- Производственная система Оконный Континент

Содержание
- 2. ПРОИЗВОДСТВЕННАЯ СИСТЕМА «ОКОННЫЙ КОНТИНЕНТ»
- 3. История развития Структура компании Структура компании 1.ТОРГОВАЯ СЕТЬ – 128 человек 16 собственных офисов продаж Около
- 4. ЗАКАЗ Принцип: произвести все, что продано Линия производства рам Готовые створки Готовые рамы Линия производства створок
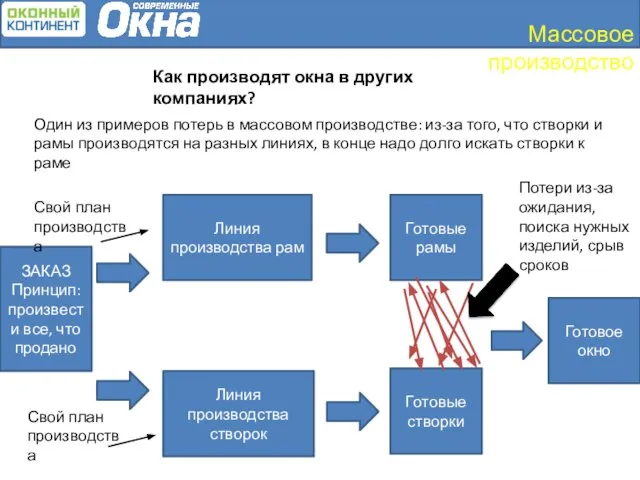
- 5. Как обычно построен производственный процесс При каждом цикле сборки окна, нужно к каждой раме найти ее
- 6. ЗАКАЗ Принцип: произвести то, что нужно, когда нужно и сколько нужно – система «Точно вовремя» Единый
- 7. Наш подход Почему мы стали строить поток именно так? Все начинается с философии
- 8. Наш подход Для любой компании выживание – основной вопрос Важно, чтобы каждый сотрудник понимал, какие усилия
- 9. Усилия, которые должна прикладывать производственная система, чтобы выжить, мы сформулировали в документе, который мы назвали миссией.
- 10. Способствовать общему росту компании «Оконный континент», добавляя ценность для потребителей Способствовать стабильности и благополучию членов команды
- 11. Построение потока (интеграция) Создание одномерной цикличности (планирование и выравнивание) Работа по стандартам. Практика 3S (однородные методы)
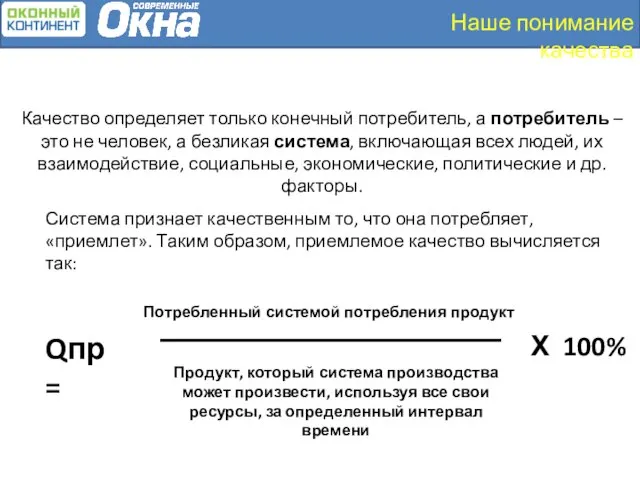
- 12. Качество определяет только конечный потребитель, а потребитель – это не человек, а безликая система, включающая всех
- 13. Система потребления Допустим, мы произвели 1000 окон, а продали только 200. Получается, что приемлемое качество 20%
- 14. За что нам платит Потребитель Потребитель платит за то, что для него ценно Если мы хотим
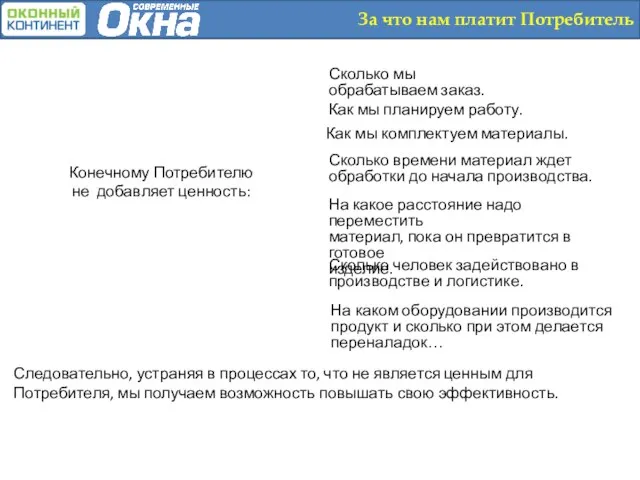
- 15. За что нам платит Потребитель Сколько мы обрабатываем заказ. Как мы комплектуем материалы. Как мы планируем
- 16. На нашем текущем уровне понимания процессов суммарное время добавления ценности в типовом окне составляет около 300
- 17. Система планирования и выравнивания
- 18. В 2015 году перешли на новую систему планирования производства и выравнивания Планирование и выравнивание нагрузки Определение
