- Программный модуль: Производство (учет), версия 8.0

Содержание
- 2. Схема основных бизнес-процессов в производстве. Программный модуль «Производство» Система мониторинга производственных процессов (СДМК) Программный модуль «Логистика.
- 3. Формирование и модификация реестров технологических процессов и операций. Нормы и расценки операций. Справочник оборудования Справочник рабочих
- 4. Технологические карты Редактирование операции Справочник технологических карт: Формируется на основе справочника операций и справочника рабочих мест.
- 5. Дополнительные свойства. Конструктор параметров Переменные дополнительные свойства используются при формировании номенклатурного состава заказа. Позволяют указать индивидуальные
- 6. Параметрические спецификации сборочных модулей Изменение спецификации Состав спецификации Взаимосвязь с ТК Параметры и формулы с параметрами
- 7. Структурная схема планирования производства
- 8. Формирование производственного плана. Основные документы. Производственный план Производственные наряды Фактический выпуск производства Специализированные задания на РМ
- 9. Документы производства. Задание на раскрой. Документы производства. Задание на кромление. Формирование задания производится с группировкой по
- 10. Документы производства. Задание на фрезерование. Документы производства. Задание на присадку. Формирование задания производится с группировкой по
- 11. Маршрутный лист Базовый маршрут Штрих-код заказа Штрих-код для мониторинга Штрих-код сборочного модуля для терминалов на сборке
- 12. Списание материалов в производстве. Учет листовых и прочих позиций. Учет в базовых и дополнительных единицах измерения
- 13. Расчет потребностей производства При расчете потребностей для производственного плана производится параметрический расчет состава спецификаций и взаимосвязанных
- 14. Формирование производственного расписания. Шаг 1 Исходными данными для планирования ресурсов и формирования производственного расписания являются заявки
