- Программирование обработки деталей на сверлильных станках с ЧПУ (06)

Содержание
- 2. Типовые переходы обработки отверстий
- 3. Методика программирования сверлильных операций Составление расчетно-технологической карты (РТК) сверлильной операции Программирование сверлильно-расточных операций, так же, как
- 4. РТК для обработки в детали типа «крышка» двух отверстий диаметром 10Н8 трех резьбовых отверстий М6, и
- 5. Выбор типовых переходов Предварительный состав типовых переходов для обработки отверстий 1- 6 в детали типа «крышка»:
- 6. Типовые переходы работы инструмента при обработке отверстий в детали типа «крышка»
- 7. Кодирование информации Режимы движения и позиционирования задают с помощью подготовительных функций G60 - G69. Согласно такой
- 8. Реализация постоянных циклов обработки отверстий Постоянные циклы реализуются заданием подготовительных функций G81-G89. Каждая из них достаточно
- 9. Схемы задания параметров R и Z в постоянных циклах
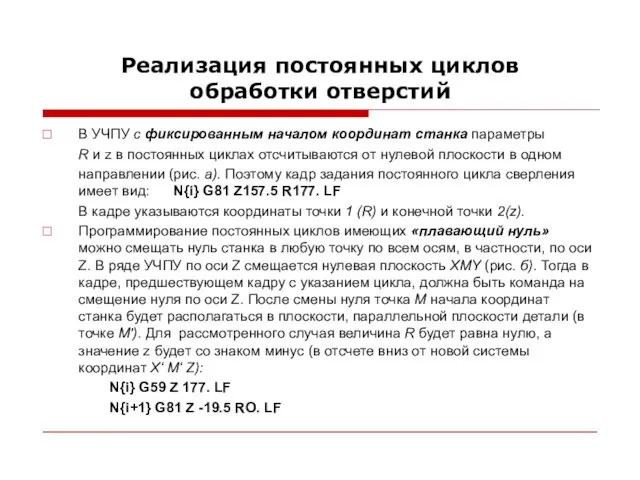
- 10. Реализация постоянных циклов обработки отверстий В УЧПУ с фиксированным началом координат станка параметры R и z
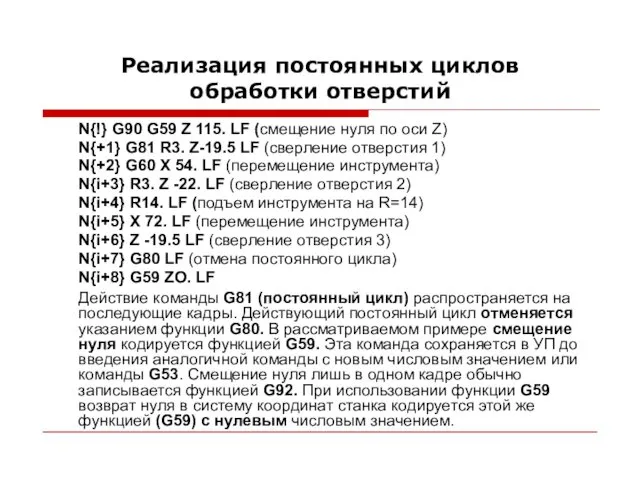
- 11. Реализация постоянных циклов обработки отверстий В случае когда УЧПУ имеет команды на сдвиг нуля, кодируемые функциями
- 12. Реализация постоянных циклов обработки отверстий N{!} G90 G59 Z 115. LF (смещение нуля по оси Z)
- 14. Скачать презентацию

Типовые переходы обработки отверстий
Типовые переходы обработки отверстий
Методика программирования
сверлильных операций
Составление расчетно-технологической карты (РТК) сверлильной операции
Программирование
Методика программирования
сверлильных операций
Составление расчетно-технологической карты (РТК) сверлильной операции
Программирование

РТК для обработки в детали типа «крышка» двух отверстий диаметром 10Н8
РТК для обработки в детали типа «крышка» двух отверстий диаметром 10Н8
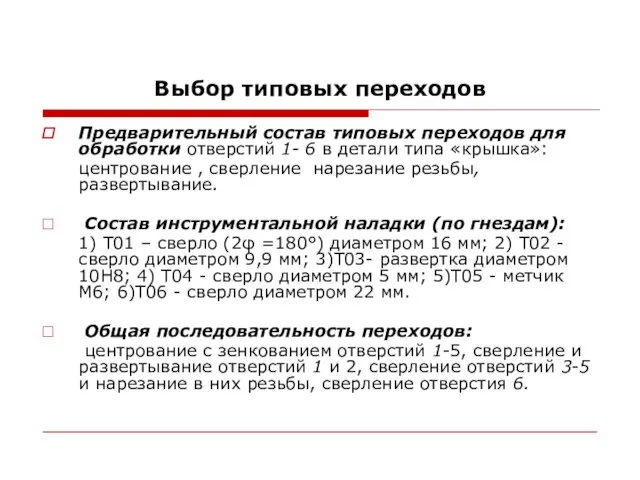
Выбор типовых переходов
Предварительный состав типовых переходов для обработки отверстий 1-
Выбор типовых переходов
Предварительный состав типовых переходов для обработки отверстий 1-