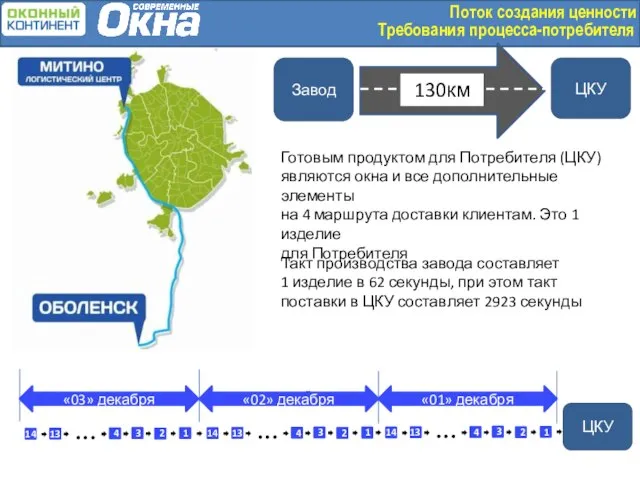
- 19. Для того чтобы удовлетворить Потребителя по дисциплине поставок на 3 линиях, мы должны уметь производить 660
- 20. У нас три производственных линии. Это значит, что на одной линии мы должны уметь производить 220
- 21. В нашем дне 40920 секунд рабочего времени, в которое не входят перерывы. Это чистое рабочее время
- 22. Если мы разделим доступное время 40920 секунд на 220 изделий, которые должны произвести, то получим время,
- 23. Это означает, что если линия будет выдавать изделие каждые 186 секунд, то за день мы успеем
- 24. На практике изделия различаются по сложности: Очень простое Нормальное Сложное Очень сложное Простое и произвести любое
- 25. Если говорить более строгим языком, сложность изделия определяется количеством ресурсов, необходимых для его изготовления Очень простое
- 26. Под необходимыми ресурсами мы можем понимать материалы, число операций, количество операторов, участвующих в изготовлении данного окна
- 27. Но главный ресурс, который характеризует сложность изделия – это время, затраченное на его производство. Очень простое
- 28. Условия для расчета времени производства изделий: Поток единичных изделий – нет запасов Изделием считается то, чем
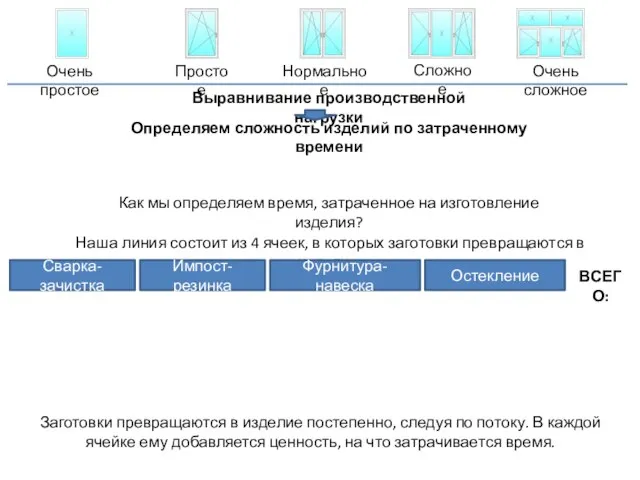
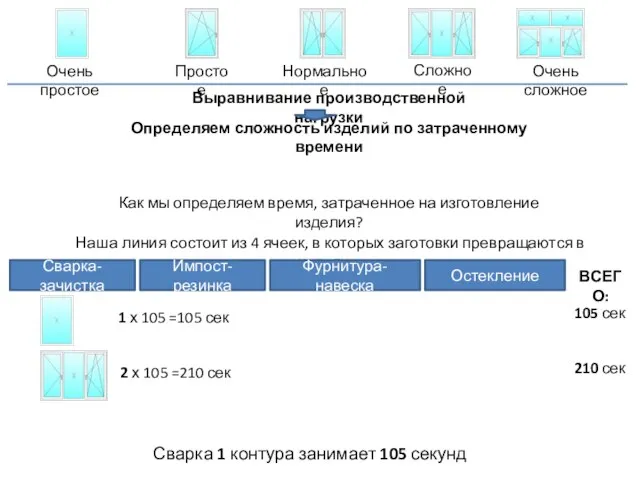
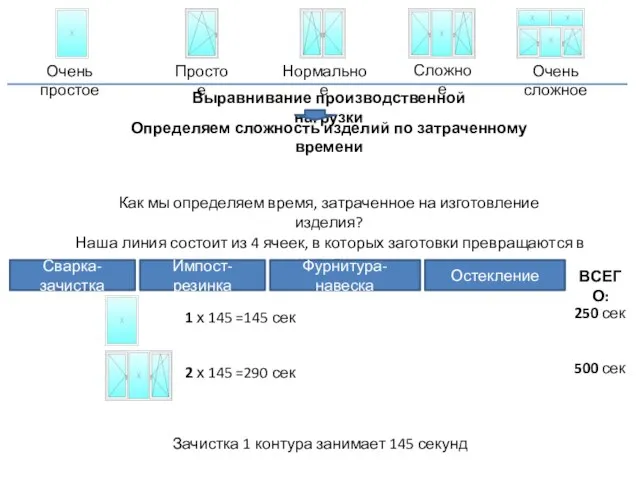
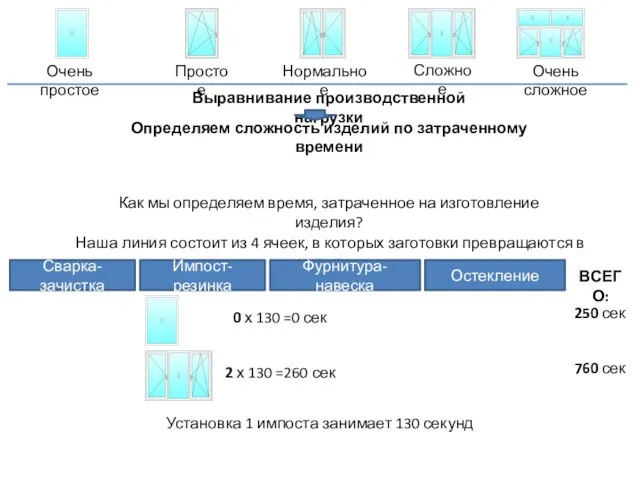
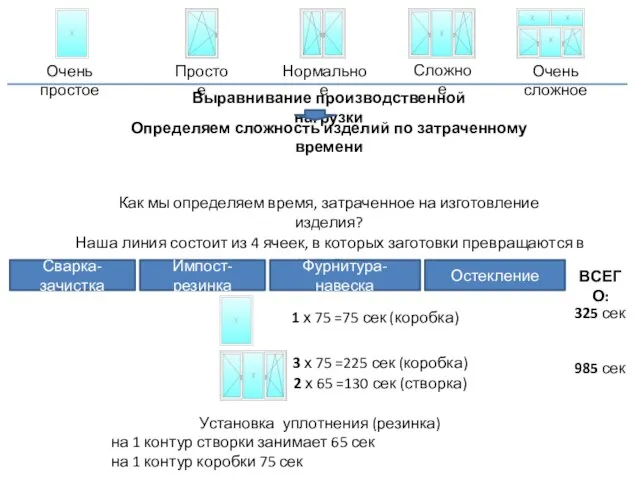
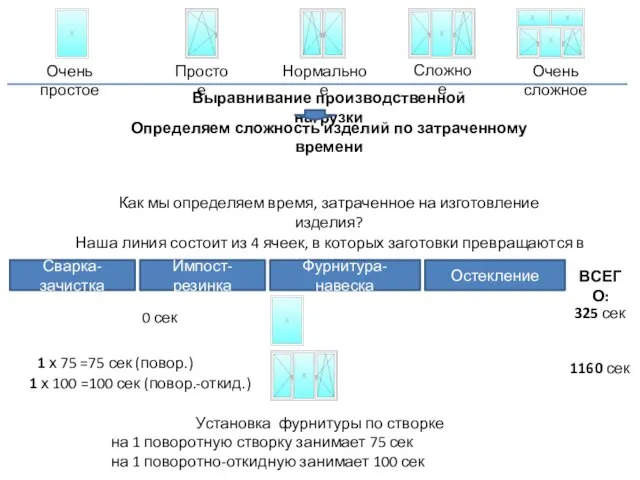
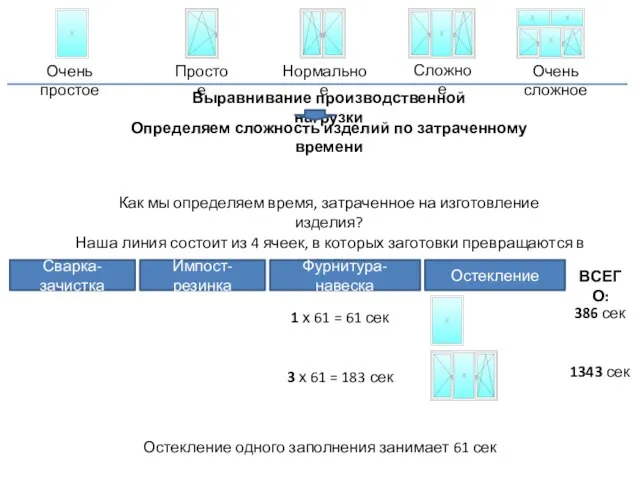
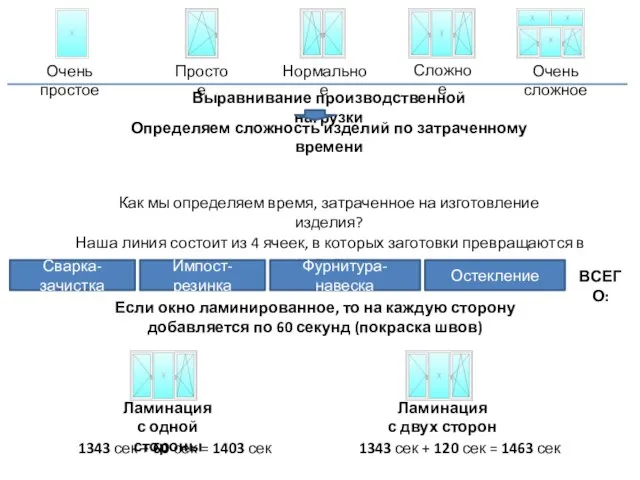
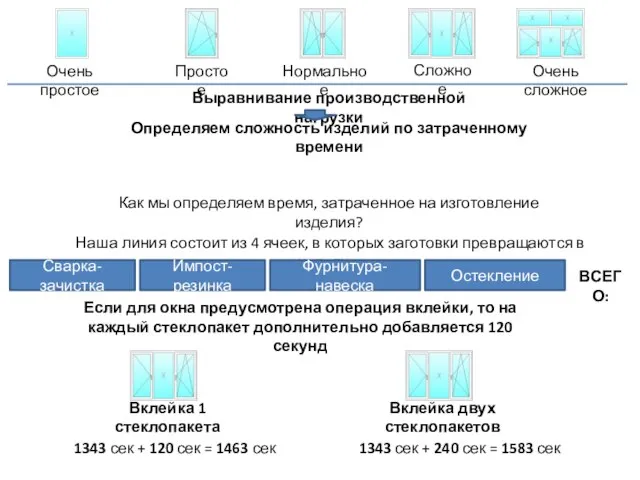
- 29. Как мы определяем время, затраченное на изготовление изделия? Очень простое Нормальное Сложное Очень сложное Простое Выравнивание
- 30. Как мы определяем время, затраченное на изготовление изделия? Очень простое Нормальное Сложное Очень сложное Простое Выравнивание
- 31. Как мы определяем время, затраченное на изготовление изделия? Очень простое Нормальное Сложное Очень сложное Простое Выравнивание
- 32. Как мы определяем время, затраченное на изготовление изделия? Очень простое Нормальное Сложное Очень сложное Простое Выравнивание
