- Отчет стажировки на должность контролера в производстве черных металлов

Содержание
- 2. МЕСТО СТАЖИРОВКИ: ОАО ММК» ОКП, УЧАСТОК ЛПЦ-10 СТАЖИРОВКА НА ДОЛЖНОСТЬ: КОНТРОЛЕР В ПРОИЗВОДСТВЕ ЧЕРНЫХ МЕТАЛЛОВ СРОК
- 3. ОСНОВНОЕ ОБОРУДОВАНИЕ ЛПЦ-10
- 4. Широкополосный стан горячей прокатки (ШСГП) «2000» предназначен для производства полос из углеродистых и низколегированных марок сталей,
- 5. В качестве на стане «2000» используются непрерывно литые слябы, поступающие из ККЦ, со следующими характеристиками: Для
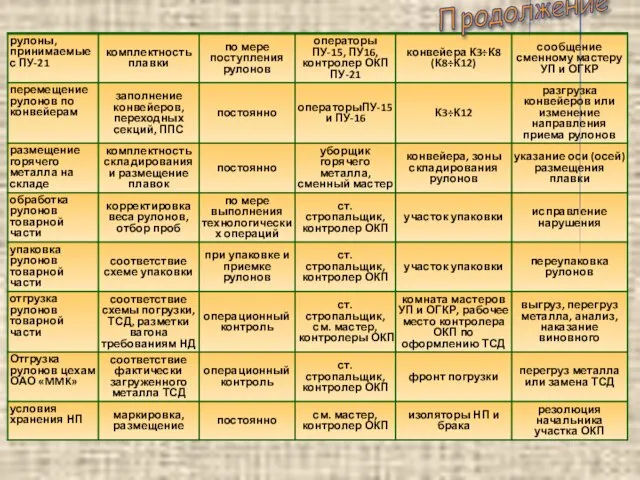
- 6. СХЕМА КОНТРОЛЯ В ЛПЦ-10
- 7. Продолжение
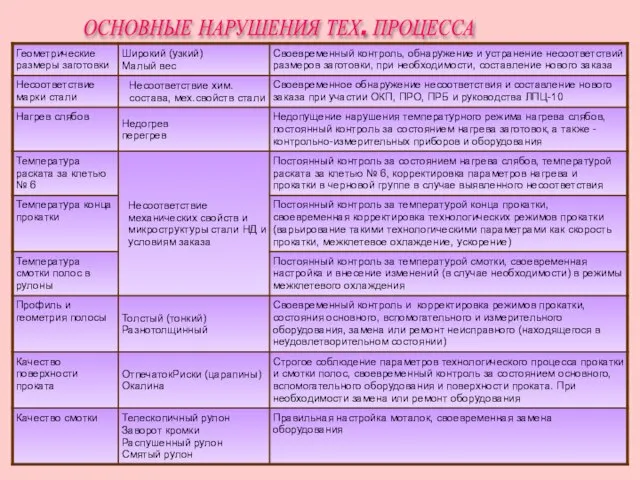
- 8. ОСНОВНЫЕ НАРУШЕНИЯ ТЕХ. ПРОЦЕССА
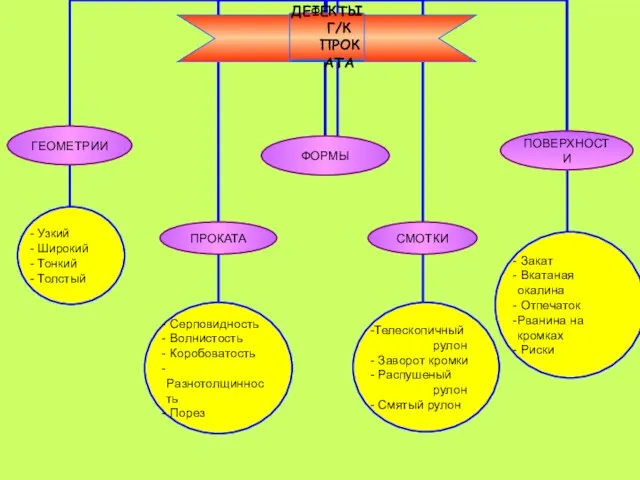
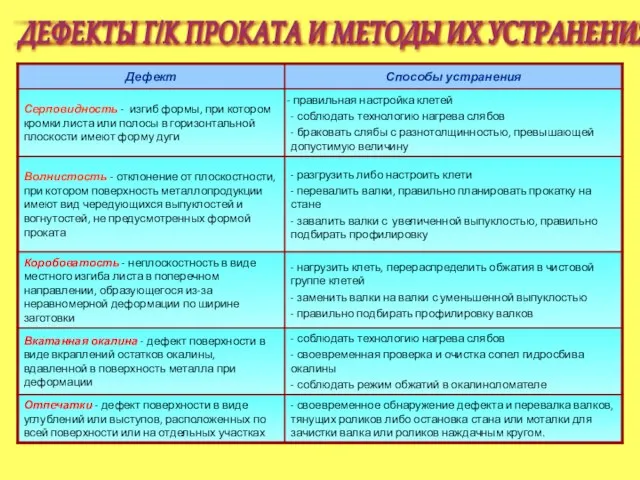
- 10. ДЕФЕКТЫ Г/К ПРОКАТА И МЕТОДЫ ИХ УСТРАНЕНИЯ
- 11. Продолжение
- 12. Продолжение
- 13. Отбор проб горячекатаных рулонов для проведения механических и металлографических испытаний производится резчиком горячего металла на участке
- 14. МЕХАНИЧЕСКИЕ СВОЙСТВА МЕТАЛЛОВ И ИХ ОПРЕДЕЛЕНИЕ К основным механическим свойствам металлов относятся прочность, пластичность, твердость и
- 15. ИСПЫТАНИЕ НА РАСТЯЖЕНИЕ Диаграмма растяжения в координатах «нагрузка Р – удлинение l» отражает характерные участки и
- 16. ОПРЕДЕЛЕНИЕ ТВЕРДОСТИ Измерение твердости по Бринеллю. В поверхность испытуемого металла вдавливается стальной закаленный шарик диаметром 10,
- 17. Определение ударной вязкости производят на специальном маятниковом копре. Для испытаний применяется стандартный надрезанный образец, который устанавливается
