- STATISTICA 6 SIS

Содержание
- 2. ISO 9000 Сертифицированная система качества прежде всего необходима предприятиям, которые претендуют на иностранные инвестиции или стремятся
- 3. ISO 9000 ISO 9000 особенно выделяет важность использования статистических методов в системе управления качеством Требования SPC
- 4. Впервые на российском рынке появилась система полностью на русском языке, автоматизирующая методы работы с картами контроля
- 5. Осваивается за несколько дней! STATISTICA проста и удобна для пользования
- 6. Модули SIS - Промышленной статистики Планирование эксперимента Анализ производственных процессов Карты контроля качества и интерактивные карты
- 7. Проблема потери качества некоторых изделий встает практически для любой отрасли производства
- 8. StatSoft® Russia Пример: производство алюминиевой фольги на комбинате ОАО “Саянская фольга”
- 9. Плавильные печи Линия разливки Прокатный цех Отжиг Прокатка до необходимой толщины Схема производства
- 10. Параметры сырья: химический состав, доля элементов в % Параметры производства: температура, давление Параметры, определяющие качество фольги:
- 11. Изменчивость - основной враг качества Изменение материалов, сырья, технологии и т.д. Разладка настроек станков Человеческий фактор
- 12. Отклонение от заданной спецификации Слишком большой разброс показателя около спецификации Как можно обнаружить потери качества?
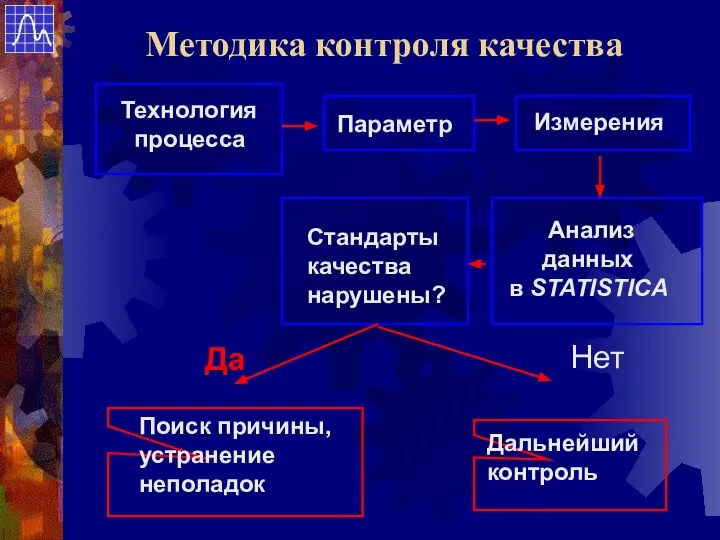
- 13. Да Методика контроля качества
- 14. Результаты проведения всех мероприятий по контролю качества, обнаружению отклонений от стандартов и поиску причин потери качества
- 15. Диаграмма носит название “Диаграмма причин и следствий”. Иногда ее называют также “Рыбий скелет” из-за некоторого визуального
- 16. Несмотря на кажущуюся простоту она имеет очень важное значение: наглядно представлены все основные причины, вызывающие потери
- 17. Рассмотрим технологический процесс на предприятии “Русская фольга” группы компаний “Русский алюминий” “Рыбий скелет”
- 18. Построение диаграммы Факторы Причины
- 19. Ясное логическое изложение всех взаимосвязей качества продукции и факторов, влияющих на него, дает основание строить план
- 20. выбор измеряемых параметров надежность результатов измерений организация данных Проведение измерений
- 21. Проверять каждую деталь - это: Занимает много времени Задерживает производственный процесс Большие расходы Проведение измерений
- 22. Необходимо построить эффективный процесс контроля качества Организация контроля качества
- 23. Вместо 100% контроля анализируются значения выборок. На контрольной карте откладываются средние. Организация контроля качества
- 24. Инструментом статистического контроля качества являются контрольные карты Впервые контрольные карты были предложены Шухартом (Shewhart) Bell Telephone
- 25. Основная цель использования контрольных карт - отделить случайные отклонения измеряемой величины от постоянных отклонений, вызванных некоторой
- 26. Контроль качества Общая схема контроля качества: В процессе производства проводится выборочные измерения параметров изделий Строятся и
- 27. Типы контрольных карт: Контроль качества
- 28. Контроль качества “Рабочие лошадки” контроля качества Х- картой, а другая – R картой.
- 29. Х-карта R-карта Общий подход
- 30. X- картa
- 31. R- карта
- 33. Специальные виды карт
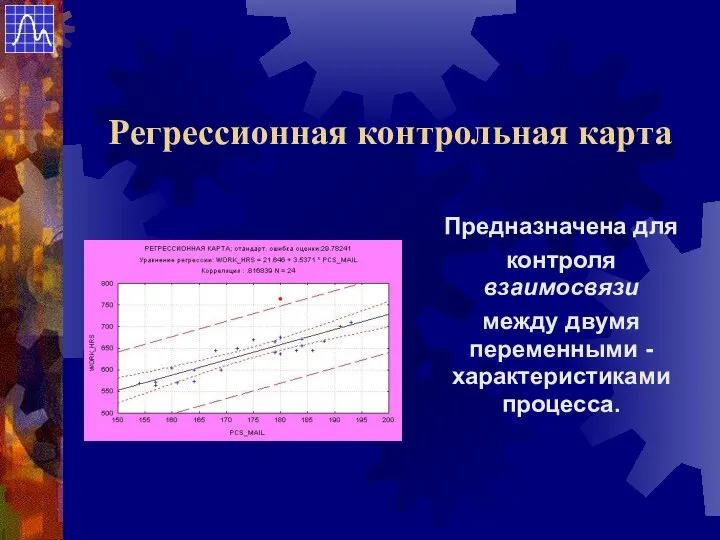
- 34. Регрессионная контрольная карта Предназначена для контроля взаимосвязи между двумя переменными - характеристиками процесса.
