- Станки с ЧПУ. Технологическое оборудование

Содержание
- 2. Общие сведения о станках с ЧПУ Числовое программное управление (ЧПУ) - это управление, при котором программу
- 3. Классификация по технологическому назначению и функциональным возможностям По технологическому назначению и функциональным возможностям системы ЧПУ подразделяют
- 4. Классификация по виду управления Станки с программным управлением (ПУ) по виду управления подразделяют на станки и
- 5. Обозначение степени автоматизации В моделях станков с ПУ для обозначения степени автоматизации добавляется буква Ф с
- 6. Использование оборудования с ЧПУ Использование конкретного вида оборудования с ЧПУ зависит от сложности изготовления детали и
- 7. Особенность станка с ЧПУ Принципиальная особенность станка с ЧПУ - это работа по управляющей программе (УП),
- 8. Основные преимущества станков с ЧПУ Основные преимущества станков с ЧПУ: производительность станка повышается в 1,5...2,5 раза
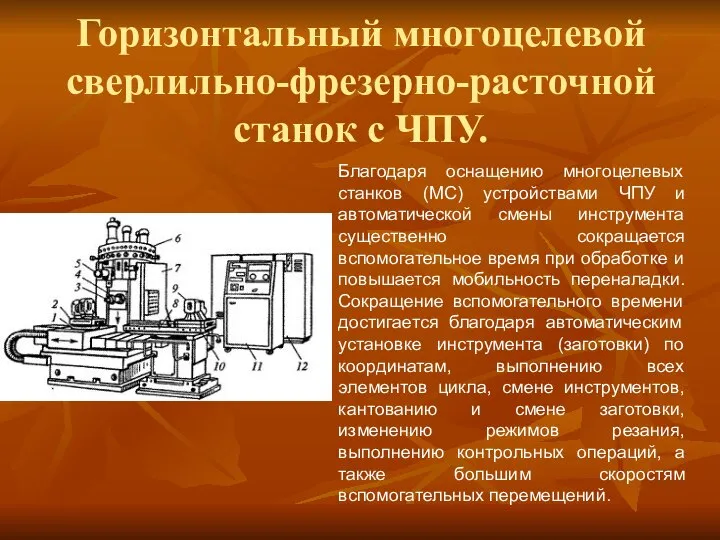
- 9. Горизонтальный многоцелевой сверлильно-фрезерно-расточной станок с ЧПУ. Благодаря оснащению многоцелевых станков (МС) устройствами ЧПУ и автоматической смены
- 10. Постоянные технологические циклы вариантов обработки, используемые на станке модели ИП320ПМФ4 1-Фрезерование наружного контура; 2-глубокое сверление с
- 11. Устройство ЧПУ для автоматической смены приспособлений-спутников 1-базовая плита; 2,17-регулировочные винты; 3-зубчатое колесо; 4-рейка; 5,10,13, и 16-гидроцилиндры;
- 12. Оснастка и инструмент для многоцелевых станков с ЧПУ Расточные головки для ЧЕРНОВОГО растачивания RAC Расточные головки
- 14. Скачать презентацию
Общие сведения о станках с ЧПУ
Числовое программное управление (ЧПУ) -
Общие сведения о станках с ЧПУ
Числовое программное управление (ЧПУ) -
Классификация по технологическому назначению и функциональным возможностям
По технологическому назначению и
Классификация по технологическому назначению и функциональным возможностям
По технологическому назначению и
Классификация по виду управления
Станки с программным управлением (ПУ) по виду управления
Классификация по виду управления
Станки с программным управлением (ПУ) по виду управления
Обозначение степени автоматизации
В моделях станков с ПУ для обозначения степени автоматизации
Обозначение степени автоматизации
В моделях станков с ПУ для обозначения степени автоматизации
Использование оборудования с ЧПУ
Использование конкретного вида оборудования с ЧПУ зависит от
Использование оборудования с ЧПУ
Использование конкретного вида оборудования с ЧПУ зависит от
Особенность станка с ЧПУ
Принципиальная особенность станка с ЧПУ - это работа
Особенность станка с ЧПУ
Принципиальная особенность станка с ЧПУ - это работа
Основные преимущества станков с ЧПУ
Основные преимущества станков с ЧПУ:
производительность станка повышается
Основные преимущества станков с ЧПУ
Основные преимущества станков с ЧПУ:
производительность станка повышается
Горизонтальный многоцелевой сверлильно-фрезерно-расточной станок с ЧПУ.
Благодаря оснащению многоцелевых станков (МС) устройствами
Горизонтальный многоцелевой сверлильно-фрезерно-расточной станок с ЧПУ.
Благодаря оснащению многоцелевых станков (МС) устройствами
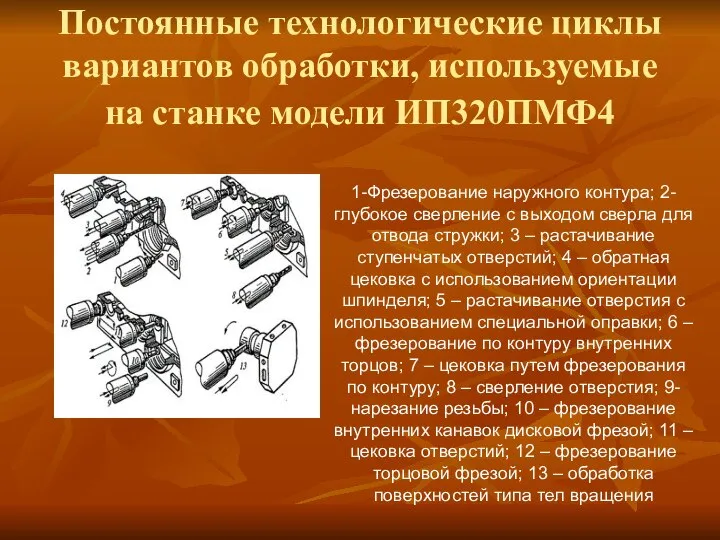
Постоянные технологические циклы вариантов обработки, используемые на станке модели ИП320ПМФ4
1-Фрезерование
Постоянные технологические циклы вариантов обработки, используемые на станке модели ИП320ПМФ4
1-Фрезерование

