- Новые технологические процессы

Содержание
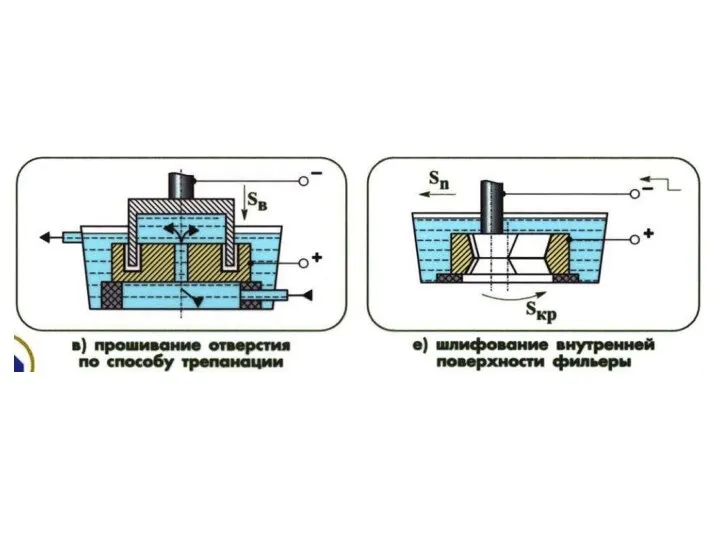
- 2. Электроэрозионная обработка (аббр. ЭЭО) — контролируемое разрушение электропроводного материала под действием электрических разрядов между двумя электродами,
- 3. История В 1938 году советский инженер Л. А. Юткин показал, что серия электроискровых разрядов порождает формообразующие
- 4. Электроимпульсный съем металла осуществляется кратковременными импульсами дугового разряда (вольтовой дуги) между обрабатываемым металлом (катодом) и инструментом
- 5. Электроискровая обработка аналогична электроимпульсной, только с другой полярностью — заготовка – анод, инструмент – катод.
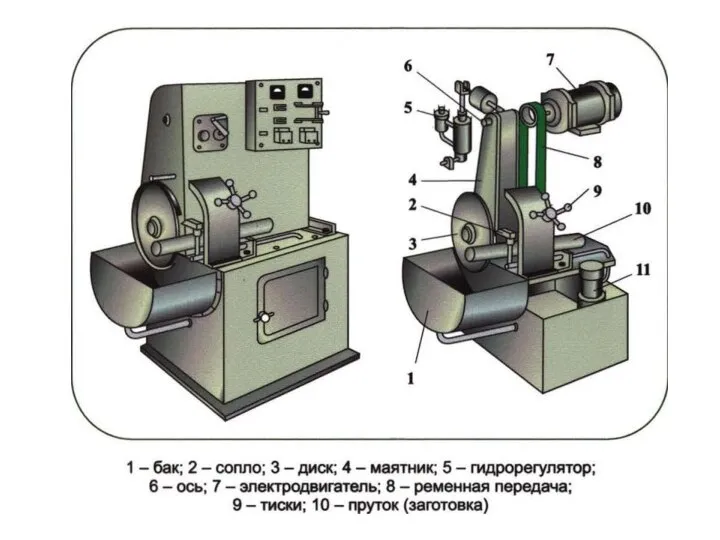
- 7. Станок электроэрозионной обработки в действии. Обрабатываемая деталь погружена в жидкость.