- 35. Например, расход сырья в производственном цикле некоторой детали можно контролировать двумя параметрами: число деталей и общий
- 36. При неизменной технологии производства должно сохраняться некоторое постоянное соотношение, которое можно проверить с помощью регрессионной контрольной
- 37. Диаграмма иллюстрирует взаимосвязь между переменными Число и Расход Регрессионная контрольная карта
- 38. Карта Парето используется для поиска распределения проблем качества. Она основана на принципе Парето: за большинство возможных
- 39. Рассмотрим задачу - есть перечень причин потерь качества рулонов фольги на производстве. Необходимо выделить основные по
- 40. Причины потери качества: Отверстия Толщина Порывы Химический состав Смачивание Вмятины Другие Карта Парето
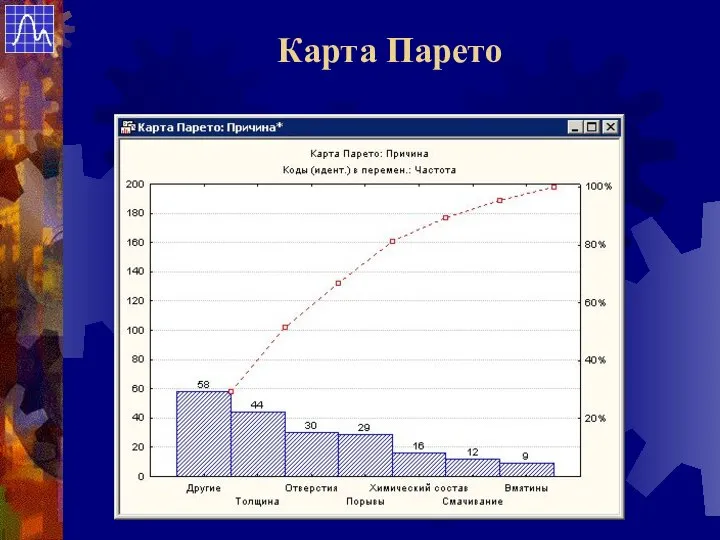
- 41. Карта Парето
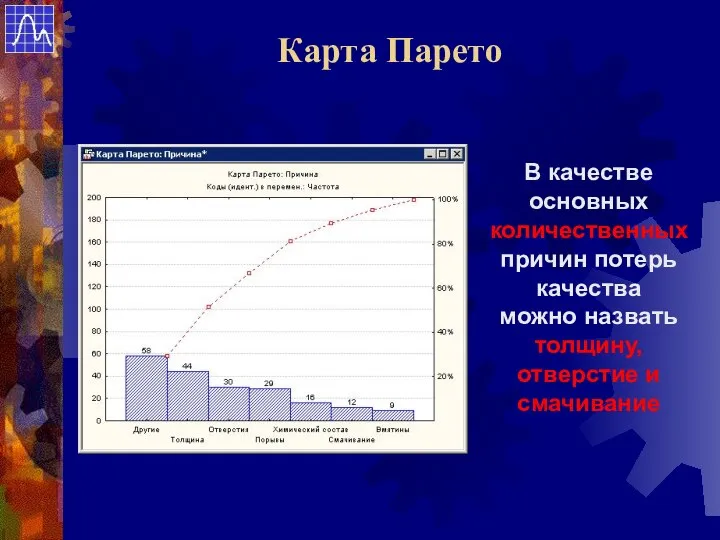
- 42. В качестве основных количественных причин потерь качества можно назвать толщину, отверстие и смачивание Карта Парето
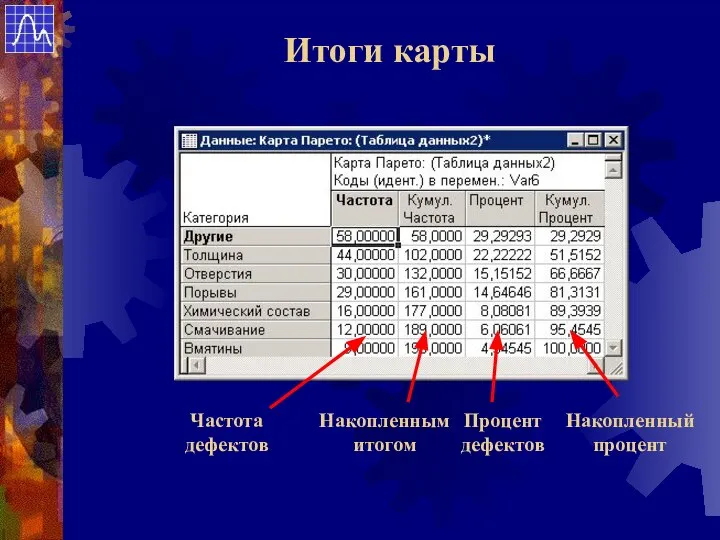
- 43. Частота дефектов Накопленным итогом Процент дефектов Накопленный процент Итоги карты
- 44. Выясним, как изменится вклад причин потери качества, если мы будем учитывать количество тонн, которое теряется на
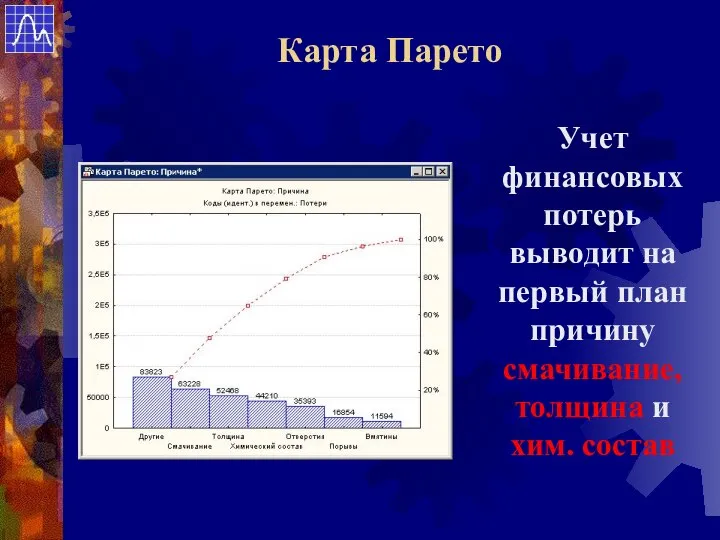
- 45. Учет финансовых потерь выводит на первый план причину смачивание, толщина и хим. состав Карта Парето
- 46. Карта Парето позволяет определить, на что в первую очередь направить усилия по улучшению качества продукции Карта
- 47. Х- и R-карты обычно используются в паре. По Х-карте судят об отклонении процесса от спецификации, R-карта
- 48. На производстве проводится контроль качества толщины листов прокатной фольги. С некоторой периодичностью делаются замеры в партии
- 49. Строим карты контроля качества: Пример
- 50. Тот факт, что на Х-карте точки находятся вне контрольных пределов, позволяет сделать вывод о нарушении стандартов
- 51. Интересно, что точки, находящиеся вне контрольных пределов на Х-карте, не выходят на R-карте за контрольные пределы.