- 15. Формирование производственного расписания. Шаг 2 При необходимости можно использовать различные параметры расчета. Наиболее часто применяется критерий
- 16. Формирование производственного расписания. Шаг 3-4
- 18. Скачать презентацию

Схема основных бизнес-процессов в производстве.
Программный модуль «Производство»
Система мониторинга
производственных
процессов (СДМК)
Программный модуль
Схема основных бизнес-процессов в производстве.
Программный модуль «Производство»
Система мониторинга
производственных
процессов (СДМК)
Программный модуль
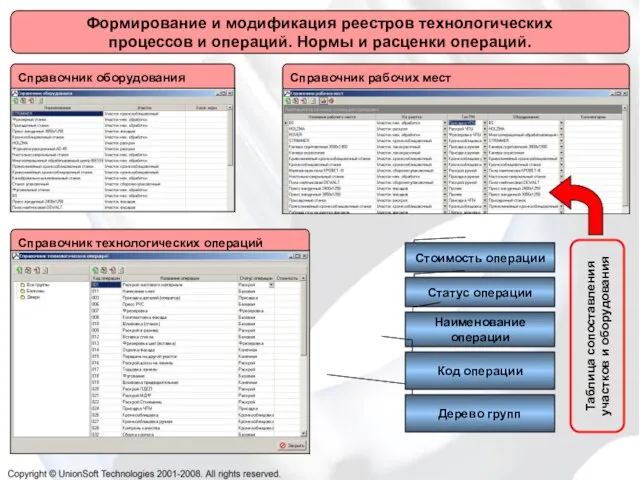
Формирование и модификация реестров технологических
процессов и операций. Нормы и расценки
Формирование и модификация реестров технологических
процессов и операций. Нормы и расценки
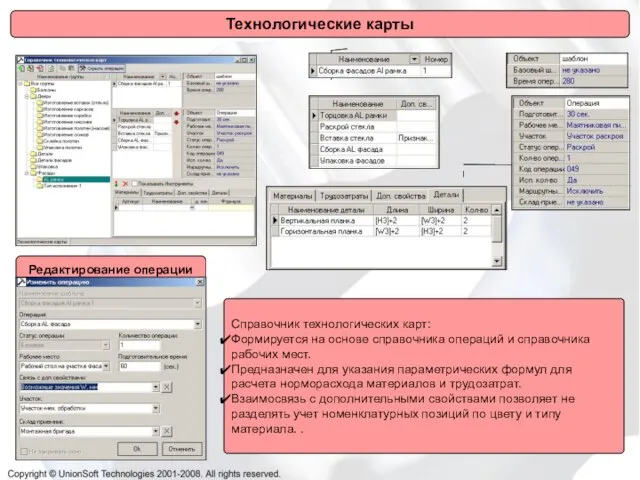
Технологические карты
Редактирование операции
Справочник технологических карт:
Формируется на основе справочника операций и справочника
Технологические карты
Редактирование операции
Справочник технологических карт:
Формируется на основе справочника операций и справочника
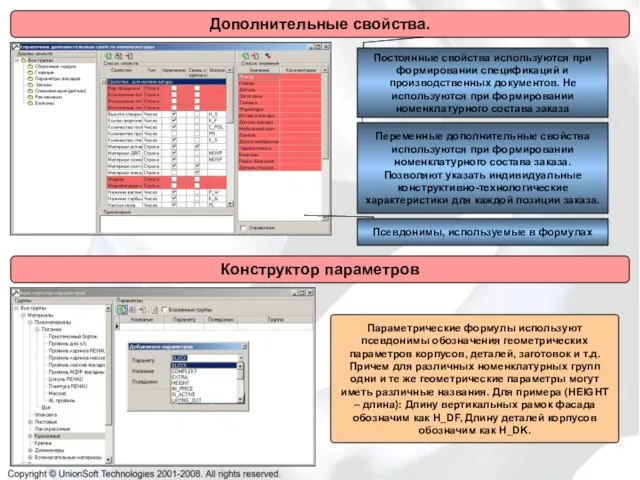
Дополнительные свойства.
Конструктор параметров
Переменные дополнительные свойства используются при формировании номенклатурного состава заказа.
Дополнительные свойства.
Конструктор параметров
Переменные дополнительные свойства используются при формировании номенклатурного состава заказа.
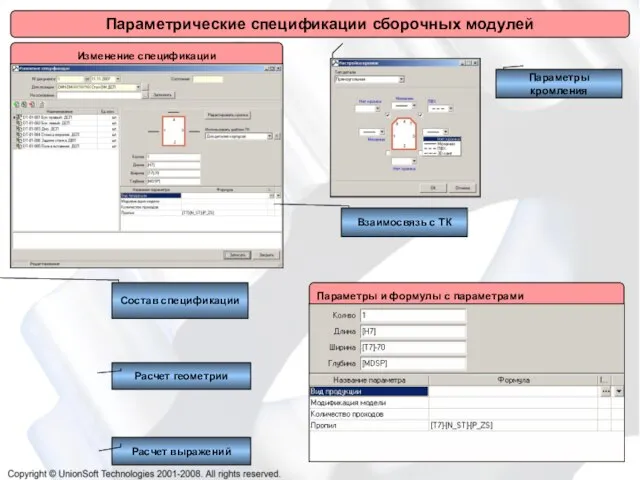
Параметрические спецификации сборочных модулей
Изменение спецификации
Состав спецификации
Взаимосвязь с ТК
Параметры и формулы с
Параметрические спецификации сборочных модулей
Изменение спецификации
Состав спецификации
Взаимосвязь с ТК
Параметры и формулы с
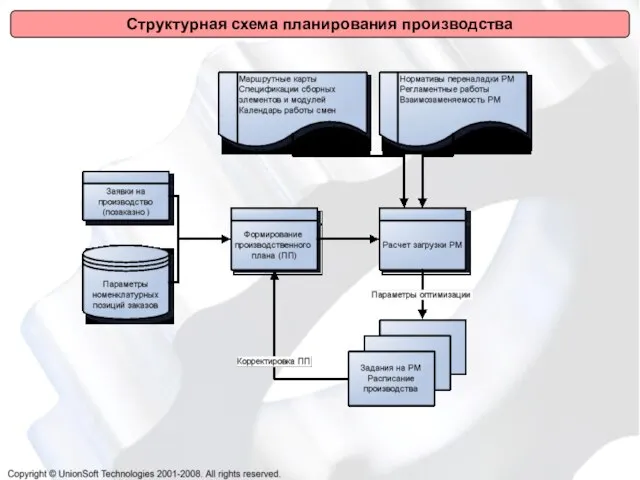
Структурная схема планирования производства
Структурная схема планирования производства
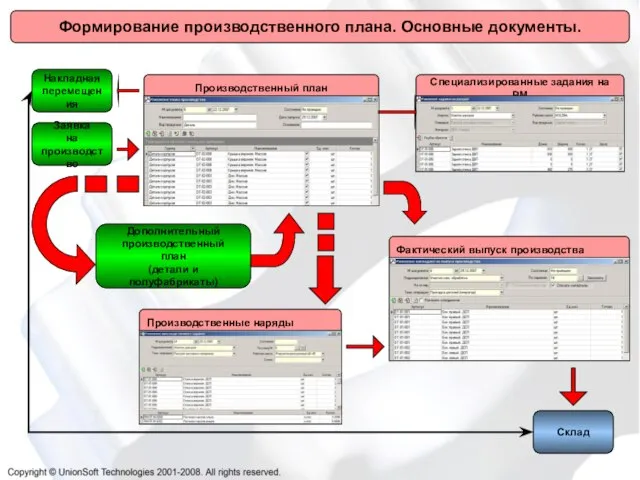
Формирование производственного плана. Основные документы.
