- Современные методы и инструменты менеджмента качества

Содержание
- 2. Впервые на российском рынке появилась система полностью на русском языке, автоматизирующая методы контроля качества
- 3. Осваивается за несколько дней! STATISTICA проста и удобна для пользования
- 4. Модули SIS - Промышленной статистики Планирование эксперимента Анализ производственных процессов Карты контроля качества и интерактивные карты
- 5. Проблема потери качества изделий встает практически для любой отрасли производства
- 6. Изменчивость процесса - основной враг качества Изменение материалов, сырья, технологии и т.д. Разладка настроек станков Человеческий
- 7. Отклонение от заданной спецификации Слишком большой разброс показателя около спецификации Как можно обнаружить потери качества?
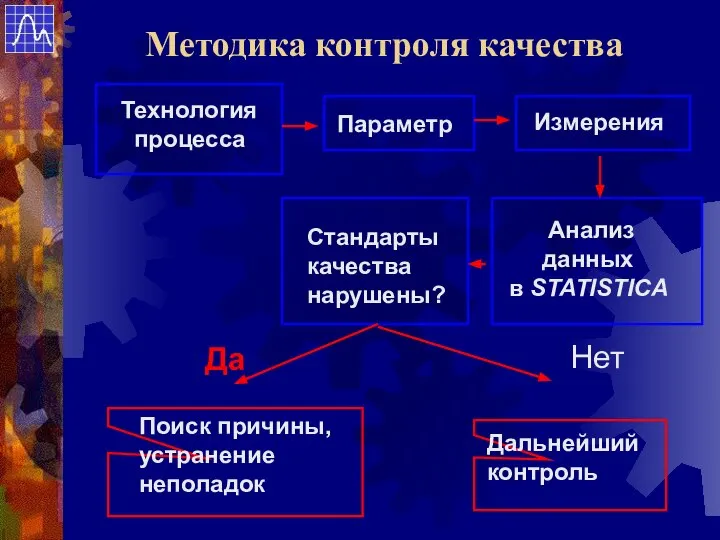
- 8. Да Методика контроля качества
- 9. Результаты проведения всех мероприятий по контролю качества, обнаружению отклонений от стандартов и поиску причин потери качества
- 10. Диаграмма носит название “Диаграмма причин и следствий”. Иногда ее называют также “Рыбий скелет” из-за некоторого визуального
- 11. Несмотря на кажущуюся простоту она имеет очень важное значение: наглядно представлены все основные причины, вызывающие потери
- 12. Рассмотрим технологический процесс на предприятии, занимающимся производством алюминиевой фольги “Рыбий скелет”
- 13. Плавильные печи Линия разливки Прокатный цех Отжиг Прокатка до необходимой толщины Схема производства Полуфабрикаты: Пивные банки
- 14. Параметры сырья: химический состав, доля элементов в % Параметры производства: температура, давление Параметры, определяющие качество фольги:
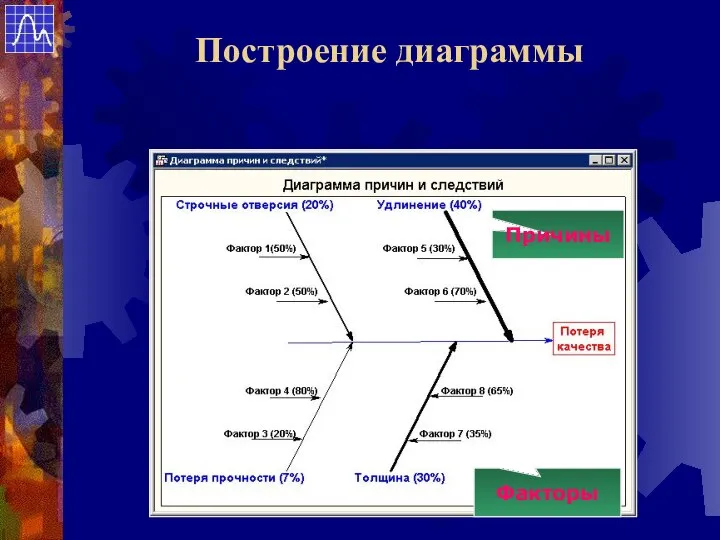
- 15. Построение диаграммы Факторы Причины
- 16. Ясное логическое изложение всех взаимосвязей качества продукции и факторов, влияющих на него, дает основание строить план
- 17. выбор измеряемых параметров надежность результатов измерений организация данных Проведение измерений
- 18. Проверять каждую деталь - это: Занимает много времени Задерживает производственный процесс Большие расходы Проведение измерений
- 19. Необходимо построить эффективный процесс контроля качества Организация контроля качества
- 20. Вместо 100% контроля анализируются значения выборок. На контрольной карте откладываются средние. Организация контроля качества
- 21. Инструментом статистического контроля качества являются контрольные карты Впервые контрольные карты были предложены Шухартом (Shewhart) Bell Telephone
- 22. Основная цель использования контрольных карт - отделить случайные отклонения измеряемой величины от постоянных отклонений, вызванных некоторой
- 23. Контроль качества Общая схема контроля качества: В процессе производства проводится выборочные измерения параметров изделий Строятся и
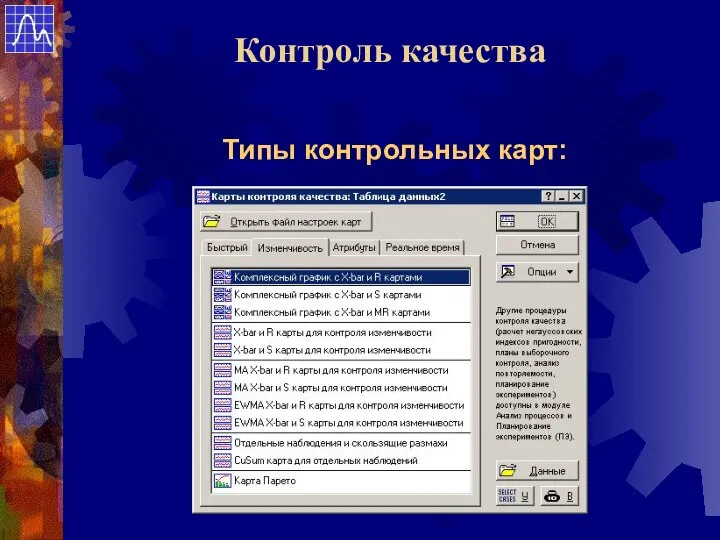
- 24. Типы контрольных карт: Контроль качества
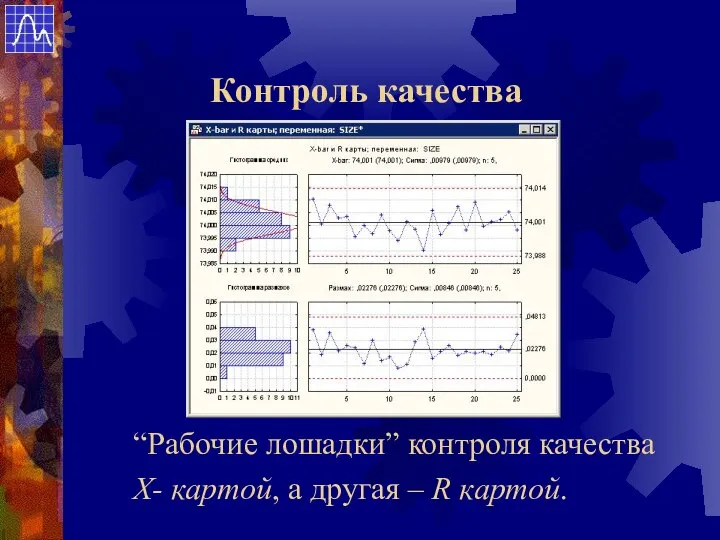
- 25. Контроль качества “Рабочие лошадки” контроля качества Х- картой, а другая – R картой.
