- Расчет режимов резания на станках с ЧПУ

Содержание
- 2. 1. Концепция составления нормативов Нормативы режимов резания скомпонованы по технологическому принципу (для точения, сверления, фрезерования и
- 3. Нормативы рассчитаны на многостадийность обработки: І – черновая; ІІ – получистовая; ІІІ – чистовая; ІV –
- 4. 2. Общие указания Нормативы режимов резания применяют на этапе разработки операционного технологического процесса. Они позволяют определить:
- 5. Конструкцию и материал режущей части инструмента выбирают в зависимости от конфигурации детали, стадии обработки, характера припуска,
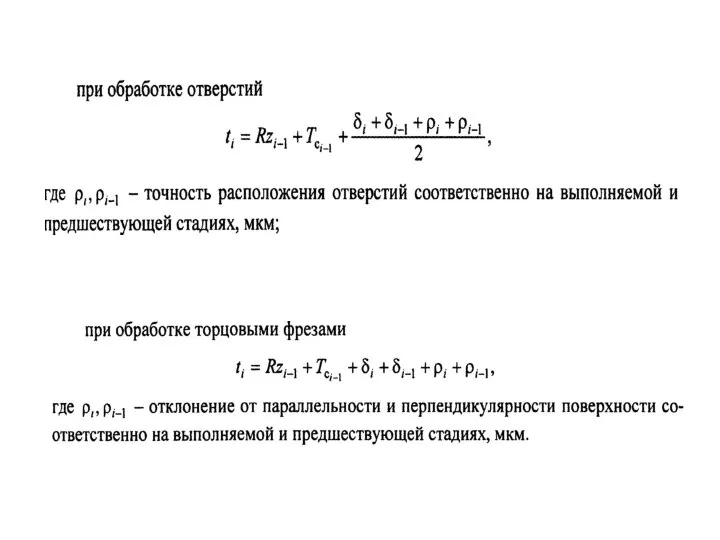
- 6. Глубина резания для каждой стадии должна обеспечивать: снятие погрешностей обработки и дефектов поверхностного слоя, полученных на
- 11. 3. Методические указания для точения и растачивания Выбор числа стадий при точении и растачивании (карта 1)выбирают
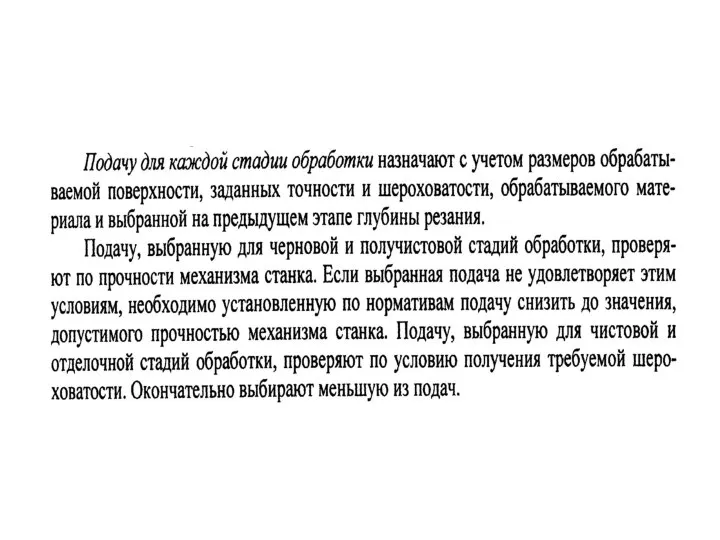