- 8. Электрохимическая – основана на локальном (местном) анодном растворении металла при высокой плотности тока 20 – 250
- 9. Анодно-механический процесс ведут на постоянном токе в электролите. Анод (заготовка) растворяется и образующаяся пленка снимается движущимся
- 12. Скачать презентацию
Электроэрозионная обработка (аббр. ЭЭО) — контролируемое разрушение электропроводного материала под действием
Электроэрозионная обработка (аббр. ЭЭО) — контролируемое разрушение электропроводного материала под действием
История
В 1938 году советский инженер Л. А. Юткин показал, что серия электроискровых разрядов порождает
История
В 1938 году советский инженер Л. А. Юткин показал, что серия электроискровых разрядов порождает
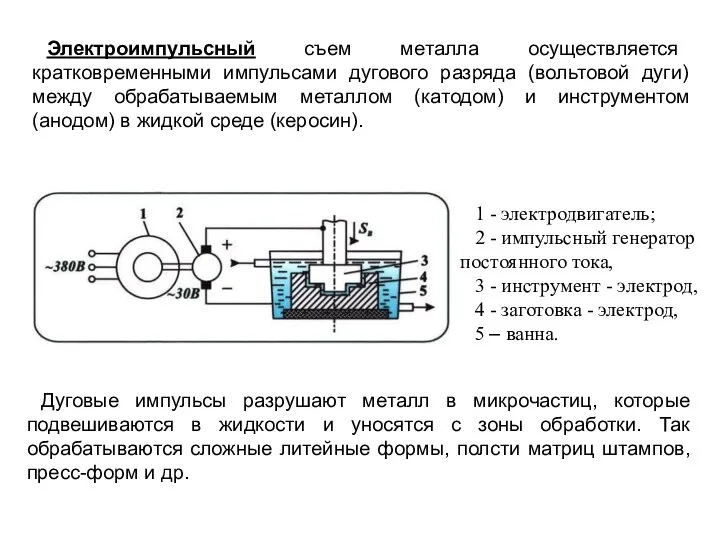
Электроимпульсный съем металла осуществляется кратковременными импульсами дугового разряда (вольтовой дуги) между
Электроимпульсный съем металла осуществляется кратковременными импульсами дугового разряда (вольтовой дуги) между
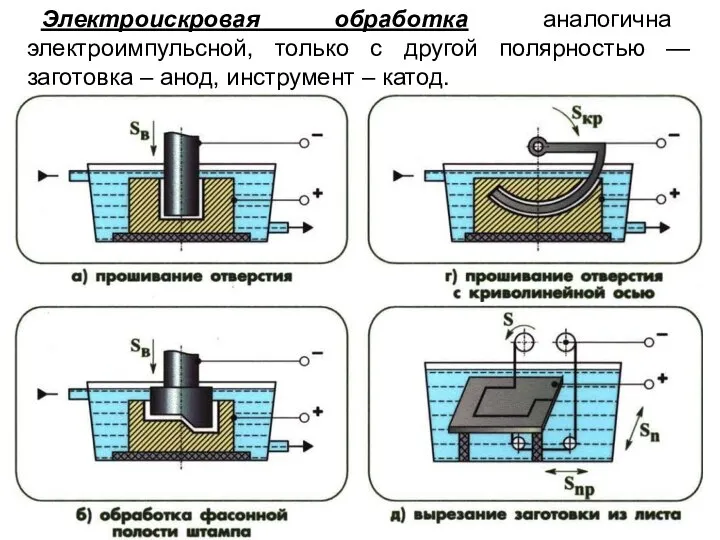
Электроискровая обработка аналогична электроимпульсной, только с другой полярностью — заготовка –
Электроискровая обработка аналогична электроимпульсной, только с другой полярностью — заготовка –
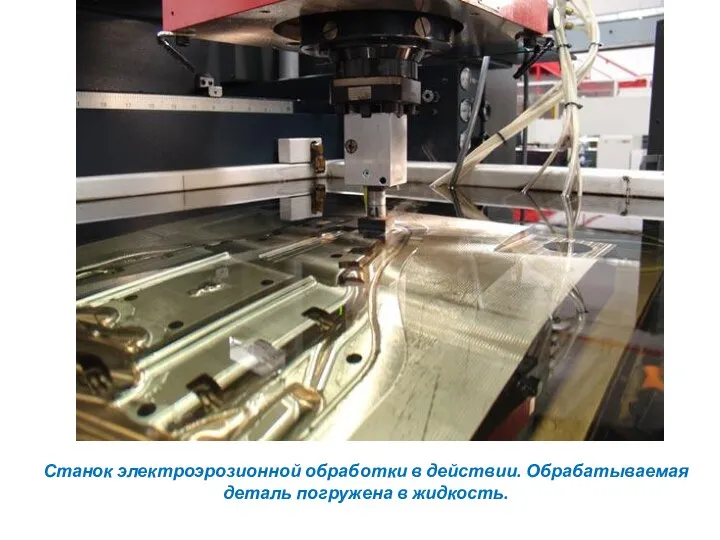
Станок электроэрозионной обработки в действии. Обрабатываемая деталь погружена в жидкость.
Станок электроэрозионной обработки в действии. Обрабатываемая деталь погружена в жидкость.
