- Неразрушающие методы контроля качества материалов строительных конструкций

Содержание
- 2. Классификация методов определения прочностных характеристик материалов и дефектоскопии обследуемых конструкций Методы обследования Механические Физические Комплексные Неупругих
- 3. Цель и задачи работы Цель работы – ознакомление с методами и приборами физического неразрушающего контроля физико-механических
- 4. При проведении строительно-ремонтных работ, технического обслуживания здания обязательно знать, где находится арматура. Для этих целей применяют
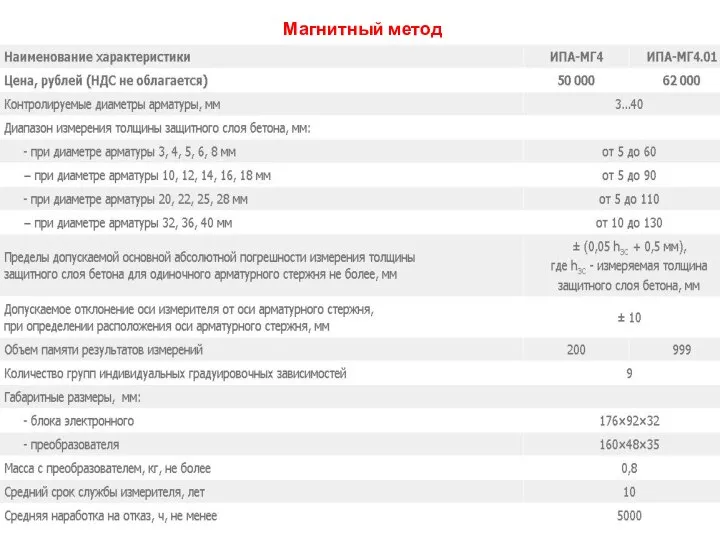
- 5. ИЗМЕРИТЕЛИ ЗАЩИТНОГО СЛОЯ БЕТОНА ИПА-МГ4, ИПА-МГ4.01 Магнитный метод
- 6. Магнитный метод
- 7. ПОИСК-2.6 предназначен для оперативного контроля качества армирования железобетонных изделий и конструкций вихретоковым методом при обследовании зданий
- 8. Магнитная дефектоскопия — это метод выявления внутренних и поверхностных дефектов деталей, которые изготовлены из ферромагнитных материалов,
- 9. Основными достоинствами магнитной дефектоскопии являются: 1) Возможность испытания детали без разрушения ее. При этом выявление поверхностных
- 10. Физические основы магнитной дефектоскопии Магнитные методы контроля основаны на обнаружении магнитных потоков рассеяния, возникающих при наличии
- 11. В зависимости от значения µ все металлы подразделяются на три группы: диамагнитные (медь, цинк, серебро и
- 12. Рис. 1. Ориентация доменов в ферромагнитных материалах: а — размагниченном; б — намагниченном до индукции насыщения;
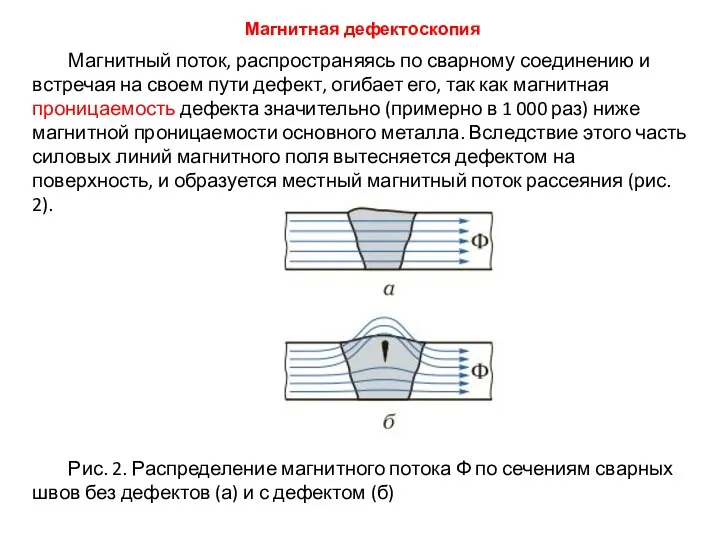
- 13. Магнитный поток, распространяясь по сварному соединению и встречая на своем пути дефект, огибает его, так как
- 14. Дефекты, которые вызывают возмущение в распределении силовых линий магнитного поля без образования местного потока рассеяния, невозможно
- 15. 2. Магнитопорошковый метод Магнитопорошковый метод контроля заключается в том, что на поверхность намагниченного сварного соединения наносят
- 16. Данный метод характеризуется высокой чувствительностью к тонким и мелким трещинам, простотой выполнения, оперативностью и наглядностью результатов.
