- Методы поверхностного упрочнения

Содержание
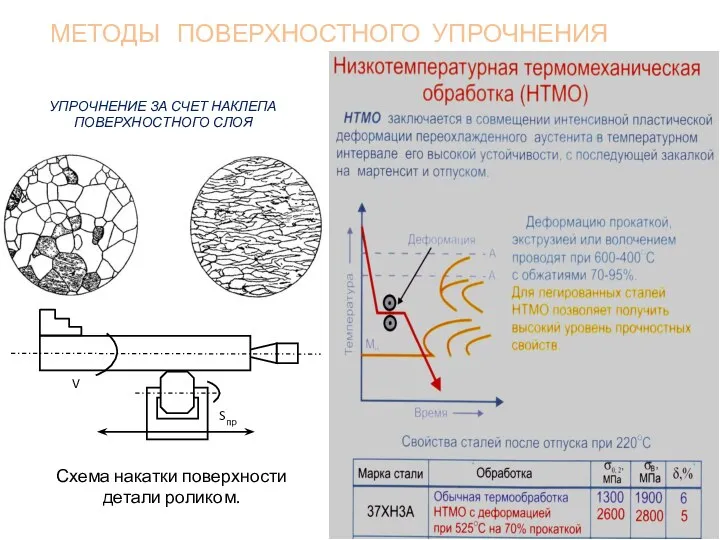
- 2. МЕТОДЫ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ УПРОЧНЕНИЕ ЗА СЧЕТ НАКЛЕПА ПОВЕРХНОСТНОГО СЛОЯ Схема накатки поверхности детали роликом.
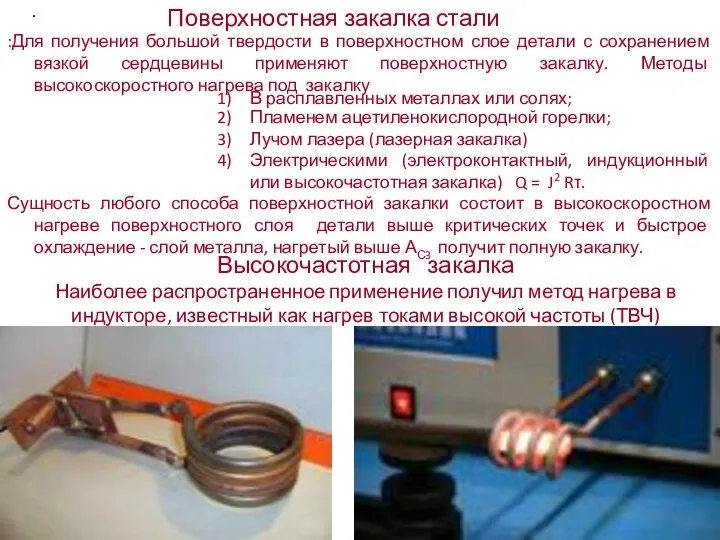
- 3. Поверхностная закалка стали . :Для получения большой твердости в поверхностном слое детали с сохранением вязкой сердцевины
- 4. Методы поверхностной закалки Основные методы поверхностного нагрева: а − газопламенный нагрев; б − нагрев в расплавленных
- 5. Схема индукционного нагрева: 1 – деталь, 2 – индуктор, 3 – силовые линии магнитного поля Схема
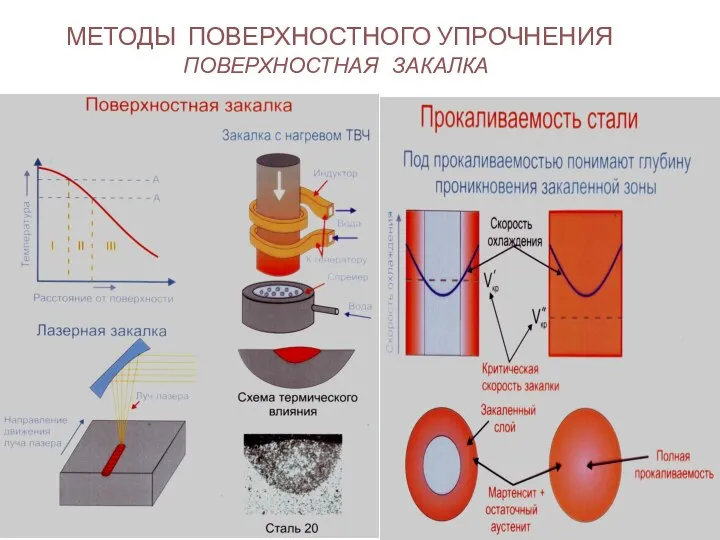
- 6. МЕТОДЫ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ ПОВЕРХНОСТНАЯ ЗАКАЛКА
- 7. Фазовые превращения при индукционном нагреве . Важнейшие особенности фазовых превращений при нагреве ТВЧ: Фазовые превращения протекают
- 8. ПЛАЗМЕННОЕ УПРОЧНЕНИЕ Схемы плазматронов: а – с открытой дугой, б – с замкнутой дугой – струей.
