- Понятия автоматизации технологических процессов нефтегазового производства

Содержание
- 3. Все лекционные и учебно-методические материалы размещены в электронной форме в ИОС СГТУ имени Гагарина Ю.А. https://portal3.sstu.ru/Facult/SADI/GIG/21.03.01_za/bnfgdbzo_b.1.1.20/default.aspx
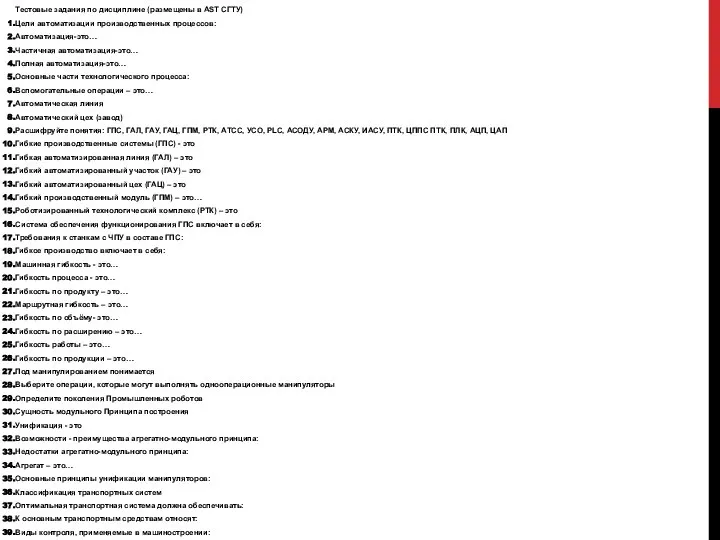
- 4. Тестовые задания по дисциплине (размещены в AST СГТУ) Цели автоматизации производственных процессов: Автоматизация-это… Частичная автоматизация-это… Полная
- 5. ПОНЯТИЯ АВТОМАТИЗАЦИИ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ НЕФТЕГАЗОВОГО ПРОИЗВОДСТВА. ПОДГОТОВКА ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ И ПРОИЗВОДСТВ К АВТОМАТИЗАЦИИ ЦЕЛЬ АВТОМАТИЗАЦИИ ТЕХНОЛОГИЧЕСКИХ
- 6. Автоматизация может быть частичной и полной. ЧАСТИЧНАЯ АВТОМАТИЗАЦИЯ – автоматизация части операции по управлению производственным процессом
- 7. ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС СОСТОИТ ИЗ ТРЁХ ОСНОВНЫХ ЧАСТЕЙ: - рабочего цикла (основной технологический процесс); - холостых ходов,
- 8. НА 1 ЭТАПЕ АВТОМАТИЗАЦИИ МОДЕРНИЗИРОВАЛОСЬ УНИВЕРСАЛЬНОЕ ОБОРУДОВАНИЕ Для повышения производительности работы оборудования сокращалось и совмещалось tP
- 9. 2 ЭТАП АВТОМАТИЗАЦИИ: 1. СОЗДАНИЕ АВТОМАТИЧЕСКИХ ЛИНИЙ (АЛ) АВТОМАТИЧЕСКАЯ ЛИНИЯ- автоматическая система машин, расположенных в технологической
- 10. МАНИПУЛЯТОРЫ при свободном перемещении рабочего органа представляют собой пространственный механизм с разомкнутой кинематической цепью (его звенья
- 11. ОДНООПЕРАЦИОННЫЕ МАНИПУЛЯТОРЫ выполняют как правило лишь одну вспомогательную операцию: - транспортирование; - ориентирование; - зажим; -
- 12. ПРОМЫШЛЕННЫЕ РОБОТЫ (ПР) ПР принято считать манипулятор, выполняющий физические функции человека в производственных условиях, оснащены системой
- 13. По сравнению с другими средствами автоматизации Промышленные роботы являются универсальными и наиболее эффективно применяется в гибком
- 14. 3 ПОКОЛЕНИЯ ПРОМЫШЛЕННЫХ РОБОТОВ ПР первого поколения работают по жёсткой программе, составленной оператором для конкретных условий
- 15. ВОЗМОЖНОСТЬ ИСПОЛЬЗОВАНИЯ ПР Определяется его технологическими или эксплуатационными характеристиками в конкретных тех. процессах : - паспортными
- 16. 3 ЭТАП АВТОМАТИЗАЦИИ - СОЗДАНИЕ АВТОМАТИЧЕСКИХ ЦЕХОВ И ЗАВОДОВ. АВТОМАТИЧЕСКИМ ЦЕХОМ или ЗАВОДОМ называется цех или
- 17. Особенностью комплексной автоматизации производственных процессов как нового этапа технического прогресса является построение станочных систем по МОДУЛЬНО-АГРЕГАТНОМУ
- 18. АГРЕГАТ - ЧАСТНЫЙ СЛУЧАЙ МОДУЛЯ представляет собой унифицированную сборочную единицу определённого функционального назначения.