- 17. Ферромагнитный порошок должен иметь частицы размером 5 … 10 мкм. Для выявления глубоких дефектов применяют более
- 18. При использовании для намагничивания переменного тока под влиянием скин-эффекта возрастают плотности тока и магнитного потока у
- 19. Практикой установлено, что магнитопорошковым методом выявляются поверхностные и подповерхностные (на глубине не более 2 мм) трещины
- 20. Шлифованные поверхности (с шероховатостью Ra 0,32 мкм и более) из-за наличия на них бликов трудно осматривать
- 21. Способы намагничивания. Магнитный контроль производится либо в приложенном магнитном поле, либо при остаточной намагниченности. Первый способ
- 22. Если контроль осуществляют при остаточной намагниченности, то соединение предварительно намагничивают, а после снятия магнитного поля на
- 23. В практике магнитного контроля используют следующие способы намагничивания сварных соединений: комбинированный, циркулярный и полюсный. Комбинированное намагничивание
- 24. Циркулярное намагничивание применяют для обнаружения продольных дефектов (трещин, непроваров или вытянутых шлаковых включений). Выполняется такое намагничивание
- 25. Полюсное намагничивание подразделяют на продольное, поперечное и нормальное. При продольном намагничивании направление намагничивающего поля совпадает с
- 26. Аппаратура и материалы. Дефектоскопы, предназначенные для осуществления магнитопорошкового метода контроля, включают в себя источник тока, устройство
- 27. В стационарных универсальных дефектоскопах можно производить намагничивание всеми известными способами (продольным, циркулярным, комбинированным). Успешно применяются несколько
- 28. В качестве материала для приготовления ферромагнитных порошков в основном используют оксиды железа мелкого помола (с размером
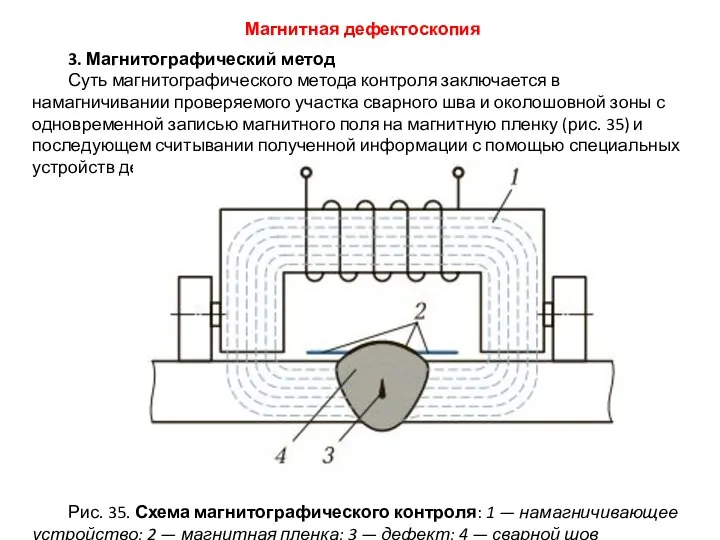
- 29. 3. Магнитографический метод Суть магнитографического метода контроля заключается в намагничивании проверяемого участка сварного шва и околошовной
- 30. Методика контроля. Магнитографический контроль включает в себя следующие операции (ГОСТ 25225 — 82): осмотр и подготовка
