- Проектирование технологических процессов для станков с ПУ

Содержание
- 2. Карта технологического процесса Сокращенные обозначения применяемые при разработке КТП по СТП 525.500-2009 Содержание КТП Содержание КЭ
- 3. Цели и задачи:
- 4. СТП 525.500-2009 – «Разработка и применение управляющих программ для станков с ЧПУ» Настоящий стандарт устанавливает основные
- 5. 1.1. Сокращенные обозначения применяемые при разработке КТП по СТП 525.500-2009 ЧПУ – числовое программное управление УП
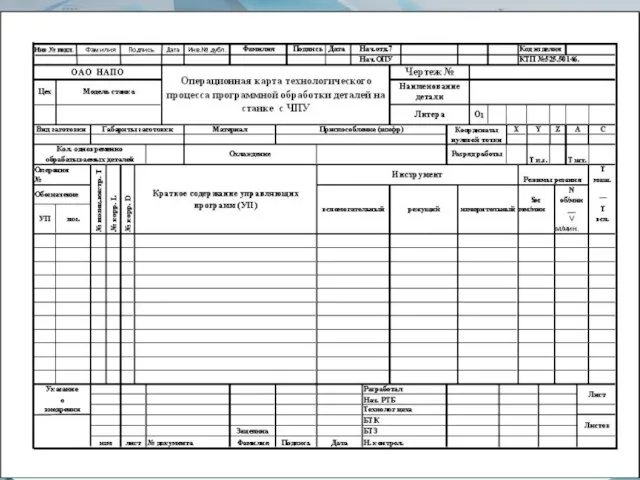
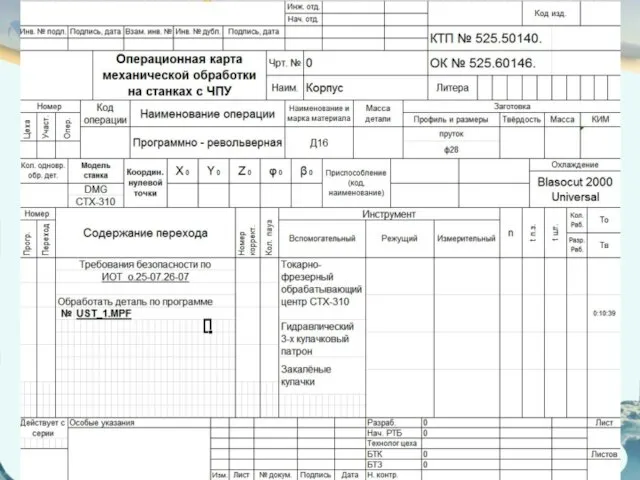
- 6. 1.2. Содержание КТП КТП должна отражать следующую информацию: обозначение детали; марку станка; вид, габариты и марку
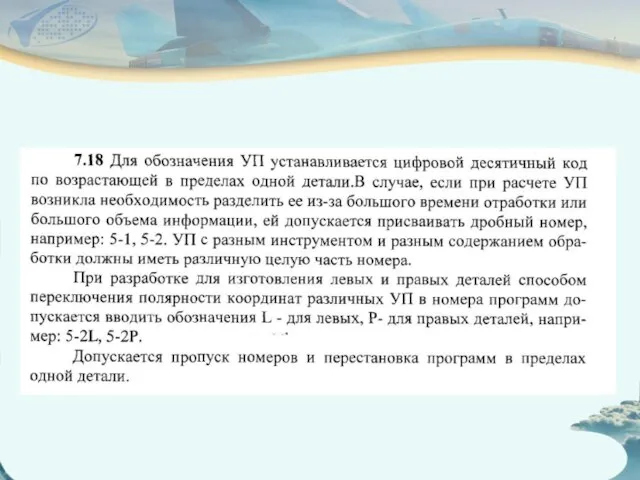
- 7. 7.18. Для обозначения УП устанавливается цифровой десятизначный код по возрастающей в пределах одной детали. В случае,
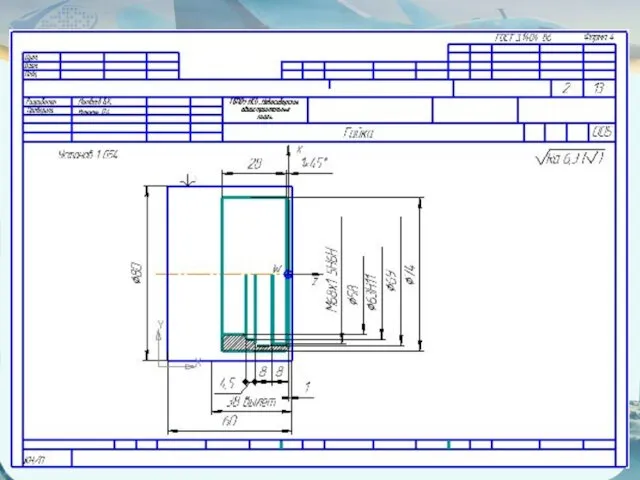
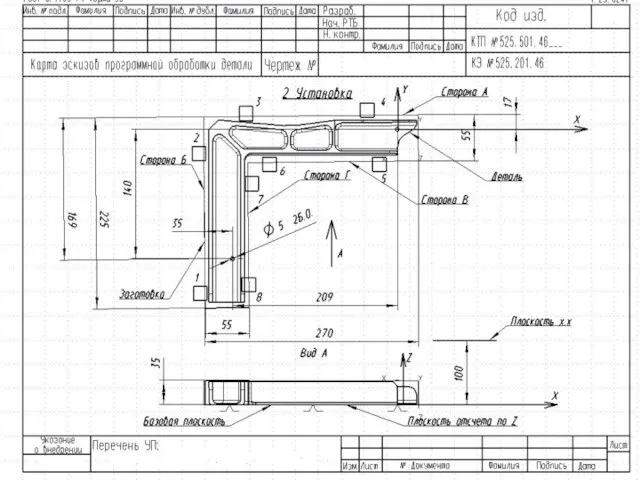
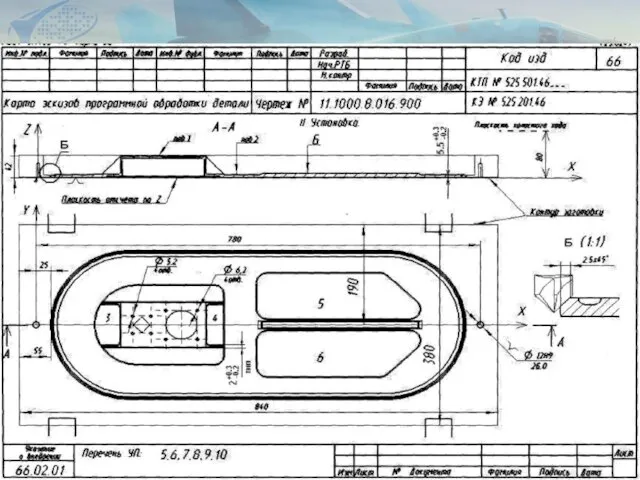
- 19. 1.3. Содержание карты эскизов В КЭ следует указывать: расположение заготовки относительно стола станка и оснастки; базовые
- 24. 1.4. Контроль и внедрение УП Вновь разработанные или откорректированные в процессе отработки УП до отработки на
- 25. приспособлений ( если необходимо); повторное изготовление детали; оформление акта внедрения; оформление технологической документации Технологом РТБ совместно
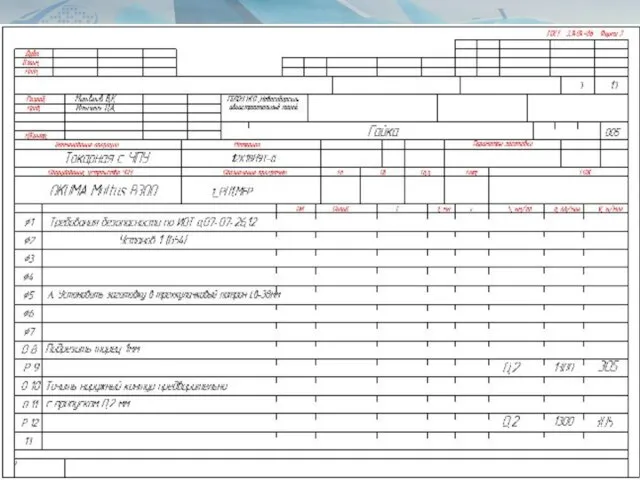
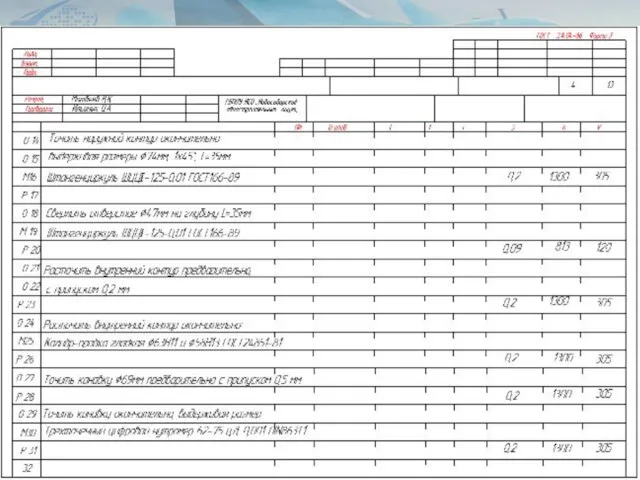