- 33. Как мы определяем время, затраченное на изготовление изделия? Очень простое Нормальное Сложное Очень сложное Простое Выравнивание
- 34. Как мы определяем время, затраченное на изготовление изделия? Очень простое Нормальное Сложное Очень сложное Простое Выравнивание
- 35. Как мы определяем время, затраченное на изготовление изделия? Очень простое Нормальное Сложное Очень сложное Простое Выравнивание
- 36. Как мы определяем время, затраченное на изготовление изделия? Очень простое Нормальное Сложное Очень сложное Простое Выравнивание
- 37. Как мы определяем время, затраченное на изготовление изделия? Очень простое Нормальное Сложное Очень сложное Простое Выравнивание
- 38. Таким образом, можно вычислить относительную сложность любого изделия: Очень простое Нормальное Сложное Очень сложное Простое Выравнивание
- 39. Что нам дают эти цифры? Очень простое Нормальное Сложное Очень сложное Простое Выравнивание производственной нагрузки Определяем
- 40. Очень простое Нормальное Сложное Очень сложное Простое Выравнивание производственной нагрузки Определяем сложность изделий по затраченному времени
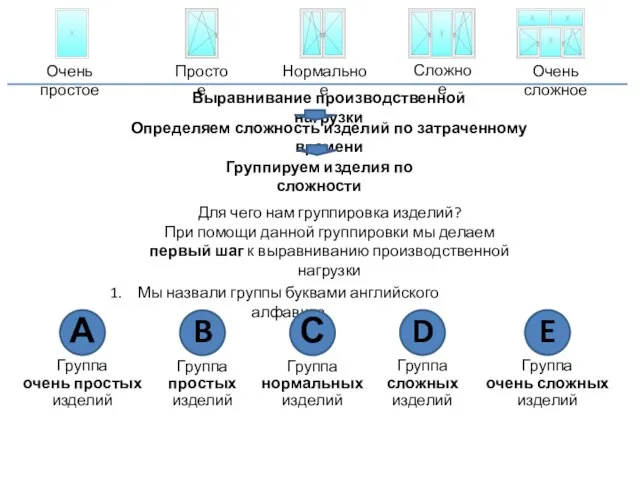
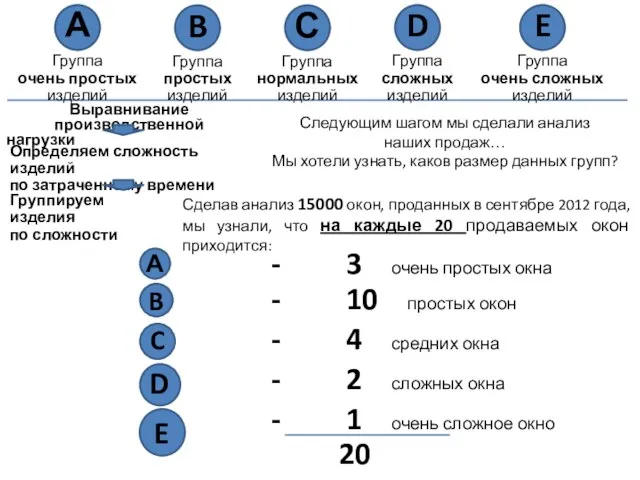
- 41. Выравнивание производственной нагрузки Определяем сложность изделий по затраченному времени Группируем изделия по сложности Следующим шагом мы
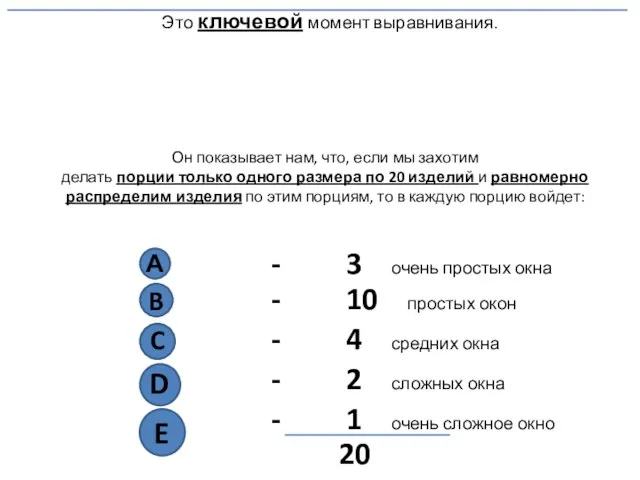
- 42. Это ключевой момент выравнивания.
- 43. Это ключевой момент выравнивания. - 3 очень простых окна - 10 простых окон - 4 средних
- 44. Это ключевой момент выравнивания. - 3 очень простых окна - 10 простых окон - 4 средних
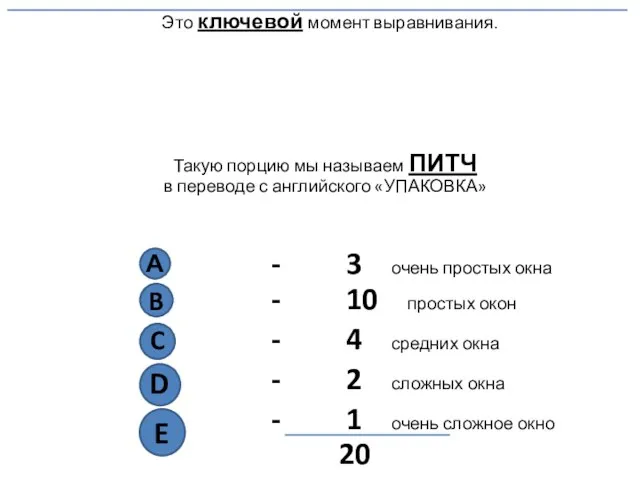
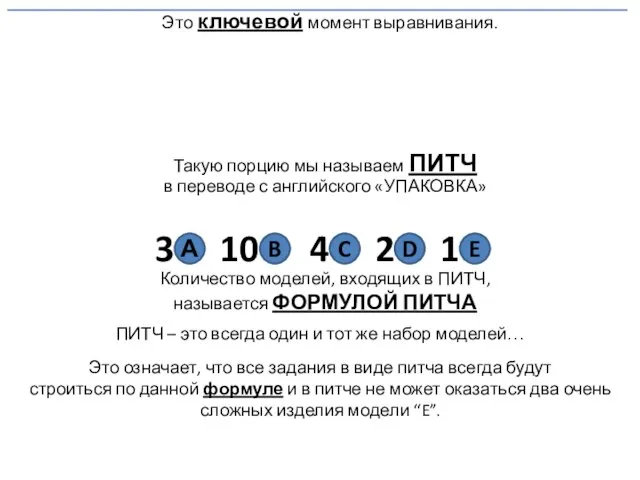
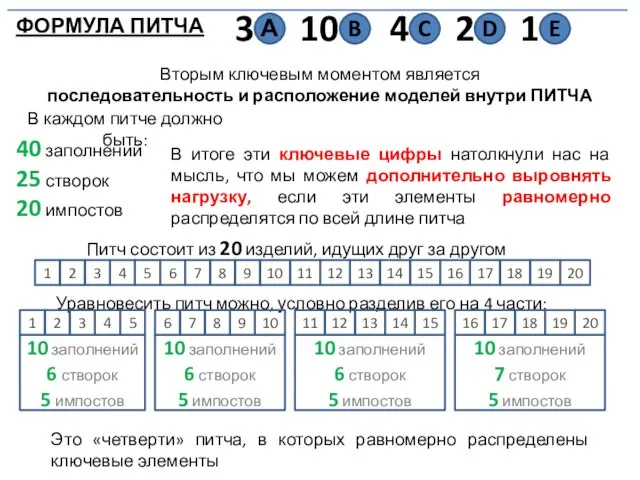
- 45. Это ключевой момент выравнивания. 3 Такую порцию мы называем ПИТЧ в переводе с английского «УПАКОВКА» 10
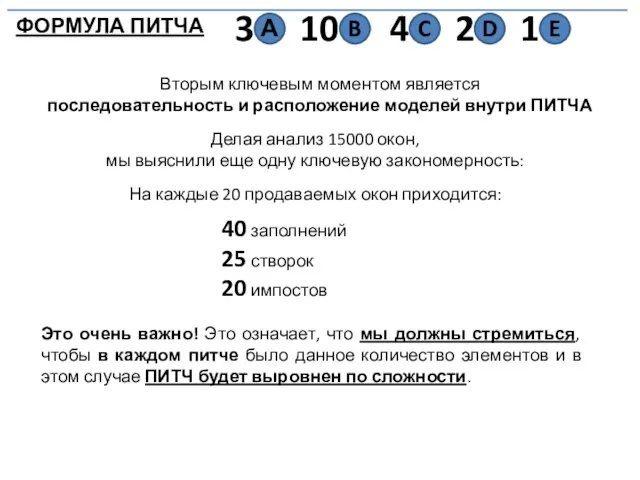
- 46. 3 Вторым ключевым моментом является последовательность и расположение моделей внутри ПИТЧА 10 4 2 1 ФОРМУЛА
- 47. 3 Вторым ключевым моментом является последовательность и расположение моделей внутри ПИТЧА 10 4 2 1 ФОРМУЛА