- 31. Чувствительность метода. Относительная чувствительность W магнитографического метода контроля определяется как отношение минимального вертикального размера (глубины) ∆S
- 32. Чувствительность магнитографического метода к поверхностным дефектам примерно такая же или несколько ниже, чем магнитопорошкового метода. При
- 33. Схемы намагничивания. При магнитографическом контроле сварные узлы и конструкции намагничивают с помощью специальных электромагнитов, реже применяют
- 34. В комплект дефектоскопа входит намагничивающее устройство, состоящее из П-образного магнитомягкого сердечника (магнитопровода) и обмотки. Для обеспечения
- 35. Для записи магнитных полей при магнитографическом контроле применяют магнитную пленку на триацетатной или лавсановой основе, изготовляемую
- 36. Феррозондовый метод Магнитоферрозондовый (феррозондовый) метод НК основан на считывании распределения параметров магнитного поля на поверхности намагниченной
- 37. Дефектоскопы- градиентометры ДФ-103, ДФ-105 К достоинствам метода следует отнести: - использование статических магнитных полей, сравнительно глубоко
- 38. высокую чувствительность, особенно к усталостным трещинам (выявляются усталостные трещины с шириной раскрытия от 1 мкм и
- 39. Пондеромоторный метод - основан на регистрации силы отрыва постоянного магнита или сердечника электромагнита от поверхности изделия
- 40. Контроль методом магнитной памяти металла (ММП-контроль) основан на измерении и анализе распределения собственных магнитных полей рассеяния
- 41. Эффект Холла заключается в том, что если прямоугольную пластину из полупроводника (германия, антимонита, арсенида индия) поместить
- 42. Радиационная дефектоскопия — рентгено- и гаммаграфический метод контроля. Рентгено- и гаммаграфия — это метод получения на
- 43. Рентгеновские аппараты, применяемые для контроля изделий, состоят из рентгеновской трубки, источника питания и пульта управления. В
- 44. 1 – рентгеновская трубка, 2 – футляр со свинцовым экраном, 3 – просвечиваемое изделие, 4 –
- 45. В зависимости от режима просвечивания (при толщине металла до 50 мм), качества пленки и правильности дальнейшей