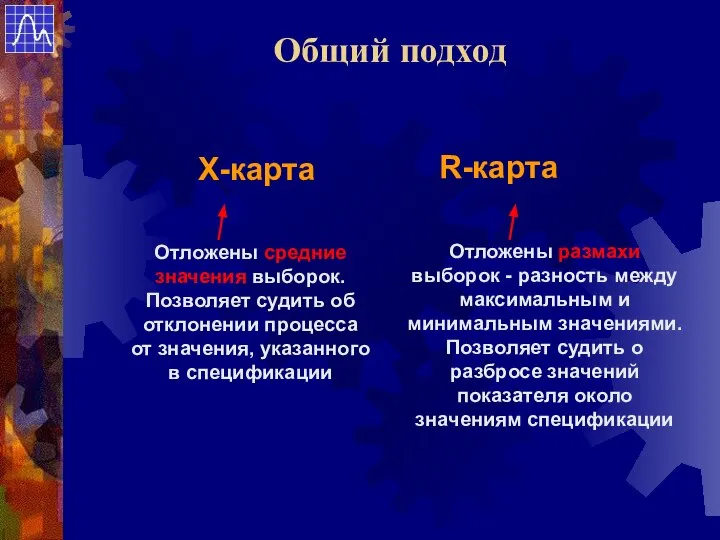
- 26. Х-карта R-карта Общий подход
- 27. X- картa
- 28. R- карта
- 29. Дополнительные виды карт
- 30. Специальные виды карт
- 31. Карта Парето используется для поиска распределения проблем качества. Она основана на принципе Парето: за большинство возможных
- 32. Рассмотрим задачу - есть перечень причин потерь качества рулонов фольги на производстве. Необходимо выделить основные по
- 33. Причины потери качества: Отверстия Толщина Порывы Химический состав Смачивание Вмятины Другие Карта Парето
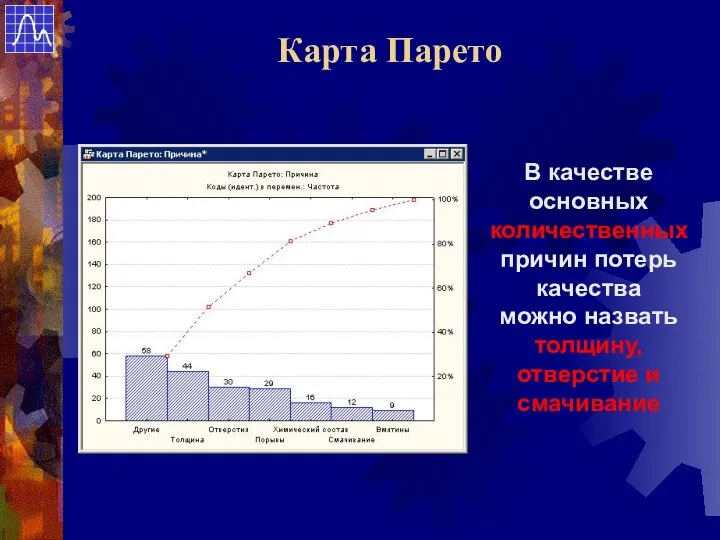
- 34. В качестве основных количественных причин потерь качества можно назвать толщину, отверстие и смачивание Карта Парето
- 35. Выясним, как изменится вклад причин потери качества, если мы будем учитывать количество тонн, которое теряется на
- 36. Учет финансовых потерь выводит на первый план причину смачивание, толщина и хим. состав Карта Парето
- 37. Карта Парето позволяет определить, на что в первую очередь направить усилия по улучшению качества продукции Карта
- 38. Х- и R-карты обычно используются в паре. По Х-карте судят об отклонении процесса от спецификации, R-карта
- 39. На производстве проводится контроль качества толщины листов прокатной фольги. С некоторой периодичностью делаются замеры в партии
- 40. Строим карты контроля качества: Пример
- 41. Тот факт, что на Х-карте точки находятся вне контрольных пределов, позволяет сделать вывод о нарушении стандартов
- 42. Интересно, что точки, находящиеся вне контрольных пределов на Х-карте, не выходят на R-карте за контрольные пределы.
- 43. Результаты анализа Х- и R-карт позволяют сделать предположение о том, что с партии №13 среднее для
- 44. Проведем анализ качества продукции, учитывая тот факт, что измерения проводились для двух разных смен. Воспользуемся краткими
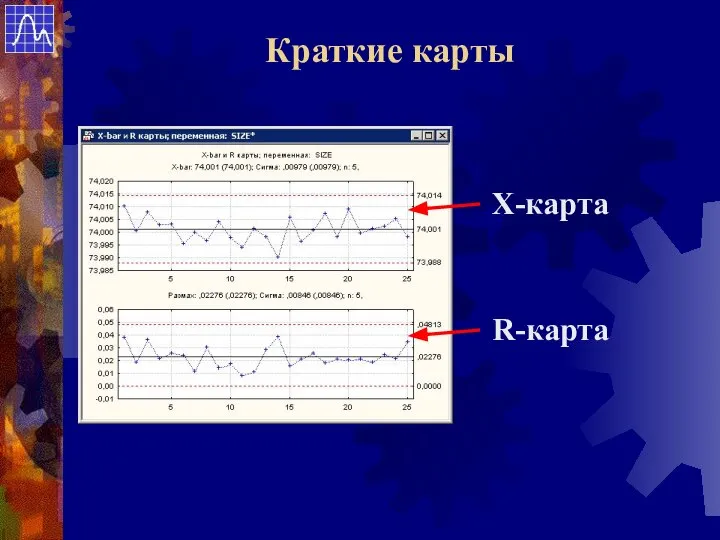
- 45. Х-карта R-карта Краткие карты
- 46. На кратких картах все значения находятся внутри контрольных пределов, что подтверждает предположение о наличии систематического смещения