- 48. Остекление Зная, что в питче находится 20 изделий, мы можем легко рассчитать время на производство Питча:
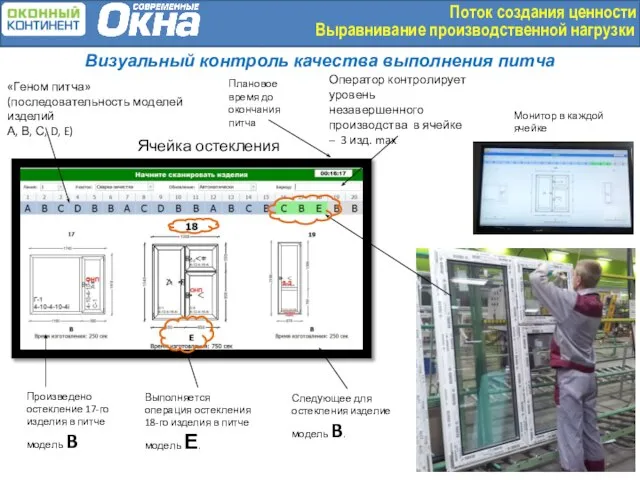
- 49. Выравнивание производственной нагрузки Поток создания ценности Ячейка остекления Выполняется операция остекления 18-го изделия в питче модель
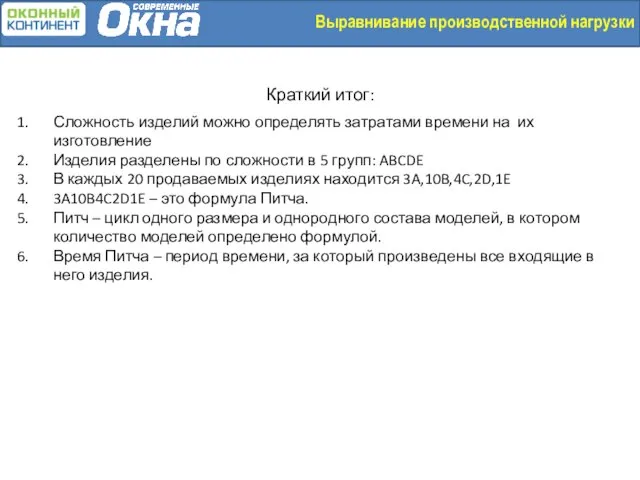
- 50. Краткий итог: Сложность изделий можно определять затратами времени на их изготовление Изделия разделены по сложности в
- 51. Выравнивание производственной нагрузки ЦЕЛЬ: построить процесс производства в виде потока единичных изделий. Производить изделия в том
- 52. Поток создания ценности Время выполнения заказа Продажи Планирование, Подготовка Произ- водство Доставка В ЦКУ День 0
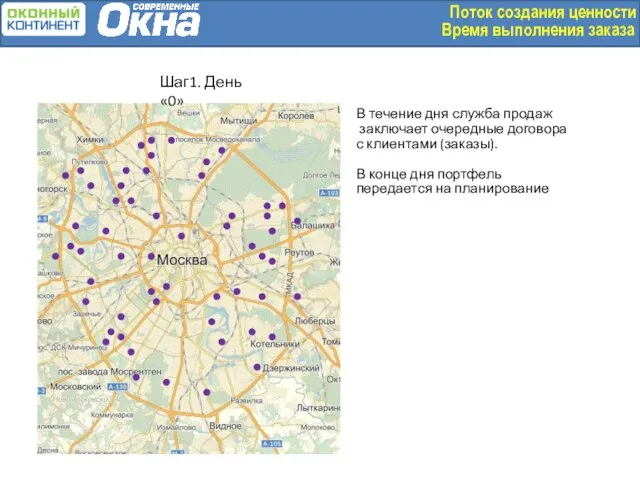
- 53. Поток создания ценности Время выполнения заказа Шаг1. День «0» В течение дня служба продаж заключает очередные
- 54. Поток создания ценности Время выполнения заказа Шаг2. День1 На следующее утро производится планирование монтажей и доставок.
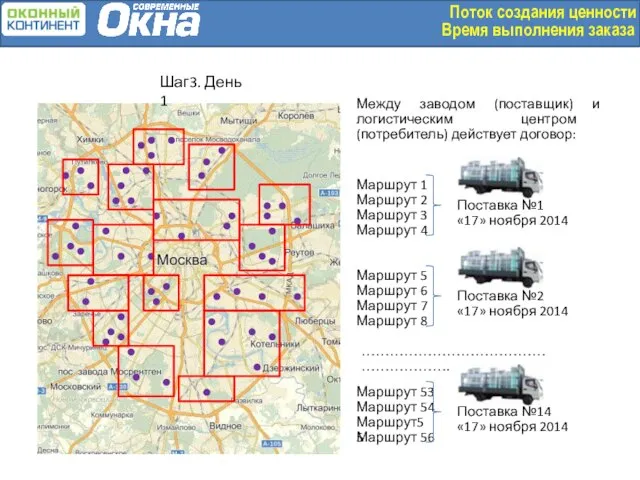
- 55. Поток создания ценности Время выполнения заказа Шаг3. День 1 Между заводом (поставщик) и логистическим центром (потребитель)
- 56. Поток создания ценности Требования процесса-потребителя 2 «1» декабря 1 3 4 13 14 2 1 3
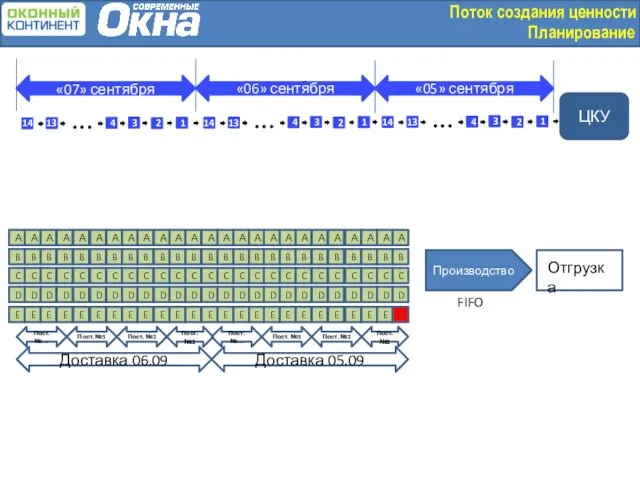
- 57. Схема потока создания ценности при работе питчами Отгрузка Планирование F I F O Питч 1 Питч
- 58. Поток создания ценности Планирование Производство Отгрузка FIFO А B C D E А B C D
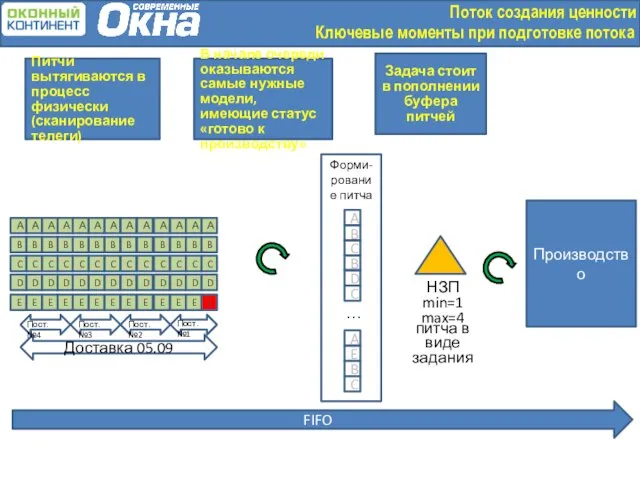
- 59. Поток создания ценности Ключевые моменты при подготовке потока А B C D E А B C
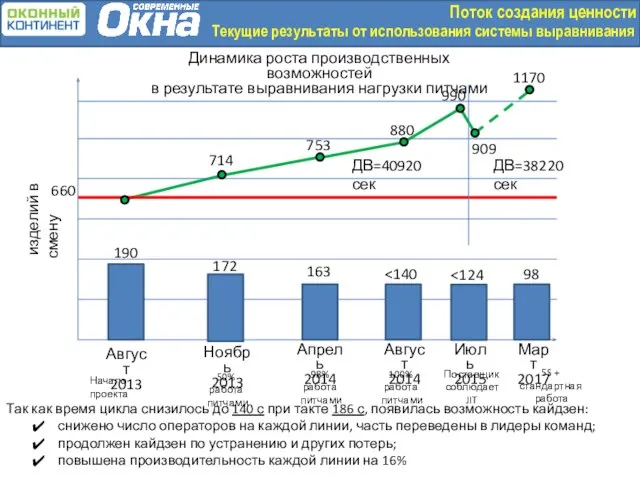
- 60. Поток создания ценности Текущие результаты от использования системы выравнивания Август 2013 190 172 Ноябрь 2013 Апрель
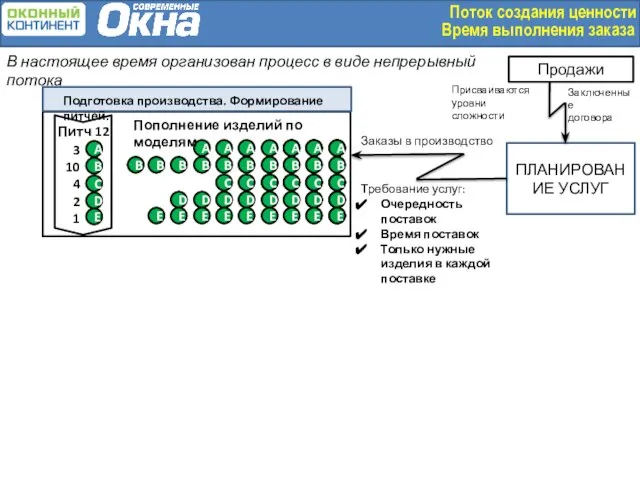
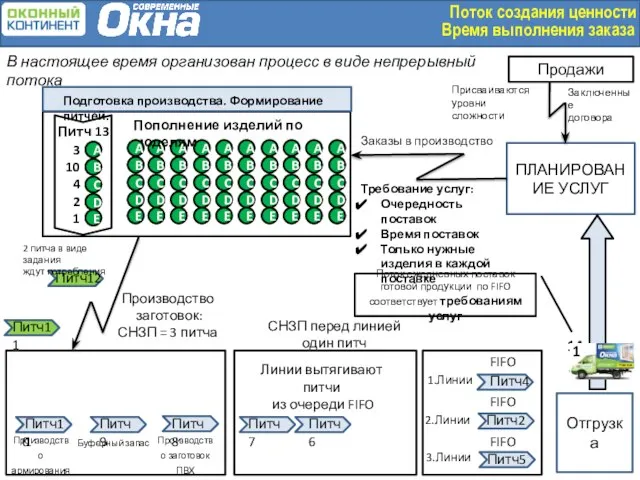
- 61. ПЛАНИРОВАНИЕ УСЛУГ Заказы в производство 3 10 4 2 1 B C D E Питч 12
- 62. ПЛАНИРОВАНИЕ УСЛУГ Заказы в производство 3 10 4 2 1 Питч 12 Подготовка производства. Формирование питчей.