- 52. Результаты анализа Х- и R-карт позволяют сделать предположение о том, что с партии №13 среднее для
- 53. Проведем анализ качества продукции, учитывая тот факт, что измерения проводились для двух разных смен. Воспользуемся краткими
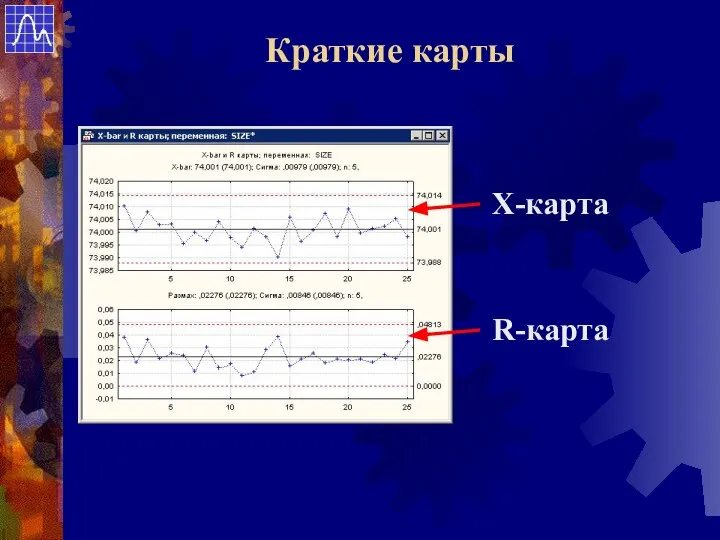
- 54. Х-карта R-карта Краткие карты
- 55. На кратких картах все значения находятся внутри контрольных пределов, что подтверждает предположение о наличии систематического смещения
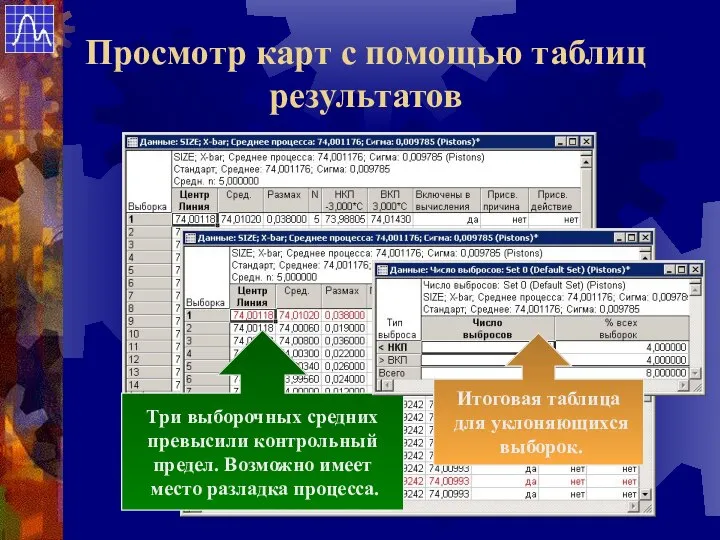
- 56. Просмотр карт с помощью таблиц результатов Три выборочных средних превысили контрольный предел. Возможно имеет место разладка
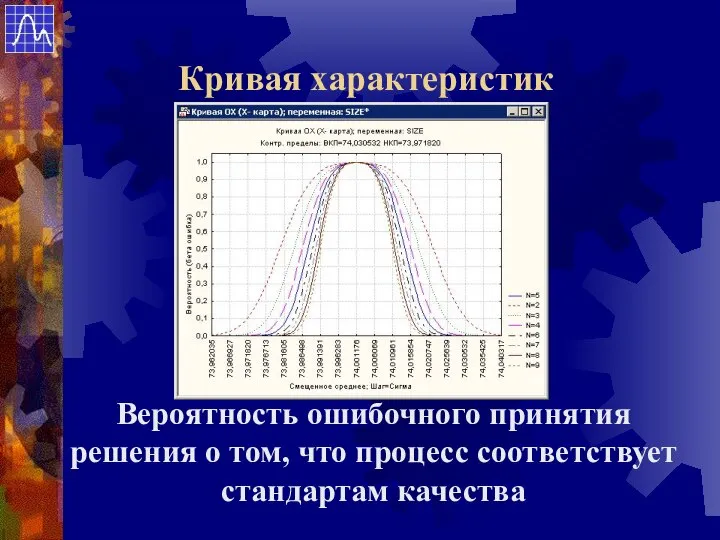
- 57. Кривая характеристик Вероятность ошибочного принятия решения о том, что процесс соответствует стандартам качества
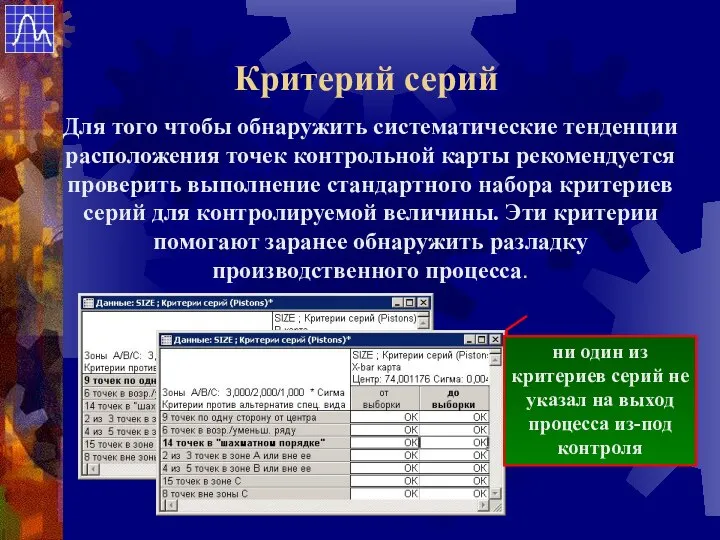
- 58. Критерий серий Для того чтобы обнаружить систематические тенденции расположения точек контрольной карты рекомендуется проверить выполнение стандартного
- 59. Анализ процессов Модуль Анализ производственных процессов (или кратко, Анализ процессов) содержит вычислительные процедуры для: оценивания объема
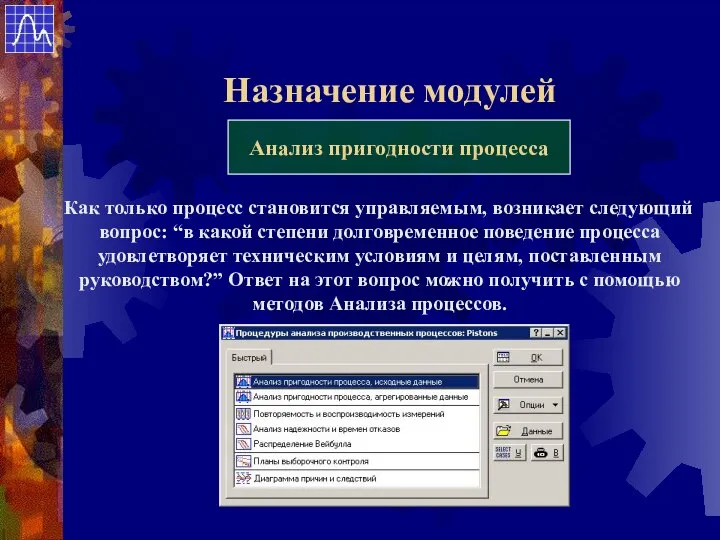
- 60. Назначение модулей Анализ пригодности процесса Как только процесс становится управляемым, возникает следующий вопрос: “в какой степени
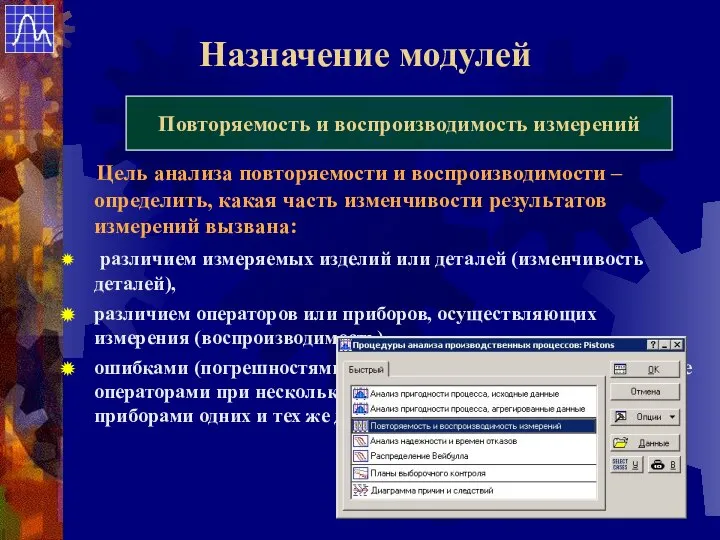
- 61. Назначение модулей Повторяемость и воспроизводимость измерений Цель анализа повторяемости и воспроизводимости – определить, какая часть изменчивости
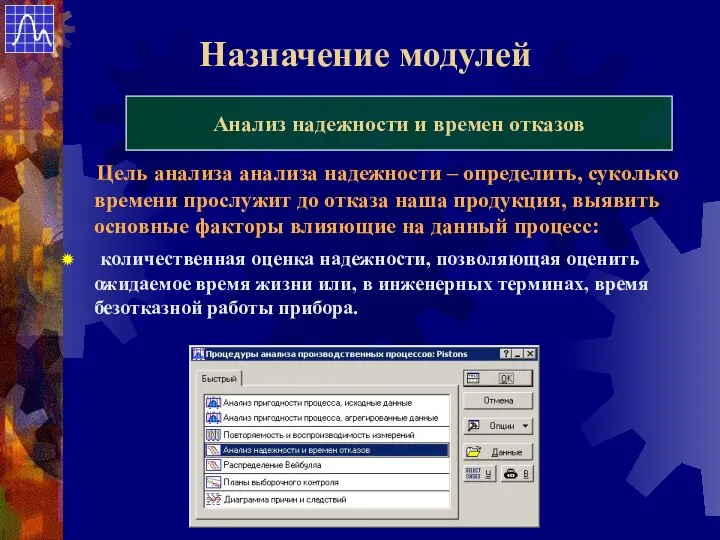
- 62. Назначение модулей Анализ надежности и времен отказов Цель анализа анализа надежности – определить, суколько времени прослужит
- 63. Назначение модулей Выборочный контроль Сколько изделий из партии необходимо исследовать, чтобы быть уверенными в том, что
- 64. Планирование экспериментов Модуль Анализ и планирование эксперимента содержит вычислительные процедуры для: построения оптимальных планов проведения эксперимента
- 65. Совокупность изученных методов статистической обработки промышленных данных позволяет организовать процесс контроля качества на производстве Промышленная статистика