Производственный план
Производственные наряды
Фактический выпуск производства
Специализированные задания
Формирование производственного плана. Основные документы.
Производственный план
Производственные наряды
Фактический выпуск производства
Специализированные задания
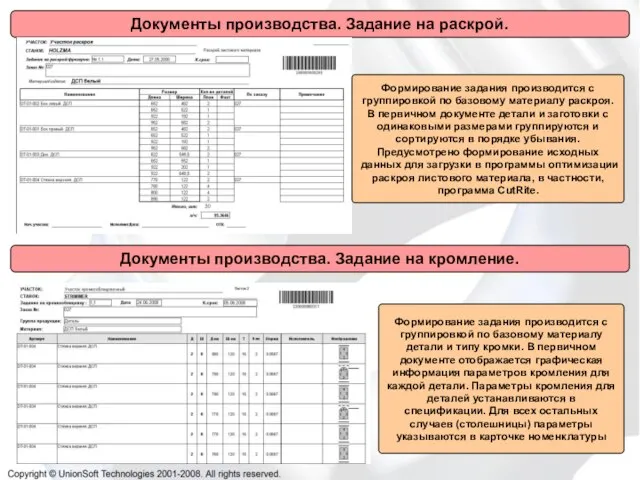
Документы производства. Задание на раскрой.
Документы производства. Задание на кромление.
Формирование задания производится
Документы производства. Задание на раскрой.
Документы производства. Задание на кромление.
Формирование задания производится

Документы производства. Задание на фрезерование.
Документы производства. Задание на присадку.
Формирование задания производится
Документы производства. Задание на фрезерование.
Документы производства. Задание на присадку.
Формирование задания производится
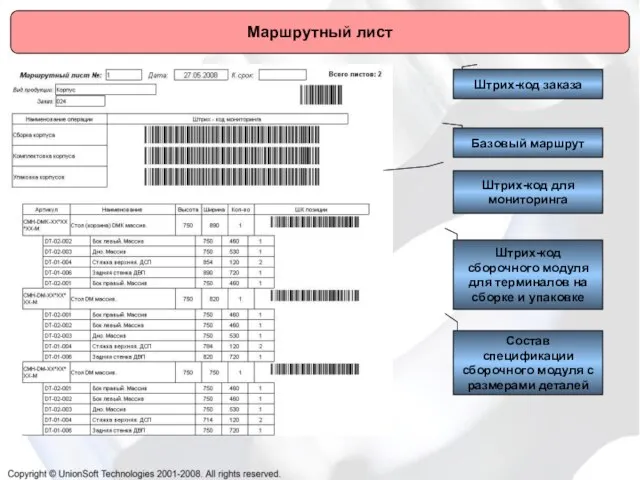
Маршрутный лист
Базовый маршрут
Штрих-код заказа
Штрих-код для мониторинга
Штрих-код сборочного модуля для терминалов на
Маршрутный лист
Базовый маршрут
Штрих-код заказа
Штрих-код для мониторинга
Штрих-код сборочного модуля для терминалов на
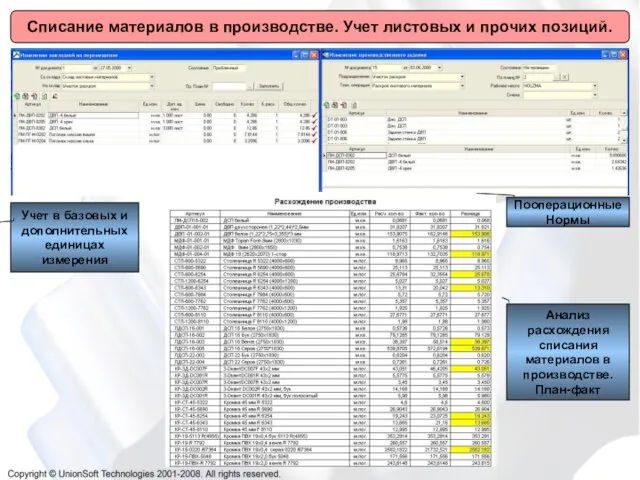
Списание материалов в производстве. Учет листовых и прочих позиций.