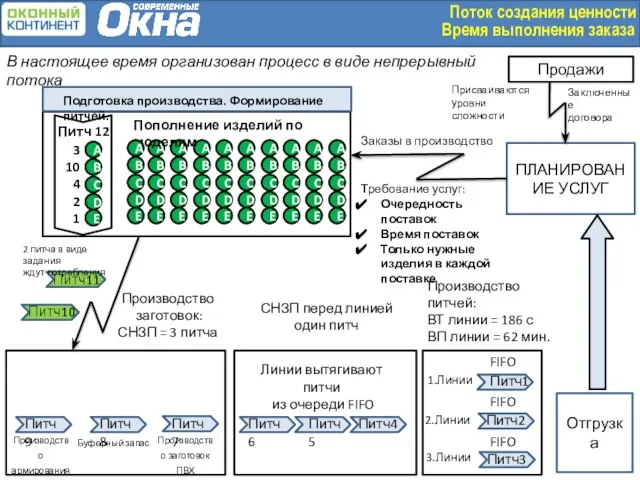
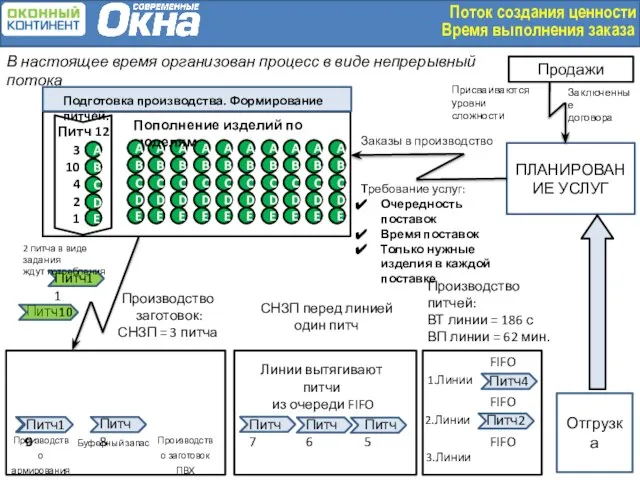
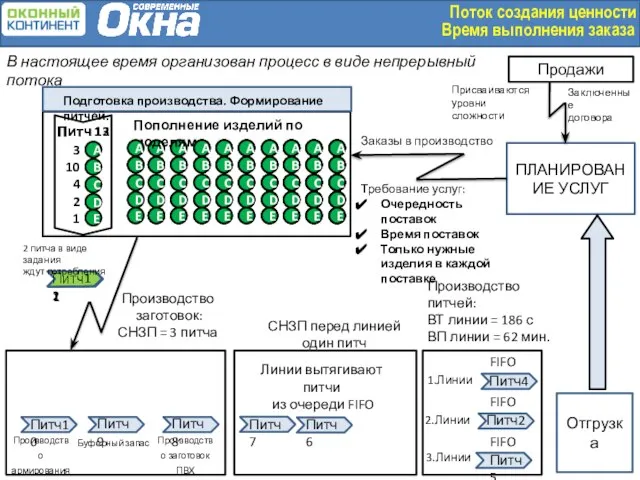
- 63. Отгрузка FIFO FIFO FIFO Питч7 Питч8 Питч9 Производство заготовок ПВХ Производство армирования Производство заготовок: СНЗП =
- 64. Отгрузка FIFO FIFO FIFO Питч8 Питч9 Производство заготовок ПВХ Производство армирования ПЛАНИРОВАНИЕ УСЛУГ Заказы в производство
- 65. Отгрузка FIFO FIFO FIFO Производство заготовок ПВХ Производство армирования ПЛАНИРОВАНИЕ УСЛУГ Заказы в производство 3 10
- 66. Отгрузка FIFO FIFO FIFO Производство заготовок ПВХ Производство армирования ПЛАНИРОВАНИЕ УСЛУГ Заказы в производство 3 10
- 67. Отгрузка FIFO FIFO FIFO Производство заготовок ПВХ Производство армирования ПЛАНИРОВАНИЕ УСЛУГ Заказы в производство Поток ежедневных
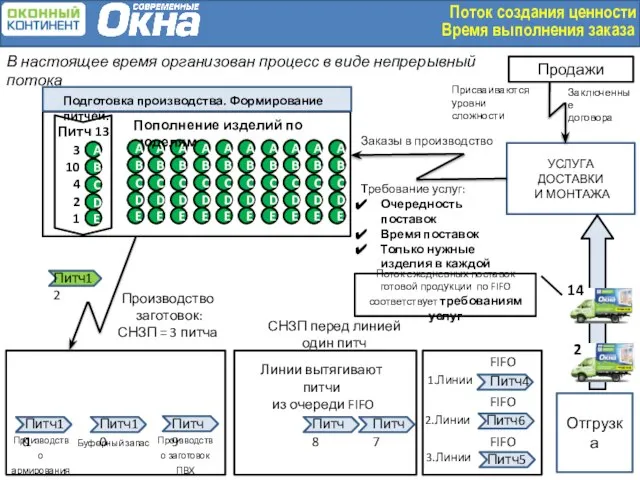
- 68. Отгрузка FIFO FIFO FIFO Производство заготовок ПВХ Производство армирования УСЛУГА ДОСТАВКИ И МОНТАЖА Заказы в производство
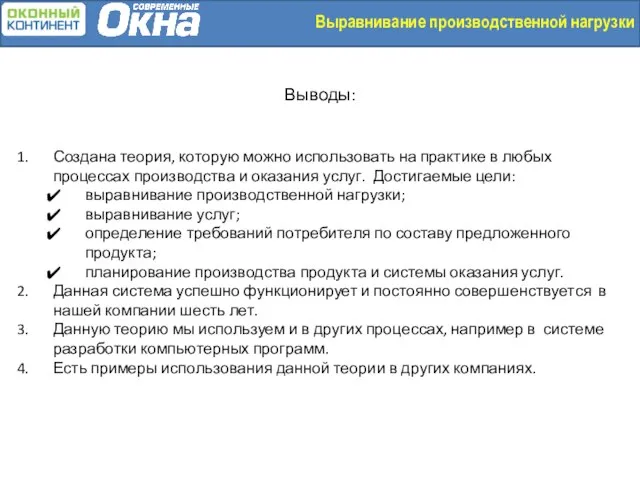
- 69. Выводы: Создана теория, которую можно использовать на практике в любых процессах производства и оказания услуг. Достигаемые
- 71. Скачать презентацию

ПРОИЗВОДСТВЕННАЯ СИСТЕМА «ОКОННЫЙ КОНТИНЕНТ»
ПРОИЗВОДСТВЕННАЯ СИСТЕМА «ОКОННЫЙ КОНТИНЕНТ»
История развития
Структура компании
Структура компании
1.ТОРГОВАЯ СЕТЬ – 128 человек
16 собственных
История развития
Структура компании
Структура компании
1.ТОРГОВАЯ СЕТЬ – 128 человек
16 собственных
ЗАКАЗ
Принцип: произвести все, что продано
Линия производства рам
Готовые створки
Готовые рамы
Линия производства створок
Готовое
ЗАКАЗ
Принцип: произвести все, что продано
Линия производства рам
Готовые створки
Готовые рамы
Линия производства створок
Готовое

Как обычно построен производственный процесс
При каждом цикле сборки окна, нужно
к
Как обычно построен производственный процесс
При каждом цикле сборки окна, нужно
к
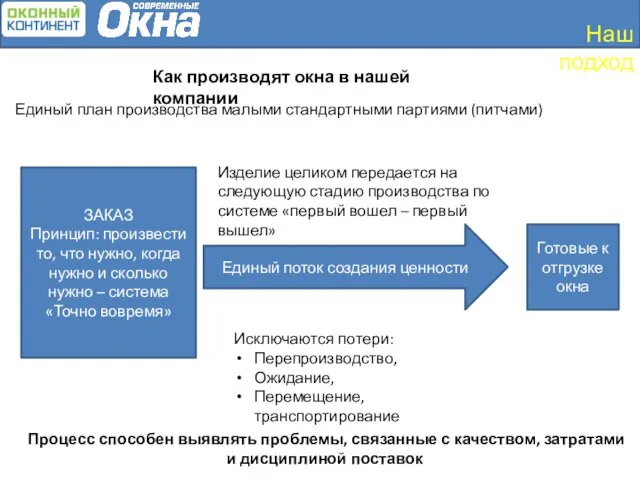
ЗАКАЗ
Принцип: произвести то, что нужно, когда нужно и сколько
нужно –
ЗАКАЗ
Принцип: произвести то, что нужно, когда нужно и сколько
нужно –
Наш подход
Почему мы стали строить поток именно так?