Устройство ЧПУ для автоматической смены приспособлений-спутников
1-базовая плита; 2,17-регулировочные винты; 3-зубчатое
Устройство ЧПУ для автоматической смены приспособлений-спутников
1-базовая плита; 2,17-регулировочные винты; 3-зубчатое

Оснастка и инструмент для многоцелевых станков с ЧПУ
Расточные головки для
Оснастка и инструмент для многоцелевых станков с ЧПУ
Расточные головки для
 Мониторинг и контроль в региональном управлении и территориальном планировании
Мониторинг и контроль в региональном управлении и территориальном планировании Черепашка и координатная система
Черепашка и координатная система Античный полис. Политическая история Древней Греции
Античный полис. Политическая история Древней Греции Қызметтік хат
Қызметтік хат Патогенные анаэробы
Патогенные анаэробы Формирование и качество институциональной среды Малкова К.Д., группа 21П-304 Кафедра экономики отраслей и рынков
Формирование и качество институциональной среды Малкова К.Д., группа 21П-304 Кафедра экономики отраслей и рынков ПОДТВЕРЖДЕНИЕ СООТВЕТСТВИЯ ПРОДОВОЛЬСТВЕННЫХ ТОВАРОВ УСТАНОВЛЕННЫМ ТРЕБОВАНИЯМ
ПОДТВЕРЖДЕНИЕ СООТВЕТСТВИЯ ПРОДОВОЛЬСТВЕННЫХ ТОВАРОВ УСТАНОВЛЕННЫМ ТРЕБОВАНИЯМ Компетентность педагога профильной школы
Компетентность педагога профильной школы  Мочевыделительная система
Мочевыделительная система  Презентация "Музыкальное искусство как способ приобщения к православной культуре" - скачать презентации по МХК
Презентация "Музыкальное искусство как способ приобщения к православной культуре" - скачать презентации по МХК Противодействие коррупции. Лекция 5
Противодействие коррупции. Лекция 5 Дипломный проект. Ремонт, мотаж и эксплуатация домкратов
Дипломный проект. Ремонт, мотаж и эксплуатация домкратов ТЕМА 3 ЭЛАСТИЧНОСТЬ СПРОСА И ПРЕДЛОЖЕНИЯ Чего нельзя измерить, тем нельзя управлять. Изречение американских менеджеров Ни од
ТЕМА 3 ЭЛАСТИЧНОСТЬ СПРОСА И ПРЕДЛОЖЕНИЯ Чего нельзя измерить, тем нельзя управлять. Изречение американских менеджеров Ни од Операционные системы Введение в операционные системы
Операционные системы Введение в операционные системы « О ручке и чернилах » Цель: Почему на смену гусиному перу пришла шариковая ручка? Задачи: 1. Изучить литературу по данной теме и
« О ручке и чернилах » Цель: Почему на смену гусиному перу пришла шариковая ручка? Задачи: 1. Изучить литературу по данной теме и  Дом мечты
Дом мечты Особенности борьбы с контрабандой в современных условиях в Дальневосточном Таможенном Управлении (ДВТУ) Выполнила: студентка 2 ку
Особенности борьбы с контрабандой в современных условиях в Дальневосточном Таможенном Управлении (ДВТУ) Выполнила: студентка 2 ку Мореходные качества судна
Мореходные качества судна Городецкая роспись в развитии эстетического восприятия детей в целях духовно-нравственного воспитания
Городецкая роспись в развитии эстетического восприятия детей в целях духовно-нравственного воспитания Празници и обичаи на българските граждани Празници и обичаи на българските граждани Човекът и обществото трети клас Човекът и общ
Празници и обичаи на българските граждани Празници и обичаи на българските граждани Човекът и обществото трети клас Човекът и общ Презентация "Как заработать на вывозе мусора" - скачать презентации по Экономике
Презентация "Как заработать на вывозе мусора" - скачать презентации по Экономике Проектирование экранных форм электронных документов Понятие информационной базы и способы ее организации
Проектирование экранных форм электронных документов Понятие информационной базы и способы ее организации Речь_02
Речь_02 Понятия «схемотехника», «телекоммуникационные устройства»
Понятия «схемотехника», «телекоммуникационные устройства» Осенний пейзаж
Осенний пейзаж История государства и права Республики Бурятия
История государства и права Республики Бурятия  Масштабировнаие
Масштабировнаие Программирование в С++
Программирование в С++