- 12. Определение глубины резания – по карте 2. Значение подач для каждой стадии – карты 3,4,6,7 Табличное
- 13. Для ІІІ и ІV стадии коэффициенты: Механических свойств материала заготовки Схемы установки заготовки Радиуса вершины резца
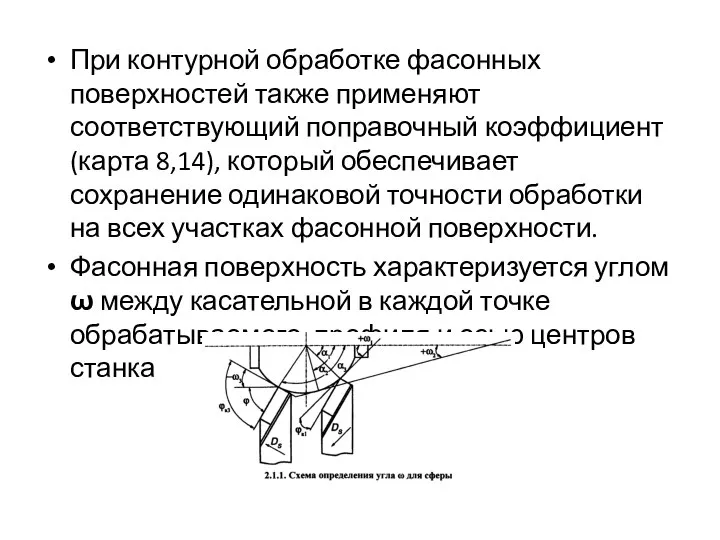
- 14. При контурной обработке фасонных поверхностей также применяют соответствующий поправочный коэффициент (карта 8,14), который обеспечивает сохранение одинаковой