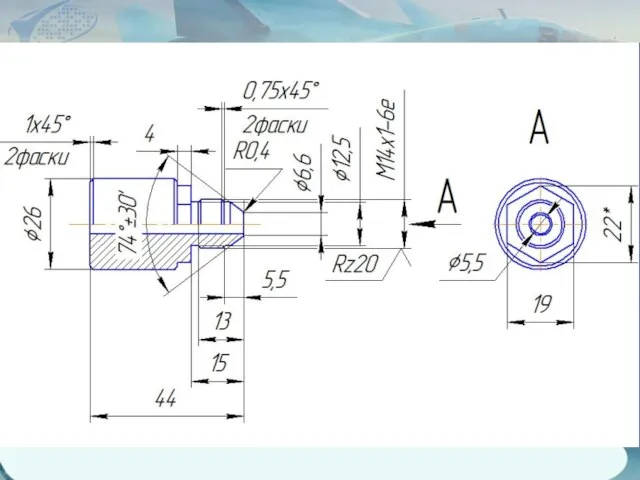
- 26. Задание: составить операционный технологический процесс
- 29. Скачать презентацию

Карта технологического процесса
Сокращенные обозначения применяемые при разработке КТП по СТП 525.500-2009
Карта технологического процесса
Сокращенные обозначения применяемые при разработке КТП по СТП 525.500-2009

Цели и задачи:
Цели и задачи:
СТП 525.500-2009 – «Разработка и применение управляющих программ для станков с
СТП 525.500-2009 – «Разработка и применение управляющих программ для станков с
1.1. Сокращенные обозначения применяемые при разработке КТП по СТП 525.500-2009
ЧПУ
1.1. Сокращенные обозначения применяемые при разработке КТП по СТП 525.500-2009
ЧПУ
1.2. Содержание КТП
КТП должна отражать следующую информацию:
обозначение детали;
марку станка;
вид, габариты и
1.2. Содержание КТП
КТП должна отражать следующую информацию:
обозначение детали;
марку станка;
вид, габариты и
7.18. Для обозначения УП устанавливается цифровой десятизначный код по возрастающей в
7.18. Для обозначения УП устанавливается цифровой десятизначный код по возрастающей в


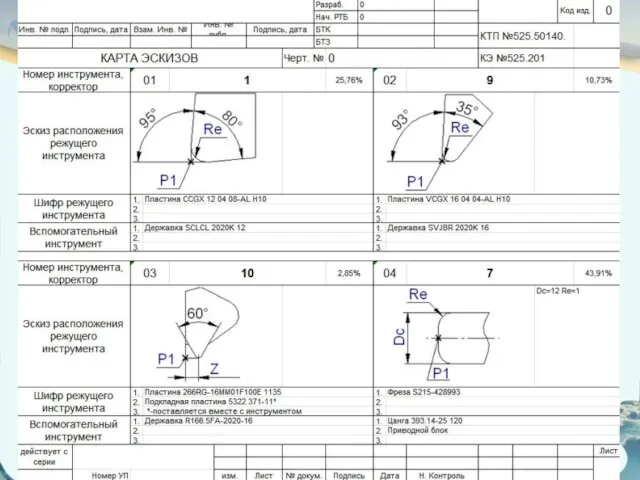


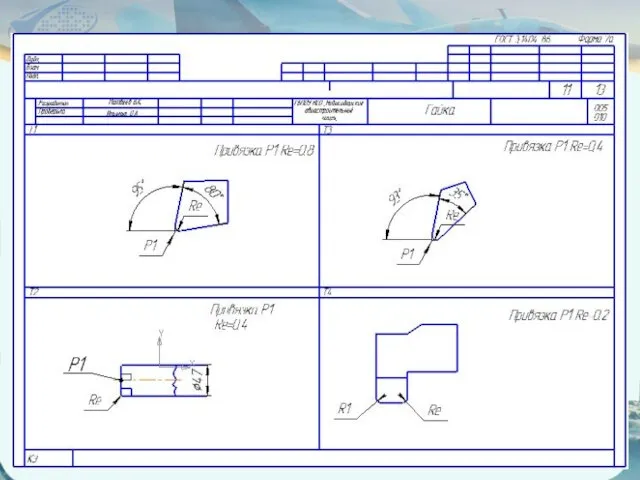
1.3. Содержание карты эскизов
В КЭ следует указывать:
расположение заготовки относительно стола станка
1.3. Содержание карты эскизов
В КЭ следует указывать:
расположение заготовки относительно стола станка
1.4. Контроль и внедрение УП
Вновь разработанные или откорректированные в процессе отработки