- 19. УНИФИКАЦИЯ - это наиболее эффективный метод стандартизации, заключающийся в рациональном сокращении числа объектов одинакового и функционального
- 20. УНИФИКАЦИЯ УСТРОЙСТВ УПРАВЛЕНИЯ на основе модульного принципа позволяет создать средства управления и контроля оборудования на базе
- 21. УНИФИКАЦИЯ МАНИПУЛЯТОРОВ ОПРЕДЕЛЯЕТСЯ НА ОСНОВЕ СЛЕДУЮЩИХ ПРИНЦИПОВ: 1. Однообразие конструкций - это значит создание развёрнутой по
- 22. ПРЕИМУЩЕСТВА МОДУЛЬНО-АГРЕГАТНОГО ПРИНЦИПА : - сокращение цикла разработки, изготовления и внедрения ПР,т.к. при его создании используются
- 23. 4 ЭТАП АВТОМАТИЗАЦИИ - ГИБКИЕ АВТОМАТИЗИРОВАННЫЕ СИСТЕМЫ
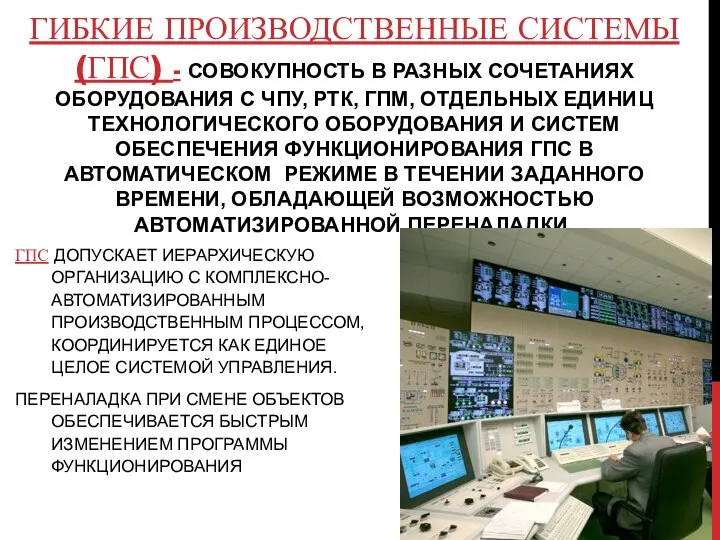
- 24. ГИБКИЕ ПРОИЗВОДСТВЕННЫЕ СИСТЕМЫ (ГПС) - СОВОКУПНОСТЬ В РАЗНЫХ СОЧЕТАНИЯХ ОБОРУДОВАНИЯ С ЧПУ, РТК, ГПМ, ОТДЕЛЬНЫХ ЕДИНИЦ
- 25. ГЛАВНЫЕ ТЕХНИЧЕСКИЕ ОСОБЕННОСТИ ГПС ПРОИЗВОДСТВЕННАЯ ГИБКОСТЬ (АВТОМАТИЧЕСКИЙ ПЕРЕХОД НА ОБРАБОТКУ ЛЮБОГО ИЗДЕЛИЯ); СТРУКТУРНАЯ ГИБКОСТЬ (НОРМАЛЬНОЕ ФУНКЦИОНИРОВАНИЕ
- 26. Гибкое производство - сложное понятие, включающее в себя целый комплекс компонентов + машинная гибкость - лёгкость
- 27. ТРЕБОВАНИЯ К ОБОРУДОВАНИЮ С ЧПУ, ВХОДЯЩЕМУ В ГПС ВЫСОКАЯ МОЩНОСТЬ ЭЛЕКТРОДВИГАТЕЛЯ. ПОВЫШЕННАЯ ЖЕСТКОСТЬ НЕСУЩИХ ЧАСТЕЙ ОБОРУДОВАНИЯ.