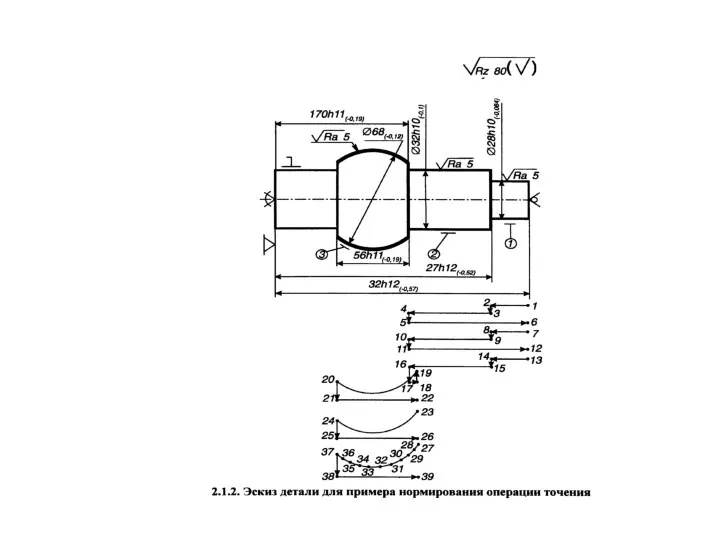
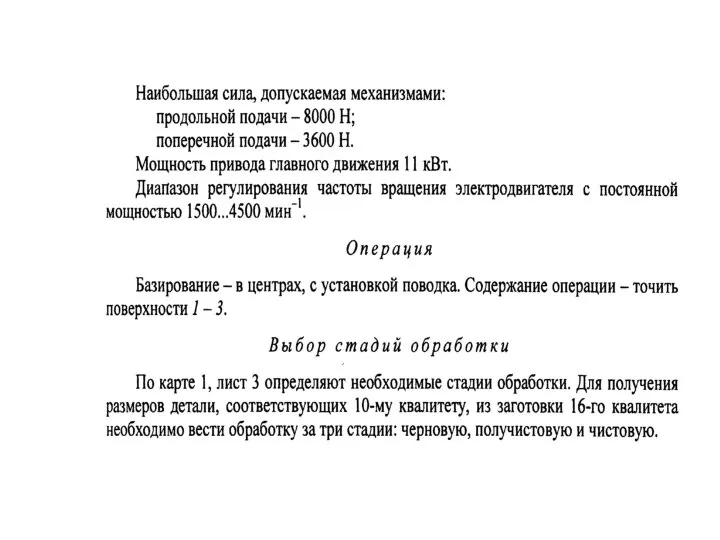
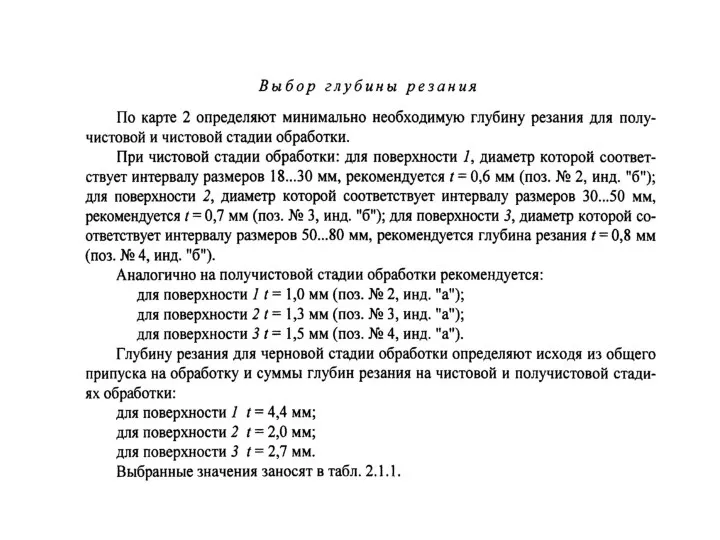
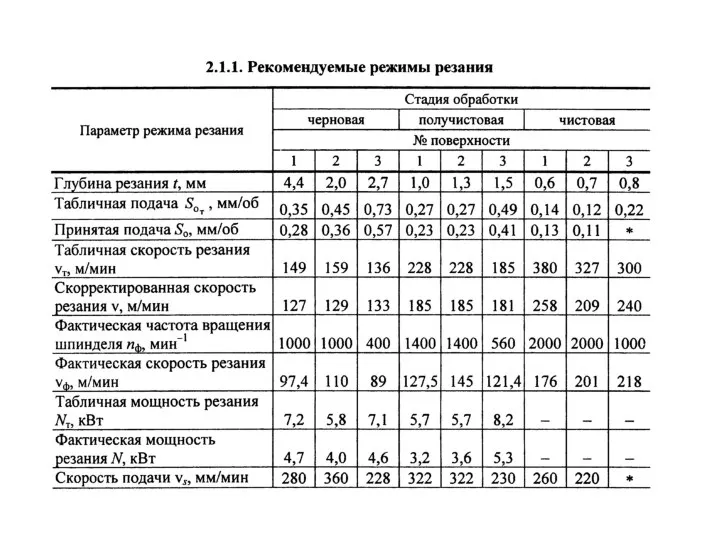
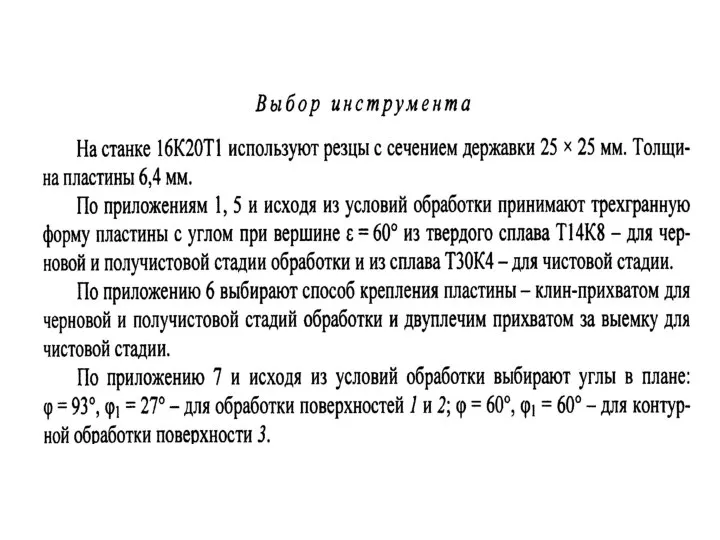
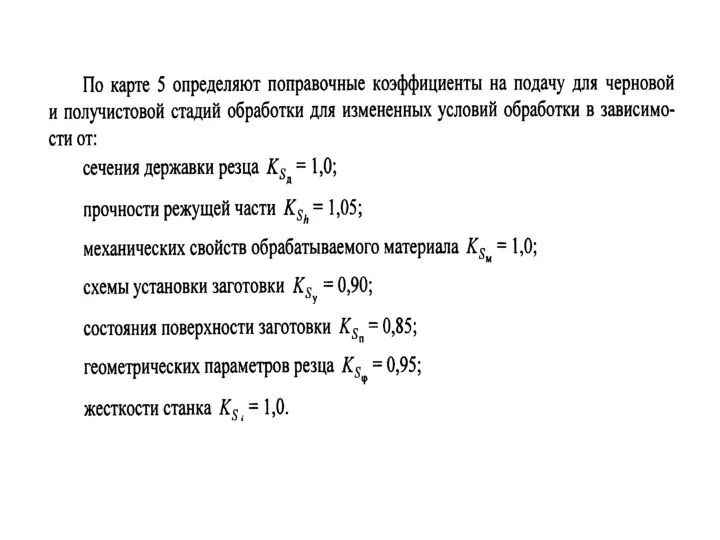
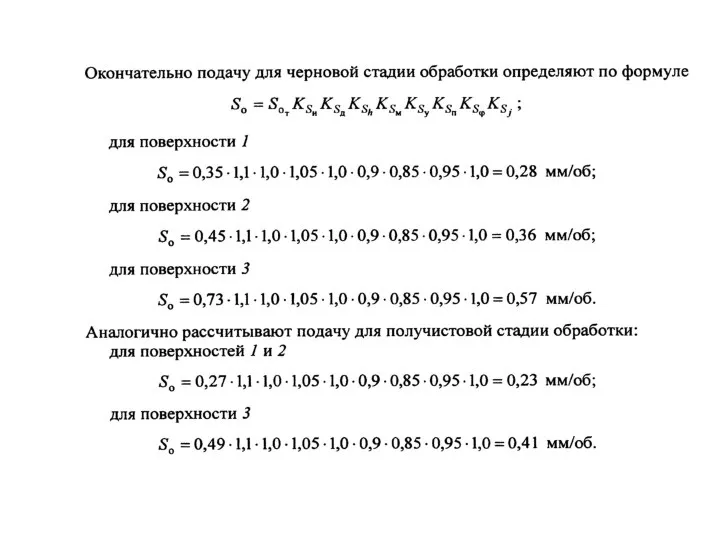
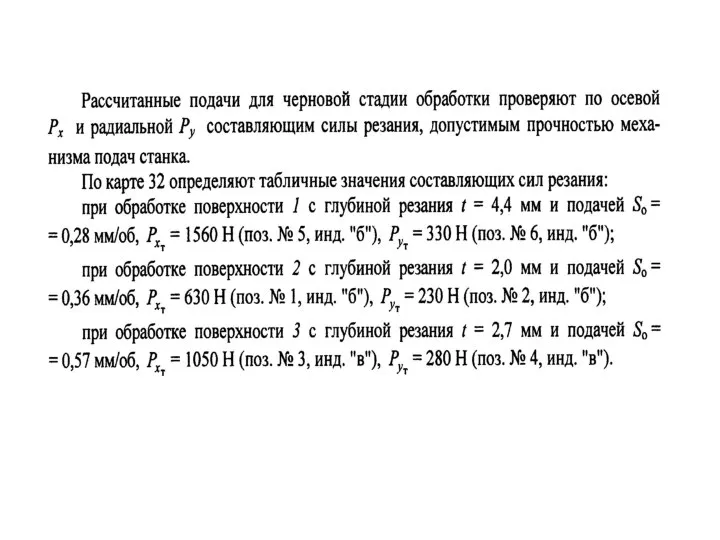
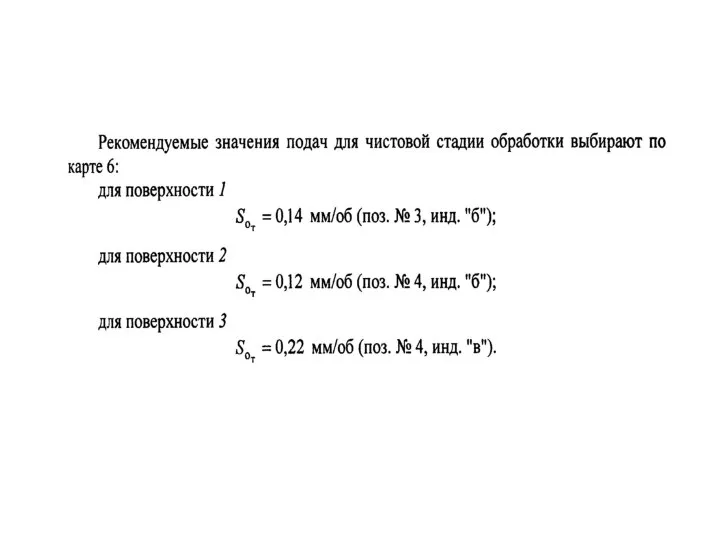
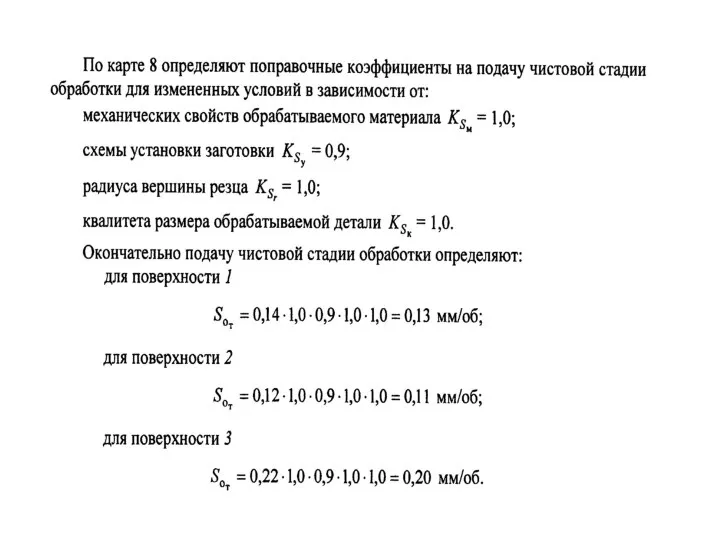
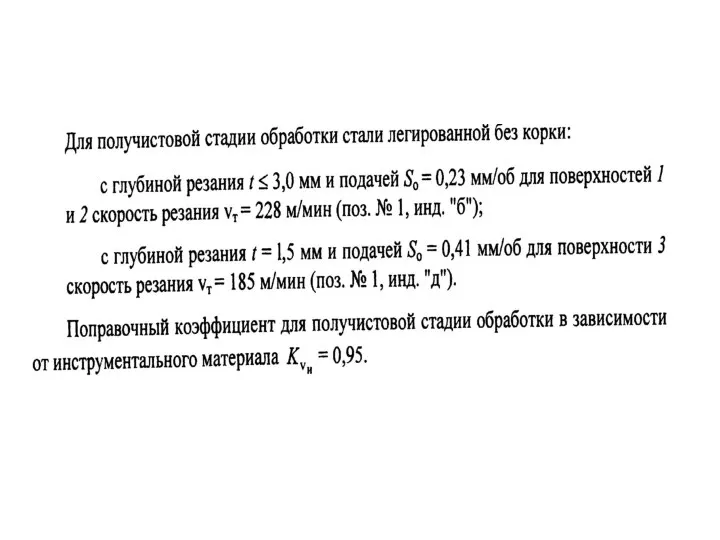
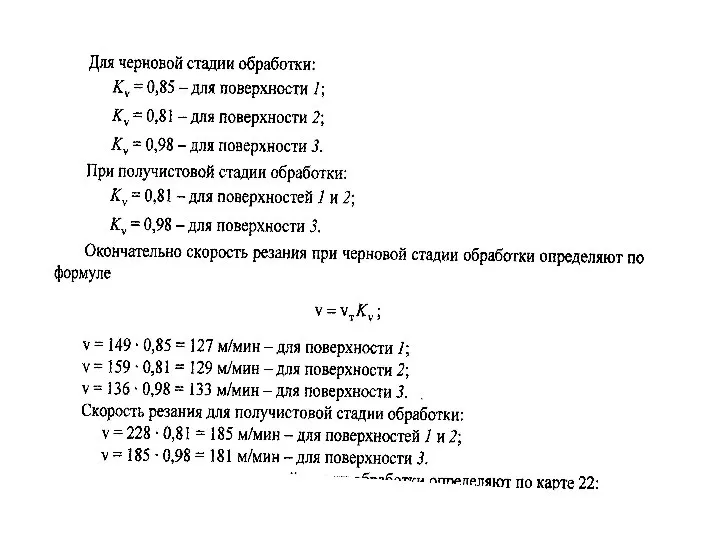