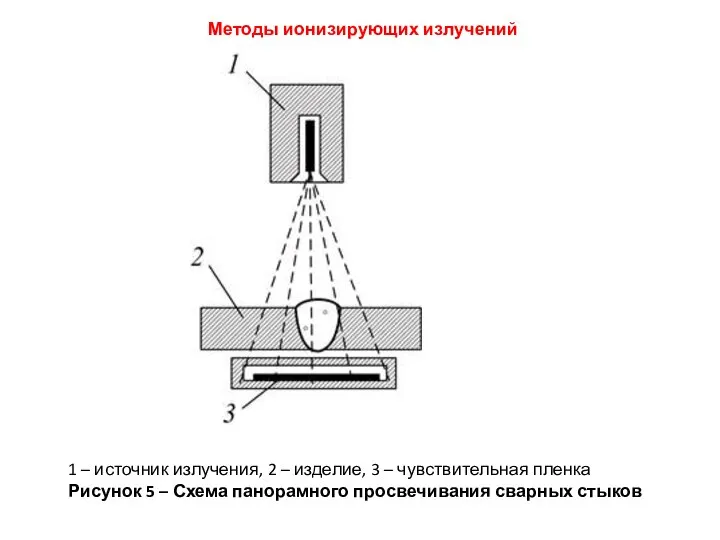
- 46. 1 – источник излучения, 2 – изделие, 3 – чувствительная пленка Рисунок 5 – Схема панорамного
- 47. Рисунок 6 – Схема панорамного просвечивания сварочных стыков трубопроводов с расположенным в центре трубы источником Методы
- 48. Сварной шов при радиационной дефектоскопии бракуется, если на рентгеновском или гамма-снимке обнаружены следующие дефекты: - шлаковые
- 49. Рентгено-телевизионный контроль. Сущность способа контроля заключается в том, что дефект сварного шва изображается в момент просвечивания
- 51. Скачать презентацию

Классификация методов определения прочностных характеристик
материалов и дефектоскопии обследуемых конструкций
Методы
обследования
Механические
Физические
Комплексные
Неупругих деформаций
Упругого
Классификация методов определения прочностных характеристик
материалов и дефектоскопии обследуемых конструкций
Методы
обследования
Механические
Физические
Комплексные
Неупругих деформаций
Упругого
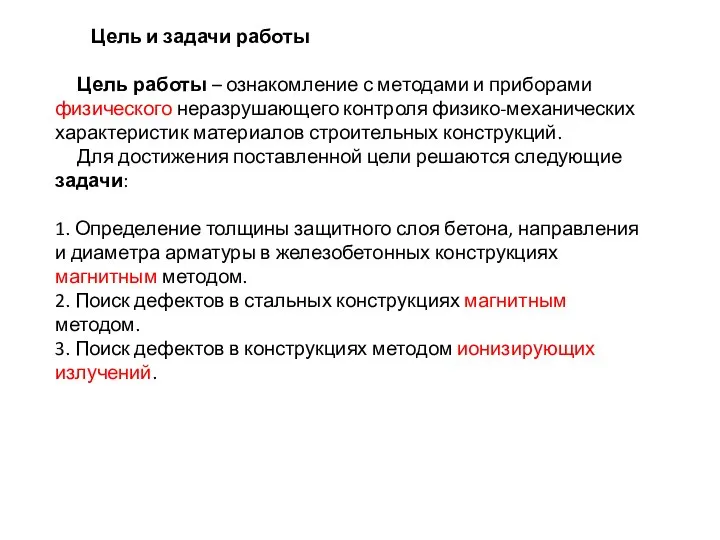
Цель и задачи работы
Цель работы – ознакомление с методами и
Цель и задачи работы Цель работы – ознакомление с методами и
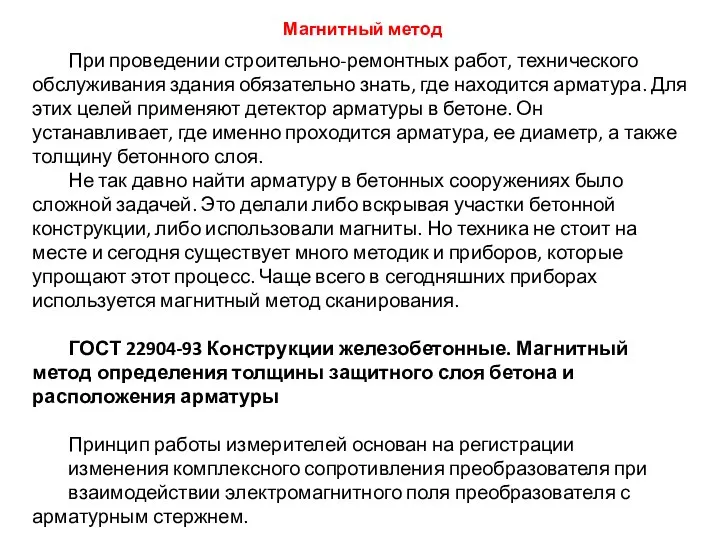
При проведении строительно-ремонтных работ, технического обслуживания здания обязательно знать, где находится
При проведении строительно-ремонтных работ, технического обслуживания здания обязательно знать, где находится

ИЗМЕРИТЕЛИ ЗАЩИТНОГО СЛОЯ БЕТОНА ИПА-МГ4, ИПА-МГ4.01
Магнитный метод
ИЗМЕРИТЕЛИ ЗАЩИТНОГО СЛОЯ БЕТОНА ИПА-МГ4, ИПА-МГ4.01
Магнитный метод
Магнитный метод
Магнитный метод
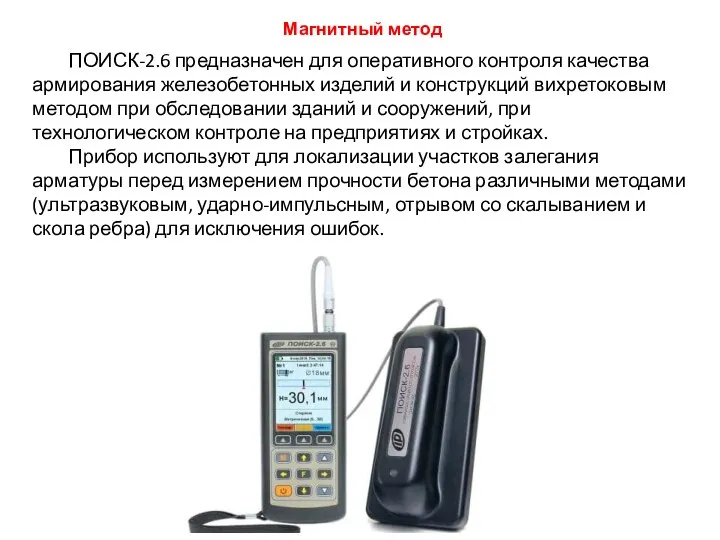
ПОИСК-2.6 предназначен для оперативного контроля качества армирования железобетонных изделий и конструкций
ПОИСК-2.6 предназначен для оперативного контроля качества армирования железобетонных изделий и конструкций
Магнитная дефектоскопия — это метод выявления внутренних и поверхностных дефектов деталей,
Основными достоинствами магнитной дефектоскопии являются:
1) Возможность испытания детали без разрушения ее.