Все начинается с философии
Наш подход
Почему мы стали строить поток именно так?
Все начинается с философии
Наш подход
Для любой компании выживание – основной вопрос
Важно, чтобы каждый сотрудник
Наш подход
Для любой компании выживание – основной вопрос
Важно, чтобы каждый сотрудник
Усилия, которые должна прикладывать производственная система, чтобы выжить, мы сформулировали в
Усилия, которые должна прикладывать производственная система, чтобы выжить, мы сформулировали в
Способствовать общему росту компании «Оконный континент», добавляя ценность для потребителей
Способствовать стабильности
Способствовать общему росту компании «Оконный континент», добавляя ценность для потребителей
Способствовать стабильности
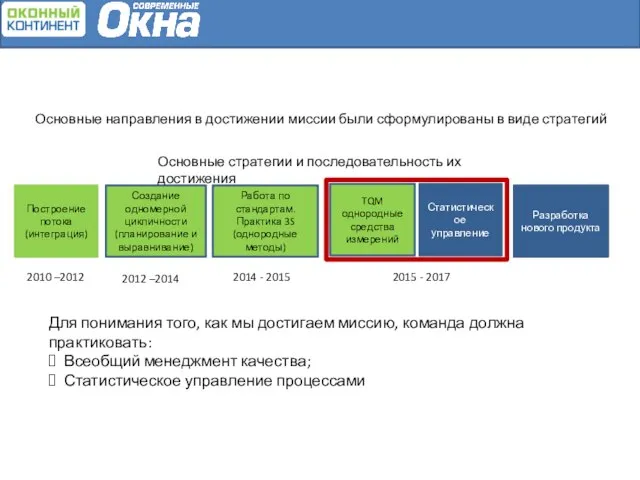
Построение потока
(интеграция)
Создание
одномерной
цикличности
(планирование и выравнивание)
Работа по стандартам. Практика 3S
(однородные методы)
TQM однородные средства
Построение потока
(интеграция)
Создание
одномерной
цикличности
(планирование и выравнивание)
Работа по стандартам. Практика 3S
(однородные методы)
TQM однородные средства
Качество определяет только конечный потребитель, а потребитель – это не человек,
Качество определяет только конечный потребитель, а потребитель – это не человек,

Система потребления
Допустим, мы произвели 1000 окон, а продали только 200. Получается,
Система потребления
Допустим, мы произвели 1000 окон, а продали только 200. Получается,
За что нам платит Потребитель
Потребитель платит за то,
что для него
За что нам платит Потребитель
Потребитель платит за то,
что для него
За что нам платит Потребитель
Сколько мы обрабатываем заказ.
Как мы комплектуем материалы.
Как
За что нам платит Потребитель
Сколько мы обрабатываем заказ.
Как мы комплектуем материалы.
Как
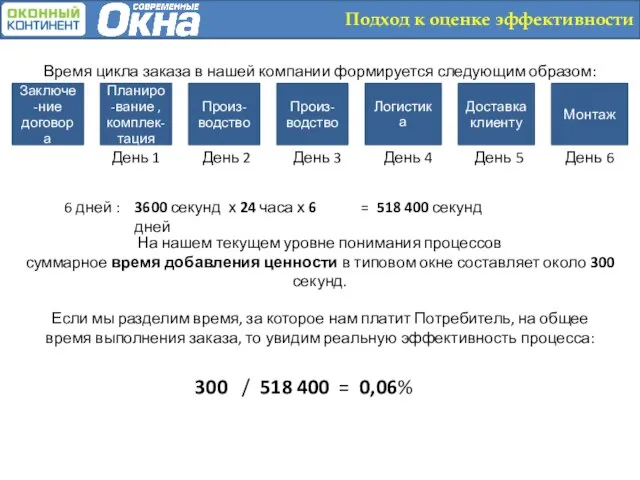
На нашем текущем уровне понимания процессов
суммарное время добавления ценности в типовом
На нашем текущем уровне понимания процессов
суммарное время добавления ценности в типовом
Система планирования и выравнивания
Система планирования и выравнивания

В 2015 году перешли на новую систему планирования производства и выравнивания
В 2015 году перешли на новую систему планирования производства и выравнивания
Для того чтобы удовлетворить Потребителя по дисциплине поставок
на 3 линиях, мы
Для того чтобы удовлетворить Потребителя по дисциплине поставок
на 3 линиях, мы
У нас три производственных линии.
Это значит, что на одной линии
мы
У нас три производственных линии.
Это значит, что на одной линии
мы
В нашем дне 40920 секунд
рабочего времени, в которое не входят
В нашем дне 40920 секунд
рабочего времени, в которое не входят
Если мы разделим доступное время 40920 секунд
на 220 изделий, которые должны
Если мы разделим доступное время 40920 секунд
на 220 изделий, которые должны
Это означает, что если линия будет выдавать
изделие каждые 186 секунд,
Это означает, что если линия будет выдавать
изделие каждые 186 секунд,
На практике изделия различаются по сложности:
Очень простое
Нормальное
Сложное
Очень сложное
Простое
и произвести любое изделие
На практике изделия различаются по сложности:
Очень простое
Нормальное
Сложное
Очень сложное
Простое
и произвести любое изделие
Если говорить более строгим языком, сложность
изделия определяется количеством ресурсов,
необходимых
Если говорить более строгим языком, сложность
изделия определяется количеством ресурсов,
необходимых
Под необходимыми ресурсами мы можем понимать
материалы, число операций, количество операторов,
Под необходимыми ресурсами мы можем понимать
материалы, число операций, количество операторов,
Но главный ресурс, который характеризует сложность
изделия – это время, затраченное
Но главный ресурс, который характеризует сложность
изделия – это время, затраченное
Условия для расчета времени производства изделий:
Поток единичных изделий – нет запасов
Изделием
Условия для расчета времени производства изделий:
Поток единичных изделий – нет запасов
Изделием
Как мы определяем время, затраченное на изготовление изделия?
Очень простое
Нормальное
Сложное
Очень сложное
Простое
Выравнивание производственной
Как мы определяем время, затраченное на изготовление изделия?
Очень простое
Нормальное
Сложное
Очень сложное
Простое
Выравнивание производственной
Как мы определяем время, затраченное на изготовление изделия?
Очень простое
Нормальное
Сложное
Очень сложное
Простое
Выравнивание производственной
Как мы определяем время, затраченное на изготовление изделия?
Очень простое
Нормальное
Сложное
Очень сложное
Простое
Выравнивание производственной
Как мы определяем время, затраченное на изготовление изделия?
Очень простое
Нормальное
Сложное
Очень сложное
Простое
Выравнивание производственной
Как мы определяем время, затраченное на изготовление изделия?
Очень простое
Нормальное
Сложное
Очень сложное
Простое
Выравнивание производственной
Как мы определяем время, затраченное на изготовление изделия?
Очень простое
Нормальное
Сложное
Очень сложное
Простое
Выравнивание производственной
Как мы определяем время, затраченное на изготовление изделия?
Очень простое
Нормальное
Сложное
Очень сложное
Простое
Выравнивание производственной
Как мы определяем время, затраченное на изготовление изделия?
Очень простое
Нормальное
Сложное
Очень сложное
Простое
Выравнивание производственной
Как мы определяем время, затраченное на изготовление изделия?
Очень простое
Нормальное
Сложное
Очень сложное
Простое
Выравнивание производственной
Как мы определяем время, затраченное на изготовление изделия?
Очень простое
Нормальное
Сложное
Очень сложное
Простое
Выравнивание производственной
Как мы определяем время, затраченное на изготовление изделия?
Очень простое
Нормальное
Сложное
Очень сложное
Простое
Выравнивание производственной
Как мы определяем время, затраченное на изготовление изделия?
Очень простое
Нормальное
Сложное
Очень сложное
Простое
Выравнивание производственной
Как мы определяем время, затраченное на изготовление изделия?
Очень простое
Нормальное
Сложное
Очень сложное
Простое
Выравнивание производственной
Как мы определяем время, затраченное на изготовление изделия?
Очень простое
Нормальное
Сложное
Очень сложное
Простое
Выравнивание производственной
Как мы определяем время, затраченное на изготовление изделия?
Очень простое
Нормальное
Сложное
Очень сложное
Простое
Выравнивание производственной
Как мы определяем время, затраченное на изготовление изделия?
Очень простое
Нормальное
Сложное
Очень сложное
Простое
Выравнивание производственной
Как мы определяем время, затраченное на изготовление изделия?