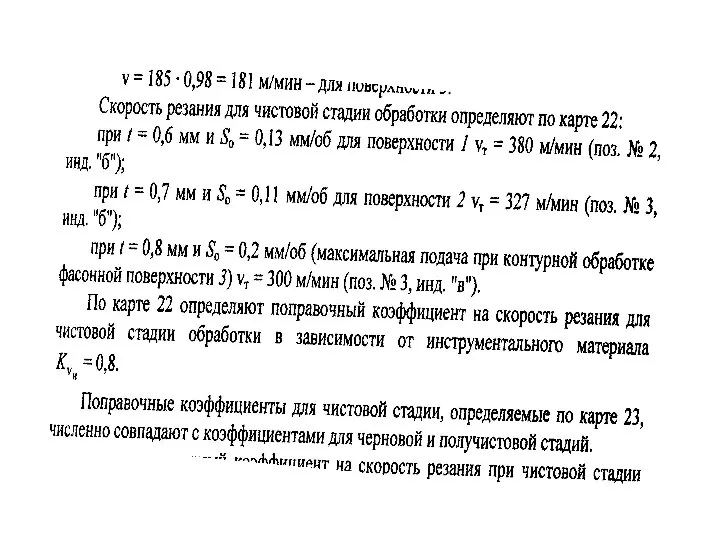
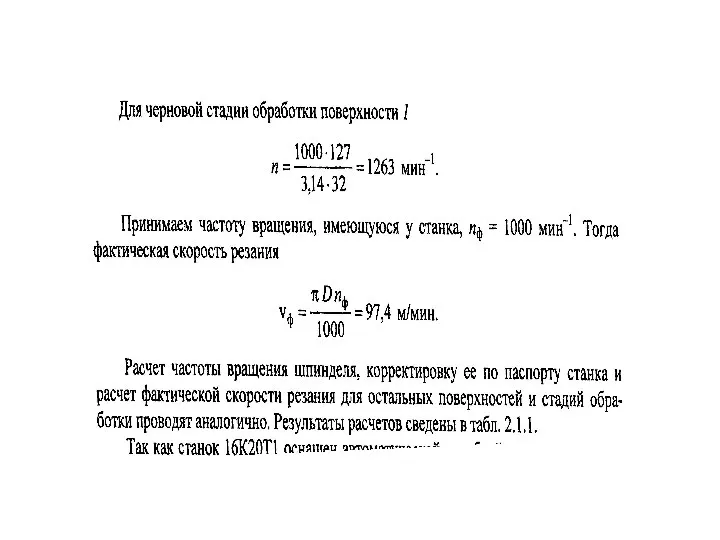
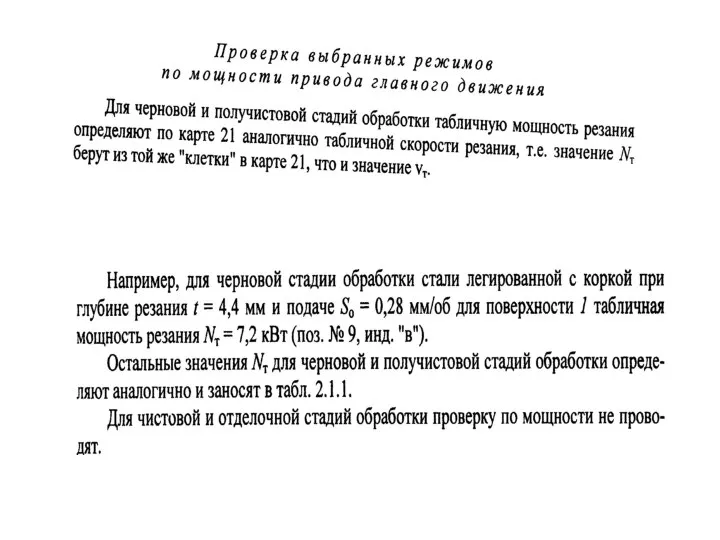
- 15. Пример расчета режимов резания
- 44. Скачать презентацию
1. Концепция составления нормативов
Нормативы режимов резания скомпонованы по технологическому принципу (для
1. Концепция составления нормативов
Нормативы режимов резания скомпонованы по технологическому принципу (для
Нормативы рассчитаны на многостадийность обработки:
