- Электрофизические и электрохимические методы обработки материалов

Содержание
- 2. 1. Классификация методов В основе этих методов лежит использование различных физико-химических процессов энергетического воздействия на заготовку
- 3. Рис.1 Классификация электрофизических и электрохимических методов обработки материалов
- 4. Все перечисленные методы имеют следующие общие достоинства: 1) можно обрабатывать материалы с любыми физико-химическими свойствами, причем
- 5. 4) можно использовать инструмент менее твердый и прочный, чем обрабатываемый материал; 5) велика производительность обработки при
- 6. К методам электрофизической и электрохимической обработки материалов относят и те, которые изменяют форму и размеры заготовки
- 7. Новые методы обработки коренным образом изменяют технологию изготовления деталей. Так, при лучевых методах технологический процесс обработки
- 8. Например, изогнутое отверстие можно получить или сверлением детали, состоящей из одной части, с двух сторон (рис.
- 9. В настоящее время к электроразрядной обработке относят электроэрозионную, электроконтактную и абразивно-эрозионную. В основе этих методов лежит
- 10. Электроразрядную обработку широко применяют в промышленности при изготовлении деталей из труднообрабатываемых токопроводящих материалов (обработка полостей штампов,
- 11. До недавнего времени в электроэрозионной обработке существовало деление на электроискровую и электроимпульсную. Это деление условно и
- 12. 2. Теоретические основы При прохождении в межэлектродном пространстве импульсов электрического тока электроды разрушаются, т. е. возникает
- 13. Возникновение и распределение электрических разрядов по поверхности определяются изменением минимального расстояния между взаимодействующими поверхностями электродов. Вследствие
- 14. Электроэрозионный процесс является электротермическим. Поверхность электродов нагревается в результате бомбардировки анода электронами, а катода — положительными
- 15. Характер протекания электроэрозионного процесса, количество и состав удаляемого из эрозионной лунки материала, скорость его удаления зависят
- 16. Скважностью q импульсов называют отношение периода повторения импульсов Т к длительности импульса т (рис.): q =
- 17. Важная характеристика импульса — его форма.
- 18. 3. Технологические характеристики электроэрозионной обработки Электроэрозионная обработка успешно применяется для изготовления полостей штампов, пресс-форм, литейных форм
- 19. В общем случае связь любого технологического параметра П с режимами обработки можно выразить структурной формулой вида
- 20. Обрабатываемость материалов электроэрозионными методами зависит от теплофизических свойств материалов и условий протекания процесса. Так, жаропрочные и
- 21. Точность электроэрозионной обработки зависит от точности и погрешностей настройки станка, точностей установки заготовки и электрода-инструмента, изготовления
- 22. Различают профилированные и непрофилированные электроды-инструменты. Форма профилированного электрода-инструмента частично или полностью отражается в обрабатываемой детали. Непрофилированный
- 23. Рис.5. Схемы изготовления деталей при электроэрозионной обработке
- 24. Изготовляя детали сложной формы, широко применяют многоинструментную обработку. Ее можно вести по одноконтурной и многоконтурной схемам.