1) Возможность испытания детали без разрушения ее.
Физические основы магнитной дефектоскопии
Магнитные методы контроля основаны на обнаружении магнитных потоков
Физические основы магнитной дефектоскопии
Магнитные методы контроля основаны на обнаружении магнитных потоков
В зависимости от значения µ все металлы подразделяются на три группы:
диамагнитные
В зависимости от значения µ все металлы подразделяются на три группы:
диамагнитные
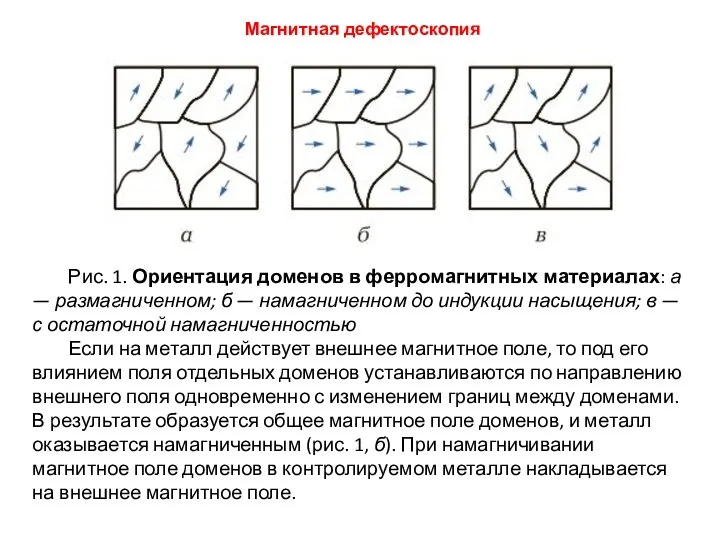
Рис. 1. Ориентация доменов в ферромагнитных материалах: а — размагниченном; б — намагниченном
Рис. 1. Ориентация доменов в ферромагнитных материалах: а — размагниченном; б — намагниченном
Магнитный поток, распространяясь по сварному соединению и встречая на своем пути
Магнитный поток, распространяясь по сварному соединению и встречая на своем пути
Дефекты, которые вызывают возмущение в распределении силовых линий магнитного поля
Дефекты, которые вызывают возмущение в распределении силовых линий магнитного поля
2. Магнитопорошковый метод
Магнитопорошковый метод контроля заключается в том, что на
2. Магнитопорошковый метод
Магнитопорошковый метод контроля заключается в том, что на
Данный метод характеризуется высокой чувствительностью к тонким и мелким трещинам,
Данный метод характеризуется высокой чувствительностью к тонким и мелким трещинам,
Ферромагнитный порошок должен иметь частицы размером 5 … 10 мкм.
Ферромагнитный порошок должен иметь частицы размером 5 … 10 мкм.
