- Пневматический манипулятор с 3-мя степенями свободы под управлением ПЛК

Содержание
- 2. Цель и задачи Целью выпускной квалификационной работы является разработка и изготовление устройства – пневматического манипулятора с
- 3. Пневматическая схема
- 4. Электрическая схема
- 5. Обозначения x0 – сигнал с датчика металла; x1 – сигнал с датчика наличия отверстия; x2 –
- 6. Программа
- 7. Обозначения x0 – сигнал от датчика наличия детали; x1 – сигнал от датчика металла; x2 –
- 8. Макрос (сортировка пластиковых деталей)
- 9. Проделанная работа
- 10. Заключение При выполнении выпускной квалификационной работы были решены следующие задачи: разработана пневматическая схема манипулятора; разработана электрическая
- 12. Скачать презентацию

Цель и задачи
Целью выпускной квалификационной работы является разработка и изготовление устройства
Цель и задачи
Целью выпускной квалификационной работы является разработка и изготовление устройства
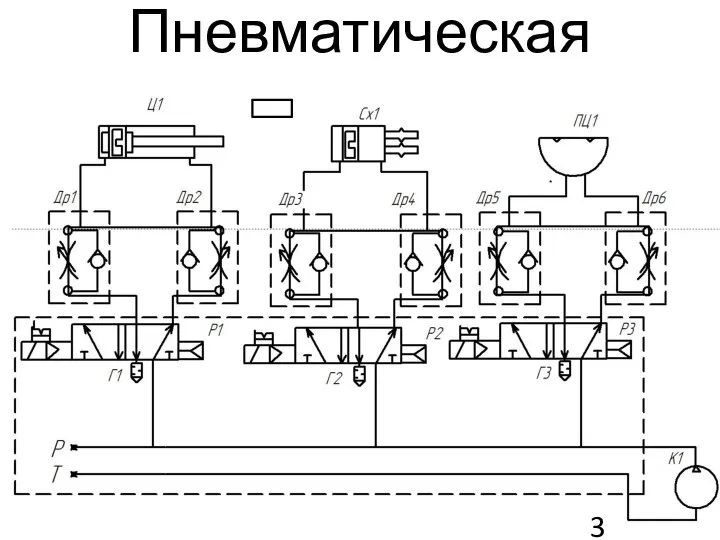
Пневматическая схема
Пневматическая схема

Электрическая схема
Электрическая схема

Обозначения
x0 – сигнал с датчика металла;
x1 – сигнал с датчика
Обозначения
x0 – сигнал с датчика металла;
x1 – сигнал с датчика
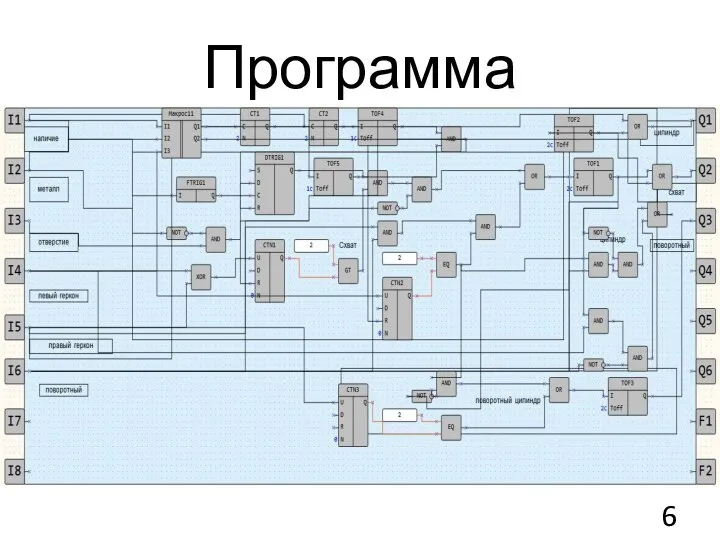
Программа
Программа
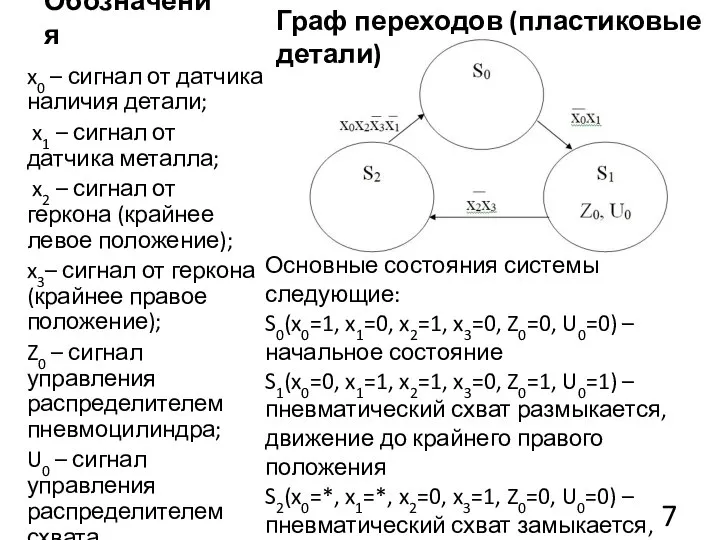
Обозначения
x0 – сигнал от датчика наличия детали;
x1 – сигнал от
Обозначения
x0 – сигнал от датчика наличия детали;
x1 – сигнал от