- 28. СОСТАВНЫЕ ЧАСТИ ГПС ГИБКИЙ ПРОИЗВОДСТВЕННЫЙ МОДУЛЬ (ГПМ) – МИНИМАЛЬНАЯ ЕДИНИЦА ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ; ГИБКИЕ АВТОМАТИЗИРОВАННЫЕ ЛИНИИ (ГАЛ)
- 29. а - однопоточная последовательного действия; б - однопоточная параллельного действия; в - многопоточная; г - смешанная
- 31. Скачать презентацию
Все лекционные и учебно-методические материалы размещены в электронной форме в ИОС
Все лекционные и учебно-методические материалы размещены в электронной форме в ИОС
Тестовые задания по дисциплине (размещены в AST СГТУ)
Цели автоматизации производственных процессов:
Автоматизация-это…
Частичная
Тестовые задания по дисциплине (размещены в AST СГТУ)
Цели автоматизации производственных процессов:
Автоматизация-это…
Частичная
ПОНЯТИЯ АВТОМАТИЗАЦИИ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ НЕФТЕГАЗОВОГО ПРОИЗВОДСТВА.
ПОДГОТОВКА ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ И ПРОИЗВОДСТВ
ПОНЯТИЯ АВТОМАТИЗАЦИИ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ НЕФТЕГАЗОВОГО ПРОИЗВОДСТВА. ПОДГОТОВКА ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ И ПРОИЗВОДСТВ
Автоматизация может быть частичной и полной.
ЧАСТИЧНАЯ АВТОМАТИЗАЦИЯ – автоматизация части операции
Автоматизация может быть частичной и полной.
ЧАСТИЧНАЯ АВТОМАТИЗАЦИЯ – автоматизация части операции
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС СОСТОИТ ИЗ ТРЁХ ОСНОВНЫХ ЧАСТЕЙ:
- рабочего цикла (основной технологический
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС СОСТОИТ ИЗ ТРЁХ ОСНОВНЫХ ЧАСТЕЙ:
- рабочего цикла (основной технологический
НА 1 ЭТАПЕ АВТОМАТИЗАЦИИ МОДЕРНИЗИРОВАЛОСЬ УНИВЕРСАЛЬНОЕ ОБОРУДОВАНИЕ
Для повышения производительности работы
НА 1 ЭТАПЕ АВТОМАТИЗАЦИИ МОДЕРНИЗИРОВАЛОСЬ УНИВЕРСАЛЬНОЕ ОБОРУДОВАНИЕ
Для повышения производительности работы
2 ЭТАП АВТОМАТИЗАЦИИ:
1. СОЗДАНИЕ АВТОМАТИЧЕСКИХ ЛИНИЙ (АЛ)
АВТОМАТИЧЕСКАЯ ЛИНИЯ- автоматическая
2 ЭТАП АВТОМАТИЗАЦИИ:
1. СОЗДАНИЕ АВТОМАТИЧЕСКИХ ЛИНИЙ (АЛ)
АВТОМАТИЧЕСКАЯ ЛИНИЯ- автоматическая
МАНИПУЛЯТОРЫ
при свободном перемещении рабочего органа представляют собой пространственный механизм с
МАНИПУЛЯТОРЫ
при свободном перемещении рабочего органа представляют собой пространственный механизм с

ОДНООПЕРАЦИОННЫЕ МАНИПУЛЯТОРЫ
выполняют как правило лишь одну вспомогательную операцию:
- транспортирование;
- ориентирование;
- зажим;
-
ОДНООПЕРАЦИОННЫЕ МАНИПУЛЯТОРЫ
выполняют как правило лишь одну вспомогательную операцию:
- транспортирование;
- ориентирование;
- зажим;
-

ПРОМЫШЛЕННЫЕ РОБОТЫ (ПР)
ПР принято считать манипулятор, выполняющий физические функции человека
ПРОМЫШЛЕННЫЕ РОБОТЫ (ПР)
ПР принято считать манипулятор, выполняющий физические функции человека

По сравнению с другими средствами автоматизации Промышленные роботы являются универсальными и
По сравнению с другими средствами автоматизации Промышленные роботы являются универсальными и
3 ПОКОЛЕНИЯ
ПРОМЫШЛЕННЫХ РОБОТОВ
ПР первого поколения работают по жёсткой программе,
3 ПОКОЛЕНИЯ
ПРОМЫШЛЕННЫХ РОБОТОВ
ПР первого поколения работают по жёсткой программе,
ВОЗМОЖНОСТЬ ИСПОЛЬЗОВАНИЯ ПР
Определяется его технологическими или эксплуатационными характеристиками в конкретных тех.