1.4. Контроль и внедрение УП
Вновь разработанные или откорректированные в процессе отработки
приспособлений ( если необходимо);
повторное изготовление детали;
оформление акта внедрения;
оформление технологической документации
Технологом РТБ
приспособлений ( если необходимо);
повторное изготовление детали;
оформление акта внедрения;
оформление технологической документации
Технологом РТБ

Задание:
составить операционный технологический процесс
Задание:
составить операционный технологический процесс
 Microcontrollers misis 2017
Microcontrollers misis 2017 Программирование на языке Java. Тема 11. Логический тип данных
Программирование на языке Java. Тема 11. Логический тип данных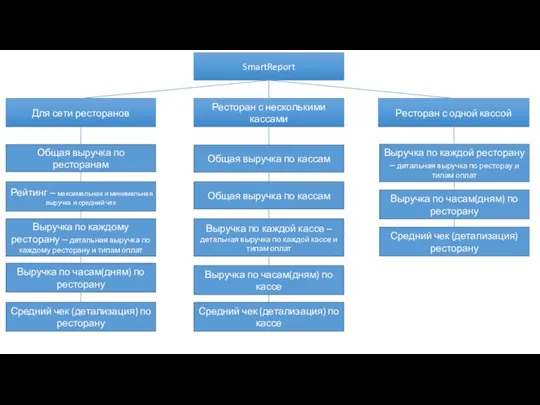 SmartReport для сети ресторанов
SmartReport для сети ресторанов Креативное программирование. Scratch 3
Креативное программирование. Scratch 3 Мова HTML
Мова HTML Информационные системы
Информационные системы Юзабилити интернет-магазинов: Что не видят продавцы и покупатели Владимир Ямин Группа юзабилити-экспертов 1point (www.1point.ru)
Юзабилити интернет-магазинов: Что не видят продавцы и покупатели Владимир Ямин Группа юзабилити-экспертов 1point (www.1point.ru) Алгоритм и его формальное исполнение
Алгоритм и его формальное исполнение ЭЦП
ЭЦП Многомерные массивы. Занятие 9
Многомерные массивы. Занятие 9 Модели и их типы
Модели и их типы Объекты и их имена. 5-7 класс
Объекты и их имена. 5-7 класс Теория информации
