, зенкование, зенкерование и развертывание отверстий
Сверлением- отверстий производится с помощью сверл.
Нарезание резьбы
Нарезанием резьбы- Нарезание резьбы — это процесс прорезания на стержнях
Нарезание резьбы
Нарезанием резьбы- Нарезание резьбы — это процесс прорезания на стержнях
Клепка
Клепкой- Клепкой называется процесс соединения двух или нескольких деталей с помощью
Клепка
Клепкой- Клепкой называется процесс соединения двух или нескольких деталей с помощью
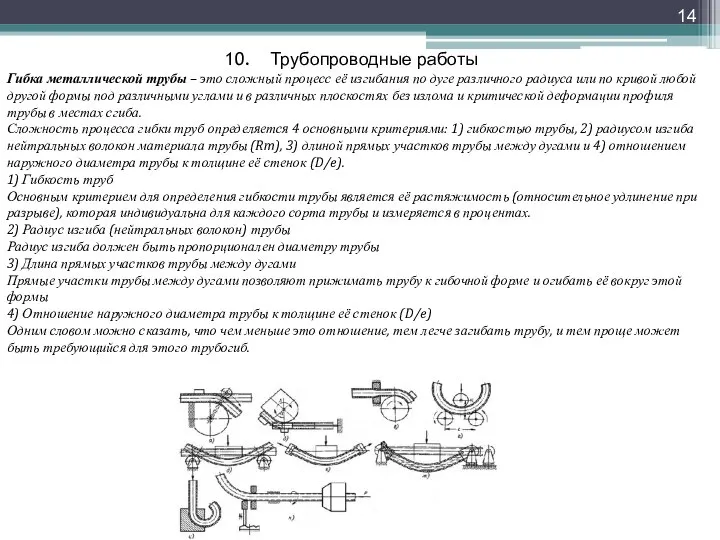
Трубопроводные работы
Гибка металлической трубы – это сложный процесс её изгибания по дуге
Трубопроводные работы
Гибка металлической трубы – это сложный процесс её изгибания по дуге
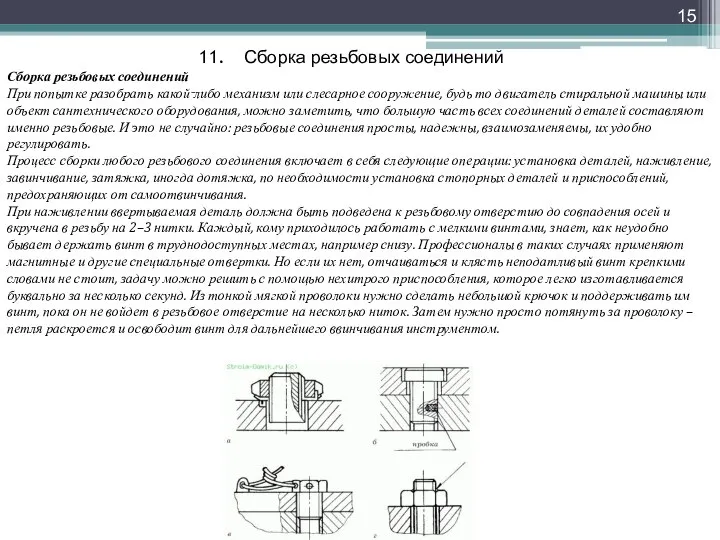
Сборка резьбовых соединений
Сборка резьбовых соединений
При попытке разобрать какой‑либо механизм или слесарное
Сборка резьбовых соединений
Сборка резьбовых соединений
При попытке разобрать какой‑либо механизм или слесарное
Личное участие
Личное участие
УП.05.01 Учебная практика (08.03.16-21.03.16)
Виды работ
Структура гидропривода
Управление положением выходного звена исполнительного механизма
Расчет
УП.05.01 Учебная практика (08.03.16-21.03.16)
Виды работ
Структура гидропривода
Управление положением выходного звена исполнительного механизма
Расчет
Личное участие
Личное участие
 Проект администрируемой сети на базе сервера
Проект администрируемой сети на базе сервера Государственная (итоговая) аттестация выпускников IX классов общеобразовательных учреждений в новой форме в 2009 году Капустняк Ал
Государственная (итоговая) аттестация выпускников IX классов общеобразовательных учреждений в новой форме в 2009 году Капустняк Ал Физиологические основы памяти и мышления
Физиологические основы памяти и мышления  Презентация Международное разделение труда
Презентация Международное разделение труда Проблемы оценки образовательных достижений старшеклассников и абитуриентов
Проблемы оценки образовательных достижений старшеклассников и абитуриентов Ұлы дала еліндегі жаңа тарихи сананы және дүниетанымды қалыптастыру саясаты
Ұлы дала еліндегі жаңа тарихи сананы және дүниетанымды қалыптастыру саясаты Коровина Анастасия Осень. Осень. Не виден больше солнца луч, Не виден больше солнца луч, На небе только стая туч На небе только стая
Коровина Анастасия Осень. Осень. Не виден больше солнца луч, Не виден больше солнца луч, На небе только стая туч На небе только стая  Автоматизированные и автоматические системы управления
Автоматизированные и автоматические системы управления Положение прямой относительно плоскостей проекций