- 47. Просмотр карт с помощью таблиц результатов Три выборочных средних превысили контрольный предел. Возможно имеет место разладка
- 48. Кривая характеристик Вероятность ошибочного принятия решения о том, что процесс соответствует стандартам качества
- 49. Критерий серий Для того чтобы обнаружить систематические тенденции расположения точек контрольной карты рекомендуется проверить выполнение стандартного
- 50. Анализ процессов Модуль Анализ производственных процессов (или кратко, Анализ процессов) содержит вычислительные процедуры для: оценивания объема
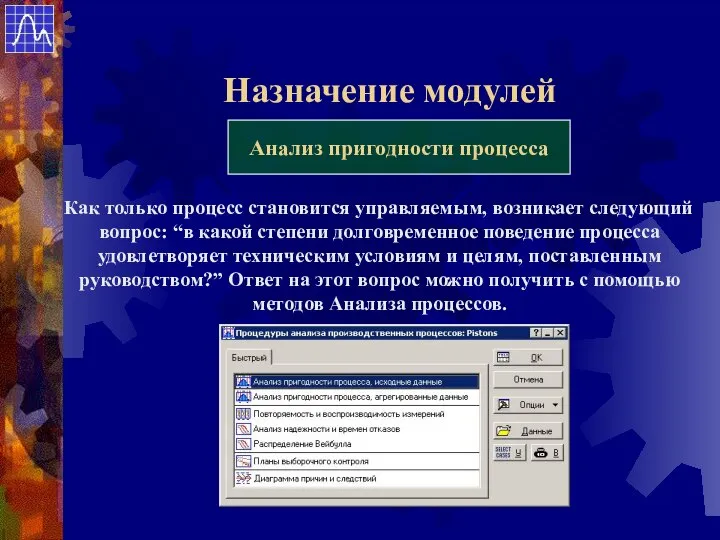
- 51. Назначение модулей Анализ пригодности процесса Как только процесс становится управляемым, возникает следующий вопрос: “в какой степени
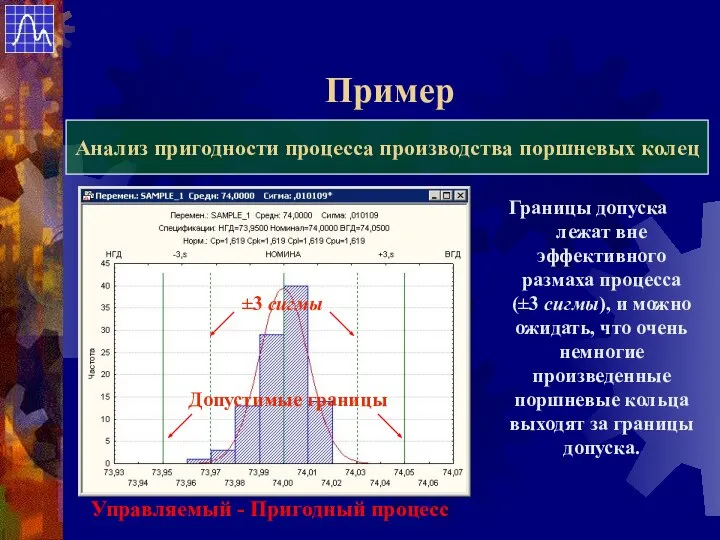
- 52. Пример Анализ пригодности процесса производства поршневых колец Границы допуска лежат вне эффективного размаха процесса (±3 сигмы),
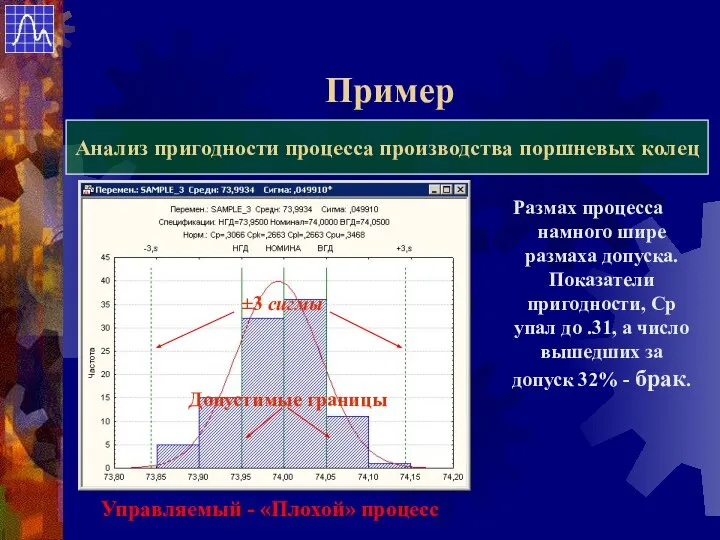
- 53. Пример Анализ пригодности процесса производства поршневых колец Размах процесса намного шире размаха допуска. Показатели пригодности, Cp
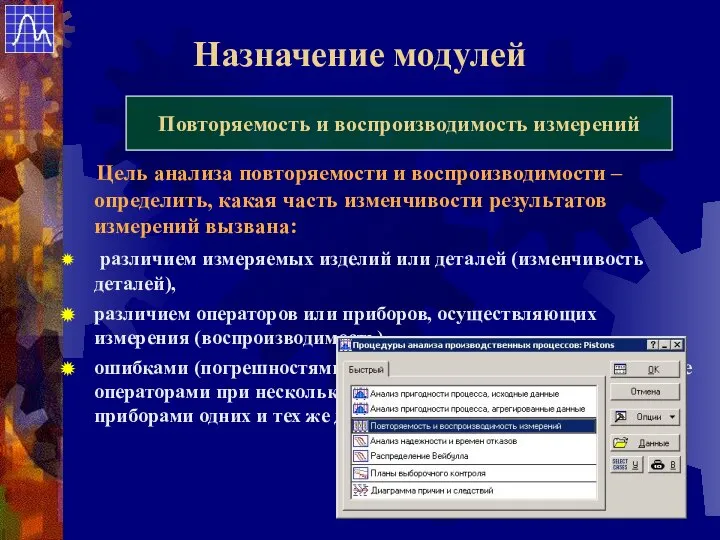
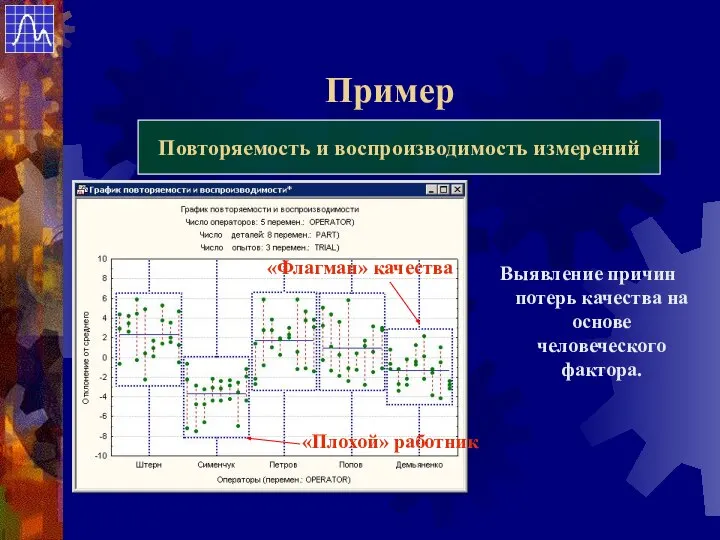
- 54. Назначение модулей Повторяемость и воспроизводимость измерений Цель анализа повторяемости и воспроизводимости – определить, какая часть изменчивости
- 55. Пример Повторяемость и воспроизводимость измерений Выявление причин потерь качества на основе человеческого фактора. «Плохой» работник «Флагман»
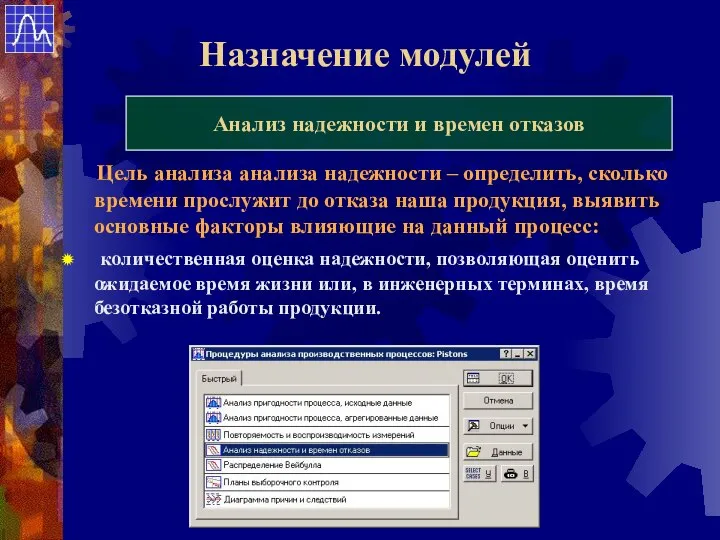
- 56. Назначение модулей Анализ надежности и времен отказов Цель анализа анализа надежности – определить, сколько времени прослужит
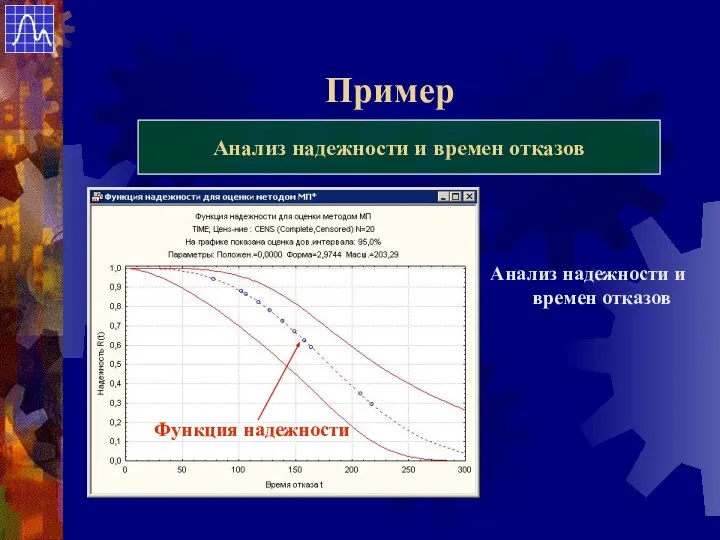
- 57. Пример Анализ надежности и времен отказов Анализ надежности и времен отказов Функция надежности
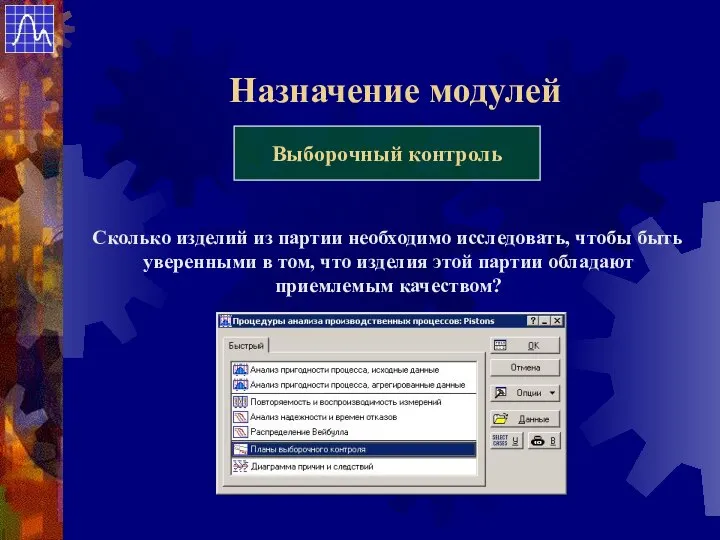
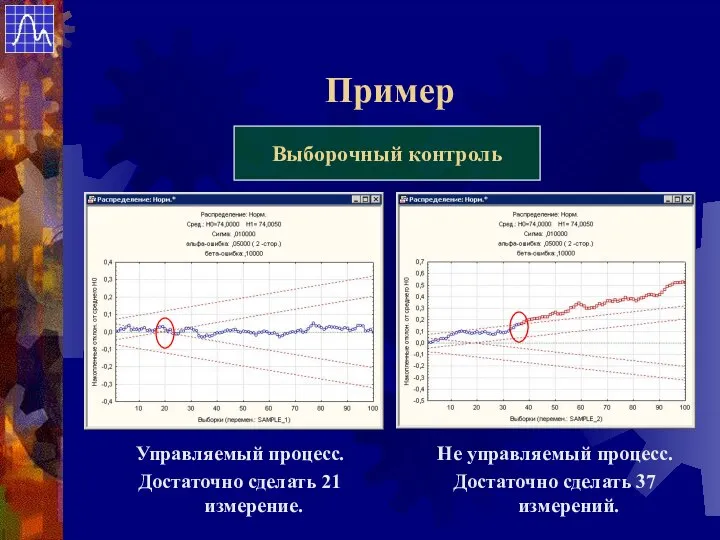
- 58. Назначение модулей Выборочный контроль Сколько изделий из партии необходимо исследовать, чтобы быть уверенными в том, что
- 59. Пример Управляемый процесс. Достаточно сделать 21 измерение. Выборочный контроль Не управляемый процесс. Достаточно сделать 37 измерений.
