- Опиливание металла

Содержание
- 2. ОПИЛИВАНИЕ Слесарные работы
- 3. Опиливание - операция по удалению с поверхности заготовки слоя материала при помощи режущего инструмента (напильника) Целью
- 4. Инструменты: напильники Представляют собой стальной брусок, на рабочей поверхности которого нанесено большое число насечек, образующих режущие
- 5. 1. Ручка. 5. Ребро. 2. Хвостовик. 6. Рабочая часть. 3. Кольцо. 7. Грань. 4. Пятка. 8.
- 6. Виды насечек Бывают одинарными, двойными, рашпильными и дуговыми одинарная под углом 70—80° к ребру напильника двойная
- 7. Типы напильников по длине рабочей части
- 8. Типы напильников по числу насечек
- 9. Профили напильников В зависимости от формы обрабатываемой поверхности выбирают напильники того или иного профиля: для обработки
- 10. Правила и приёмы опиливания Изделие зажимают в тиски так, чтобы опиливаемая поверхность выступала над губками тисков
- 12. Скачать презентацию

ОПИЛИВАНИЕ
Слесарные работы
ОПИЛИВАНИЕ
Слесарные работы
Опиливание - операция по удалению с поверхности заготовки слоя материала при
Опиливание - операция по удалению с поверхности заготовки слоя материала при
Инструменты:
напильники
Представляют собой стальной брусок, на рабочей поверхности которого нанесено большое число
Инструменты:
напильники
Представляют собой стальной брусок, на рабочей поверхности которого нанесено большое число
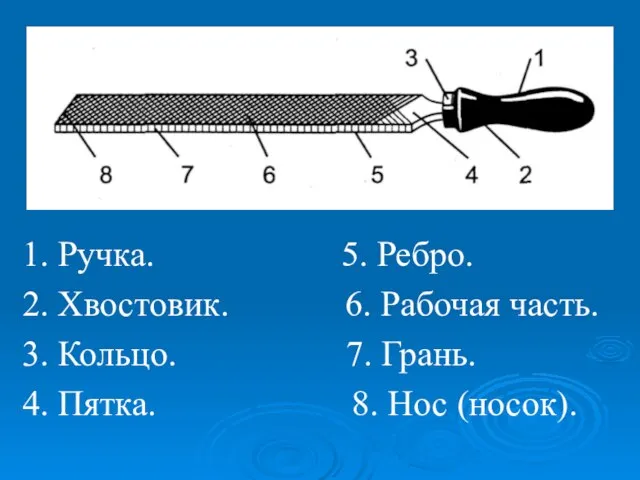
1. Ручка. 5. Ребро.
2. Хвостовик. 6. Рабочая часть.
3. Кольцо. 7. Грань.
4.
1. Ручка. 5. Ребро.
2. Хвостовик. 6. Рабочая часть.
3. Кольцо. 7. Грань.
4.
Виды насечек
Бывают одинарными, двойными, рашпильными и дуговыми
одинарная под углом 70—80° к
Виды насечек
Бывают одинарными, двойными, рашпильными и дуговыми
одинарная под углом 70—80° к
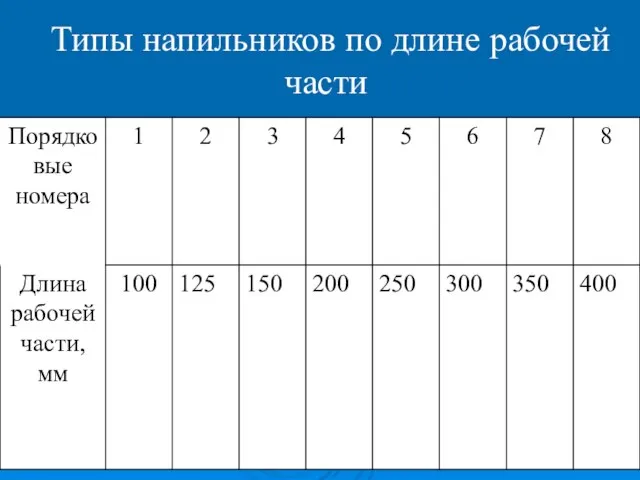
Типы напильников по длине рабочей части
Типы напильников по длине рабочей части
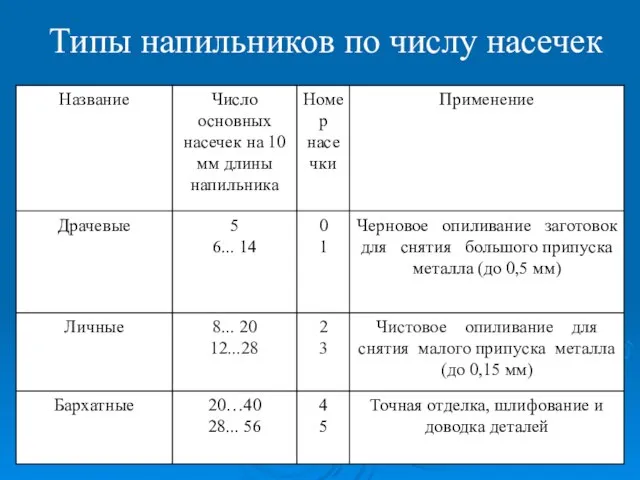
Типы напильников по числу насечек
Типы напильников по числу насечек
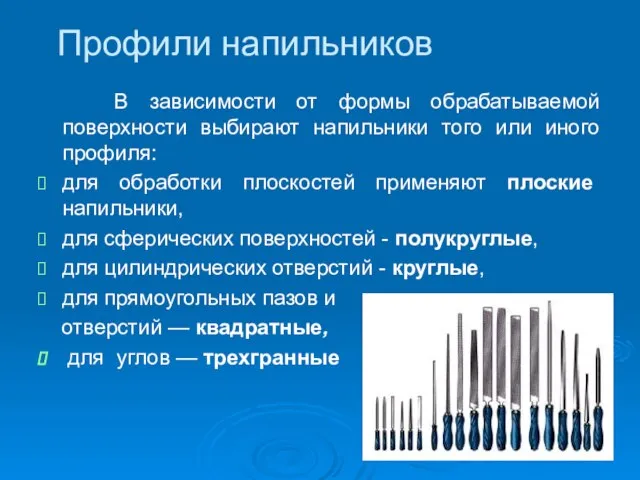
Профили напильников
В зависимости от формы обрабатываемой поверхности выбирают напильники того
Профили напильников
В зависимости от формы обрабатываемой поверхности выбирают напильники того
Правила и приёмы опиливания
Изделие зажимают в тиски так, чтобы опиливаемая поверхность
Правила и приёмы опиливания
Изделие зажимают в тиски так, чтобы опиливаемая поверхность
 Метрология, стандартизация и сертификация. Обзорная лекция
