- Зарождение физических методов неразрушающего контроля

Содержание
- 2. ВВЕДЕНИЕ Неразрушающий контроль сегодня – это завершающая операция многих технологических процессов изготовления изделий и полуфабрикатов. В
- 3. ВВЕДЕНИЕ На современном уровне развития средств НК о выявленных дефектах судят по косвенным признакам; поиск дефектов
- 4. ВВЕДЕНИЕ Высокую достоверность и надежность НК можно обеспечить только путем его автоматизации, включая отработку информации посредством
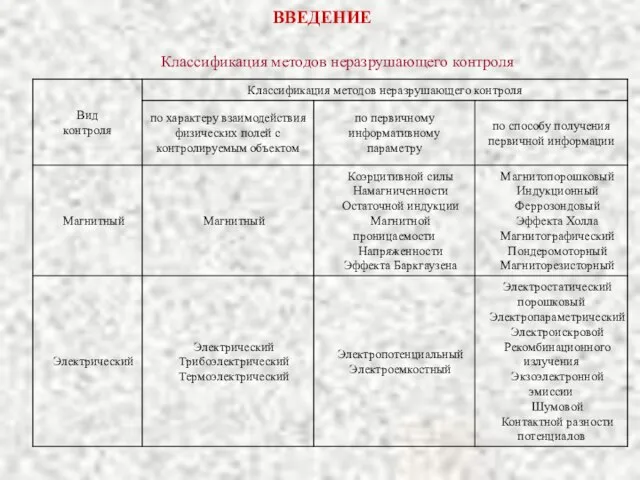
- 5. ВВЕДЕНИЕ магнитный, электрический, вихретоковый, радиоволновой, тепловой, оптический, радиационный, акустический, проникающими веществами. Методы каждого вида НК классифицируют
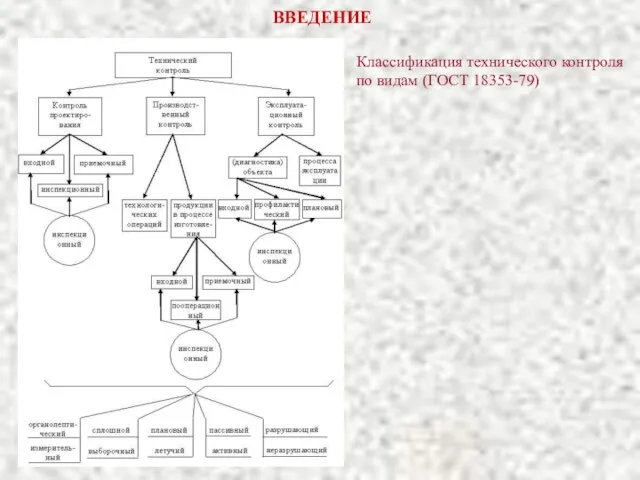
- 6. ВВЕДЕНИЕ Классификация технического контроля по видам (ГОСТ 18353-79)
- 7. ВВЕДЕНИЕ Классификация методов неразрушающего контроля
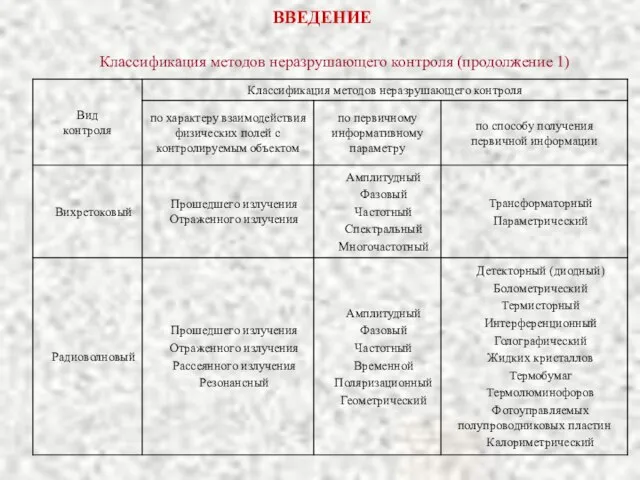
- 8. ВВЕДЕНИЕ Классификация методов неразрушающего контроля (продолжение 1)
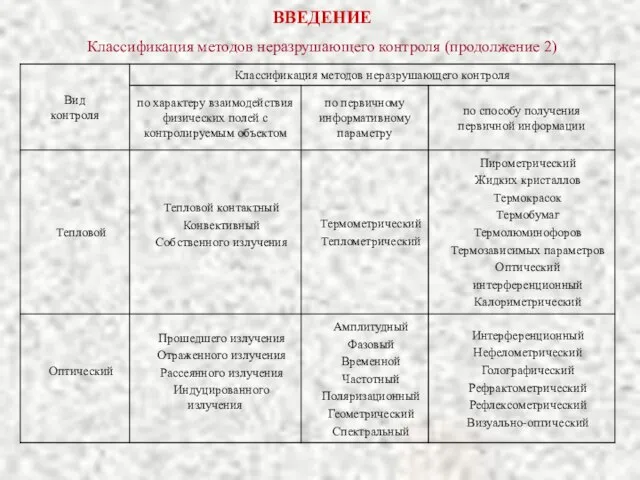
- 9. ВВЕДЕНИЕ Классификация методов неразрушающего контроля (продолжение 2)
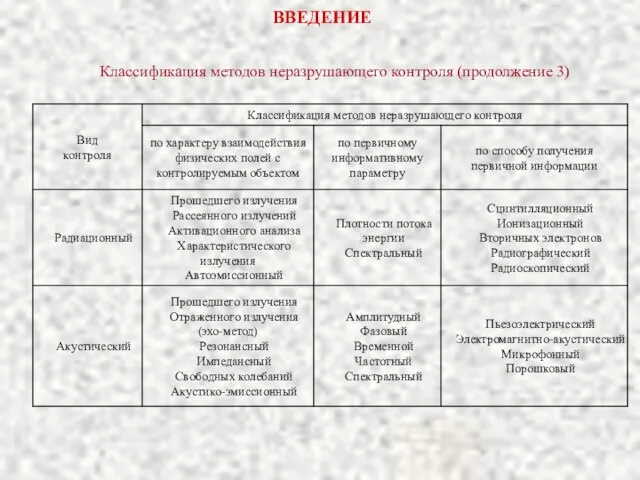
- 10. ВВЕДЕНИЕ Классификация методов неразрушающего контроля (продолжение 3)
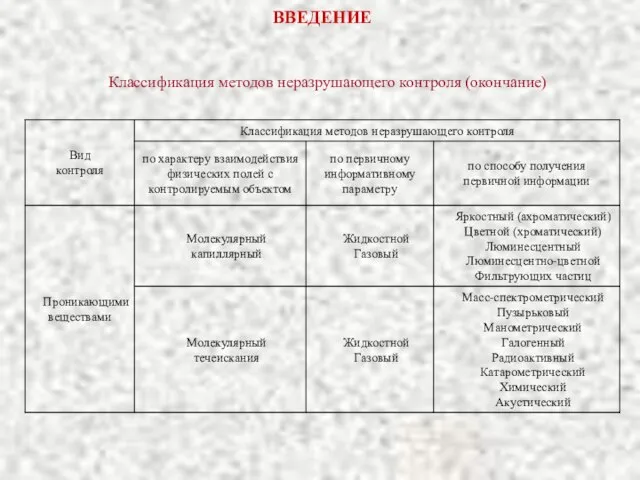
- 11. ВВЕДЕНИЕ Классификация методов неразрушающего контроля (окончание)
- 12. 1. Качество и контроль качества продукции 1.1. Продукция и качество продукции В соответствии с ГОСТ 15895-77
- 13. 1. Качество и контроль качества продукции 1.1. Продукция и качество продукции Для количественной характеристики качества продукции