- 67. Скачать презентацию
ISO 9000
Сертифицированная система
качества прежде всего
необходима предприятиям,
которые претендуют
на
ISO 9000
Сертифицированная система
качества прежде всего
необходима предприятиям,
которые претендуют
на

ISO 9000
ISO 9000
особенно выделяет
важность использования
статистических методов
в системе
ISO 9000
ISO 9000
особенно выделяет
важность использования
статистических методов
в системе
Впервые на российском рынке
появилась система
полностью на русском языке,
автоматизирующая методы
работы с картами
контроля
Впервые на российском рынке появилась система полностью на русском языке, автоматизирующая методы работы с картами контроля
Осваивается за несколько дней!
STATISTICA
проста и удобна
для пользования
Осваивается за несколько дней!
STATISTICA
проста и удобна
для пользования
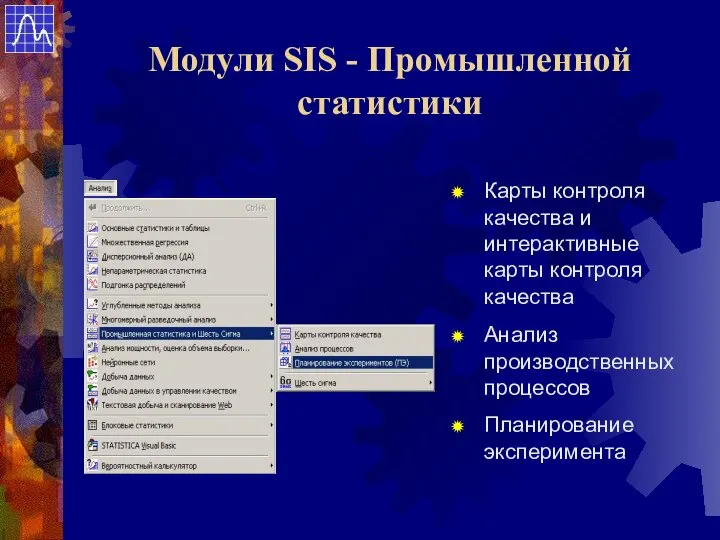
Модули SIS - Промышленной статистики
Планирование эксперимента
Анализ производственных процессов
Карты контроля качества и
Модули SIS - Промышленной статистики
Планирование эксперимента
Анализ производственных процессов
Карты контроля качества и
Проблема потери
качества некоторых
изделий встает
практически для любой
отрасли производства
Проблема потери
качества некоторых
изделий встает
практически для любой
отрасли производства
StatSoft® Russia
Пример:
производство алюминиевой
фольги на комбинате
ОАО “Саянская фольга”
StatSoft® Russia
Пример:
производство алюминиевой
фольги на комбинате
ОАО “Саянская фольга”
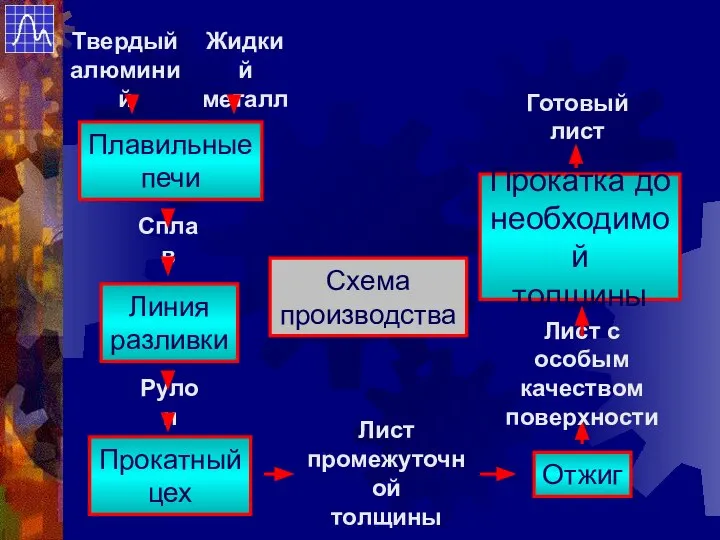
Плавильные
печи
Линия
разливки
Прокатный
цех
Отжиг
Прокатка до
необходимой
толщины
Схема
производства
Плавильные
печи
Линия
разливки
Прокатный
цех
Отжиг
Прокатка до
необходимой
толщины
Схема
производства
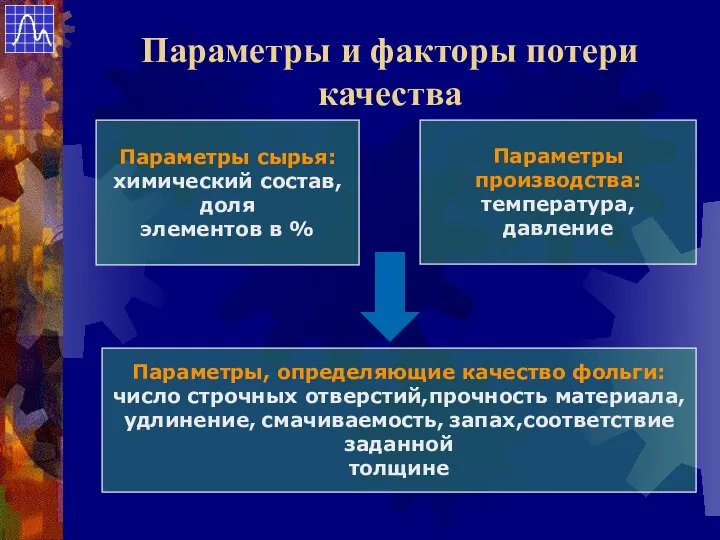
Параметры сырья:
химический состав, доля
элементов в %
Параметры производства:
температура, давление
Параметры, определяющие качество
Параметры сырья:
химический состав, доля
элементов в %
Параметры производства:
температура, давление
Параметры, определяющие качество
Изменчивость - основной враг качества
Изменение материалов, сырья, технологии и т.д.