І – черновая; ІІ –
Нормативы рассчитаны на многостадийность обработки:
І – черновая; ІІ –
2. Общие указания
Нормативы режимов резания применяют на этапе разработки операционного
2. Общие указания
Нормативы режимов резания применяют на этапе разработки операционного
Конструкцию и материал режущей части инструмента выбирают в зависимости от конфигурации
Конструкцию и материал режущей части инструмента выбирают в зависимости от конфигурации
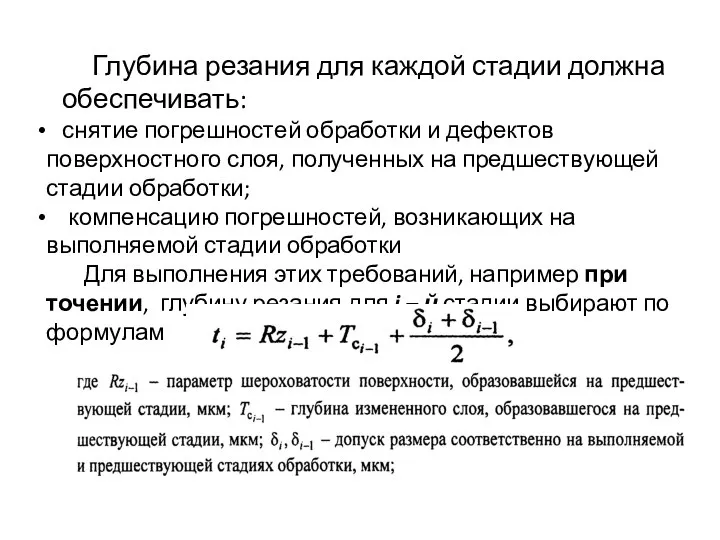
Глубина резания для каждой стадии должна обеспечивать:
снятие погрешностей обработки
Глубина резания для каждой стадии должна обеспечивать:
снятие погрешностей обработки

3. Методические указания для точения и растачивания
Выбор числа стадий при точении
3. Методические указания для точения и растачивания
Выбор числа стадий при точении
Определение глубины резания – по карте 2.
Значение подач для каждой стадии
Определение глубины резания – по карте 2.