Макрос (сортировка пластиковых деталей)
Макрос (сортировка пластиковых деталей)
Проделанная работа
Проделанная работа

Заключение
При выполнении выпускной квалификационной работы были решены следующие задачи:
разработана пневматическая
Заключение
При выполнении выпускной квалификационной работы были решены следующие задачи:
разработана пневматическая
 Контроль и защита информации в автоматизированных системах
Контроль и защита информации в автоматизированных системах Информационная система 1С:ИТС
Информационная система 1С:ИТС Выборка данных из нескольких таблиц
Выборка данных из нескольких таблиц Создание качественного персонажа. От хорошей предыстории до правильного внедрения во вселённую игры
Создание качественного персонажа. От хорошей предыстории до правильного внедрения во вселённую игры Многообразие схем
Многообразие схем Передача информации. (5 класс)
Передача информации. (5 класс) Структуры баз данных. (Лекция 9.2)
Структуры баз данных. (Лекция 9.2) Презентация на тему: “История развития операционных систем” Подготовил: студент группы 131-1 Сколков Сергей
Презентация на тему: “История развития операционных систем” Подготовил: студент группы 131-1 Сколков Сергей  Git – система контроля версий
Git – система контроля версий История компании “Apple Computer”
История компании “Apple Computer” Модернизация существующей системы защиты информации предприятия связи
Модернизация существующей системы защиты информации предприятия связи Технология WEB 1.0, WEB. 2.0, WEB 3.0
Технология WEB 1.0, WEB. 2.0, WEB 3.0 Тема: представление нечисловой информации в компьютере
Тема: представление нечисловой информации в компьютере Презентация "АЛГОРИТМЫ" - скачать презентации по Информатике
Презентация "АЛГОРИТМЫ" - скачать презентации по Информатике Безопасность детей в киберпространстве
Безопасность детей в киберпространстве Эволюция носителей информации
Эволюция носителей информации Қосымша басқару элементтерін қолдану. Microsoft Web Browser, Calendar, RefEdit басқару элементтері
Қосымша басқару элементтерін қолдану. Microsoft Web Browser, Calendar, RefEdit басқару элементтері Массивы в Python
Массивы в Python Презентация "Единичное имя объекта. Отличительные признаки объектов" - скачать презентации по Информатике
Презентация "Единичное имя объекта. Отличительные признаки объектов" - скачать презентации по Информатике Макрорекордер. Применение макрорекордера
Макрорекордер. Применение макрорекордера Общие закономерности работы с системой доступа к информационной системе
Общие закономерности работы с системой доступа к информационной системе Правила прохождения тестов в 1С. Корпоративный университет. Седьмая плановая оценка ФЛО
Правила прохождения тестов в 1С. Корпоративный университет. Седьмая плановая оценка ФЛО Databázové systémy
Databázové systémy Телекомунікації на території України
Телекомунікації на території України Понятие алгоритма. Исполнитель алгоритма. Свойства алгоритма
Понятие алгоритма. Исполнитель алгоритма. Свойства алгоритма Программное обеспечение
Программное обеспечение Алгоритмический язык стрелок для создания циклического алгоритма
Алгоритмический язык стрелок для создания циклического алгоритма Социальные сети. Влияние социальных сетей на нравственное формирование подростков
Социальные сети. Влияние социальных сетей на нравственное формирование подростков