Разладка настроек
Изменчивость - основной враг качества
Изменение материалов, сырья, технологии и т.д.
Разладка настроек
Отклонение от заданной спецификации
Слишком большой разброс показателя около спецификации
Как можно обнаружить
Отклонение от заданной спецификации
Слишком большой разброс показателя около спецификации
Как можно обнаружить
Да
Методика контроля качества
Да
Методика контроля качества
Результаты проведения
всех мероприятий по контролю качества,
обнаружению отклонений от стандартов и
поиску
Результаты проведения
всех мероприятий по контролю качества,
обнаружению отклонений от стандартов и
поиску
Диаграмма носит название
“Диаграмма причин и следствий”.
Иногда ее называют также
“Рыбий скелет”
Диаграмма носит название
“Диаграмма причин и следствий”.
Иногда ее называют также
“Рыбий скелет”
Несмотря на кажущуюся простоту
она имеет очень важное значение:
наглядно представлены все
основные причины,
Несмотря на кажущуюся простоту
она имеет очень важное значение:
наглядно представлены все
основные причины,
Рассмотрим технологический
процесс на предприятии
“Русская фольга”
группы компаний
“Русский алюминий”
“Рыбий скелет”
Рассмотрим технологический
процесс на предприятии
“Русская фольга”
группы компаний
“Русский алюминий”
“Рыбий скелет”
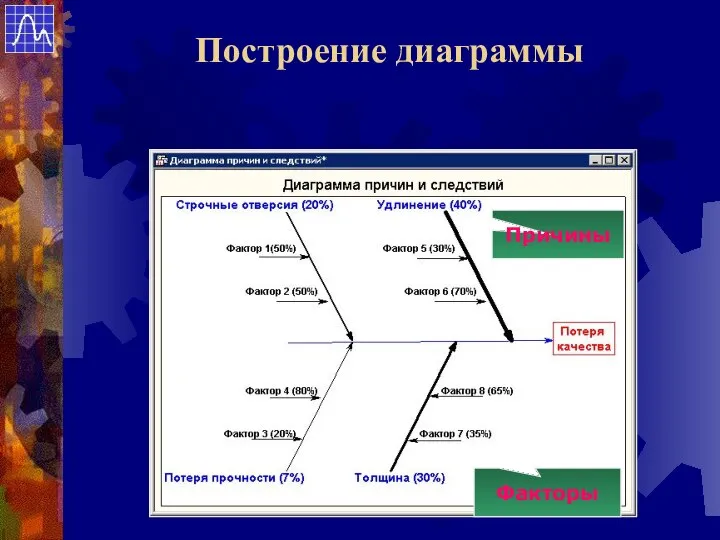
Построение диаграммы
Факторы
Причины
Построение диаграммы
Факторы
Причины
Ясное логическое изложение всех
взаимосвязей качества продукции
и факторов, влияющих на него,
дает
Ясное логическое изложение всех
взаимосвязей качества продукции
и факторов, влияющих на него,
дает
выбор измеряемых параметров
надежность результатов измерений
организация данных
Проведение измерений
выбор измеряемых параметров
надежность результатов измерений
организация данных
Проведение измерений
Проверять каждую деталь - это:
Занимает много времени
Задерживает производственный процесс
Большие расходы
Проведение измерений
Проверять каждую деталь - это:
Занимает много времени
Задерживает производственный процесс
Большие расходы
Проведение измерений
Необходимо построить
эффективный
процесс контроля
качества
Организация контроля качества
Необходимо построить
эффективный
процесс контроля
качества
Организация контроля качества
Вместо 100% контроля анализируются
значения выборок. На контрольной карте
откладываются средние.
Организация контроля
Вместо 100% контроля анализируются
значения выборок. На контрольной карте
откладываются средние.
Организация контроля