Очень простое
Нормальное
Сложное
Очень сложное
Простое
Выравнивание производственной
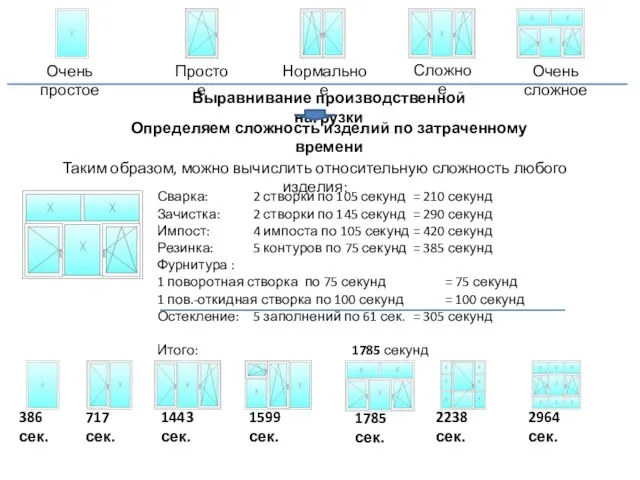
Таким образом, можно вычислить относительную сложность любого изделия:
Очень простое
Нормальное
Сложное
Очень сложное
Простое
Выравнивание производственной
Таким образом, можно вычислить относительную сложность любого изделия:
Очень простое
Нормальное
Сложное
Очень сложное
Простое
Выравнивание производственной

Что нам дают эти цифры?
Очень простое
Нормальное
Сложное
Очень сложное
Простое
Выравнивание производственной нагрузки
Определяем сложность изделий
Что нам дают эти цифры?
Очень простое
Нормальное
Сложное
Очень сложное
Простое
Выравнивание производственной нагрузки
Определяем сложность изделий
Очень простое
Нормальное
Сложное
Очень сложное
Простое
Выравнивание производственной нагрузки
Определяем сложность изделий по затраченному времени
Группируем изделия
Очень простое
Нормальное
Сложное
Очень сложное
Простое
Выравнивание производственной нагрузки
Определяем сложность изделий по затраченному времени
Группируем изделия
Выравнивание производственной
нагрузки
Определяем сложность изделий
по затраченному времени
Группируем изделия
по сложности
Следующим
Выравнивание производственной
нагрузки
Определяем сложность изделий
по затраченному времени
Группируем изделия
по сложности
Следующим
Это ключевой момент выравнивания.
Это ключевой момент выравнивания.
Это ключевой момент выравнивания.
- 3 очень простых окна
- 10 простых окон
-
Это ключевой момент выравнивания.
- 3 очень простых окна
- 10 простых окон
-
Это ключевой момент выравнивания.
- 3 очень простых окна
- 10 простых окон
-
Это ключевой момент выравнивания.
- 3 очень простых окна
- 10 простых окон
-
Это ключевой момент выравнивания.
3
Такую порцию мы называем ПИТЧ
в переводе с
Это ключевой момент выравнивания.
3
Такую порцию мы называем ПИТЧ
в переводе с
3
Вторым ключевым моментом является
последовательность и расположение моделей внутри ПИТЧА
3
Вторым ключевым моментом является
последовательность и расположение моделей внутри ПИТЧА
3
Вторым ключевым моментом является
последовательность и расположение моделей внутри ПИТЧА
3
Вторым ключевым моментом является
последовательность и расположение моделей внутри ПИТЧА

Остекление
Зная, что в питче находится 20 изделий, мы можем легко рассчитать
Остекление
Зная, что в питче находится 20 изделий, мы можем легко рассчитать
Выравнивание производственной нагрузки
Поток создания ценности
Ячейка остекления
Выполняется операция остекления 18-го изделия в
Выравнивание производственной нагрузки
Поток создания ценности
Ячейка остекления
Выполняется операция остекления 18-го изделия в
Краткий итог:
Сложность изделий можно определять затратами времени на их изготовление
Изделия разделены
Краткий итог:
Сложность изделий можно определять затратами времени на их изготовление
Изделия разделены
Выравнивание производственной нагрузки
ЦЕЛЬ: построить процесс производства в виде потока единичных изделий.
Выравнивание производственной нагрузки
ЦЕЛЬ: построить процесс производства в виде потока единичных изделий.
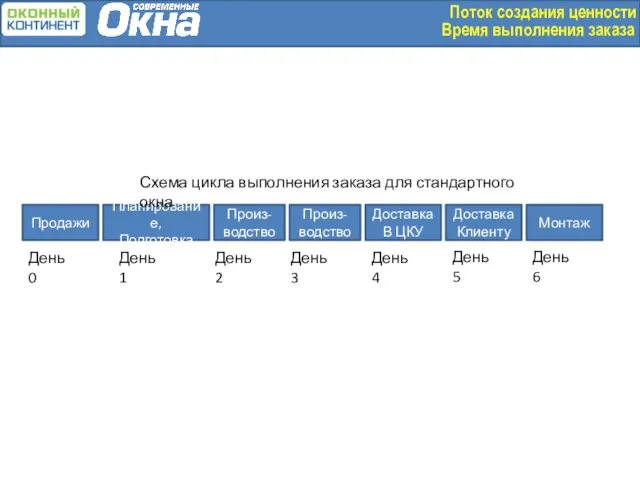
Поток создания ценности
Время выполнения заказа
Продажи
Планирование,
Подготовка
Произ-
водство
Доставка
В ЦКУ
День 0
День 1
День 2
День 3
День
Поток создания ценности
Время выполнения заказа
Продажи
Планирование,
Подготовка
Произ-
водство
Доставка
В ЦКУ
День 0
День 1
День 2
День 3
День
Поток создания ценности
Время выполнения заказа
Шаг1. День «0»
В течение дня служба продаж
Поток создания ценности
Время выполнения заказа
Шаг1. День «0»
В течение дня служба продаж

Поток создания ценности
Время выполнения заказа
Шаг2. День1
На следующее утро производится планирование монтажей
Поток создания ценности
Время выполнения заказа
Шаг2. День1
На следующее утро производится планирование монтажей
Поток создания ценности
Время выполнения заказа
Шаг3. День 1
Между заводом (поставщик) и логистическим
Поток создания ценности
Время выполнения заказа
Шаг3. День 1
Между заводом (поставщик) и логистическим
Поток создания ценности
Требования процесса-потребителя
2
«1» декабря
1
3
4
13
14
2
1
3
4
13
14
«01» декабря
«1» декабря
«02» декабря
«03» декабря
2
1
3
4
13
14
ЦКУ
ЦКУ
Завод
Готовым продуктом для
Поток создания ценности
Требования процесса-потребителя
2
«1» декабря
1
3
4
13
14
2
1
3
4
13
14
«01» декабря
«1» декабря
«02» декабря
«03» декабря
2
1
3
4
13
14
ЦКУ
ЦКУ
Завод
Готовым продуктом для

Схема потока создания ценности при работе питчами
Отгрузка
Планирование
F I F O
Питч 1
Питч
Схема потока создания ценности при работе питчами
Отгрузка
Планирование
F I F O
Питч 1
Питч
Поток создания ценности
Планирование
Производство
Отгрузка
FIFO
А
B
C
D
E
А
B
C
D
E
А
B
C
D
E
А
B
C
D
E
А
B
C
D
E
А
B
C
D
E
А
B
C
D
E
А
B
C
D
E
А
B
C
D
E
А
B
C
D
E
А
B
C
D
E
А
B
C
D
E
А
B
C
D
E
А
B
C
D
E
А
B
C
D
E
А
B
C
D
E
Доставка 05.09
Доставка 06.09
Пост. №1
Пост. №2
Пост. №3
А
B
C
D
E
А
B
C
D
E
А
B
C
D
E
А
B
C
D
E
А
B
C
D
E
А
B
C
D
E
А
B
C
D
E
А
B
C
D
E
А
B
C
D
E
Пост. №…
Пост. №1
Пост. №2
Пост.
Поток создания ценности
Планирование
Производство
Отгрузка
FIFO
А
B
C
D
E
А
B
C
D
E
А
B
C
D
E
А
B
C
D
E
А
B
C
D
E
А
B
C
D
E
А
B
C
D
E
А
B
C
D
E
А
B
C
D
E
А
B
C
D
E
А
B
C
D
E
А
B
C
D
E
А
B
C
D
E
А
B
C
D
E
А
B
C
D
E
А
B
C
D
E
Доставка 05.09
Доставка 06.09
Пост. №1
Пост. №2
Пост. №3
А
B
C
D
E
А
B
C
D
E
А
B
C
D
E
А
B
C
D
E
А
B
C
D
E
А
B
C
D
E
А
B
C
D
E
А
B
C
D
E
А
B
C
D
E
Пост. №…
Пост. №1
Пост. №2
Пост.