Учет в базовых
Списание материалов в производстве. Учет листовых и прочих позиций.
Учет в базовых
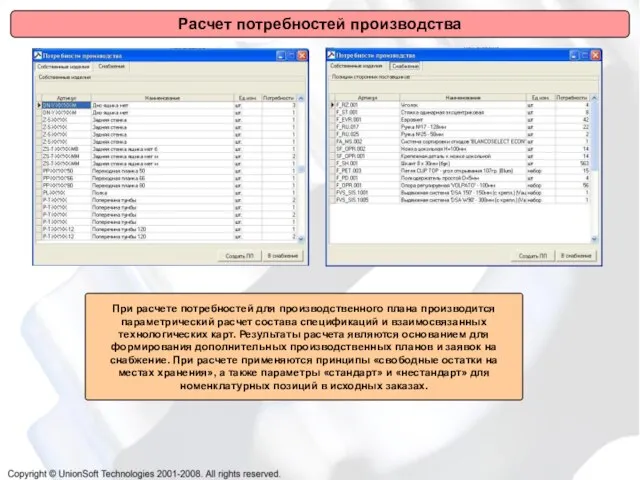
Расчет потребностей производства
При расчете потребностей для производственного плана производится параметрический расчет
Расчет потребностей производства
При расчете потребностей для производственного плана производится параметрический расчет
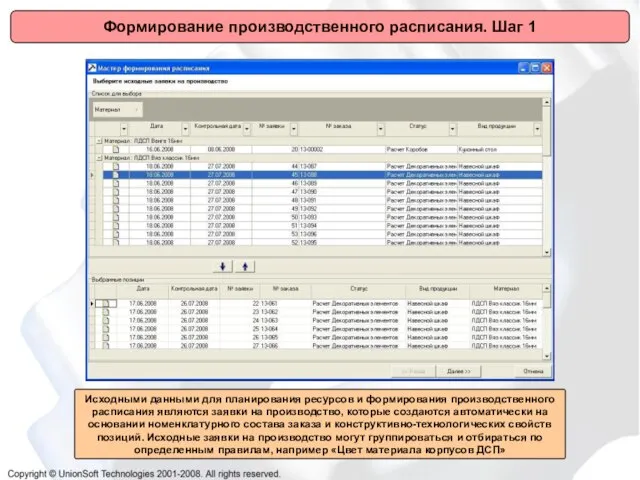
Формирование производственного расписания. Шаг 1
Исходными данными для планирования ресурсов и формирования
Формирование производственного расписания. Шаг 1
Исходными данными для планирования ресурсов и формирования
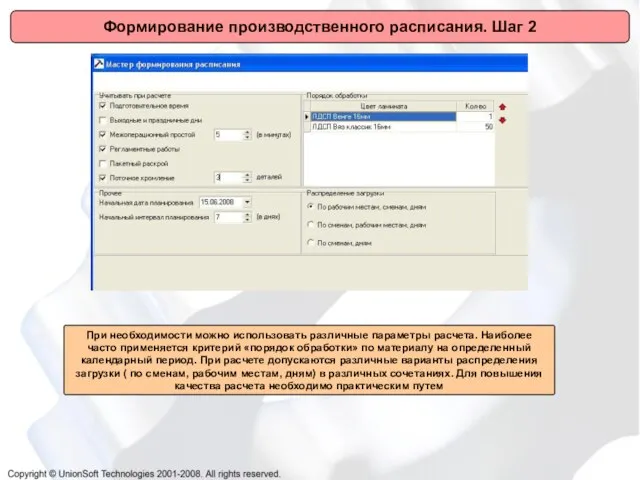
Формирование производственного расписания. Шаг 2
При необходимости можно использовать различные параметры расчета.