Инструментом статистического
контроля качества являются
контрольные карты
Впервые контрольные карты были предложены
Шухартом (Shewhart)
Bell
Инструментом статистического
контроля качества являются
контрольные карты
Впервые контрольные карты были предложены
Шухартом (Shewhart)
Bell
Основная цель использования
контрольных карт - отделить
случайные отклонения измеряемой
величины от
Основная цель использования
контрольных карт - отделить
случайные отклонения измеряемой
величины от
Контроль качества
Общая схема контроля качества:
В процессе производства проводится выборочные измерения
Контроль качества
Общая схема контроля качества:
В процессе производства проводится выборочные измерения
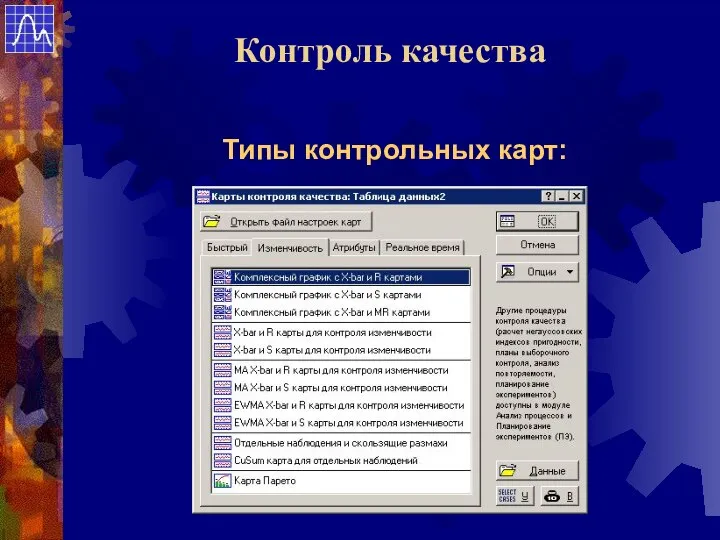
Типы контрольных карт:
Контроль качества
Типы контрольных карт:
Контроль качества
Контроль качества
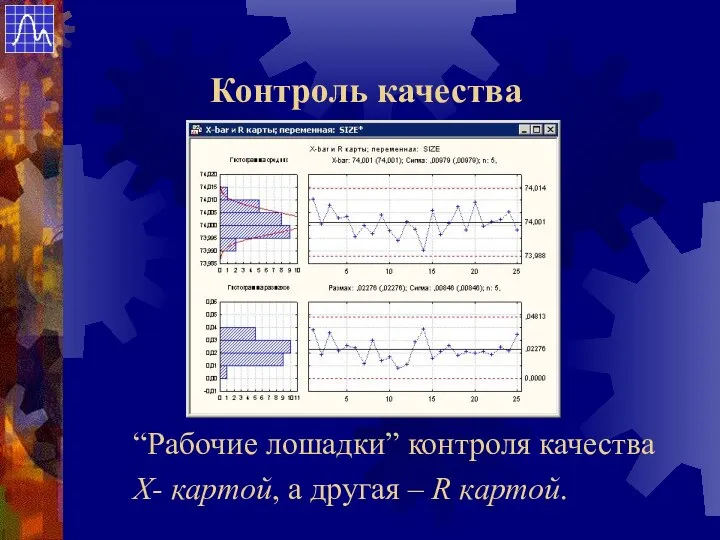
“Рабочие лошадки” контроля качества
Х- картой, а другая – R
Контроль качества
“Рабочие лошадки” контроля качества
Х- картой, а другая – R
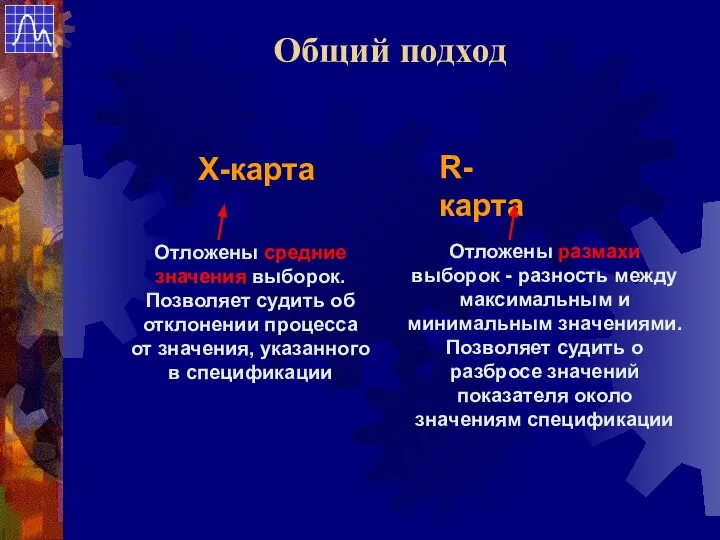
Х-карта
R-карта
Общий подход
Х-карта
R-карта
Общий подход
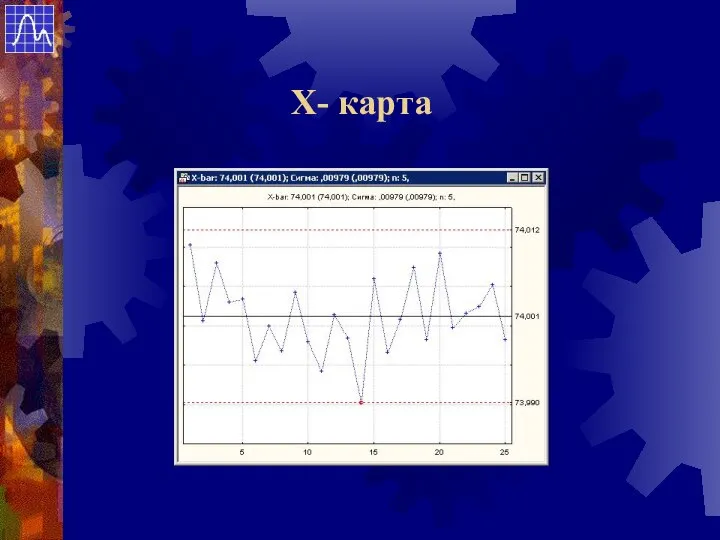
X- картa
X- картa
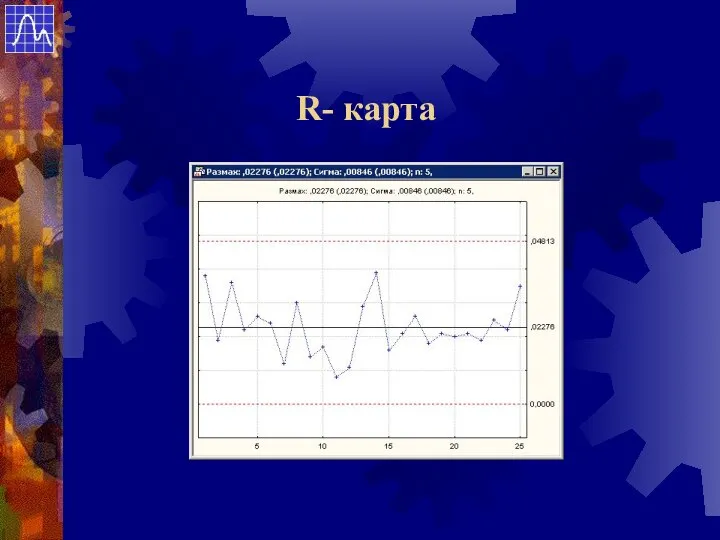
R- карта
R- карта
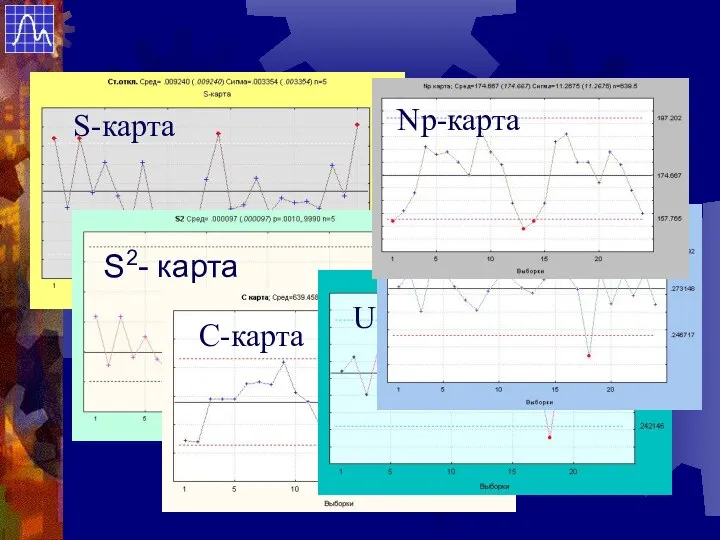
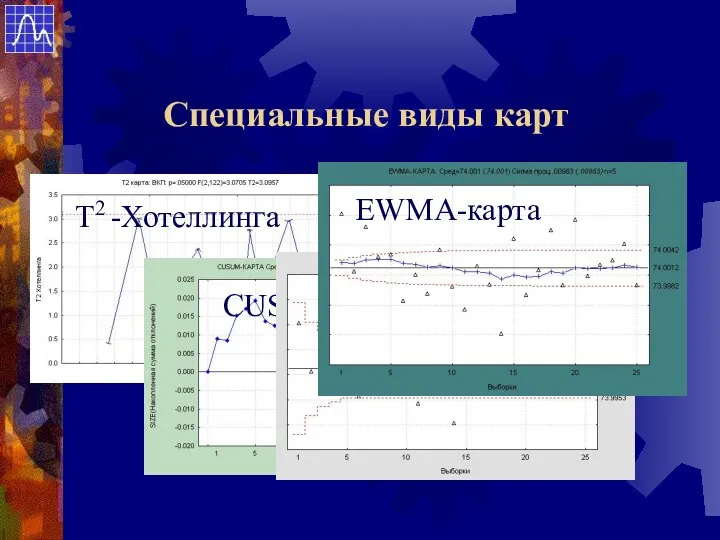
Специальные виды карт
Специальные виды карт
Регрессионная контрольная карта
Предназначена для
контроля взаимосвязи
между двумя переменными - характеристиками
Регрессионная контрольная карта
Предназначена для
контроля взаимосвязи
между двумя переменными - характеристиками
Например,
расход сырья в
производственном цикле
некоторой детали можно
контролировать двумя
параметрами: число деталей и
общий
Например,
расход сырья в
производственном цикле
некоторой детали можно
контролировать двумя
параметрами: число деталей и
общий
При неизменной технологии
производства
должно сохраняться некоторое
постоянное соотношение,
которое можно проверить
с помощью
регрессионной
При неизменной технологии
производства
должно сохраняться некоторое
постоянное соотношение,
которое можно проверить
с помощью
регрессионной
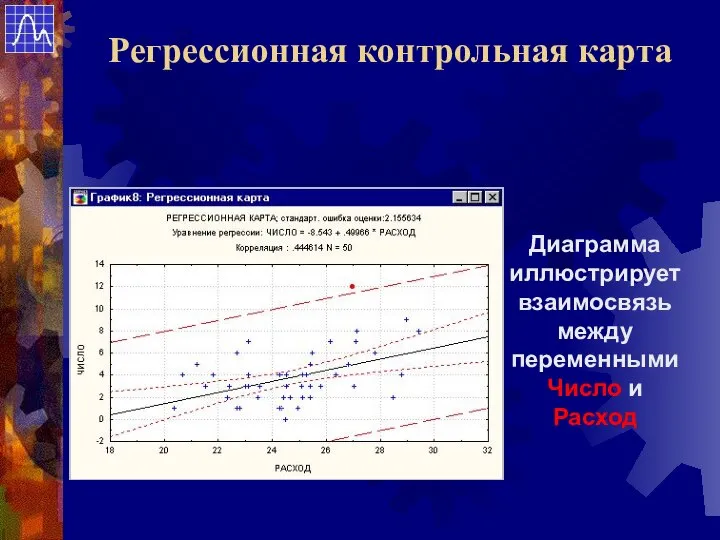
Диаграмма
иллюстрирует
взаимосвязь
между
переменными
Число и
Расход
Регрессионная контрольная карта
Диаграмма
иллюстрирует
взаимосвязь
между
переменными
Число и
Расход
Регрессионная контрольная карта
Карта Парето используется для
поиска распределения проблем
качества.