Поток создания ценности
Ключевые моменты при подготовке потока
А
B
C
D
E
А
B
C
D
E
А
B
C
D
E
А
B
C
D
E
А
B
C
D
E
А
B
C
D
E
А
B
C
D
E
А
B
C
D
E
А
B
C
D
E
А
B
C
D
E
А
B
C
D
E
А
B
C
D
E
А
B
C
D
E
Доставка 05.09
Производство
НЗП
min=1
max=4
питча в виде
задания
Форми-рование питча
A
B
C
B
D
C
A
…
FIFO
Питчи
Поток создания ценности
Ключевые моменты при подготовке потока
А
B
C
D
E
А
B
C
D
E
А
B
C
D
E
А
B
C
D
E
А
B
C
D
E
А
B
C
D
E
А
B
C
D
E
А
B
C
D
E
А
B
C
D
E
А
B
C
D
E
А
B
C
D
E
А
B
C
D
E
А
B
C
D
E
Доставка 05.09
Производство
НЗП
min=1
max=4
питча в виде
задания
Форми-рование питча
A
B
C
B
D
C
A
…
FIFO
Питчи
Поток создания ценности
Текущие результаты от использования системы выравнивания
Август
2013
190
172
Ноябрь
2013
Апрель
2014
163
<140
Август
2014
изделий в смену
Поток создания ценности
Текущие результаты от использования системы выравнивания
Август
2013
190
172
Ноябрь
2013
Апрель
2014
163
<140
Август
2014
изделий в смену
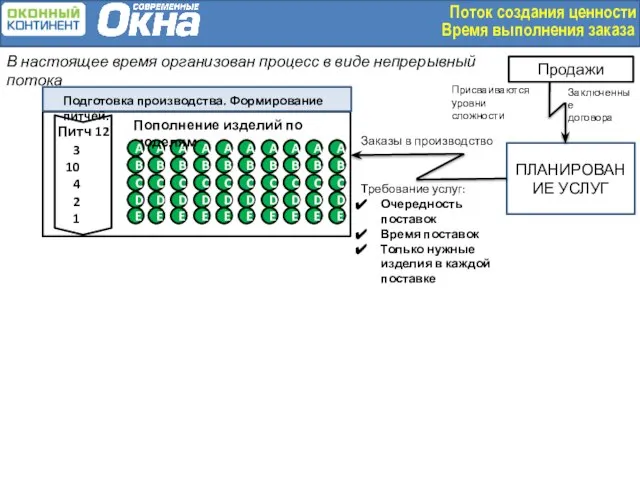
ПЛАНИРОВАНИЕ УСЛУГ
Заказы в производство
3
10
4
2
1
B
C
D
E
Питч 12
Подготовка производства. Формирование питчей.
A
B
C
D
E
A
B
C
D
E
A
B
C
D
E
A
B
C
D
E
A
B
C
D
E
A
B
C
D
E
A
B
C
D
E
A
B
C
D
E
A
Пополнение изделий по моделям
Продажи
Заключенные
ПЛАНИРОВАНИЕ УСЛУГ
Заказы в производство
3
10
4
2
1
B
C
D
E
Питч 12
Подготовка производства. Формирование питчей.
A
B
C
D
E
A
B
C
D
E
A
B
C
D
E
A
B
C
D
E
A
B
C
D
E
A
B
C
D
E
A
B
C
D
E
A
B
C
D
E
A
Пополнение изделий по моделям
Продажи
Заключенные
ПЛАНИРОВАНИЕ УСЛУГ
Заказы в производство
3
10
4
2
1
Питч 12
Подготовка производства. Формирование питчей.
Пополнение изделий по моделям
Продажи
Заключенные
ПЛАНИРОВАНИЕ УСЛУГ
Заказы в производство
3
10
4
2
1
Питч 12
Подготовка производства. Формирование питчей.
Пополнение изделий по моделям
Продажи
Заключенные
Отгрузка
FIFO
FIFO
FIFO
Питч7
Питч8
Питч9
Производство заготовок ПВХ
Производство армирования
Производство
заготовок:
СНЗП = 3 питча
Питч4
Питч5
Питч6
Линии вытягивают питчи
Отгрузка
FIFO
FIFO
FIFO
Питч7
Питч8
Питч9
Производство заготовок ПВХ
Производство армирования
Производство
заготовок:
СНЗП = 3 питча
Питч4
Питч5
Питч6
Линии вытягивают питчи

Отгрузка
FIFO
FIFO
FIFO
Питч8
Питч9
Производство заготовок ПВХ
Производство армирования
ПЛАНИРОВАНИЕ УСЛУГ
Заказы в производство
3
10
4
2
1
A
B
C
D
E
Питч 12
Подготовка производства. Формирование
Отгрузка
FIFO
FIFO
FIFO
Питч8
Питч9
Производство заготовок ПВХ
Производство армирования
ПЛАНИРОВАНИЕ УСЛУГ
Заказы в производство
3
10
4
2
1
A
B
C
D
E
Питч 12
Подготовка производства. Формирование
Отгрузка
FIFO
FIFO
FIFO
Производство заготовок ПВХ
Производство армирования
ПЛАНИРОВАНИЕ УСЛУГ
Заказы в производство
3
10
4
2
1
A
B
C
D
E
Питч 12
Подготовка производства. Формирование
Отгрузка
FIFO
FIFO
FIFO
Производство заготовок ПВХ
Производство армирования
ПЛАНИРОВАНИЕ УСЛУГ
Заказы в производство
3
10
4
2
1
A
B
C
D
E
Питч 12
Подготовка производства. Формирование
Отгрузка
FIFO
FIFO
FIFO
Производство заготовок ПВХ
Производство армирования
ПЛАНИРОВАНИЕ УСЛУГ
Заказы в производство
3
10
4
2
1
B
C
D
Питч 12
Подготовка производства. Формирование
Отгрузка
FIFO
FIFO
FIFO
Производство заготовок ПВХ
Производство армирования
ПЛАНИРОВАНИЕ УСЛУГ
Заказы в производство
3
10
4
2
1
B
C
D
Питч 12
Подготовка производства. Формирование
Отгрузка
FIFO
FIFO
FIFO
Производство заготовок ПВХ
Производство армирования
ПЛАНИРОВАНИЕ УСЛУГ
Заказы в производство
Поток ежедневных поставок готовой
Отгрузка
FIFO
FIFO
FIFO
Производство заготовок ПВХ
Производство армирования
ПЛАНИРОВАНИЕ УСЛУГ
Заказы в производство
Поток ежедневных поставок готовой
Отгрузка
FIFO
FIFO
FIFO
Производство заготовок ПВХ
Производство армирования
УСЛУГА
ДОСТАВКИ
И МОНТАЖА
Заказы в производство
3
10
4
2
1
A
B
C
D
E
Питч 13
Подготовка
Отгрузка
FIFO
FIFO
FIFO
Производство заготовок ПВХ
Производство армирования
УСЛУГА
ДОСТАВКИ
И МОНТАЖА
Заказы в производство
3
10
4
2
1
A
B
C
D
E
Питч 13
Подготовка
Выводы:
Создана теория, которую можно использовать на практике в любых процессах производства
Выводы:
Создана теория, которую можно использовать на практике в любых процессах производства
 Совершенствование управления деятельностью организации на основе онлайн-маркетинга
Совершенствование управления деятельностью организации на основе онлайн-маркетинга ООО Судпромкомплект. Быстровозводимые здания из сендвичпанелей
ООО Судпромкомплект. Быстровозводимые здания из сендвичпанелей Напыляемая шумоизоляция
Напыляемая шумоизоляция Glo - продукт нового поколения от компании Бритиш Американ Тобакко
Glo - продукт нового поколения от компании Бритиш Американ Тобакко Кинотеатр Шахтер, правки
Кинотеатр Шахтер, правки Определение проблемы и подхода к проведению маркетингового исследования
Определение проблемы и подхода к проведению маркетингового исследования Областной центр детско-юношеского туризма и экологии. Перспективы развития детско-юношеского туризма
Областной центр детско-юношеского туризма и экологии. Перспективы развития детско-юношеского туризма Этикет в продажах
Этикет в продажах Alan Bray Парфюмированная вода Высший Свет L`Imperatrice, женская 50 мл
Alan Bray Парфюмированная вода Высший Свет L`Imperatrice, женская 50 мл Все о кофе. Теоритический курс бариста
Все о кофе. Теоритический курс бариста SNDGroup. Новая технология соединения. Умная фольга
SNDGroup. Новая технология соединения. Умная фольга Реклама. Цель и функции рекламы
Реклама. Цель и функции рекламы Сегментирование рынка
Сегментирование рынка Project: Global Social Media Plan // November Topic: #tbt Throwback Thursday Subline: Featuring a classic Golf Cabriolet
Project: Global Social Media Plan // November Topic: #tbt Throwback Thursday Subline: Featuring a classic Golf Cabriolet Мобильное приложение от АФ АИС
Мобильное приложение от АФ АИС Маркетинг в индустрии туризма и гостеприимства
Маркетинг в индустрии туризма и гостеприимства Кейсы в SMM. Где искать и что читать?
Кейсы в SMM. Где искать и что читать? Сибирская коллекция бальзамов
Сибирская коллекция бальзамов Zdobienie powierzchni
Zdobienie powierzchni Аппаратная техника напыления бровей
Аппаратная техника напыления бровей Guideline. Штурмовик
Guideline. Штурмовик Операции международной купли-продажи товаров. Лекция 3
Операции международной купли-продажи товаров. Лекция 3 Препараты для СПА стоп
Препараты для СПА стоп Смарт ТВ
Смарт ТВ Натуральные полотна
Натуральные полотна Элементы питания Maxell
Элементы питания Maxell Санкт-Петербург. Тип дома
Санкт-Петербург. Тип дома Alivemax маркетинг-план
Alivemax маркетинг-план