При использовании для намагничивания переменного тока под влиянием скин-эффекта возрастают
При использовании для намагничивания переменного тока под влиянием скин-эффекта возрастают
Практикой установлено, что магнитопорошковым методом выявляются поверхностные и подповерхностные (на
Практикой установлено, что магнитопорошковым методом выявляются поверхностные и подповерхностные (на
Шлифованные поверхности (с шероховатостью Ra 0,32 мкм и более) из-за наличия на
Шлифованные поверхности (с шероховатостью Ra 0,32 мкм и более) из-за наличия на
Способы намагничивания. Магнитный контроль производится либо в приложенном магнитном поле, либо при
Если контроль осуществляют при остаточной намагниченности, то соединение предварительно намагничивают, а
В практике магнитного контроля используют следующие способы намагничивания сварных соединений: комбинированный,
Циркулярное намагничивание применяют для обнаружения продольных дефектов (трещин, непроваров или вытянутых шлаковых
Полюсное намагничивание подразделяют на продольное, поперечное и нормальное. При продольном намагничивании направление
Аппаратура и материалы. Дефектоскопы, предназначенные для осуществления магнитопорошкового метода контроля, включают в
В стационарных универсальных дефектоскопах можно производить намагничивание всеми известными способами (продольным,
В качестве материала для приготовления ферромагнитных порошков в основном используют оксиды
3. Магнитографический метод
Суть магнитографического метода контроля заключается в намагничивании проверяемого участка
3. Магнитографический метод
Суть магнитографического метода контроля заключается в намагничивании проверяемого участка
Методика контроля. Магнитографический контроль включает в себя следующие операции (ГОСТ 25225 —
Методика контроля. Магнитографический контроль включает в себя следующие операции (ГОСТ 25225 —
Чувствительность метода. Относительная чувствительность W магнитографического метода контроля определяется как отношение минимального вертикального размера
Чувствительность метода. Относительная чувствительность W магнитографического метода контроля определяется как отношение минимального вертикального размера
Чувствительность магнитографического метода к поверхностным дефектам примерно такая же или несколько
Чувствительность магнитографического метода к поверхностным дефектам примерно такая же или несколько
Схемы намагничивания. При магнитографическом контроле сварные узлы и конструкции намагничивают с помощью
В комплект дефектоскопа входит намагничивающее устройство, состоящее из П-образного магнитомягкого сердечника