Метрология, стандартизация и сертификация. Обзорная лекция Телефонные сети общего пользования
Телефонные сети общего пользования Диагностическая работа по физике. Физические величины
Диагностическая работа по физике. Физические величины Feedback loops
Feedback loops Основи випромінювання електромагнітних хвиль
Основи випромінювання електромагнітних хвиль ХаРаКтЕрИсТиКи ЗВУКА
ХаРаКтЕрИсТиКи ЗВУКА Термодинамические потенциалы
Термодинамические потенциалы Машины постоянного тока. Устройство, материалы и принцип действия. Карточка 13
Машины постоянного тока. Устройство, материалы и принцип действия. Карточка 13 Последовательное и параллельное соединение проводников
Последовательное и параллельное соединение проводников Поляризация диэлектриков
Поляризация диэлектриков Әр түрлі иондаушы сәулелер көздері түрлерінің заттармен өзара әсерлесуі
Әр түрлі иондаушы сәулелер көздері түрлерінің заттармен өзара әсерлесуі Теплоемкости газов. Термодинамические процессы
Теплоемкости газов. Термодинамические процессы Задачи на движение
Задачи на движение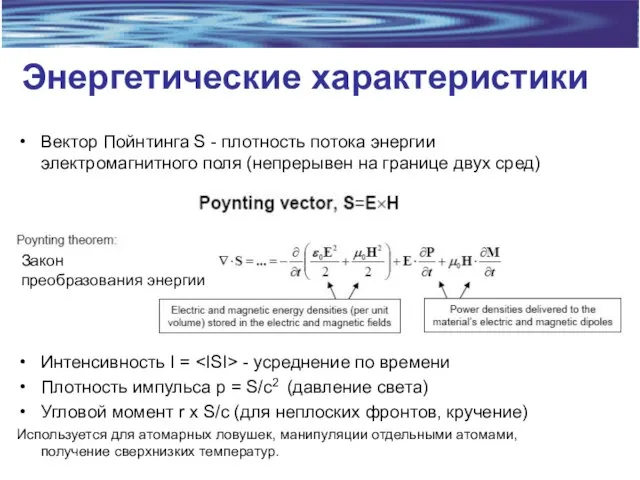 Сфера Пуанкаре
Сфера Пуанкаре Электростатика. Диэлектрики. Диэлектрическая поляризация. (Лекция 3)
Электростатика. Диэлектрики. Диэлектрическая поляризация. (Лекция 3) Вплив радіації на організм людини
Вплив радіації на організм людини  Электричество. Электрические цепи
Электричество. Электрические цепи Элементарные частицы
Элементарные частицы Применение математических функций в физике
Применение математических функций в физике Газовые законы Учебная презентация для 10 класса
Газовые законы Учебная презентация для 10 класса Эпитаксиальные методы получения наноструктур
Эпитаксиальные методы получения наноструктур Автомобиль не движется вследствие разрушения клинового ремня CVT
Автомобиль не движется вследствие разрушения клинового ремня CVT Преобразователи постоянного напряжения
Преобразователи постоянного напряжения Основы механики
Основы механики Как был открыт закон Архимеда
Как был открыт закон Архимеда Обеспечение повышения качества поверхности и эксплуатационных свойств деталей машин, работающих при циклическом нагружении
Обеспечение повышения качества поверхности и эксплуатационных свойств деталей машин, работающих при циклическом нагружении Диэлектрические материалы
Диэлектрические материалы Презентация по физике "Механические колебания и волны. Звук" - скачать
Презентация по физике "Механические колебания и волны. Звук" - скачать