Электрохимическая – основана на локальном (местном) анодном растворении металла при высокой
Электрохимическая – основана на локальном (местном) анодном растворении металла при высокой
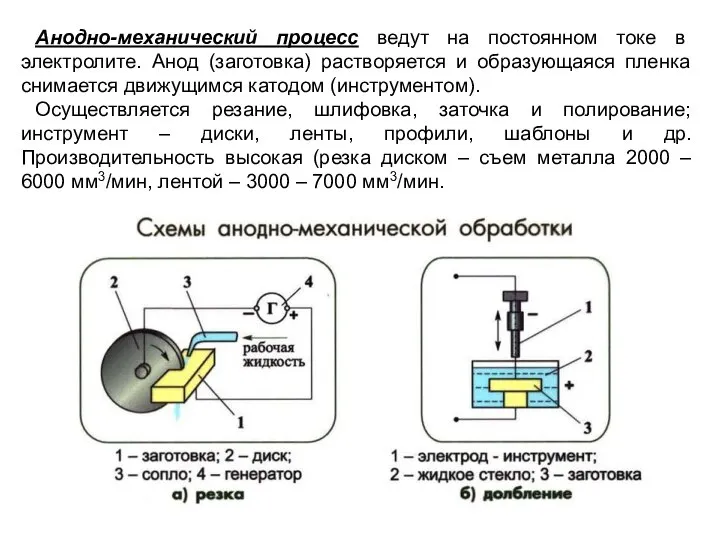
Анодно-механический процесс ведут на постоянном токе в электролите. Анод (заготовка) растворяется
Анодно-механический процесс ведут на постоянном токе в электролите. Анод (заготовка) растворяется
 Презентация по физике "Физика твёрдого тела.Рост и дефекты кристаллов" - скачать
Презентация по физике "Физика твёрдого тела.Рост и дефекты кристаллов" - скачать  Определение квалитетов точности, допусков и посадок
Определение квалитетов точности, допусков и посадок Тербелістер мен толқындар
Тербелістер мен толқындар Ускорение тела
Ускорение тела Н.Е. Жуковский теоремасы
Н.Е. Жуковский теоремасы Аттестационная работа. Интеграция как способ формирования метапредметных компетенций при обучении физике
Аттестационная работа. Интеграция как способ формирования метапредметных компетенций при обучении физике Метод номограмм для определения магнитоэлектрического эффекта
Метод номограмм для определения магнитоэлектрического эффекта История изобретения радио
История изобретения радио Динамика вращательного движения
Динамика вращательного движения Элементы физической кинетики
Элементы физической кинетики Презентация Сила тока
Презентация Сила тока  Технология создания изделий из древесины. Элементы машиноведения
Технология создания изделий из древесины. Элементы машиноведения Магнитное поле в вакууме. Индукция магнитного поля. Закон Био-Савара-Лапласа
Магнитное поле в вакууме. Индукция магнитного поля. Закон Био-Савара-Лапласа Презентация Электроемкость конденсаторы
Презентация Электроемкость конденсаторы  Динамика. Законы Ньютона
Динамика. Законы Ньютона Білгір физик
Білгір физик По большой дороге физики
По большой дороге физики Магнитные аномалии
Магнитные аномалии Физика в военном деле
Физика в военном деле Относительность движения
Относительность движения Энтропия и вероятность. Статистический характер необратимых процессов
Энтропия и вероятность. Статистический характер необратимых процессов Тепловые двигатели и их применение
Тепловые двигатели и их применение Нанотехнологии, как приобретенное направление развития науки в РФ
Нанотехнологии, как приобретенное направление развития науки в РФ Изменения агрегатных состояний вещества. Автор: Учит
Изменения агрегатных состояний вещества. Автор: Учит Получение радиоактивных изотопов и их применение
Получение радиоактивных изотопов и их применение Поляризация света
Поляризация света Способы вскрытия пластов. Конструкции забоя нефтяных и газовых скважин
Способы вскрытия пластов. Конструкции забоя нефтяных и газовых скважин Свободные и вынужденные электромагнитные колебания. Колебательный контур. Превращение энергии при электромагнитных колебаниях
Свободные и вынужденные электромагнитные колебания. Колебательный контур. Превращение энергии при электромагнитных колебаниях