- 25. 4. ЭЛЕКТРОКОНТАКТНАЯ ОБРАБОТКА Электроконтактную обработку, как одну из разновидностей электроразрядной применяют, изготовляя детали из труднообрабатываемых токопроводящих
- 26. В зависимости от среды, в которой протекает процесс, различают электроконтактную обработку в воздухе и в жидкости
- 27. Инструменты для электроконтактной обработки в большинстве операций профильные диски. Металл с заготовки удаляется слоями, ширина которых
- 28. Рис.7 Электрод-инструмент Рис.8. Схема удаления поломанного инструмента
- 29. Электроконтактное резание осуществляется вращающимся диском или непрерывной лентой с подводом тока низкого напряжения к инструменту и
- 30. Режимы электроконтактного шлифования следующие: Рабочий ток, А 600 – 800 Рабочее напряжение, В 26 – 28
- 31. 5. АБРАЗИВНО-ЭРОЗИОННАЯ ОБРАБОТКА Метод хорошо зарекомендовал себя на шлифовании различных труднообрабатываемых материалов - твердых сплавов, нержавеющих,
- 33. Скачать презентацию
1. Классификация методов
В основе этих методов лежит использование различных физико-химических процессов
1. Классификация методов
В основе этих методов лежит использование различных физико-химических процессов

Рис.1 Классификация электрофизических и электрохимических методов обработки материалов
Рис.1 Классификация электрофизических и электрохимических методов обработки материалов
Все перечисленные методы имеют следующие общие достоинства:
1) можно обрабатывать материалы с
Все перечисленные методы имеют следующие общие достоинства:
1) можно обрабатывать материалы с
4) можно использовать инструмент менее твердый и прочный, чем обрабатываемый материал;
5)
4) можно использовать инструмент менее твердый и прочный, чем обрабатываемый материал;
5)
К методам электрофизической и электрохимической обработки материалов относят и те, которые
К методам электрофизической и электрохимической обработки материалов относят и те, которые
Новые методы обработки коренным образом изменяют технологию изготовления деталей. Так, при
Новые методы обработки коренным образом изменяют технологию изготовления деталей. Так, при
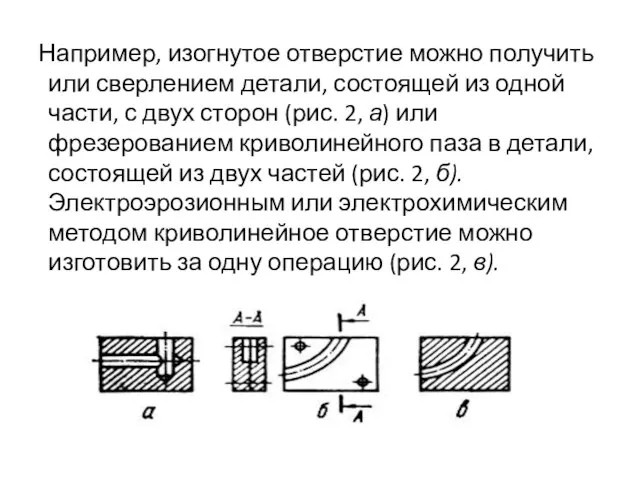
Например, изогнутое отверстие можно получить или сверлением детали, состоящей из одной
Например, изогнутое отверстие можно получить или сверлением детали, состоящей из одной
В настоящее время к электроразрядной обработке относят электроэрозионную, электроконтактную и абразивно-эрозионную.