- 60. Планирование экспериментов Модуль Анализ и планирование эксперимента содержит вычислительные процедуры для: построения оптимальных планов проведения эксперимента
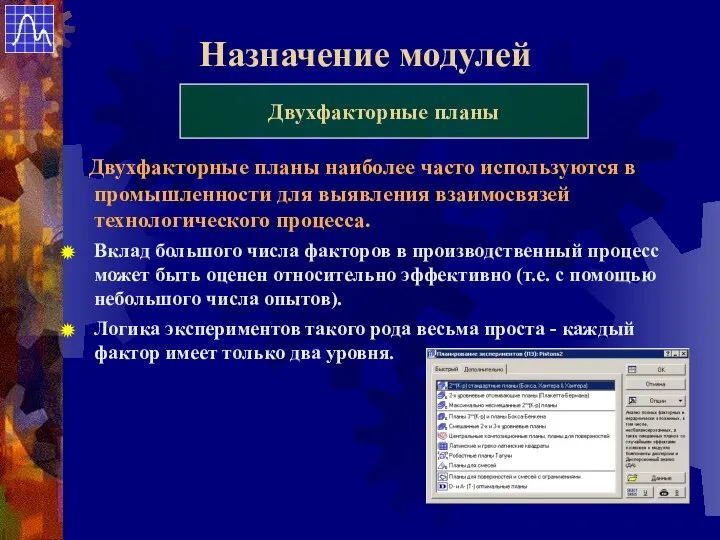
- 61. Назначение модулей Двухфакторные планы Двухфакторные планы наиболее часто используются в промышленности для выявления взаимосвязей технологического процесса.
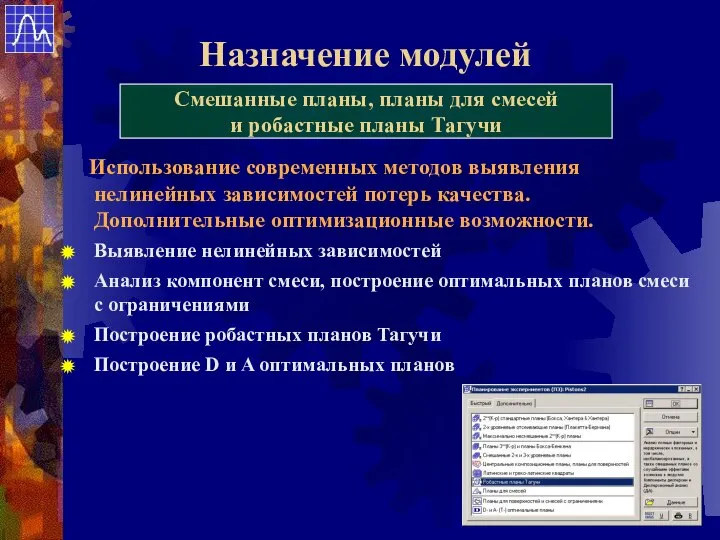
- 62. Назначение модулей Смешанные планы, планы для смесей и робастные планы Тагучи Использование современных методов выявления нелинейных
- 63. 6σ StatSoft® Russia Шесть Сигма
- 64. Глобализация экономики Мгновенный доступ к информации Разнообразие продукции и услуг Старые модели бизнеса больше не действуют.
- 65. "Шесть Сигма" - это высокоорганизованный процесс, который помогает нам сконцентрироваться на разработке и производстве продукции и
- 66. Объем экономии средств компанией “Motorola” за 1988 год составил 480 млн. долл. В этом же году,
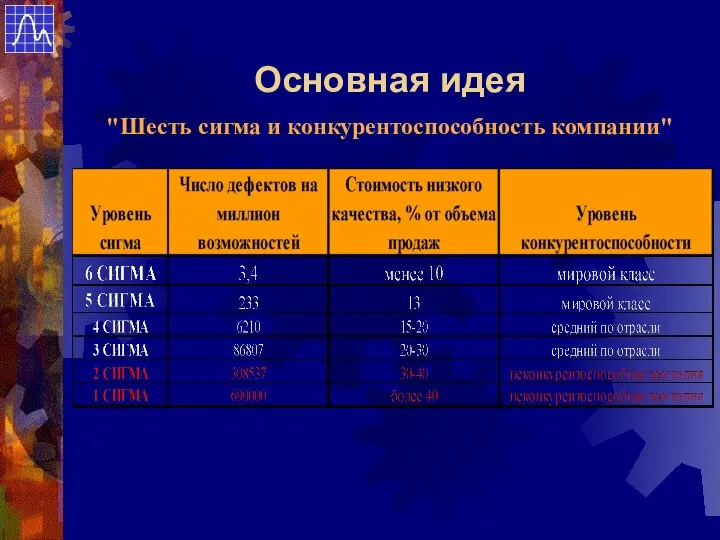
- 67. "Шесть сигма" - такой уровень эффективности процесса, при котором на каждый миллион возможностей или операций приходится
- 68. Основная идея "Шесть сигма и конкурентоспособность компании"
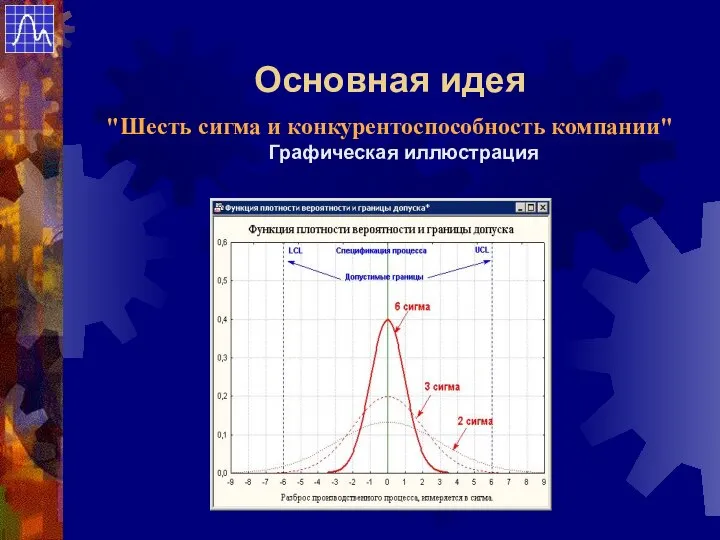
- 69. Основная идея "Шесть сигма и конкурентоспособность компании" Графическая иллюстрация
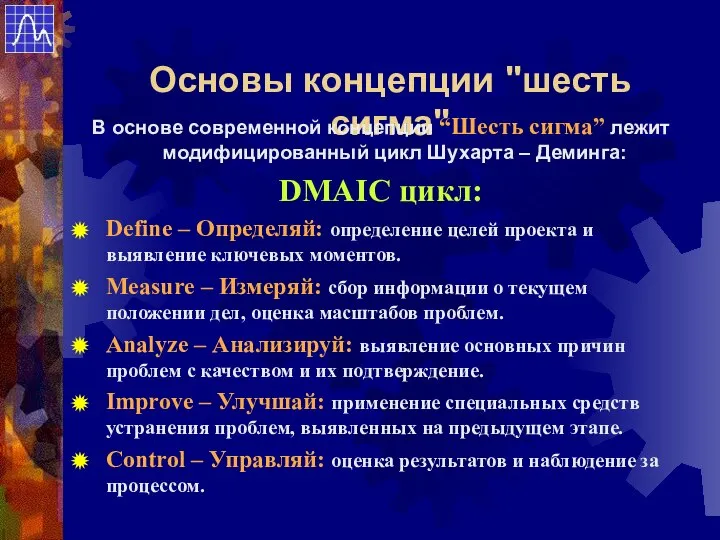
- 70. Основы концепции "шесть сигма" В основе современной концепции “Шесть сигма” лежит модифицированный цикл Шухарта – Деминга:
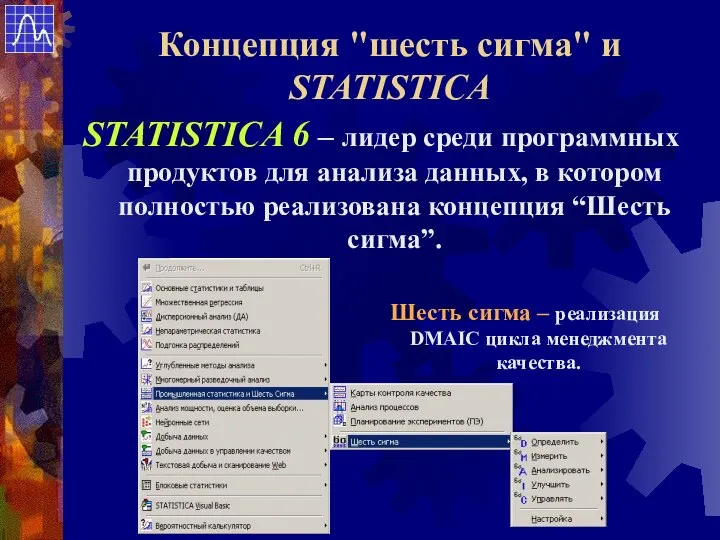
- 71. Концепция "шесть сигма" и STATISTICA STATISTICA 6 – лидер среди программных продуктов для анализа данных, в
- 72. DMAIC цикл Define – Определяй Фаза Определяй направлена на определение целей проекта и выявление ключевых вопросов,
- 73. DMAIC цикл Measure – Измеряй Цель фазы Измерить стратегии Шесть Сигма - собрать информацию о текущем
- 74. DMAIC цикл Analyze – Анализируй Цель этапа Анализировать концепции Шесть Сигма - выявить основные причины проблем
- 75. DMAIC цикл Improve – Улучшай Цель фазы Улучшай - применение специальных средств устранения проблем (основных причин),
- 76. DMAIC цикл Control – Управляй Цель этапа Управляй - оценить результаты предыдущей фазы (Улучшай) и наблюдать
- 77. Совокупность представленных методов статистической обработки промышленных данных позволяет организовать процесс контроля качества на производстве Промышленная статистика
- 78. Вы хотите быть лидерами в области качества? Сотрудничайте с лидерами StatSoft Russia
- 80. Скачать презентацию
Впервые на российском рынке
появилась система
полностью на русском языке,
автоматизирующая методы
контроля качества
Впервые на российском рынке
появилась система
полностью на русском языке,
автоматизирующая методы
контроля качества
Осваивается за несколько дней!
STATISTICA
проста и удобна
для пользования
Осваивается за несколько дней!
STATISTICA
проста и удобна
для пользования
Модули SIS - Промышленной статистики
Планирование эксперимента
Анализ производственных процессов
Карты контроля качества и
Модули SIS - Промышленной статистики
Планирование эксперимента
Анализ производственных процессов
Карты контроля качества и
Проблема потери
качества изделий встает