- 14. 1. Качество и контроль качества продукции 1.2. Дефекты и брак продукции Под дефектом понимают каждое отдельное
- 15. 1. Качество и контроль качества продукции 1.2. Дефекты и брак продукции Вид дефекта, в отличие от
- 16. 1. Качество и контроль качества продукции 1.2. Дефекты и брак продукции Дефекты, для выявления которых в
- 17. 1. Качество и контроль качества продукции 1.3. Контроль качества, испытания и диагностика Проверка соответствия продукции или
- 18. 1. Качество и контроль качества продукции 1.3. Контроль качества, испытания и диагностика В процессе создания продукции
- 19. 1. Качество и контроль качества продукции 1.3. Контроль качества, испытания и диагностика В ряде случаев с
- 21. Скачать презентацию
ВВЕДЕНИЕ
Неразрушающий контроль сегодня – это завершающая операция многих технологических процессов изготовления
ВВЕДЕНИЕ
Неразрушающий контроль сегодня – это завершающая операция многих технологических процессов изготовления
ВВЕДЕНИЕ
На современном уровне развития средств НК о выявленных дефектах судят по
ВВЕДЕНИЕ
На современном уровне развития средств НК о выявленных дефектах судят по
ВВЕДЕНИЕ
Высокую достоверность и надежность НК можно обеспечить только путем его автоматизации,
ВВЕДЕНИЕ
Высокую достоверность и надежность НК можно обеспечить только путем его автоматизации,
ВВЕДЕНИЕ
магнитный, электрический, вихретоковый, радиоволновой, тепловой, оптический, радиационный, акустический, проникающими веществами.
Методы
ВВЕДЕНИЕ
магнитный, электрический, вихретоковый, радиоволновой, тепловой, оптический, радиационный, акустический, проникающими веществами.