- 18. Контролер ОКП выдает бригадиру паспорт передачи взятых в работу плавок После визуального осмотра рулонов контролер ОКП
- 19. Порядок оформления пакета ТСД
- 20. Ежесменно работник ОКП вносит данные по полученному браку: в суточный отчет на сервере ОКП, в записи
- 21. Учёт НПК
- 22. Расчет выхода брака ВБ, %: Расчет выхода НПК ВНПК, %: QБ – количество брака, полученного по
- 23. Работник бюро качества направляет претензию на участок ОКП Для проведения служебной проверки на участке формируется комиссия
- 25. Скачать презентацию
МЕСТО СТАЖИРОВКИ: ОАО ММК» ОКП, УЧАСТОК ЛПЦ-10
СТАЖИРОВКА НА ДОЛЖНОСТЬ: КОНТРОЛЕР В
МЕСТО СТАЖИРОВКИ: ОАО ММК» ОКП, УЧАСТОК ЛПЦ-10
СТАЖИРОВКА НА ДОЛЖНОСТЬ: КОНТРОЛЕР В
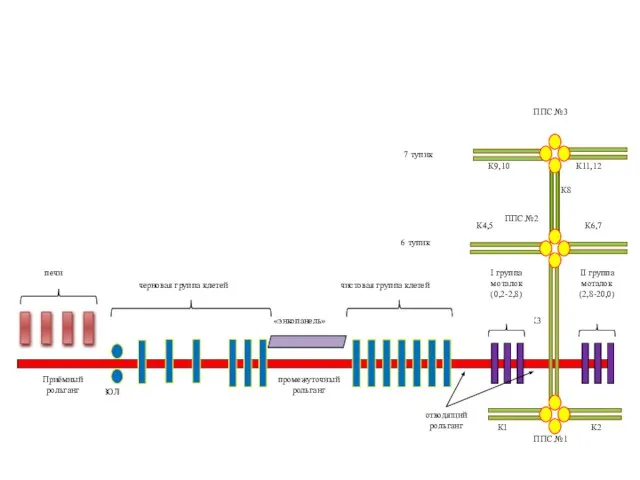
ОСНОВНОЕ ОБОРУДОВАНИЕ ЛПЦ-10
ОСНОВНОЕ ОБОРУДОВАНИЕ ЛПЦ-10
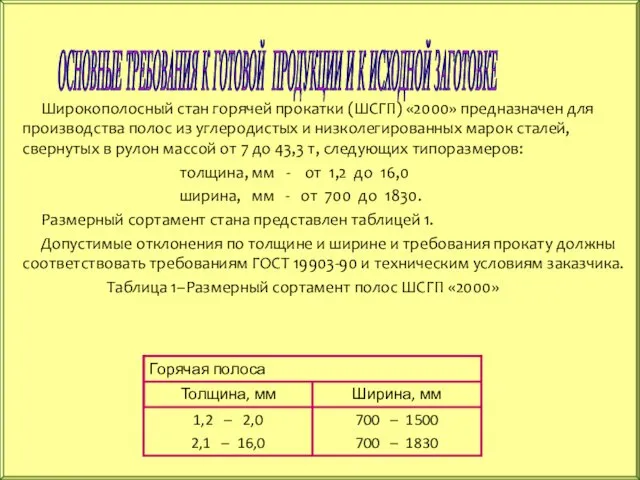
Широкополосный стан горячей прокатки (ШСГП) «2000» предназначен для производства полос из
Широкополосный стан горячей прокатки (ШСГП) «2000» предназначен для производства полос из
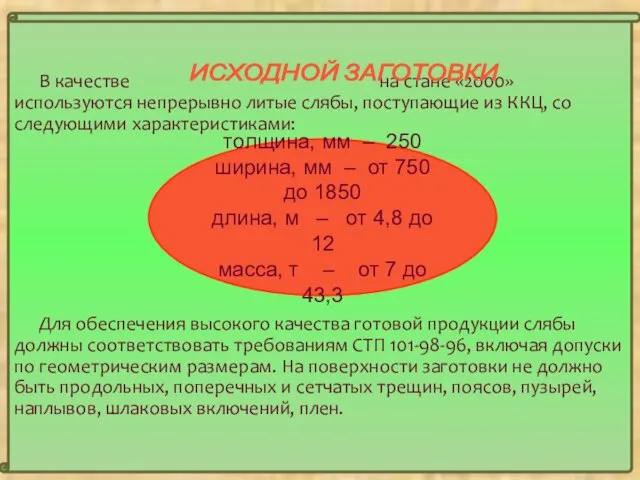
В качестве на стане «2000» используются непрерывно литые слябы, поступающие из
В качестве на стане «2000» используются непрерывно литые слябы, поступающие из

СХЕМА КОНТРОЛЯ В ЛПЦ-10
СХЕМА КОНТРОЛЯ В ЛПЦ-10
Продолжение
Продолжение
ОСНОВНЫЕ НАРУШЕНИЯ ТЕХ. ПРОЦЕССА
ОСНОВНЫЕ НАРУШЕНИЯ ТЕХ. ПРОЦЕССА
ДЕФЕКТЫ Г/К ПРОКАТА И МЕТОДЫ ИХ УСТРАНЕНИЯ
ДЕФЕКТЫ Г/К ПРОКАТА И МЕТОДЫ ИХ УСТРАНЕНИЯ
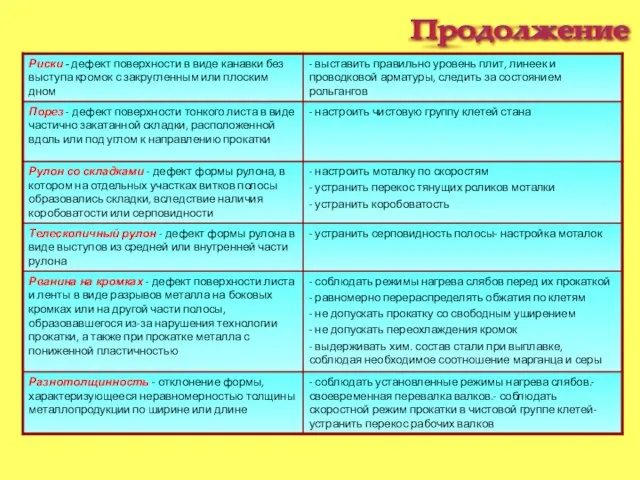
Продолжение