ВОЗМОЖНОСТЬ ИСПОЛЬЗОВАНИЯ ПР
Определяется его технологическими или эксплуатационными характеристиками в конкретных тех.
3 ЭТАП АВТОМАТИЗАЦИИ - СОЗДАНИЕ АВТОМАТИЧЕСКИХ ЦЕХОВ И ЗАВОДОВ.
АВТОМАТИЧЕСКИМ ЦЕХОМ или
3 ЭТАП АВТОМАТИЗАЦИИ - СОЗДАНИЕ АВТОМАТИЧЕСКИХ ЦЕХОВ И ЗАВОДОВ.
АВТОМАТИЧЕСКИМ ЦЕХОМ или
Особенностью комплексной автоматизации производственных процессов как нового этапа технического прогресса является
Особенностью комплексной автоматизации производственных процессов как нового этапа технического прогресса является

АГРЕГАТ - ЧАСТНЫЙ СЛУЧАЙ МОДУЛЯ
представляет собой унифицированную сборочную единицу определённого
АГРЕГАТ - ЧАСТНЫЙ СЛУЧАЙ МОДУЛЯ
представляет собой унифицированную сборочную единицу определённого
УНИФИКАЦИЯ -
это наиболее эффективный метод стандартизации, заключающийся в рациональном сокращении числа
УНИФИКАЦИЯ -
это наиболее эффективный метод стандартизации, заключающийся в рациональном сокращении числа
УНИФИКАЦИЯ УСТРОЙСТВ УПРАВЛЕНИЯ
на основе модульного принципа позволяет создать средства управления
УНИФИКАЦИЯ УСТРОЙСТВ УПРАВЛЕНИЯ
на основе модульного принципа позволяет создать средства управления
УНИФИКАЦИЯ МАНИПУЛЯТОРОВ ОПРЕДЕЛЯЕТСЯ НА ОСНОВЕ СЛЕДУЮЩИХ ПРИНЦИПОВ:
1. Однообразие конструкций - это
УНИФИКАЦИЯ МАНИПУЛЯТОРОВ ОПРЕДЕЛЯЕТСЯ НА ОСНОВЕ СЛЕДУЮЩИХ ПРИНЦИПОВ:
1. Однообразие конструкций - это
ПРЕИМУЩЕСТВА МОДУЛЬНО-АГРЕГАТНОГО ПРИНЦИПА :
- сокращение цикла разработки, изготовления и внедрения
ПРЕИМУЩЕСТВА МОДУЛЬНО-АГРЕГАТНОГО ПРИНЦИПА :
- сокращение цикла разработки, изготовления и внедрения

4 ЭТАП АВТОМАТИЗАЦИИ -
ГИБКИЕ АВТОМАТИЗИРОВАННЫЕ СИСТЕМЫ
4 ЭТАП АВТОМАТИЗАЦИИ -
ГИБКИЕ АВТОМАТИЗИРОВАННЫЕ СИСТЕМЫ
ГИБКИЕ ПРОИЗВОДСТВЕННЫЕ СИСТЕМЫ (ГПС) - СОВОКУПНОСТЬ В РАЗНЫХ СОЧЕТАНИЯХ ОБОРУДОВАНИЯ С
ГИБКИЕ ПРОИЗВОДСТВЕННЫЕ СИСТЕМЫ (ГПС) - СОВОКУПНОСТЬ В РАЗНЫХ СОЧЕТАНИЯХ ОБОРУДОВАНИЯ С

ГЛАВНЫЕ ТЕХНИЧЕСКИЕ ОСОБЕННОСТИ ГПС
ПРОИЗВОДСТВЕННАЯ ГИБКОСТЬ (АВТОМАТИЧЕСКИЙ ПЕРЕХОД НА ОБРАБОТКУ ЛЮБОГО