Методы
ВВЕДЕНИЕ
Классификация технического контроля по видам (ГОСТ 18353-79)
ВВЕДЕНИЕ
Классификация технического контроля по видам (ГОСТ 18353-79)
ВВЕДЕНИЕ
Классификация методов неразрушающего контроля
ВВЕДЕНИЕ
Классификация методов неразрушающего контроля
ВВЕДЕНИЕ
Классификация методов неразрушающего контроля (продолжение 1)
ВВЕДЕНИЕ
Классификация методов неразрушающего контроля (продолжение 1)
ВВЕДЕНИЕ
Классификация методов неразрушающего контроля (продолжение 2)
ВВЕДЕНИЕ
Классификация методов неразрушающего контроля (продолжение 2)
ВВЕДЕНИЕ
Классификация методов неразрушающего контроля (продолжение 3)
ВВЕДЕНИЕ
Классификация методов неразрушающего контроля (продолжение 3)
ВВЕДЕНИЕ
Классификация методов неразрушающего контроля (окончание)
ВВЕДЕНИЕ
Классификация методов неразрушающего контроля (окончание)
1. Качество и контроль качества продукции
1.1. Продукция и качество продукции
В
1. Качество и контроль качества продукции
1.1. Продукция и качество продукции
В

1. Качество и контроль качества продукции
1.1. Продукция и качество продукции
Для
1. Качество и контроль качества продукции
1.1. Продукция и качество продукции
Для
1. Качество и контроль качества продукции
1.2. Дефекты и брак продукции
1. Качество и контроль качества продукции 1.2. Дефекты и брак продукции
1. Качество и контроль качества продукции
1.2. Дефекты и брак продукции
1. Качество и контроль качества продукции 1.2. Дефекты и брак продукции
1. Качество и контроль качества продукции
1.2. Дефекты и брак продукции
Дефекты,
1. Качество и контроль качества продукции
1.2. Дефекты и брак продукции
Дефекты,
1. Качество и контроль качества продукции
1.3. Контроль качества, испытания и
1. Качество и контроль качества продукции 1.3. Контроль качества, испытания и
1. Качество и контроль качества продукции
1.3. Контроль качества, испытания и
1. Качество и контроль качества продукции 1.3. Контроль качества, испытания и
1. Качество и контроль качества продукции
1.3. Контроль качества, испытания и
1. Качество и контроль качества продукции 1.3. Контроль качества, испытания и
 Статика. Равновесие тел
Статика. Равновесие тел Тепломассообмен. Вынужденная конвекция
Тепломассообмен. Вынужденная конвекция Презентація на тему: “Механічна робота. Потужність” Учня 10-А класу ЗОШ №25 м. Луцька Матвійчука Романа Зберігайте, будь-ласка, тишу !!! Умійте цінувати працю інших людей.
Презентація на тему: “Механічна робота. Потужність” Учня 10-А класу ЗОШ №25 м. Луцька Матвійчука Романа Зберігайте, будь-ласка, тишу !!! Умійте цінувати працю інших людей.  Обработка экспериментальных данных. Часть 2
Обработка экспериментальных данных. Часть 2 Измельчение в воздушном потоке
Измельчение в воздушном потоке Дисперсия света
Дисперсия света Презентация по физике Тепловое излучение
Презентация по физике Тепловое излучение  Применение аккумуляторов
Применение аккумуляторов Учитель физики МОУ «СОШ с. Агафоновка Питерского района Саратовской области» Дзюрич Елена Алексеевна
Учитель физики МОУ «СОШ с. Агафоновка Питерского района Саратовской области» Дзюрич Елена Алексеевна  Открытие радиоактивности. Радиоактивные превращения СОСТАВИЛА УЧИТЕЛЬ ФИЗИКИ МБОУ МСОШ: МУХИНА ВАЛЕНТИНА ВЛАДИМИРОВНА ФИЗИКА
Открытие радиоактивности. Радиоактивные превращения СОСТАВИЛА УЧИТЕЛЬ ФИЗИКИ МБОУ МСОШ: МУХИНА ВАЛЕНТИНА ВЛАДИМИРОВНА ФИЗИКА  Презентация по физике "Электромагнетизм" - скачать
Презентация по физике "Электромагнетизм" - скачать  Электропроводность диэлектриков
Электропроводность диэлектриков Атомная физика
Атомная физика Твердотельные реле
Твердотельные реле Магнитное поле. Действие магнитного поля на электрический заряд и опыты, иллюстрирующее это действие. Магнитная индукция
Магнитное поле. Действие магнитного поля на электрический заряд и опыты, иллюстрирующее это действие. Магнитная индукция Исходные понятия и определения термодинамики и молекулярной физики
Исходные понятия и определения термодинамики и молекулярной физики Линзы. Построение. (8 класс)
Линзы. Построение. (8 класс) Ионизирующее излучение: термины, понятия, механизмы
Ионизирующее излучение: термины, понятия, механизмы Презентация по физике "Электрический ток в жидкостях" - скачать бесплатно
Презентация по физике "Электрический ток в жидкостях" - скачать бесплатно Энергия электрического поля
Энергия электрического поля Исследование цепей электрического тока в разных средах моделирования
Исследование цепей электрического тока в разных средах моделирования Выходные устройства (ВУ)
Выходные устройства (ВУ) Расчет сопротивления проводников
Расчет сопротивления проводников Сообщающиеся сосуды
Сообщающиеся сосуды Измерение температуры
Измерение температуры Исследование методов преобразования сигналов для систем с OFDM
Исследование методов преобразования сигналов для систем с OFDM Взаимодействие заряженных тел
Взаимодействие заряженных тел Строение формаций. Форма залежей. (Лекция 3)
Строение формаций. Форма залежей. (Лекция 3)