Формирование производственного расписания. Шаг 2
При необходимости можно использовать различные параметры расчета.
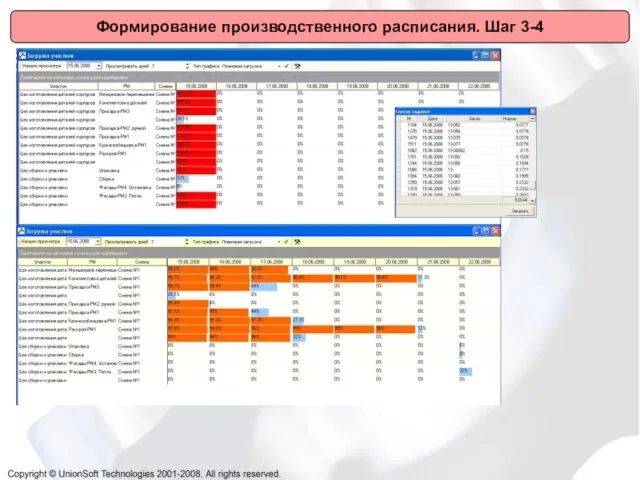
Формирование производственного расписания. Шаг 3-4
Формирование производственного расписания. Шаг 3-4
 Арифметические операции в Паскале
Арифметические операции в Паскале З Україною в серці
З Україною в серці Встроенный SQL. Два способа применения SQL в прикладных программах. (Лекция 8)
Встроенный SQL. Два способа применения SQL в прикладных программах. (Лекция 8) Безопасный интернет
Безопасный интернет Библиотека Муниципального автономного учреждения Центр культуры и досуга Пономаревского района
Библиотека Муниципального автономного учреждения Центр культуры и досуга Пономаревского района Компьютерные телекоммуникации. Локальные сети
Компьютерные телекоммуникации. Локальные сети Стратегия продвижения проекта ШКОЛА в СМИ, блогосфере и иных ресурсах. Создание позитивного отношения к мероприятиям
Стратегия продвижения проекта ШКОЛА в СМИ, блогосфере и иных ресурсах. Создание позитивного отношения к мероприятиям Цикл с предусловием
Цикл с предусловием Знакомство с языком программирования Python. Ввод. Вывод. Оператор присваивания. Математические операции
Знакомство с языком программирования Python. Ввод. Вывод. Оператор присваивания. Математические операции Системы счисления. Графический диктант
Системы счисления. Графический диктант Symbian. Что же что же что же это такое
Symbian. Что же что же что же это такое Структурирование данных
Структурирование данных Игра Последний герой
Игра Последний герой Современные технические и программные средства информатизации
Современные технические и программные средства информатизации Графика Pascal. Модуль GraphABC
Графика Pascal. Модуль GraphABC Презентация "paint.net" - скачать презентации по Информатике
Презентация "paint.net" - скачать презентации по Информатике Аттестационная работа. Занимательная информатика
Аттестационная работа. Занимательная информатика Компьютерная безопасность
Компьютерная безопасность Работа с таблицами в Microsoft Office Word 2007
Работа с таблицами в Microsoft Office Word 2007 Компьютер и его влияние на здоровье человека
Компьютер и его влияние на здоровье человека «Системы счисления». Урок-дидактическая игра в 8 классе
«Системы счисления». Урок-дидактическая игра в 8 классе Метод интеллект-карт
Метод интеллект-карт HTML. Описание. Основные тэги
HTML. Описание. Основные тэги Презентация "Принципы эффективной коммуникации" - скачать презентации по Информатике
Презентация "Принципы эффективной коммуникации" - скачать презентации по Информатике Сетевое планирование
Сетевое планирование CQRS in a nutshell
CQRS in a nutshell ДИАГРАММЫ Семёнова Надежда 6В МОУ СОШ №5 Учитель Крюкова В.М.
ДИАГРАММЫ Семёнова Надежда 6В МОУ СОШ №5 Учитель Крюкова В.М. Постпродакшн: хештеги, нейминг, SEO, хайп – продвижение своего канала
Постпродакшн: хештеги, нейминг, SEO, хайп – продвижение своего канала