Продолжение
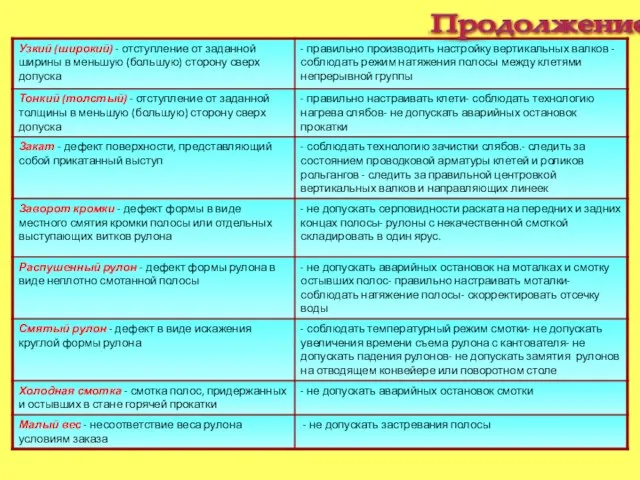
Продолжение
Продолжение
Отбор проб горячекатаных рулонов для проведения механических и металлографических испытаний производится
Отбор проб горячекатаных рулонов для проведения механических и металлографических испытаний производится
МЕХАНИЧЕСКИЕ СВОЙСТВА МЕТАЛЛОВ И ИХ ОПРЕДЕЛЕНИЕ
К основным механическим свойствам металлов относятся
МЕХАНИЧЕСКИЕ СВОЙСТВА МЕТАЛЛОВ И ИХ ОПРЕДЕЛЕНИЕ
К основным механическим свойствам металлов относятся
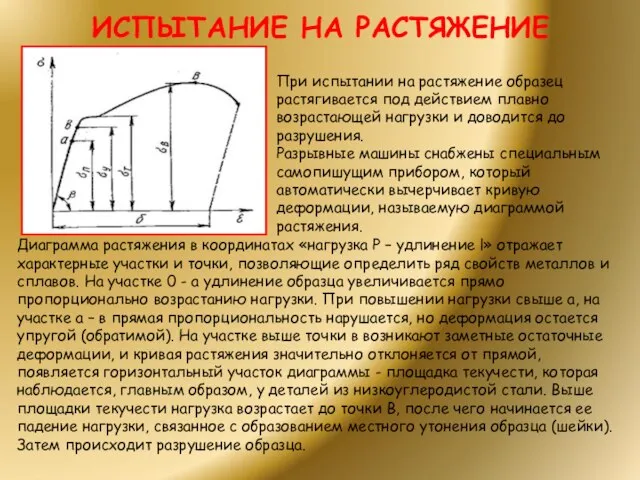
ИСПЫТАНИЕ НА РАСТЯЖЕНИЕ
Диаграмма растяжения в координатах «нагрузка Р – удлинение l»
ИСПЫТАНИЕ НА РАСТЯЖЕНИЕ
Диаграмма растяжения в координатах «нагрузка Р – удлинение l»
ОПРЕДЕЛЕНИЕ ТВЕРДОСТИ
Измерение твердости по Бринеллю. В поверхность испытуемого металла вдавливается стальной
ОПРЕДЕЛЕНИЕ ТВЕРДОСТИ
Измерение твердости по Бринеллю. В поверхность испытуемого металла вдавливается стальной
Определение ударной вязкости производят на специальном маятниковом копре. Для испытаний применяется
Определение ударной вязкости производят на специальном маятниковом копре. Для испытаний применяется
Контролер ОКП выдает бригадиру паспорт передачи взятых в работу плавок
После визуального
Контролер ОКП выдает бригадиру паспорт передачи взятых в работу плавок
После визуального
Порядок оформления пакета ТСД
Порядок оформления пакета ТСД
Ежесменно работник ОКП вносит данные по полученному браку: в суточный отчет
Ежесменно работник ОКП вносит данные по полученному браку: в суточный отчет
Учёт НПК
Учёт НПК