Типовые переходы работы инструмента при обработке отверстий в детали типа «крышка»
Типовые переходы работы инструмента при обработке отверстий в детали типа «крышка»
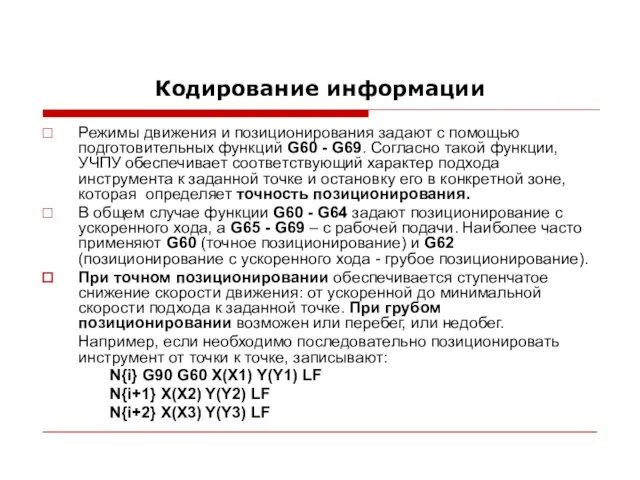
Кодирование информации
Режимы движения и позиционирования задают с помощью подготовительных функций
Кодирование информации
Режимы движения и позиционирования задают с помощью подготовительных функций
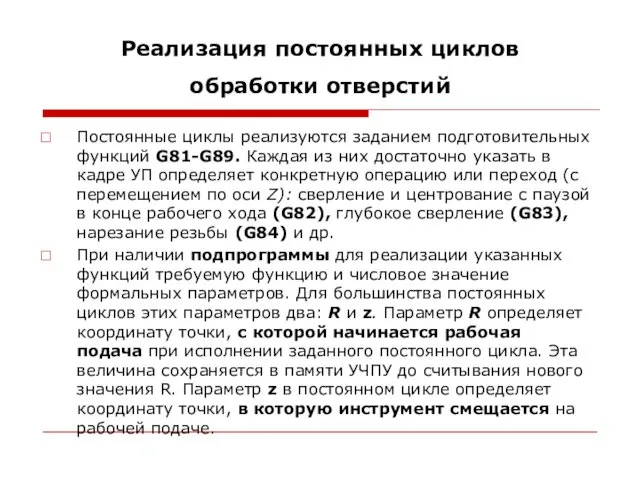
Реализация постоянных циклов
обработки отверстий
Постоянные циклы реализуются заданием подготовительных функций
Реализация постоянных циклов
обработки отверстий
Постоянные циклы реализуются заданием подготовительных функций

Схемы задания параметров R и Z
в постоянных циклах
Схемы задания параметров R и Z
в постоянных циклах
Реализация постоянных циклов
обработки отверстий
В УЧПУ с фиксированным началом координат станка
Реализация постоянных циклов
обработки отверстий
В УЧПУ с фиксированным началом координат станка

Реализация постоянных циклов
обработки отверстий
В случае когда УЧПУ имеет команды на
Реализация постоянных циклов
обработки отверстий
В случае когда УЧПУ имеет команды на
Реализация постоянных циклов
обработки отверстий
N{!} G90 G59 Z 115. LF (смещение
Реализация постоянных циклов
обработки отверстий
N{!} G90 G59 Z 115. LF (смещение
 Киберспорт в жизни школьников
Киберспорт в жизни школьников Урожайность и себестоимость овощей в 2002 г
Урожайность и себестоимость овощей в 2002 г Dressage Training Tips from Experts
Dressage Training Tips from Experts Программирование в логомирах. (5 класс)
Программирование в логомирах. (5 класс) Управляющие конструкции
Управляющие конструкции Цифровые данные
Цифровые данные Операционная система (10-11 класс) - презентации по Информатике
Операционная система (10-11 класс) - презентации по Информатике Тема урока Что изучает информатика? Понятие об информации, ее получении, преобразовании, передаче, хранении и использовании
Тема урока Что изучает информатика? Понятие об информации, ее получении, преобразовании, передаче, хранении и использовании  Что изучает предмет ОБЖ
Что изучает предмет ОБЖ Development of infocommunication network using wireless technologies
Development of infocommunication network using wireless technologies Методы трансляции. Формальные языки, грамматики и их представление
Методы трансляции. Формальные языки, грамматики и их представление Понятие алгоритма и его свойства. Блок-схема алгоритма
Понятие алгоритма и его свойства. Блок-схема алгоритма  Регрессионные модели. Коэффициент детерминированности
Регрессионные модели. Коэффициент детерминированности Фишинг
Фишинг Конкурс шифровальщиков
Конкурс шифровальщиков Эксплуатация объектов сетевой инфраструктуры
Эксплуатация объектов сетевой инфраструктуры Презентация "Информатика" - скачать презентации по Информатике
Презентация "Информатика" - скачать презентации по Информатике Пернетақта. Пернелердің қызметтері:
Пернетақта. Пернелердің қызметтері: Презентация на тему Внешние устройства ЭВМ
Презентация на тему Внешние устройства ЭВМ Проектирование трансляторов языков программирования. Схема работы компилятора. (Глава 1)
Проектирование трансляторов языков программирования. Схема работы компилятора. (Глава 1) Пульт управления здоровьем в смартфоне
Пульт управления здоровьем в смартфоне Анимация в презентации Создание солнечной системы.
Анимация в презентации Создание солнечной системы. Создание папок (урок 5)
Создание папок (урок 5) Інтерфейси. Властивості інтерфейсів
Інтерфейси. Властивості інтерфейсів Основы работы MS Excel
Основы работы MS Excel Цифровое телевидение для всех
Цифровое телевидение для всех Осуществление интеграции программных модулей
Осуществление интеграции программных модулей Моделирование - презентация по Информатике_
Моделирование - презентация по Информатике_