Положение прямой относительно плоскостей проекций Работорговля в современном мире
Работорговля в современном мире Вся грамматика немецкого языка в таблицах
Вся грамматика немецкого языка в таблицах Буква Я - показатель мягкости согласного. 1 класс
Буква Я - показатель мягкости согласного. 1 класс Набойка в Древней Руси
Набойка в Древней Руси В гостях у хантов
В гостях у хантов  АВТОНОМНАЯ НЕКОММЕРЧЕСКАЯ ОРГАНИЗАЦИЯ ДОПОЛНИТЕЛЬНОГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ (ПОВЫШЕНИЯ КВАЛИФИКАЦИИ) «УЧЕБНЫЙ ЦЕНТР «
АВТОНОМНАЯ НЕКОММЕРЧЕСКАЯ ОРГАНИЗАЦИЯ ДОПОЛНИТЕЛЬНОГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ (ПОВЫШЕНИЯ КВАЛИФИКАЦИИ) «УЧЕБНЫЙ ЦЕНТР « Стекло — вещество и материал, один из самых древних и, благодаря разнообразию своих свойств, — универсальный в практике чело
Стекло — вещество и материал, один из самых древних и, благодаря разнообразию своих свойств, — универсальный в практике чело О работе центра тестирования ГТО в Новоселовском районе
О работе центра тестирования ГТО в Новоселовском районе Плата расширения для конструирования роботов
Плата расширения для конструирования роботов Правовые новации, содержащиеся в коллективном договоре-1
Правовые новации, содержащиеся в коллективном договоре-1 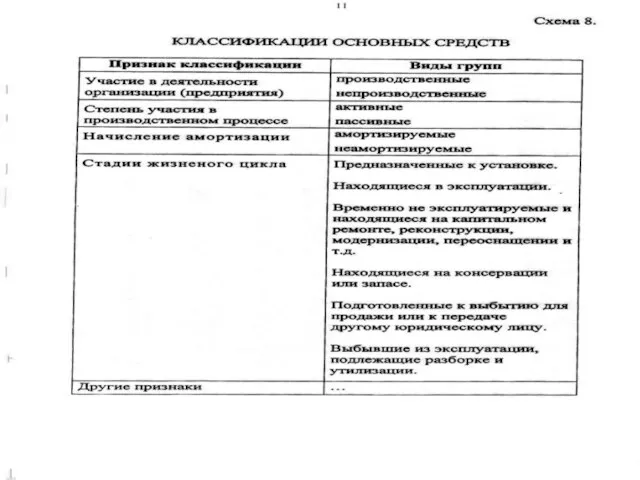 Презентация Основные средства предприятия
Презентация Основные средства предприятия Чеченский государственный университет Медицинский институт Курс офтальмологии Увеиты ДОЦЕНТ, К.М.Н. Абдулаева Марет А
Чеченский государственный университет Медицинский институт Курс офтальмологии Увеиты ДОЦЕНТ, К.М.Н. Абдулаева Марет А Специальное снаряжение для водного туризма
Специальное снаряжение для водного туризма Методы личной работы как важнейшее условие эффективной деятельности рукуводителя Выполнил: Студент 41 БЖД Гильматдинов М.М.
Методы личной работы как важнейшее условие эффективной деятельности рукуводителя Выполнил: Студент 41 БЖД Гильматдинов М.М. Презентация "Виды рынков. Конкуренция и монополия" - скачать презентации по Экономике
Презентация "Виды рынков. Конкуренция и монополия" - скачать презентации по Экономике Электрический диод
Электрический диод Аттестационная работа. Методическая разработка по выполнению проекта «Скоро Рождество»
Аттестационная работа. Методическая разработка по выполнению проекта «Скоро Рождество» ЖК Спортивная деревня. Недвижимость
ЖК Спортивная деревня. Недвижимость Методы преобразования плоскостей проекций (Лекция 5)
Методы преобразования плоскостей проекций (Лекция 5)