- 9. . Фазовые превращения при лазерной закалке Отличительной чертой лазерного нагрева является подавление диффузионных процессов перераспределения углерода
- 10. Схема и общий вид установки для лазерной обработки металла 1- обрабатываемый металл, 2 - лазерный пучок,
- 11. ХТО – называют поверхностное насыщение стали каким-либо химическим элементом (углеродом, азотом, бором и т. п.) путем
- 12. МЕТОДЫ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ ХИМИКО-ТЕРМИЧЕСКАЯ ОБРАБОТКА 0,5 0,8 1,5 мм
- 13. Общий вид шахтной печи для цементации стали: 1 – вентилятор; 2 - цементуемые изделия; 3 –
- 14. Микроструктура азотированного слоя на стали 38Х2МЮА Внешний слой – ε-фаза Fe2-3N II слой - γ΄- Fe4N
- 16. Скачать презентацию
МЕТОДЫ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ
УПРОЧНЕНИЕ ЗА СЧЕТ НАКЛЕПА ПОВЕРХНОСТНОГО СЛОЯ
Схема накатки поверхности детали
МЕТОДЫ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ
УПРОЧНЕНИЕ ЗА СЧЕТ НАКЛЕПА ПОВЕРХНОСТНОГО СЛОЯ
Схема накатки поверхности детали
Поверхностная закалка стали
.
:Для получения большой твердости в поверхностном слое детали
Поверхностная закалка стали
.
:Для получения большой твердости в поверхностном слое детали

Методы поверхностной закалки
Основные методы поверхностного нагрева:
а − газопламенный нагрев; б
Методы поверхностной закалки
Основные методы поверхностного нагрева: а − газопламенный нагрев; б
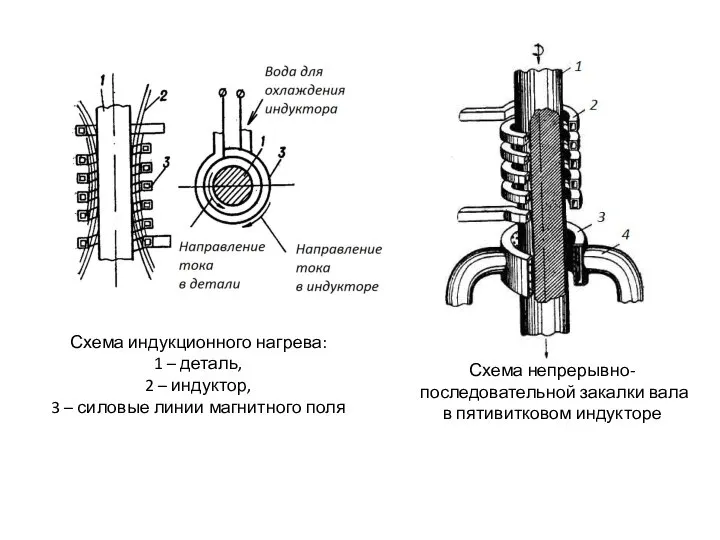
Схема индукционного нагрева:
1 – деталь,
2 – индуктор,
3 –
Схема индукционного нагрева:
1 – деталь,
2 – индуктор,
3 –
МЕТОДЫ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ
ПОВЕРХНОСТНАЯ ЗАКАЛКА
МЕТОДЫ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ
ПОВЕРХНОСТНАЯ ЗАКАЛКА
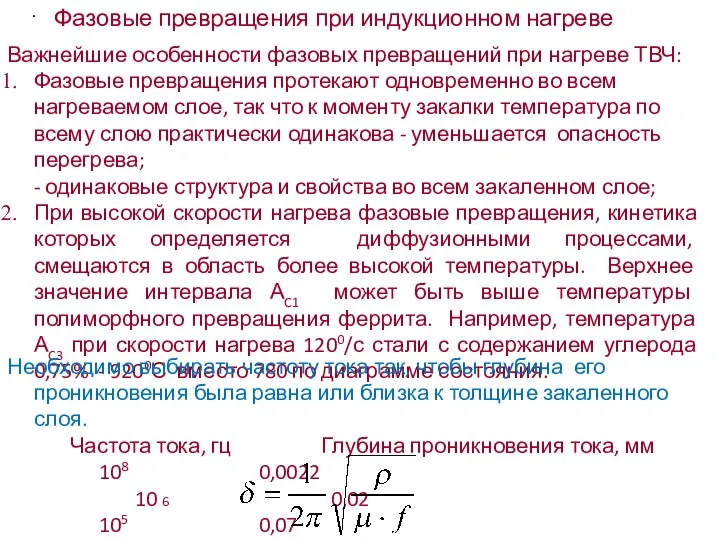
Фазовые превращения при индукционном нагреве
.