ГЛАВНЫЕ ТЕХНИЧЕСКИЕ ОСОБЕННОСТИ ГПС
ПРОИЗВОДСТВЕННАЯ ГИБКОСТЬ (АВТОМАТИЧЕСКИЙ ПЕРЕХОД НА ОБРАБОТКУ ЛЮБОГО
Гибкое производство - сложное понятие, включающее в себя целый комплекс компонентов
Гибкое производство - сложное понятие, включающее в себя целый комплекс компонентов
ТРЕБОВАНИЯ К ОБОРУДОВАНИЮ С ЧПУ, ВХОДЯЩЕМУ В ГПС
ВЫСОКАЯ МОЩНОСТЬ ЭЛЕКТРОДВИГАТЕЛЯ.
ТРЕБОВАНИЯ К ОБОРУДОВАНИЮ С ЧПУ, ВХОДЯЩЕМУ В ГПС
ВЫСОКАЯ МОЩНОСТЬ ЭЛЕКТРОДВИГАТЕЛЯ.
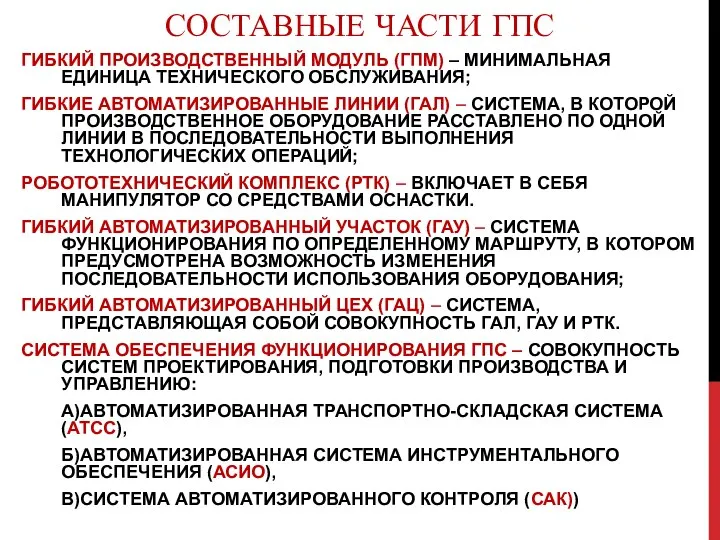
СОСТАВНЫЕ ЧАСТИ ГПС
ГИБКИЙ ПРОИЗВОДСТВЕННЫЙ МОДУЛЬ (ГПМ) – МИНИМАЛЬНАЯ ЕДИНИЦА ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ;
ГИБКИЕ
СОСТАВНЫЕ ЧАСТИ ГПС
ГИБКИЙ ПРОИЗВОДСТВЕННЫЙ МОДУЛЬ (ГПМ) – МИНИМАЛЬНАЯ ЕДИНИЦА ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ;
ГИБКИЕ
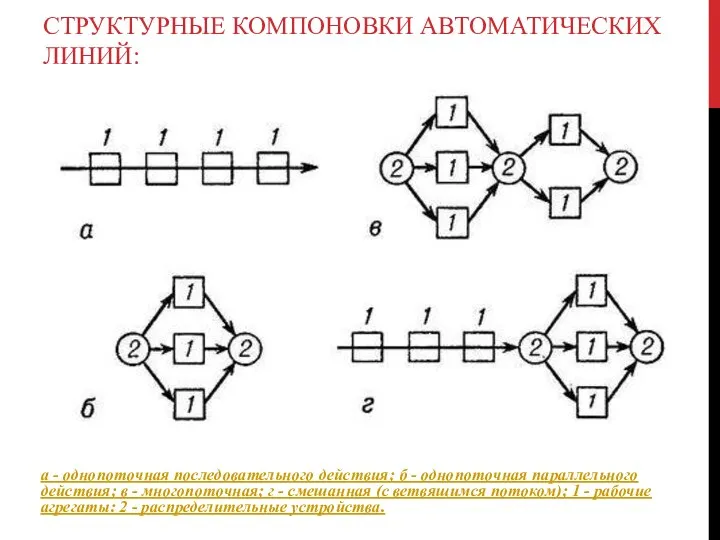
а - однопоточная последовательного действия; б - однопоточная параллельного действия; в
а - однопоточная последовательного действия; б - однопоточная параллельного действия; в
 HTML. Мова розмітки гіпертексту
HTML. Мова розмітки гіпертексту Продвижение проекта в социальных сетях
Продвижение проекта в социальных сетях Поняття про глобальну та локальну комп’ютерні мережі. Апаратне й програмне забезпечення мереж
Поняття про глобальну та локальну комп’ютерні мережі. Апаратне й програмне забезпечення мереж Методы сетевого планирования и управления
Методы сетевого планирования и управления Как развить потенциал вашего ребенка с помощью компьютера и научить его программировать
Как развить потенциал вашего ребенка с помощью компьютера и научить его программировать Введение в базы данных
Введение в базы данных Презентация на тему История развития вычислительной техники
Презентация на тему История развития вычислительной техники  Термінологія
Термінологія Разработка чат-ботов для бизнеса. Платформа: Telegram
Разработка чат-ботов для бизнеса. Платформа: Telegram Презентация "ДЕЙСТВИЯ С ИНФОРМАЦИЕЙ (4 КЛАСС)" - скачать презентации по Информатике