Для записи магнитных полей при магнитографическом контроле применяют магнитную пленку на
Феррозондовый метод
Магнитоферрозондовый (феррозондовый) метод НК основан на считывании распределения параметров магнитного
Магнитоферрозондовый (феррозондовый) метод НК основан на считывании распределения параметров магнитного

Дефектоскопы- градиентометры ДФ-103, ДФ-105
К достоинствам метода следует отнести:
- использование статических магнитных
Дефектоскопы- градиентометры ДФ-103, ДФ-105
К достоинствам метода следует отнести:
- использование статических магнитных
высокую чувствительность, особенно к усталостным трещинам (выявляются усталостные трещины с шириной
Пондеромоторный метод - основан на регистрации силы отрыва постоянного магнита или сердечника
Контроль методом магнитной памяти металла (ММП-контроль) основан на измерении и анализе распределения
Эффект Холла заключается в том, что если прямоугольную пластину из полупроводника
Радиационная дефектоскопия — рентгено- и гаммаграфический метод контроля. Рентгено- и гаммаграфия —
Рентгеновские аппараты, применяемые для контроля изделий, состоят из рентгеновской трубки, источника питания

1 – рентгеновская трубка, 2 – футляр со свинцовым экраном,
3 –
1 – рентгеновская трубка, 2 – футляр со свинцовым экраном, 3 –
В зависимости от режима просвечивания (при толщине металла до 50 мм),
В зависимости от режима просвечивания (при толщине металла до 50 мм),
1 – источник излучения, 2 – изделие, 3 – чувствительная пленка
Рисунок
1 – источник излучения, 2 – изделие, 3 – чувствительная пленка
Рисунок
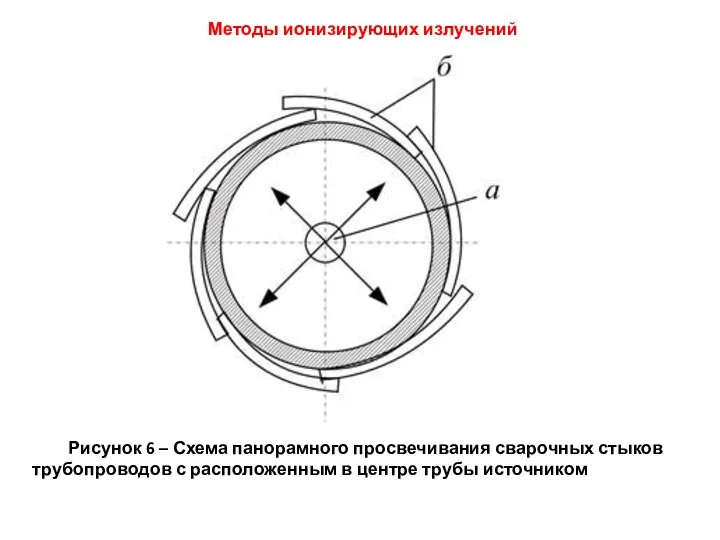
Рисунок 6 – Схема панорамного просвечивания сварочных стыков трубопроводов с расположенным
Рисунок 6 – Схема панорамного просвечивания сварочных стыков трубопроводов с расположенным
Сварной шов при радиационной дефектоскопии бракуется, если на рентгеновском или гамма-снимке
Сварной шов при радиационной дефектоскопии бракуется, если на рентгеновском или гамма-снимке
Рентгено-телевизионный контроль. Сущность способа контроля заключается в том, что дефект сварного шва
Рентгено-телевизионный контроль. Сущность способа контроля заключается в том, что дефект сварного шва
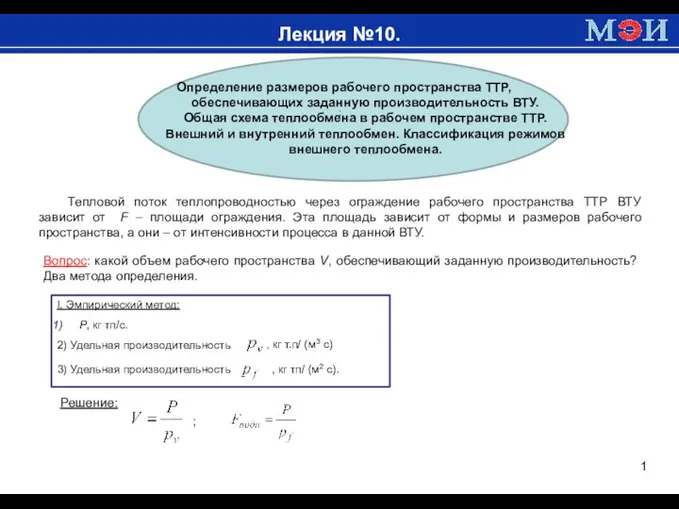 Определение размеров рабочего пространства ТТР, обеспечивающих заданную производительность ВТУ
Определение размеров рабочего пространства ТТР, обеспечивающих заданную производительность ВТУ Покрытия материалов
Покрытия материалов Примесная проводимость
Примесная проводимость Тяговые испытания, тяговая и тормозная динамичность
Тяговые испытания, тяговая и тормозная динамичность Волновое движение. Лекция 8