В настоящее время к электроразрядной обработке относят электроэрозионную, электроконтактную и абразивно-эрозионную.
Электроразрядную обработку широко применяют в промышленности при изготовлении деталей из труднообрабатываемых
Электроразрядную обработку широко применяют в промышленности при изготовлении деталей из труднообрабатываемых
До недавнего времени в электроэрозионной обработке существовало деление на электроискровую и
До недавнего времени в электроэрозионной обработке существовало деление на электроискровую и
2. Теоретические основы
При прохождении в межэлектродном пространстве импульсов электрического тока электроды
2. Теоретические основы
При прохождении в межэлектродном пространстве импульсов электрического тока электроды
Возникновение и распределение электрических разрядов по поверхности определяются изменением минимального расстояния
Возникновение и распределение электрических разрядов по поверхности определяются изменением минимального расстояния
Электроэрозионный процесс является электротермическим. Поверхность электродов нагревается в результате бомбардировки анода
Электроэрозионный процесс является электротермическим. Поверхность электродов нагревается в результате бомбардировки анода
Характер протекания электроэрозионного процесса, количество и состав удаляемого из эрозионной лунки
Характер протекания электроэрозионного процесса, количество и состав удаляемого из эрозионной лунки
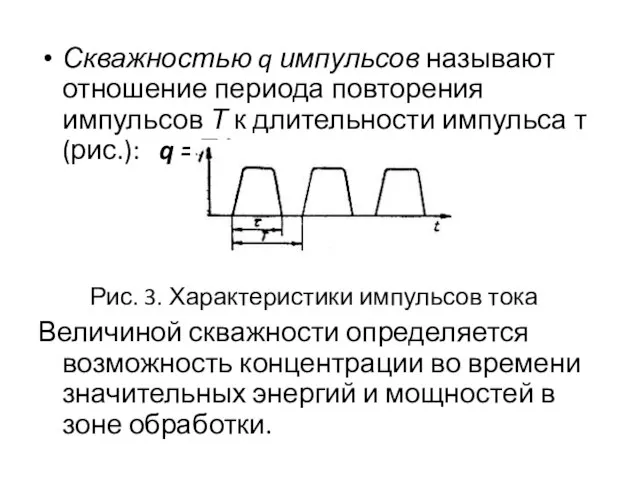
Скважностью q импульсов называют отношение периода повторения импульсов Т к длительности
Скважностью q импульсов называют отношение периода повторения импульсов Т к длительности
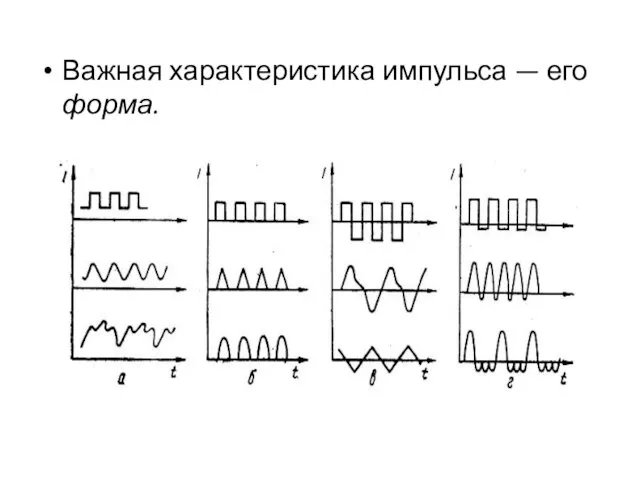
Важная характеристика импульса — его форма.
Важная характеристика импульса — его форма.
3. Технологические характеристики электроэрозионной обработки
Электроэрозионная обработка успешно применяется для изготовления полостей
3. Технологические характеристики электроэрозионной обработки
Электроэрозионная обработка успешно применяется для изготовления полостей
В общем случае связь любого технологического параметра П с режимами обработки
В общем случае связь любого технологического параметра П с режимами обработки
Обрабатываемость материалов электроэрозионными методами зависит от теплофизических свойств материалов и условий
Обрабатываемость материалов электроэрозионными методами зависит от теплофизических свойств материалов и условий