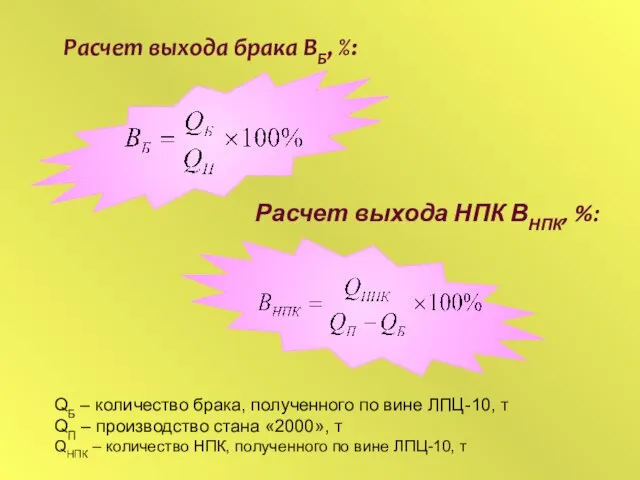
Расчет выхода брака ВБ, %:
Расчет выхода НПК ВНПК, %:
QБ – количество
Расчет выхода брака ВБ, %:
Расчет выхода НПК ВНПК, %:
QБ – количество
Работник бюро качества направляет претензию на участок ОКП
Для проведения служебной проверки
Работник бюро качества направляет претензию на участок ОКП
Для проведения служебной проверки
 Машина – это техническое устройство, состоящее из механизмов
Машина – это техническое устройство, состоящее из механизмов Инфракрасное излучение
Инфракрасное излучение Кристаллические и аморфные тела
Кристаллические и аморфные тела Решение задач на движение
Решение задач на движение Физические основы электронных приборов
Физические основы электронных приборов Закон Ома для полной цепи. Законы Кирхгофа
Закон Ома для полной цепи. Законы Кирхгофа Что изучает физика. Наблюдения и опыты
Что изучает физика. Наблюдения и опыты Плавание тел
Плавание тел Презентация по физике "Исследование влияния Музыкальных звуков на человека и животных" - скачать
Презентация по физике "Исследование влияния Музыкальных звуков на человека и животных" - скачать  Радиоактивность как свидетельство сложного строения атомов. α-, β- и γ- излучения. Правила смещения при α- и βраспадах
Радиоактивность как свидетельство сложного строения атомов. α-, β- и γ- излучения. Правила смещения при α- и βраспадах Опытные данные по теплоотдаче
Опытные данные по теплоотдаче Решение задач на определение фокусного расстояния и оптической силы линзы
Решение задач на определение фокусного расстояния и оптической силы линзы Электр қауіпсіздігі