Важнейшие особенности фазовых превращений при нагреве
Фазовые превращения при индукционном нагреве
.
Важнейшие особенности фазовых превращений при нагреве

ПЛАЗМЕННОЕ УПРОЧНЕНИЕ
Схемы плазматронов:
а – с открытой дугой,
б – с
ПЛАЗМЕННОЕ УПРОЧНЕНИЕ
Схемы плазматронов:
а – с открытой дугой,
б – с

.
Фазовые превращения при лазерной закалке
Отличительной чертой лазерного нагрева является
.
Фазовые превращения при лазерной закалке
Отличительной чертой лазерного нагрева является
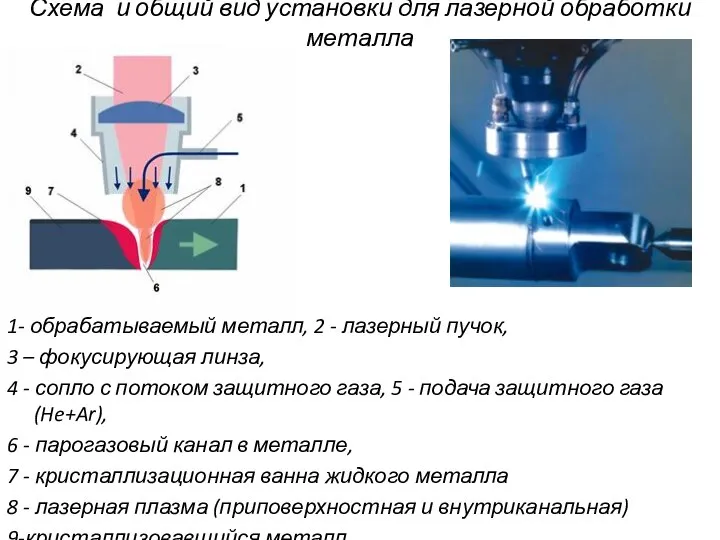
Схема и общий вид установки для лазерной обработки металла
1- обрабатываемый металл,
Схема и общий вид установки для лазерной обработки металла
1- обрабатываемый металл,

ХТО – называют поверхностное насыщение стали каким-либо химическим элементом
ХТО – называют поверхностное насыщение стали каким-либо химическим элементом
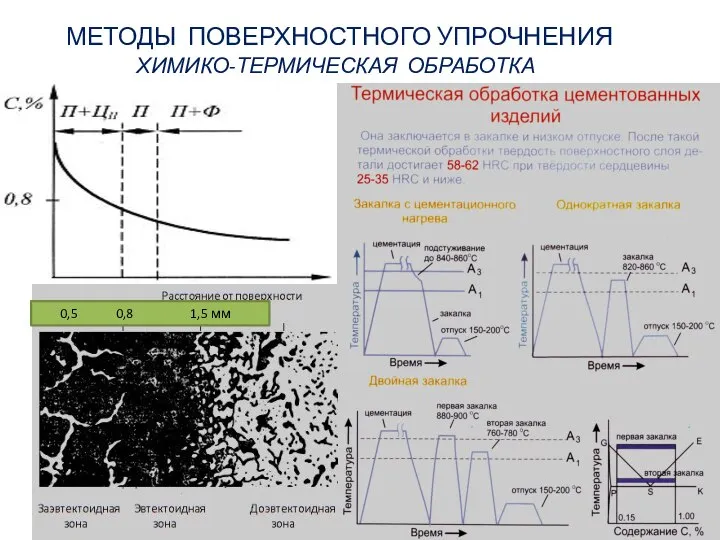
МЕТОДЫ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ
ХИМИКО-ТЕРМИЧЕСКАЯ ОБРАБОТКА
0,5 0,8 1,5 мм
МЕТОДЫ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ
ХИМИКО-ТЕРМИЧЕСКАЯ ОБРАБОТКА
0,5 0,8 1,5 мм
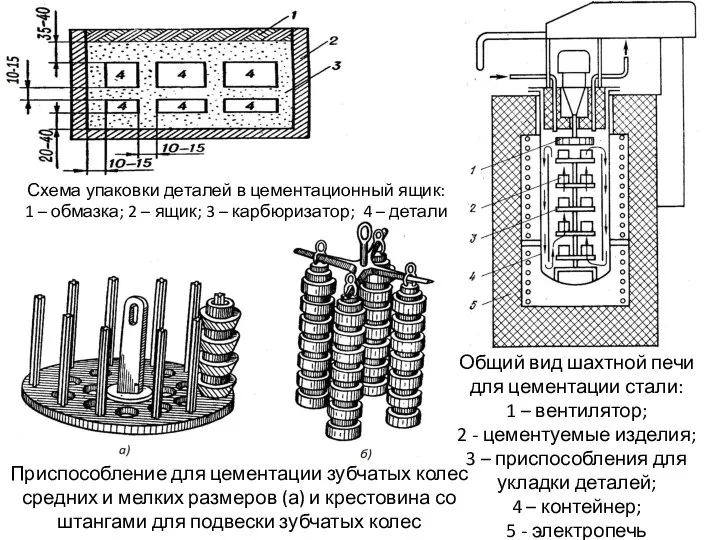
Общий вид шахтной печи для цементации стали:
1 – вентилятор;
2
Общий вид шахтной печи для цементации стали:
1 – вентилятор;
2

Микроструктура азотированного слоя на стали 38Х2МЮА
Внешний слой – ε-фаза Fe2-3N
II слой
Микроструктура азотированного слоя на стали 38Х2МЮА
Внешний слой – ε-фаза Fe2-3N
II слой
 Конструкция дополнительных топливных баков
Конструкция дополнительных топливных баков Побудова зовнішньої швидкісної характеристики автотракторного дизеля
Побудова зовнішньої швидкісної характеристики автотракторного дизеля Презентация Второй закон термодинамики
Презентация Второй закон термодинамики  Герценовский Универстет. Факультет Физики
Герценовский Универстет. Факультет Физики У лукоморья. Физико-математический вечер
У лукоморья. Физико-математический вечер Үйкеліс күші. Техникада үйкеліс әрекетін ескеру