Точность электроэрозионной обработки зависит от точности и погрешностей настройки станка, точностей
Точность электроэрозионной обработки зависит от точности и погрешностей настройки станка, точностей
Различают профилированные и непрофилированные электроды-инструменты. Форма профилированного электрода-инструмента частично или полностью
Различают профилированные и непрофилированные электроды-инструменты. Форма профилированного электрода-инструмента частично или полностью

Рис.5. Схемы изготовления деталей при электроэрозионной обработке
Рис.5. Схемы изготовления деталей при электроэрозионной обработке
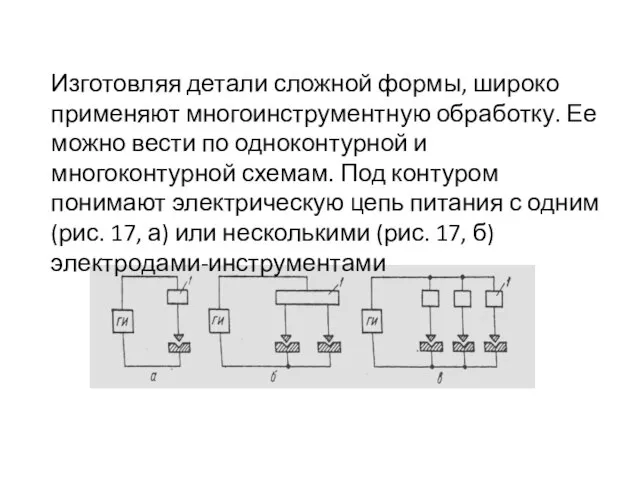
Изготовляя детали сложной формы, широко применяют многоинструментную обработку. Ее можно вести
Изготовляя детали сложной формы, широко применяют многоинструментную обработку. Ее можно вести

4. ЭЛЕКТРОКОНТАКТНАЯ ОБРАБОТКА
Электроконтактную обработку, как одну из разновидностей электроразрядной применяют, изготовляя
4. ЭЛЕКТРОКОНТАКТНАЯ ОБРАБОТКА
Электроконтактную обработку, как одну из разновидностей электроразрядной применяют, изготовляя
В зависимости от среды, в которой протекает процесс, различают электроконтактную обработку
В зависимости от среды, в которой протекает процесс, различают электроконтактную обработку
Инструменты для электроконтактной обработки в большинстве операций профильные диски. Металл с
Инструменты для электроконтактной обработки в большинстве операций профильные диски. Металл с
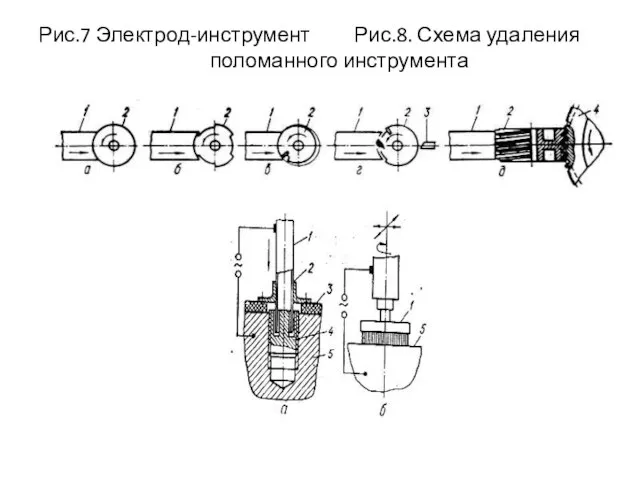
Рис.7 Электрод-инструмент Рис.8. Схема удаления поломанного инструмента
Рис.7 Электрод-инструмент Рис.8. Схема удаления поломанного инструмента
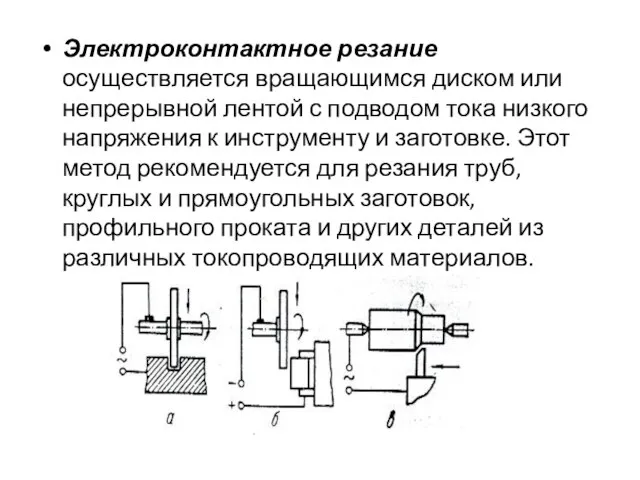
Электроконтактное резание осуществляется вращающимся диском или непрерывной лентой с подводом тока
Электроконтактное резание осуществляется вращающимся диском или непрерывной лентой с подводом тока
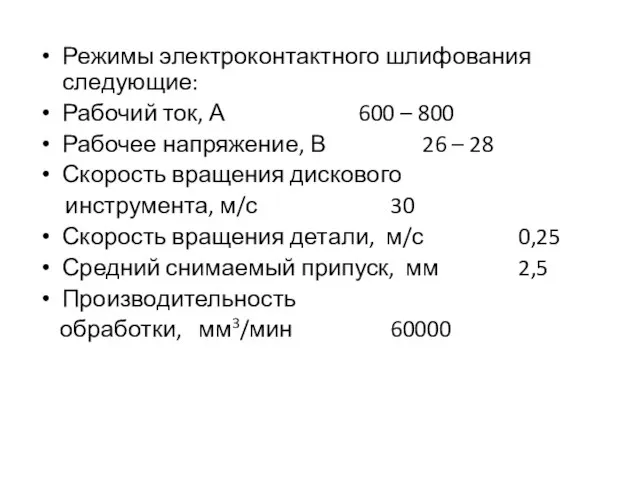
Режимы электроконтактного шлифования следующие:
Рабочий ток, А 600 – 800
Рабочее напряжение, В 26 –
Режимы электроконтактного шлифования следующие:
Рабочий ток, А 600 – 800
Рабочее напряжение, В 26 –
5. АБРАЗИВНО-ЭРОЗИОННАЯ ОБРАБОТКА
Метод хорошо зарекомендовал себя на шлифовании различных труднообрабатываемых материалов
5. АБРАЗИВНО-ЭРОЗИОННАЯ ОБРАБОТКА
Метод хорошо зарекомендовал себя на шлифовании различных труднообрабатываемых материалов