Электр қауіпсіздігі Механическое движение
Механическое движение Физические методы исследования биологических объектов
Физические методы исследования биологических объектов Картография. Геодезические сети и датумы
Картография. Геодезические сети и датумы Элементарные частицы - лектоны
Элементарные частицы - лектоны Спектральный анализ. Эффект Доплера. Закон смещения вина. Закон Стефана Больцмана
Спектральный анализ. Эффект Доплера. Закон смещения вина. Закон Стефана Больцмана Волоконно-оптический кабель
Волоконно-оптический кабель Волновая оптика
Волновая оптика Нормативные документы. «Защита от шума». «Проектирование звукоизоляции ограждающих конструкций жилых и общественных зданий»
Нормативные документы. «Защита от шума». «Проектирование звукоизоляции ограждающих конструкций жилых и общественных зданий» Классическая термодинамика
Классическая термодинамика «Изобретение зеркала, свет, преломление света, световой луч» Автор: Данилов Илья 8 «А» Учитель: Степанюк Елена Александровна
«Изобретение зеркала, свет, преломление света, световой луч» Автор: Данилов Илья 8 «А» Учитель: Степанюк Елена Александровна Оформление. Выполнение контрольных работ
Оформление. Выполнение контрольных работ Теория автоматического управления
Теория автоматического управления Электромагнитная индукция
Электромагнитная индукция Гравиметрия, или гравиразведка. (Лекция 5)
Гравиметрия, или гравиразведка. (Лекция 5) Презентация по физике "Сади Карно" - скачать
Презентация по физике "Сади Карно" - скачать