Значение подач для каждой стадии
Для ІІІ и ІV стадии коэффициенты:
Механических свойств материала заготовки
Схемы установки
Для ІІІ и ІV стадии коэффициенты:
Механических свойств материала заготовки
Схемы установки
При контурной обработке фасонных поверхностей также применяют соответствующий поправочный коэффициент (карта
При контурной обработке фасонных поверхностей также применяют соответствующий поправочный коэффициент (карта
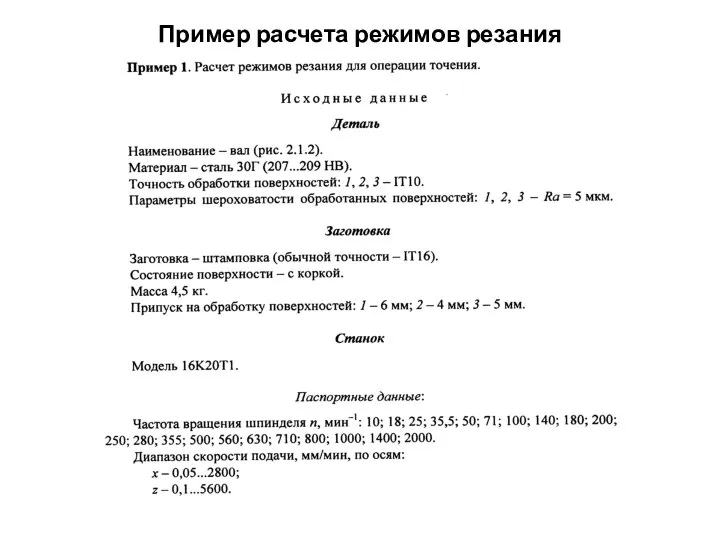
Пример расчета режимов резания
Пример расчета режимов резания












 ОПТИКА Подготовка к ЕГЭ Учитель: Попова И.А. МОУ СОШ № 30 Белово 2010
ОПТИКА Подготовка к ЕГЭ Учитель: Попова И.А. МОУ СОШ № 30 Белово 2010 Второе начало термодинамики. Энтропия
Второе начало термодинамики. Энтропия Структурная схема объекта. (Лекция 5)
Структурная схема объекта. (Лекция 5) Строение атома. Опыты Резерфорда
Строение атома. Опыты Резерфорда Карбюраторные двигатели
Карбюраторные двигатели Аналитические методы в геохимии
Аналитические методы в геохимии Рівноприскорений рух прискорення
Рівноприскорений рух прискорення Диэлектрические потери и диэлектрическая спектроскопия
Диэлектрические потери и диэлектрическая спектроскопия Проводники в электрическом поле
Проводники в электрическом поле Измерение вершинных отрезков и рабочих расстояний
Измерение вершинных отрезков и рабочих расстояний Метод заряженного тела
Метод заряженного тела Понятие об энтропии
Понятие об энтропии Баллистическое движение
Баллистическое движение Изучение механизмов и их работа Тема: Повторение тем
Изучение механизмов и их работа Тема: Повторение тем Reassessment of nuclear power safety
Reassessment of nuclear power safety Ток и заряд в магнитном поле
Ток и заряд в магнитном поле Виды теплопередачи
Виды теплопередачи Момент сил. Сборка: Гусеница. Занятие №14
Момент сил. Сборка: Гусеница. Занятие №14 Энергетические машины и установки
Энергетические машины и установки Аттестационная работа. Образовательная программа внеурочной деятельности по физике и географии
Аттестационная работа. Образовательная программа внеурочной деятельности по физике и географии Установки для получения низких температур
Установки для получения низких температур DOMESTIC HOT WATER CIRCUIT
DOMESTIC HOT WATER CIRCUIT Управління потоками реактивної енергії
Управління потоками реактивної енергії Коллективные свойства ядер
Коллективные свойства ядер Сверхпроводящие кабели
Сверхпроводящие кабели Плоская система сходящихся сил
Плоская система сходящихся сил Урок-повторение по теме: «КИНЕМАТИКА» Составила: Орлова Елена Анатольевна учитель физики МБОУ Лицея №11 г. Химки
Урок-повторение по теме: «КИНЕМАТИКА» Составила: Орлова Елена Анатольевна учитель физики МБОУ Лицея №11 г. Химки Презентация по физике "Измерение атмосферного давления 7 класс" - скачать
Презентация по физике "Измерение атмосферного давления 7 класс" - скачать