практически для любой
отрасли производства
Проблема потери
качества изделий встает
практически для любой
отрасли производства
Изменчивость процесса - основной
враг качества
Изменение материалов, сырья, технологии и т.д.
Разладка
Изменчивость процесса - основной
враг качества
Изменение материалов, сырья, технологии и т.д.
Разладка
Отклонение от заданной спецификации
Слишком большой разброс показателя около спецификации
Как можно обнаружить
Отклонение от заданной спецификации
Слишком большой разброс показателя около спецификации
Как можно обнаружить
Да
Методика контроля качества
Да
Методика контроля качества
Результаты проведения
всех мероприятий по контролю качества,
обнаружению отклонений от стандартов и
поиску
Результаты проведения
всех мероприятий по контролю качества,
обнаружению отклонений от стандартов и
поиску
Диаграмма носит название
“Диаграмма причин и следствий”.
Иногда ее называют также
“Рыбий скелет”
Диаграмма носит название
“Диаграмма причин и следствий”.
Иногда ее называют также
“Рыбий скелет”
Несмотря на кажущуюся простоту
она имеет очень важное значение:
наглядно представлены все
основные причины,
Несмотря на кажущуюся простоту
она имеет очень важное значение:
наглядно представлены все
основные причины,
Рассмотрим технологический
процесс на предприятии,
занимающимся производством
алюминиевой фольги
“Рыбий скелет”
Рассмотрим технологический
процесс на предприятии,
занимающимся производством
алюминиевой фольги
“Рыбий скелет”

Плавильные
печи
Линия
разливки
Прокатный
цех
Отжиг
Прокатка до
необходимой
толщины
Схема
производства
Полуфабрикаты:
Пивные банки
Фольга
Авиационная обшивка
…
Плавильные
печи
Линия
разливки
Прокатный
цех
Отжиг
Прокатка до
необходимой
толщины
Схема
производства
Полуфабрикаты:
Пивные банки
Фольга
Авиационная обшивка
…
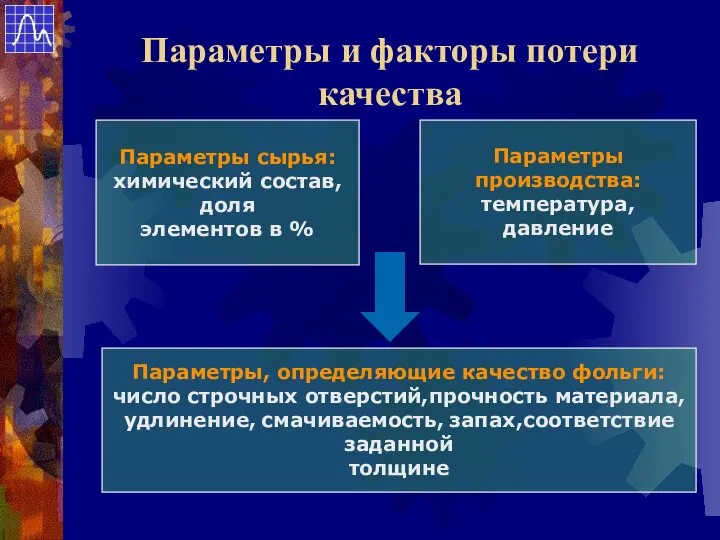
Параметры сырья:
химический состав, доля
элементов в %
Параметры производства:
температура, давление
Параметры, определяющие качество
Параметры сырья:
химический состав, доля
элементов в %
Параметры производства:
температура, давление
Параметры, определяющие качество
Построение диаграммы
Факторы
Причины
Построение диаграммы
Факторы
Причины
Ясное логическое изложение всех
взаимосвязей качества продукции
и факторов, влияющих на него,
дает
Ясное логическое изложение всех
взаимосвязей качества продукции
и факторов, влияющих на него,
дает
выбор измеряемых параметров
надежность результатов измерений
организация данных
Проведение измерений
выбор измеряемых параметров
надежность результатов измерений
организация данных
Проведение измерений
Проверять каждую деталь - это:
Занимает много времени
Задерживает производственный процесс
Большие расходы
Проведение измерений
Проверять каждую деталь - это:
Занимает много времени
Задерживает производственный процесс
Большие расходы
Проведение измерений
Необходимо построить
эффективный
процесс контроля
качества
Организация контроля качества
Необходимо построить
эффективный
процесс контроля
качества
Организация контроля качества
Вместо 100% контроля анализируются
значения выборок. На контрольной карте
откладываются средние.
Организация контроля
Вместо 100% контроля анализируются
значения выборок. На контрольной карте
откладываются средние.