Она основана на принципе Парето:
за
Карта Парето используется для
поиска распределения проблем
качества.
Она основана на принципе Парето:
за
Рассмотрим задачу -
есть перечень причин потерь
качества рулонов фольги
на
Рассмотрим задачу -
есть перечень причин потерь
качества рулонов фольги
на
Причины потери качества:
Отверстия
Толщина
Порывы
Химический состав
Смачивание
Вмятины
Причины потери качества:
Отверстия
Толщина
Порывы
Химический состав
Смачивание
Вмятины
Карта Парето
Карта Парето
В качестве
основных
количественных
причин потерь
качества
можно назвать
толщину,
отверстие и
смачивание
Карта Парето
В качестве
основных
количественных
причин потерь
качества
можно назвать
толщину,
отверстие и
смачивание
Карта Парето
Частота
дефектов
Накопленным
итогом
Процент
дефектов
Накопленный
процент
Итоги карты
Частота
дефектов
Накопленным
итогом
Процент
дефектов
Накопленный
процент
Итоги карты
Выясним, как изменится
вклад причин потери
качества, если мы будем
учитывать количество
тонн,
Выясним, как изменится
вклад причин потери
качества, если мы будем
учитывать количество
тонн,
Учет
финансовых
потерь
выводит на
первый план
причину
смачивание,
толщина и
хим. состав
Карта Парето
Учет
финансовых
потерь
выводит на
первый план
причину
смачивание,
толщина и
хим. состав
Карта Парето
Карта Парето позволяет
определить, на что
в первую очередь
направить усилия
по улучшению
качества
Карта Парето позволяет
определить, на что
в первую очередь
направить усилия
по улучшению
качества
Х- и R-карты обычно используются в паре.
По Х-карте судят об отклонении
Х- и R-карты обычно используются в паре.
По Х-карте судят об отклонении
На производстве проводится
контроль качества толщины листов
прокатной фольги.
С некоторой
периодичностью
делаются замеры
в
На производстве проводится
контроль качества толщины листов
прокатной фольги.
С некоторой
периодичностью
делаются замеры
в
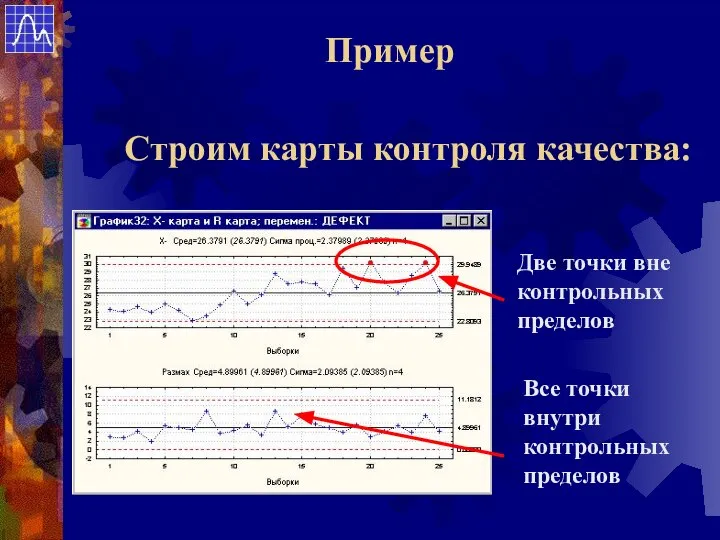
Строим карты контроля качества:
Пример
Строим карты контроля качества:
Пример
Тот факт, что на Х-карте точки
находятся вне контрольных пределов,
позволяет сделать вывод
Тот факт, что на Х-карте точки
находятся вне контрольных пределов,
позволяет сделать вывод
Интересно, что точки, находящиеся
вне контрольных пределов
на Х-карте, не выходят на R-карте
за
Интересно, что точки, находящиеся
вне контрольных пределов
на Х-карте, не выходят на R-карте
за
Результаты анализа Х- и R-карт
позволяют сделать
предположение о том, что с партии
Результаты анализа Х- и R-карт
позволяют сделать
предположение о том, что с партии
Проведем анализ качества продукции,
учитывая тот факт, что измерения
проводились для двух разных
Проведем анализ качества продукции,
учитывая тот факт, что измерения
проводились для двух разных
Х-карта
R-карта
Краткие карты
Х-карта
R-карта
Краткие карты
На кратких картах все значения
находятся внутри контрольных пределов,
что подтверждает предположение
На кратких картах все значения
находятся внутри контрольных пределов,
что подтверждает предположение
Просмотр карт с помощью таблиц результатов
Три выборочных средних
превысили контрольный
предел. Возможно имеет
Просмотр карт с помощью таблиц результатов
Три выборочных средних
превысили контрольный
предел. Возможно имеет
Кривая характеристик
Вероятность ошибочного принятия решения о том, что процесс соответствует стандартам
Кривая характеристик
Вероятность ошибочного принятия решения о том, что процесс соответствует стандартам
Критерий серий
Для того чтобы обнаружить систематические тенденции расположения точек контрольной карты
Критерий серий
Для того чтобы обнаружить систематические тенденции расположения точек контрольной карты
Анализ процессов
Модуль Анализ производственных процессов (или кратко, Анализ процессов) содержит
Анализ процессов
Модуль Анализ производственных процессов (или кратко, Анализ процессов) содержит
Назначение модулей
Анализ пригодности процесса
Как только процесс становится управляемым, возникает следующий
Назначение модулей
Анализ пригодности процесса
Как только процесс становится управляемым, возникает следующий
Назначение модулей
Повторяемость и воспроизводимость измерений
Цель анализа повторяемости и воспроизводимости
Назначение модулей
Повторяемость и воспроизводимость измерений