Теория информации Источники и приемники информации. (3 класс)
Источники и приемники информации. (3 класс) Организация, принципы построения и функционирования компьютерных сетей. 2-курс. Занятие 02, 03
Организация, принципы построения и функционирования компьютерных сетей. 2-курс. Занятие 02, 03 Презентация "Аналогия и закономерность" - скачать презентации по Информатике
Презентация "Аналогия и закономерность" - скачать презентации по Информатике Проект Новый информационный канал
Проект Новый информационный канал Множественные базы данных
Множественные базы данных Разработка приложения Квест с использованием веб-технологии
Разработка приложения Квест с использованием веб-технологии Задания по информатике. 4 класс
Задания по информатике. 4 класс Язык программирования JAVA. Функции
Язык программирования JAVA. Функции Программы работы с текстом. Текстовые процессоры
Программы работы с текстом. Текстовые процессоры Сортировка, удаление и добавление записей
Сортировка, удаление и добавление записей Файлы. Файловая структура внешней памяти
Файлы. Файловая структура внешней памяти Автоматизированные информационно-управляющие системы
Автоматизированные информационно-управляющие системы Помощь к практическому заданию 12 по информатике. Фильтр
Помощь к практическому заданию 12 по информатике. Фильтр Шаблон презинтации
Шаблон презинтации Создание формул Использование редактора формул Microsoft Equation
Создание формул Использование редактора формул Microsoft Equation