 Философские проблемы науки и техники. Развитие физики от Ньютона до Лагранжа и Якоби. (Лекция 6)
Философские проблемы науки и техники. Развитие физики от Ньютона до Лагранжа и Якоби. (Лекция 6) Петрофизика. Фазовая проницаемость горных пород
Петрофизика. Фазовая проницаемость горных пород Презентация по физике "Параллельное и последовательное соединение серы" - скачать
Презентация по физике "Параллельное и последовательное соединение серы" - скачать  Вильгельм Конрад Рентген (1845-1923)
Вильгельм Конрад Рентген (1845-1923) Задачи на смеси, сплавы и растворы
Задачи на смеси, сплавы и растворы Плоская произвольная система сил
Плоская произвольная система сил Всемирное тяготение - притяжение всех тел во Вселенной
Всемирное тяготение - притяжение всех тел во Вселенной Физика 11 класс Учитель физики МОУ «СОШ № 15 п. Березайка» Сокирко Светлана Петровна
Физика 11 класс Учитель физики МОУ «СОШ № 15 п. Березайка» Сокирко Светлана Петровна Презентация по физике "Физика как наука" - скачать _
Презентация по физике "Физика как наука" - скачать _ Сообщающиеся сосуды
Сообщающиеся сосуды ТРАНСПОРТНАЯ РАБОТА ЦИКЛА ПЕРЕВОЗОК
ТРАНСПОРТНАЯ РАБОТА ЦИКЛА ПЕРЕВОЗОК The mechanics in biomechanics
The mechanics in biomechanics Волновая функция и ее физический смысл
Волновая функция и ее физический смысл Законы Кирхгофа и режимы работы источников энергии. (Лекция 2)
Законы Кирхгофа и режимы работы источников энергии. (Лекция 2) Соединение обмоток генератора и потребителей трехфазного тока. Тест
Соединение обмоток генератора и потребителей трехфазного тока. Тест Axles and shafts
Axles and shafts Материальные расчеты неравновесных ВТП
Материальные расчеты неравновесных ВТП Законы сохранения в механике
Законы сохранения в механике Определение центра тяжести плоских фигур
Определение центра тяжести плоских фигур Влажность воздуха
Влажность воздуха Вимiрювальнi прилади
Вимiрювальнi прилади Задачи по МДК
Задачи по МДК Идеальный газ
Идеальный газ Поляризация диэлектриков
Поляризация диэлектриков Формула тонкой линзы
Формула тонкой линзы Влияние химической связи на свойства материалов
Влияние химической связи на свойства материалов Презентация по физике "Явление тяготения. Сила тяжести" - скачать
Презентация по физике "Явление тяготения. Сила тяжести" - скачать  Властивості технічних матеріалів за низьких температур
Властивості технічних матеріалів за низьких температур