Организация контроля
Инструментом статистического
контроля качества являются
контрольные карты
Впервые контрольные карты были предложены
Шухартом (Shewhart)
Bell
Инструментом статистического
контроля качества являются
контрольные карты
Впервые контрольные карты были предложены
Шухартом (Shewhart)
Bell
Основная цель использования
контрольных карт - отделить
случайные отклонения измеряемой
величины от
Основная цель использования
контрольных карт - отделить
случайные отклонения измеряемой
величины от
Контроль качества
Общая схема контроля качества:
В процессе производства проводится выборочные измерения
Контроль качества
Общая схема контроля качества:
В процессе производства проводится выборочные измерения
Типы контрольных карт:
Контроль качества
Типы контрольных карт:
Контроль качества
Контроль качества
“Рабочие лошадки” контроля качества
Х- картой, а другая – R
Контроль качества
“Рабочие лошадки” контроля качества
Х- картой, а другая – R
Х-карта
R-карта
Общий подход
Х-карта
R-карта
Общий подход
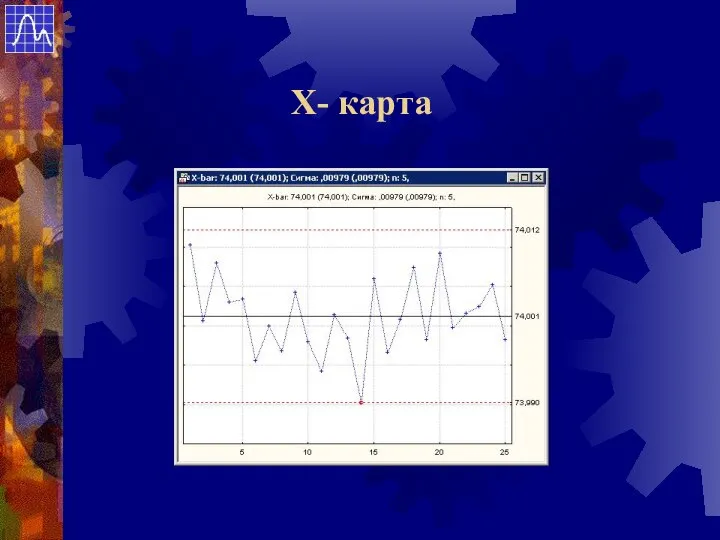
X- картa
X- картa
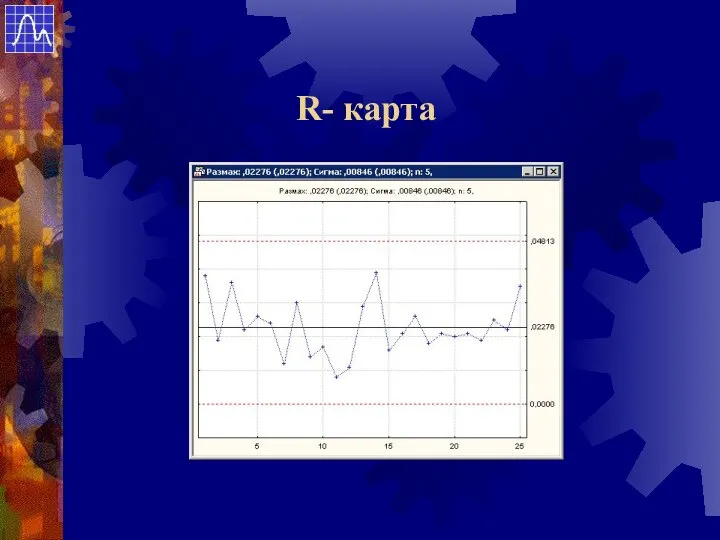
R- карта
R- карта
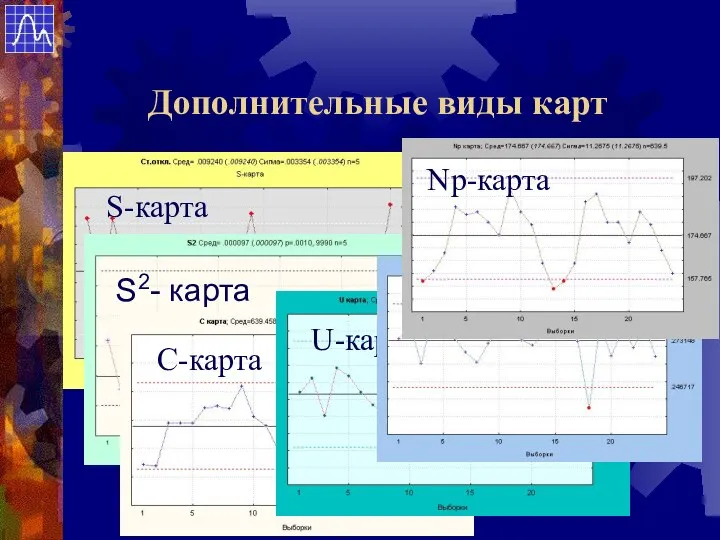
Дополнительные виды карт
Дополнительные виды карт
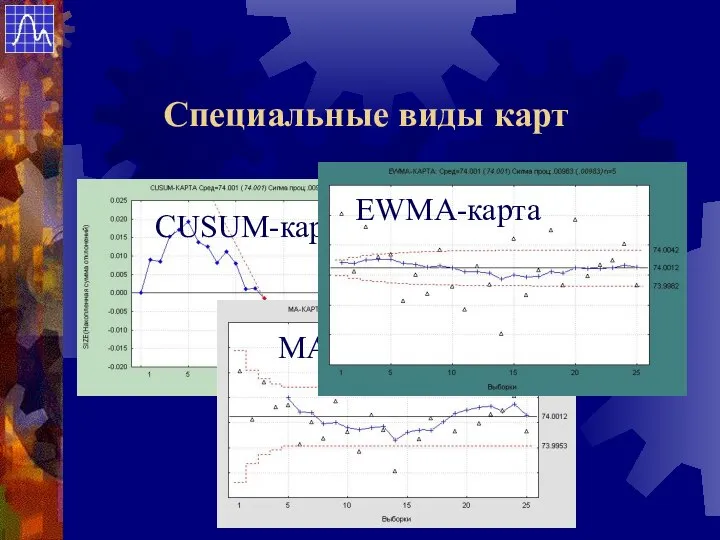
Специальные виды карт
Специальные виды карт
Карта Парето используется для
поиска распределения проблем
качества.
Она основана на принципе Парето:
за
Карта Парето используется для
поиска распределения проблем
качества.
Она основана на принципе Парето:
за
Рассмотрим задачу -
есть перечень причин потерь
качества рулонов фольги
на
Рассмотрим задачу -
есть перечень причин потерь
качества рулонов фольги
на
Причины потери качества:
Отверстия
Толщина
Порывы
Химический состав
Смачивание
Вмятины
Причины потери качества:
Отверстия
Толщина
Порывы
Химический состав
Смачивание
Вмятины
В качестве
основных
количественных
причин потерь
качества
можно назвать
толщину,
отверстие и
смачивание
Карта Парето
В качестве
основных
количественных
причин потерь
качества
можно назвать
толщину,
отверстие и
смачивание
Карта Парето
Выясним, как изменится
вклад причин потери
качества, если мы будем
учитывать количество
тонн,
Выясним, как изменится
вклад причин потери
качества, если мы будем
учитывать количество
тонн,
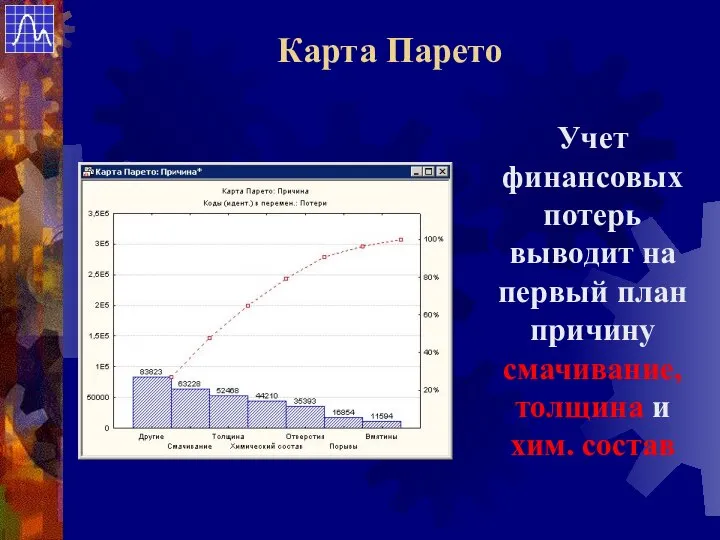
Учет
финансовых
потерь
выводит на
первый план
причину
смачивание,
толщина и
хим. состав
Карта Парето
Учет
финансовых
потерь
выводит на
первый план
причину
смачивание,
толщина и
хим. состав
Карта Парето
Карта Парето позволяет
определить, на что
в первую очередь
направить усилия
по улучшению
качества
Карта Парето позволяет
определить, на что
в первую очередь
направить усилия
по улучшению
качества
Х- и R-карты обычно используются в паре.