Үйкеліс күші. Техникада үйкеліс әрекетін ескеру Прості та складні механізми
Прості та складні механізми  Презентация по физике Динамика часть 3
Презентация по физике Динамика часть 3 Переменные, влияющие на экспозицию
Переменные, влияющие на экспозицию Абсолютная температура как мера средней кинетической энергии частиц
Абсолютная температура как мера средней кинетической энергии частиц Физика – наука, которая нужна
Физика – наука, которая нужна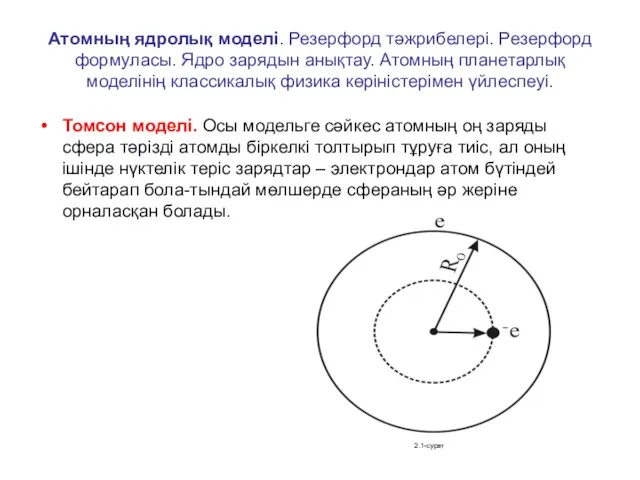 Атомның ядролық моделі. Резерфорд тәжрибелері. Резерфорд формуласы. Ядро зарядын анықтау
Атомның ядролық моделі. Резерфорд тәжрибелері. Резерфорд формуласы. Ядро зарядын анықтау Электрический ток в газах
Электрический ток в газах Взаимное притяжение и отталкивание молекул
Взаимное притяжение и отталкивание молекул Проектная работа. Маятник (Колыбель) Ньютона
Проектная работа. Маятник (Колыбель) Ньютона Формула пути
Формула пути Презентация на тему "давление"
Презентация на тему "давление" Золотое правило механики
Золотое правило механики ГЕНЕРАТОР ЗМІННОГО СТРУМУ
ГЕНЕРАТОР ЗМІННОГО СТРУМУ  Банк российских и зарубежных мультимедийных средств обучения по физике
Банк российских и зарубежных мультимедийных средств обучения по физике Дослідження режимів роботи рентгенівських апаратів
Дослідження режимів роботи рентгенівських апаратів Биотехнологиядағы процестерді модельдеу теориясы. Ұқсастық теория негіздері
Биотехнологиядағы процестерді модельдеу теориясы. Ұқсастық теория негіздері Производственное освещение
Производственное освещение Электролит еместердің биологиялық мембраналар арқылы тасымалдануы. Пассивті тасымалданудың негізгі механизмдері
Электролит еместердің биологиялық мембраналар арқылы тасымалдануы. Пассивті тасымалданудың негізгі механизмдері Курс физики
Курс физики Оптика полупроводников
Оптика полупроводников Механические свойства металлов
Механические свойства металлов Презентация по физике "Радуга-дуга, ведёшь куда?" - скачать
Презентация по физике "Радуга-дуга, ведёшь куда?" - скачать