Цель анализа повторяемости и воспроизводимости
Назначение модулей
Анализ надежности и времен отказов
Цель анализа анализа надежности
Назначение модулей
Анализ надежности и времен отказов
Цель анализа анализа надежности
Назначение модулей
Выборочный контроль
Сколько изделий из партии необходимо исследовать, чтобы
Назначение модулей
Выборочный контроль
Сколько изделий из партии необходимо исследовать, чтобы
Планирование экспериментов
Модуль Анализ и планирование эксперимента содержит вычислительные процедуры для:
построения
Планирование экспериментов
Модуль Анализ и планирование эксперимента содержит вычислительные процедуры для:
построения
Совокупность изученных методов
статистической обработки
промышленных
данных позволяет
организовать процесс
контроля качества
на производстве
Промышленная
Совокупность изученных методов
статистической обработки
промышленных
данных позволяет
организовать процесс
контроля качества
на производстве
Промышленная
 Акционерное общество
Акционерное общество Схема Расчета Компенсации контрактных условий сеть КиБ
Схема Расчета Компенсации контрактных условий сеть КиБ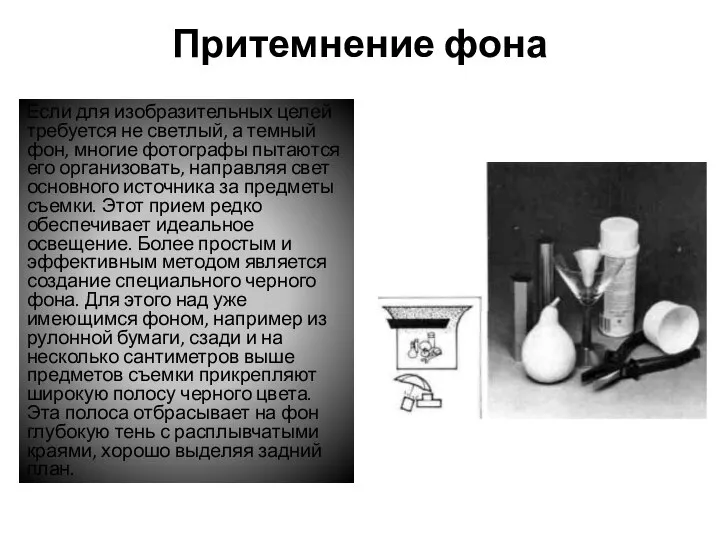 Притемнение фона Если для изобразительных целей требуется не светлый, а темный фон, многие фотографы пытаются его организова
Притемнение фона Если для изобразительных целей требуется не светлый, а темный фон, многие фотографы пытаются его организова Michael Faraday (1791-1867)
Michael Faraday (1791-1867) Швейцария и социально-экономическая система её развития Подготовил Студент II курса Группы Т-102 Державин Денис
Швейцария и социально-экономическая система её развития Подготовил Студент II курса Группы Т-102 Державин Денис Microelectromechanical Systems (MEMS) An introduction
Microelectromechanical Systems (MEMS) An introduction Структура компании. Коммерческие подразделения
Структура компании. Коммерческие подразделения Русский язык 4 класс учитель начальных классов МОАУ «СОШ №4 г. Соль-Илецка» Оренбургской области Граброва Наталья Васильевна
Русский язык 4 класс учитель начальных классов МОАУ «СОШ №4 г. Соль-Илецка» Оренбургской области Граброва Наталья Васильевна Политическая доктрина партии «Нур Отаан»
Политическая доктрина партии «Нур Отаан»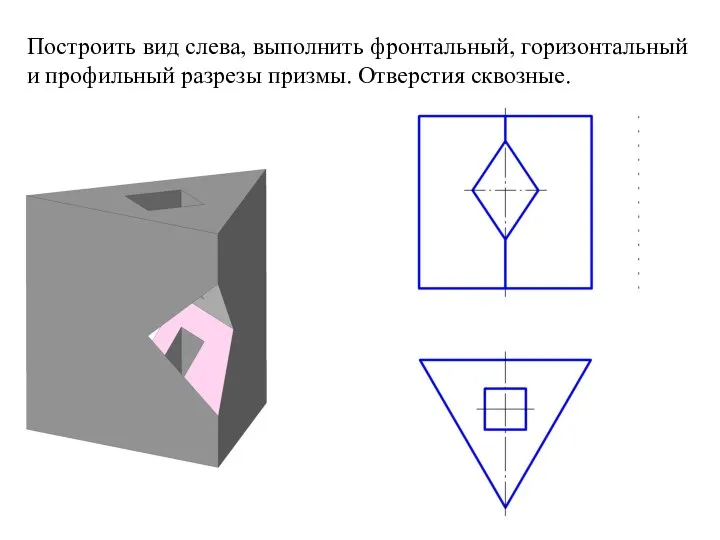 Вид слева. Фронтальный, горизонтальный и профильный разрезы призмы. Отверстия сквозные
Вид слева. Фронтальный, горизонтальный и профильный разрезы призмы. Отверстия сквозные Ұсыныстың мақсатына сәйкес бөлу нысаны
Ұсыныстың мақсатына сәйкес бөлу нысаны Das mag ich
Das mag ich Виды корректуры и методы работы с корректурой
Виды корректуры и методы работы с корректурой Азақстан республикасының. Тұтынушыларының құқығын қорғау комитетінің құқықтары, міндеттері және функциялары
Азақстан республикасының. Тұтынушыларының құқығын қорғау комитетінің құқықтары, міндеттері және функциялары Проблема війни та миру
Проблема війни та миру Русская изба
Русская изба Терроризм
Терроризм Управление ключами в криптографических системах защиты информации
Управление ключами в криптографических системах защиты информации Artificial intelligence
Artificial intelligence Презентация "Ф.М. Достоевский Этапы жизни и творчества" - скачать презентации по МХК
Презентация "Ф.М. Достоевский Этапы жизни и творчества" - скачать презентации по МХК Сварогметпром. Ваша железная надежность
Сварогметпром. Ваша железная надежность Познавательные процессы
Познавательные процессы Испанский язык в Латинской Америке
Испанский язык в Латинской Америке Презентация "Выборы в моей жизни: от теории к практике" - скачать презентации по Экономике
Презентация "Выборы в моей жизни: от теории к практике" - скачать презентации по Экономике Архитектурно-дизайнерское проектирование. (Проект 1. Тема 1)
Архитектурно-дизайнерское проектирование. (Проект 1. Тема 1) Intro to Comparative Politics. Ethnic and national identities
Intro to Comparative Politics. Ethnic and national identities Урок русского языка в 4 классе по программе «Начальная школа XXI века» Тема: «Вид глагола»
Урок русского языка в 4 классе по программе «Начальная школа XXI века» Тема: «Вид глагола» Искусство и его виды. Учитель МОУ Крыловской оош Волчанская И.В.
Искусство и его виды. Учитель МОУ Крыловской оош Волчанская И.В.