По Х-карте судят об отклонении
Х- и R-карты обычно используются в паре.
По Х-карте судят об отклонении
На производстве проводится
контроль качества толщины листов
прокатной фольги.
С некоторой
периодичностью
делаются замеры
в
На производстве проводится
контроль качества толщины листов
прокатной фольги.
С некоторой
периодичностью
делаются замеры
в
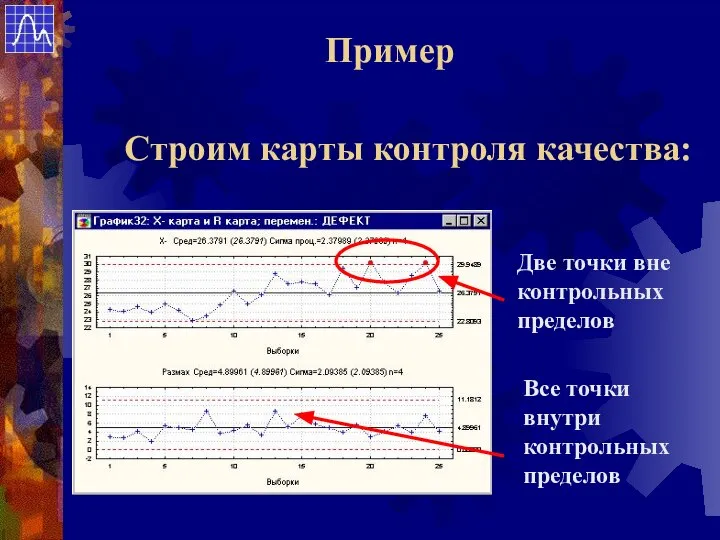
Строим карты контроля качества:
Пример
Строим карты контроля качества:
Пример
Тот факт, что на Х-карте точки
находятся вне контрольных пределов,
позволяет сделать вывод
Тот факт, что на Х-карте точки
находятся вне контрольных пределов,
позволяет сделать вывод
Интересно, что точки, находящиеся
вне контрольных пределов
на Х-карте, не выходят на R-карте
за
Интересно, что точки, находящиеся
вне контрольных пределов
на Х-карте, не выходят на R-карте
за
Результаты анализа Х- и R-карт
позволяют сделать
предположение о том, что с партии
Результаты анализа Х- и R-карт
позволяют сделать
предположение о том, что с партии
Проведем анализ качества продукции,
учитывая тот факт, что измерения
проводились для двух разных
Проведем анализ качества продукции,
учитывая тот факт, что измерения
проводились для двух разных
Х-карта
R-карта
Краткие карты
Х-карта
R-карта
Краткие карты
На кратких картах все значения
находятся внутри контрольных пределов,
что подтверждает предположение
На кратких картах все значения
находятся внутри контрольных пределов,
что подтверждает предположение
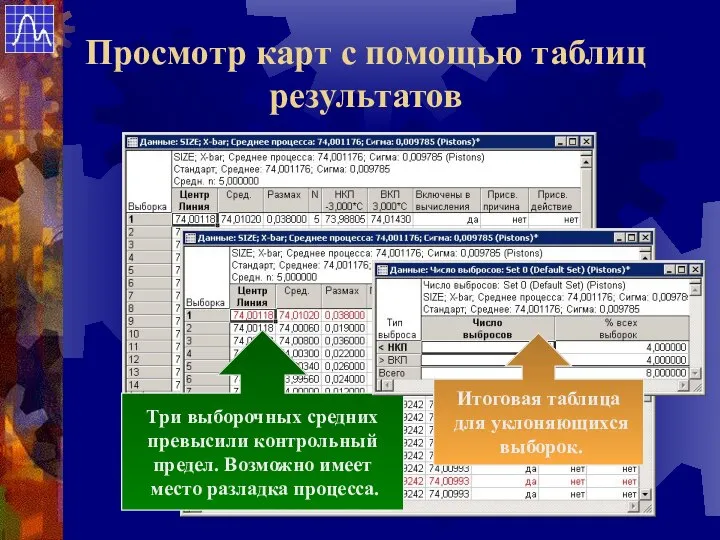
Просмотр карт с помощью таблиц результатов
Три выборочных средних
превысили контрольный
предел. Возможно имеет
Просмотр карт с помощью таблиц результатов
Три выборочных средних
превысили контрольный
предел. Возможно имеет
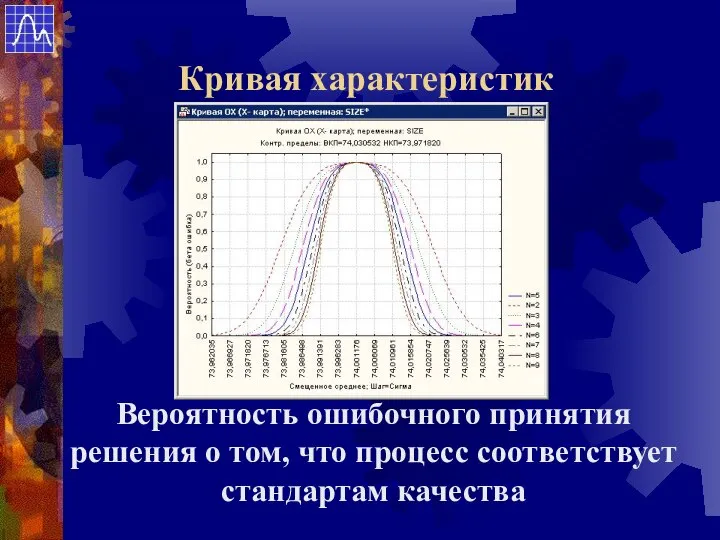
Кривая характеристик
Вероятность ошибочного принятия решения о том, что процесс соответствует стандартам
Кривая характеристик
Вероятность ошибочного принятия решения о том, что процесс соответствует стандартам
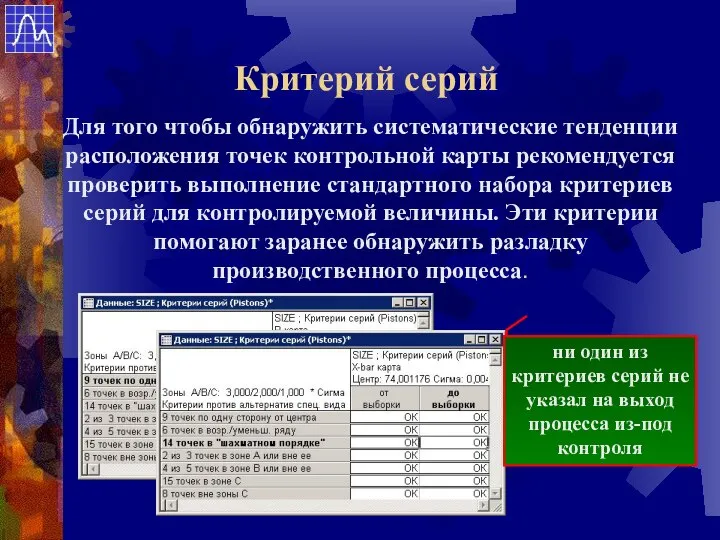
Критерий серий
Для того чтобы обнаружить систематические тенденции расположения точек контрольной карты
Критерий серий
Для того чтобы обнаружить систематические тенденции расположения точек контрольной карты
Анализ процессов
Модуль Анализ производственных процессов (или кратко, Анализ процессов) содержит
Анализ процессов
Модуль Анализ производственных процессов (или кратко, Анализ процессов) содержит
Назначение модулей
Анализ пригодности процесса
Как только процесс становится управляемым, возникает следующий
Назначение модулей
Анализ пригодности процесса
Как только процесс становится управляемым, возникает следующий
Пример
Анализ пригодности процесса производства поршневых колец
Границы допуска лежат вне эффективного размаха
Пример
Анализ пригодности процесса производства поршневых колец
Границы допуска лежат вне эффективного размаха
Пример
Анализ пригодности процесса производства поршневых колец
Размах процесса намного шире размаха допуска.
Пример
Анализ пригодности процесса производства поршневых колец
Размах процесса намного шире размаха допуска.
Назначение модулей
Повторяемость и воспроизводимость измерений
Цель анализа повторяемости и воспроизводимости –
Назначение модулей
Повторяемость и воспроизводимость измерений
Цель анализа повторяемости и воспроизводимости –
Пример
Повторяемость и воспроизводимость измерений
Выявление причин потерь качества на основе человеческого фактора.