Презентация "ДЕЙСТВИЯ С ИНФОРМАЦИЕЙ (4 КЛАСС)" - скачать презентации по Информатике Формы для ввода и редактирования данных
Формы для ввода и редактирования данных Телевизионная реклама
Телевизионная реклама Роботизированные программы для медиа. Яндекс для медиа
Роботизированные программы для медиа. Яндекс для медиа Интернет технологии
Интернет технологии СОЦИАЛЬНЫЕ ЭФФЕКТЫ ИНФОРМАТИЗАЦИИ
СОЦИАЛЬНЫЕ ЭФФЕКТЫ ИНФОРМАТИЗАЦИИ Развитие информационных технологий и появление информационного общества
Развитие информационных технологий и появление информационного общества Компьютер и его влияние на здоровье человека
Компьютер и его влияние на здоровье человека Алгоритмы ветвления. Условный оператор
Алгоритмы ветвления. Условный оператор Схемы алгоритмов, программ, данных и систем. Обозначения условные и правила выполнения
Схемы алгоритмов, программ, данных и систем. Обозначения условные и правила выполнения Модернизация автоматизированной системы контроля и учета электроэнергии АО Петровский электромеханический завод Молот
Модернизация автоматизированной системы контроля и учета электроэнергии АО Петровский электромеханический завод Молот Классификация ЭВМ
Классификация ЭВМ Электронное заключение контрактов по результатам проведения электронных закупок в соответствии со статьей 83.2 44-ФЗ
Электронное заключение контрактов по результатам проведения электронных закупок в соответствии со статьей 83.2 44-ФЗ AI автомобиля в изменчивом мире на примере Ex Machina
AI автомобиля в изменчивом мире на примере Ex Machina Табличные базы данных
Табличные базы данных Стандартные Metro-приложения Windows
Стандартные Metro-приложения Windows Файлы. Работа с файловой системой
Файлы. Работа с файловой системой Пример подписания документа ЭЦП и пересылки адресату. Подписание отсоединенной цифровой подписью
Пример подписания документа ЭЦП и пересылки адресату. Подписание отсоединенной цифровой подписью Программное обеспечение компьютера
Программное обеспечение компьютера