Волновое движение. Лекция 8 Определение диффузии
Определение диффузии Стоячие волны (урок физики в 10 классе)
Стоячие волны (урок физики в 10 классе) Тепломассообмен. Теория подобия физических явлений. Числа подобия. Уравнения подобия
Тепломассообмен. Теория подобия физических явлений. Числа подобия. Уравнения подобия Исследование радиотехнической системы контроля положения нарушителя
Исследование радиотехнической системы контроля положения нарушителя Расчет теплообменных аппаратов
Расчет теплообменных аппаратов Диспергирующие элементы
Диспергирующие элементы Гук заңы
Гук заңы Математичний маятник. Коливання тіла на пружині
Математичний маятник. Коливання тіла на пружині Динаміка матеріальної точки
Динаміка матеріальної точки Современные проблемы физики наноструктурных материалов .Терминология и классификация. Общая характеристика наноматериалов
Современные проблемы физики наноструктурных материалов .Терминология и классификация. Общая характеристика наноматериалов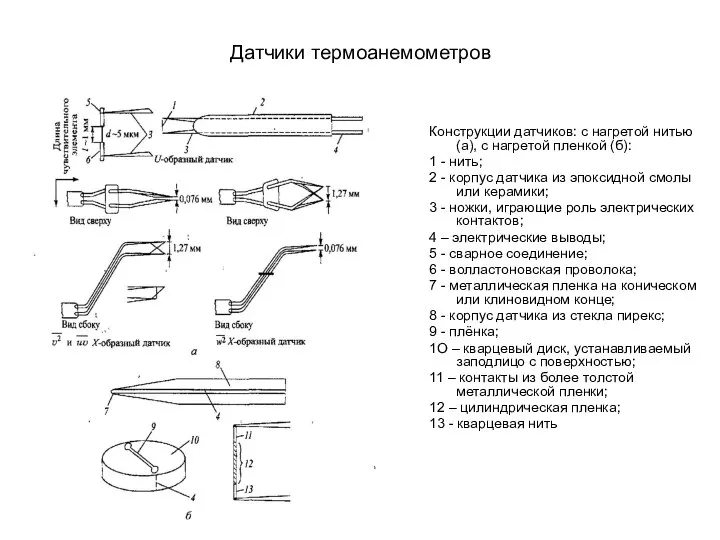 Датчики термоанемометров
Датчики термоанемометров Термодинамиканың 2-заңы
Термодинамиканың 2-заңы Распространение звука. Звуковые волны. Скорость звука.
Распространение звука. Звуковые волны. Скорость звука. Методы преобразования электрических схем
Методы преобразования электрических схем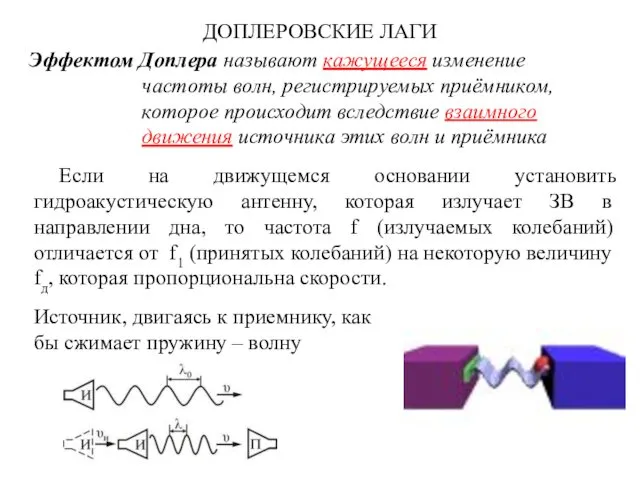 Доплеровские лаги
Доплеровские лаги Аттестационная работа. Образовательная рабочая программа «Подготовка к 0ГЭ по физике» для учащихся 10 класса
Аттестационная работа. Образовательная рабочая программа «Подготовка к 0ГЭ по физике» для учащихся 10 класса Вращательное движение твердого тела. Уравнение вращательного движения. Угловая скорость и угловое ускорение тела
Вращательное движение твердого тела. Уравнение вращательного движения. Угловая скорость и угловое ускорение тела Симметричный вибратор. Антенно-фидерные устройства и распространение радиоволн. Лекция № 4
Симметричный вибратор. Антенно-фидерные устройства и распространение радиоволн. Лекция № 4 Презентация по физике "Закономерности зрительного восприятия формы и пространства" - скачать
Презентация по физике "Закономерности зрительного восприятия формы и пространства" - скачать  Элементы геометрической и электронной оптики
Элементы геометрической и электронной оптики Галилей и физика К 450 – летию со дня рождения
Галилей и физика К 450 – летию со дня рождения  Шинные конструкции. (Часть 3)
Шинные конструкции. (Часть 3) Презентация по физике "Источники электрического тока" - скачать _
Презентация по физике "Источники электрического тока" - скачать _