Пример
Повторяемость и воспроизводимость измерений
Выявление причин потерь качества на основе человеческого фактора.
Назначение модулей
Анализ надежности и времен отказов
Цель анализа анализа надежности
Назначение модулей
Анализ надежности и времен отказов
Цель анализа анализа надежности
Пример
Анализ надежности и времен отказов
Анализ надежности и времен отказов
Функция надежности
Пример
Анализ надежности и времен отказов
Анализ надежности и времен отказов
Функция надежности
Назначение модулей
Выборочный контроль
Сколько изделий из партии необходимо исследовать, чтобы
Назначение модулей
Выборочный контроль
Сколько изделий из партии необходимо исследовать, чтобы
Пример
Управляемый процесс.
Достаточно сделать 21 измерение.
Выборочный контроль
Не управляемый процесс.
Достаточно сделать 37 измерений.
Пример
Управляемый процесс.
Достаточно сделать 21 измерение.
Выборочный контроль
Не управляемый процесс.
Достаточно сделать 37 измерений.
Планирование экспериментов
Модуль Анализ и планирование эксперимента содержит вычислительные процедуры для:
построения
Планирование экспериментов
Модуль Анализ и планирование эксперимента содержит вычислительные процедуры для:
построения
Назначение модулей
Двухфакторные планы
Двухфакторные планы наиболее часто используются в промышленности
Назначение модулей
Двухфакторные планы
Двухфакторные планы наиболее часто используются в промышленности
Назначение модулей
Смешанные планы, планы для смесей
и робастные планы Тагучи
Назначение модулей
Смешанные планы, планы для смесей
и робастные планы Тагучи

6σ
StatSoft® Russia
Шесть Сигма
6σ
StatSoft® Russia
Шесть Сигма
Глобализация экономики
Мгновенный доступ к информации
Разнообразие продукции и услуг
Старые модели
Глобализация экономики
Мгновенный доступ к информации
Разнообразие продукции и услуг
Старые модели
"Шесть Сигма" - это высокоорганизованный процесс, который помогает нам сконцентрироваться
"Шесть Сигма" - это высокоорганизованный процесс, который помогает нам сконцентрироваться
Объем экономии средств компанией “Motorola” за 1988 год составил 480 млн.
Объем экономии средств компанией “Motorola” за 1988 год составил 480 млн.
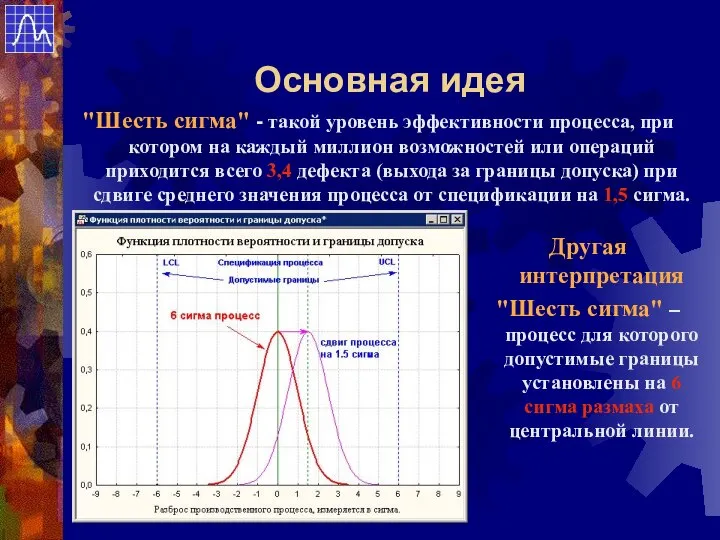
"Шесть сигма" - такой уровень эффективности процесса, при котором на каждый
"Шесть сигма" - такой уровень эффективности процесса, при котором на каждый
Основная идея
"Шесть сигма и конкурентоспособность компании"
Основная идея
"Шесть сигма и конкурентоспособность компании"
Основная идея
"Шесть сигма и конкурентоспособность компании" Графическая иллюстрация
Основная идея
"Шесть сигма и конкурентоспособность компании" Графическая иллюстрация
Основы концепции "шесть сигма"
В основе современной концепции “Шесть сигма” лежит
Основы концепции "шесть сигма"
В основе современной концепции “Шесть сигма” лежит
Концепция "шесть сигма" и STATISTICA
STATISTICA 6 – лидер среди программных продуктов
Концепция "шесть сигма" и STATISTICA
STATISTICA 6 – лидер среди программных продуктов
DMAIC цикл
Define – Определяй
Фаза Определяй направлена на определение целей проекта
DMAIC цикл
Define – Определяй
Фаза Определяй направлена на определение целей проекта
DMAIC цикл
Measure – Измеряй
Цель фазы Измерить стратегии Шесть Сигма -
DMAIC цикл
Measure – Измеряй
Цель фазы Измерить стратегии Шесть Сигма -
DMAIC цикл
Analyze – Анализируй
Цель этапа Анализировать концепции Шесть Сигма -
DMAIC цикл
Analyze – Анализируй
Цель этапа Анализировать концепции Шесть Сигма -
DMAIC цикл
Improve – Улучшай
Цель фазы Улучшай - применение специальных средств
DMAIC цикл
Improve – Улучшай
Цель фазы Улучшай - применение специальных средств
DMAIC цикл
Control – Управляй
Цель этапа Управляй - оценить результаты предыдущей
DMAIC цикл
Control – Управляй
Цель этапа Управляй - оценить результаты предыдущей
Совокупность представленных методов
статистической обработки
промышленных
данных позволяет
организовать процесс
контроля качества
на производстве
Промышленная
Совокупность представленных методов
статистической обработки
промышленных
данных позволяет
организовать процесс
контроля качества
на производстве
Промышленная
Вы хотите быть
лидерами
в области качества?
Сотрудничайте с лидерами
StatSoft Russia
Вы хотите быть
лидерами
в области качества?
Сотрудничайте с лидерами
StatSoft Russia
 Консерваторы в конце 50-ых и в начале 60-ых гг.
Консерваторы в конце 50-ых и в начале 60-ых гг. Идеал семейной жизни в житиях русских святых
Идеал семейной жизни в житиях русских святых Программирование на языке Java. Примитивные типы данных. Операции, комментарии. (Лекция 2.1)
Программирование на языке Java. Примитивные типы данных. Операции, комментарии. (Лекция 2.1) Застольный этикет
Застольный этикет Istoria_razvitia_nevrologii
Istoria_razvitia_nevrologii Перфоманс, хэппенинг, инсталляция
Перфоманс, хэппенинг, инсталляция Конституційно-правова відповідальність
Конституційно-правова відповідальність Ленинградская фонетическая школа
Ленинградская фонетическая школа Усиление каменных конструкций. Часть 1
Усиление каменных конструкций. Часть 1 Заболевания сосудов
Заболевания сосудов Управление в сфере антимонопольного и тарифного регулирования
Управление в сфере антимонопольного и тарифного регулирования lection_3_IDO.ppt
lection_3_IDO.ppt Понятие архитектуры ЭВМ и общие механизмы функционирования
Понятие архитектуры ЭВМ и общие механизмы функционирования Принципы организации Прокуратуры Российской Федерации
Принципы организации Прокуратуры Российской Федерации Усеченный инфинитив
Усеченный инфинитив Châteaux de la Loire
Châteaux de la Loire K-P-T vaihtelu Nominityypit Vartalot Harjoitukset (1)
K-P-T vaihtelu Nominityypit Vartalot Harjoitukset (1) Иммунопрофилактика
Иммунопрофилактика Классификация видов искусства
Классификация видов искусства О схемах программ Схема проектирования цикла с помощью инварианта
О схемах программ Схема проектирования цикла с помощью инварианта Экологическая игра « Поле чудес» - презентация для начальной школы_
Экологическая игра « Поле чудес» - презентация для начальной школы_ Lin/ltl 487 second language pedagogy. Week 8
Lin/ltl 487 second language pedagogy. Week 8 Массивы
Массивы Принадлежность точки линии
Принадлежность точки линии Развитие новых технологий XVII-XXI века
Развитие новых технологий XVII-XXI века это вид искусства, в котором художественные образы создаются средствами пластических движений и ритмически четкой и непрерывной
это вид искусства, в котором художественные образы создаются средствами пластических движений и ритмически четкой и непрерывной  Рождество (Christmas). Что такое Рождество?
Рождество (Christmas). Что такое Рождество? ГБ4лечение для ВОГ
ГБ4лечение для ВОГ