- автоматизация металлургических производств - презентация к уроку Технологии

Содержание
- 2. Автоматизация металлургических производств Красноярск, 2008 Для студентов специальности 150100 – «Металлургия»
- 3. УДК 669.2 ББК 34.3 А18 Электронный учебно-методический комплекс по дисциплине «Автоматизация металлургических производств» подготовлен в рамках
- 4. Оглавление Основы теории Основы теории автоматического управления Элементы и системы автоматического управления металлургическими агрегатами и процессами
- 5. Основы теории автоматического управления Красноярск, 2008
- 6. Основы теории автоматического управления Основные понятия Классификация систем управления и регулирования Статические и динамические характеристики элементов
- 7. Основы теории автоматического управления Автоматические регуляторы, типовые законы регулирования Предварительный выбор структуры системы регулирования Стандартные законы
- 8. Основы теории автоматического управления Основные понятия Физические величины, определяющие ход технологического процесса, называются параметрами технологического процесса.
- 9. Основы теории автоматического управления Основные понятия Значение регулируемой величины в рассматриваемый момент времени называется мгновенным значением.
- 10. Основы теории автоматического управления Основные понятия Регулирование – частный вид управления, когда задачей является обеспечение постоянства
- 11. Основы теории автоматического управления Основные понятия Управляющее воздействие (u) – воздействие управляющего устройства на объект управления.
- 12. Основы теории автоматического управления Основные понятия Регулятор (Р) – комплекс устройств, присоединяемых к регулируемому объекту и
- 13. Основы теории автоматического управления Классификация систем управления и регулирования 1. По методу управления АСУ подразделяются на
- 14. Основы теории автоматического управления Классификация систем управления и регулирования 2. По характеру использования информации АСУ и
- 15. Основы теории автоматического управления Классификация систем управления и регулирования 4. По числу регулируемых величин АСУ делятся
- 16. Основы теории автоматического управления Классификация систем управления и регулирования 6. По виду энергии, применяемой для работы,
- 17. Основы теории автоматического управления Статические и динамические характеристики элементов и систем Динамическая характеристика (уравнение динамики) описывает
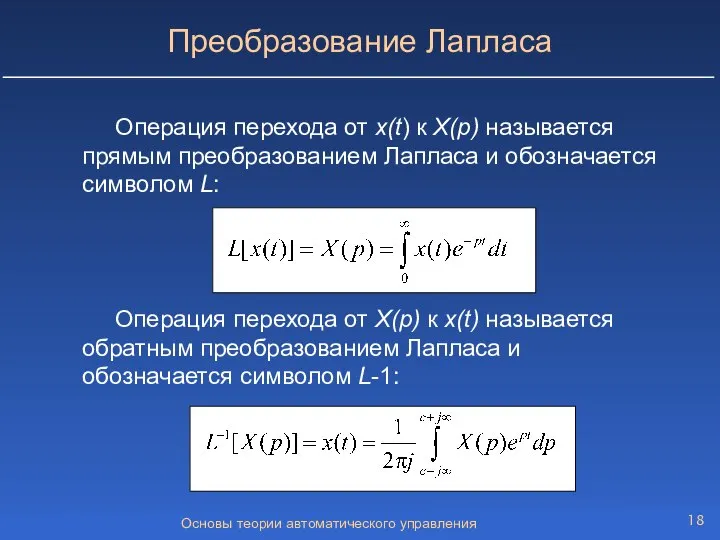
- 18. Основы теории автоматического управления Преобразование Лапласа Операция перехода от x(t) к X(p) называется прямым преобразованием Лапласа
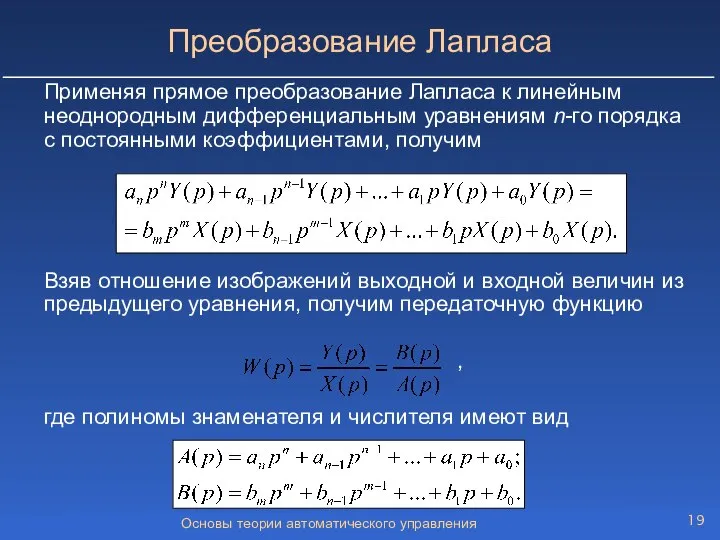
- 19. Основы теории автоматического управления Применяя прямое преобразование Лапласа к линейным неоднородным дифференциальным уравнениям n-го порядка с
- 20. Основы теории автоматического управления Временные динамические характеристики Зависимость выходной величины элемента или системы от времени при
- 21. Основы теории автоматического управления Отношение изображений по Фурье выходной и входной величин, равное , называется амплитудно-фазовой
- 22. Основы теории автоматического управления Амплитудная частотная характеристика
- 23. Основы теории автоматического управления Типовые звенья АСР и их характеристики 1. Пропорциональное звено. 2. Интегрирующее звено.
- 24. Основы теории автоматического управления Пропорциональное звено Пропорциональное звено описывается уравнением пропорциональной связи выходной величины y(t) от
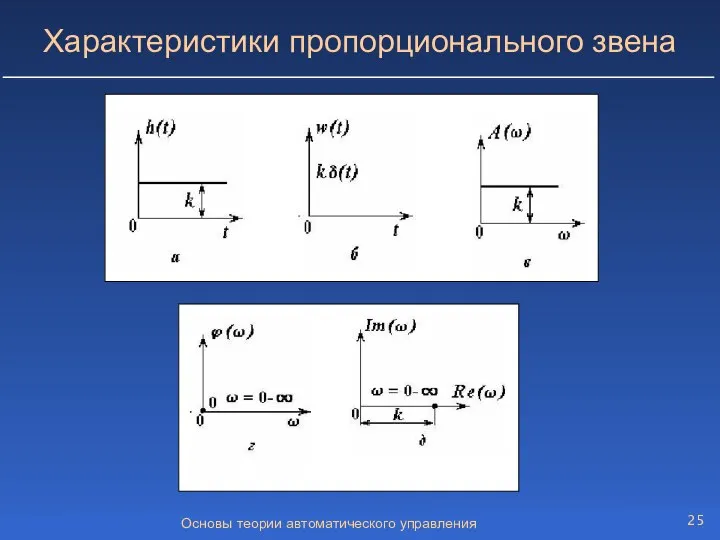
- 25. Основы теории автоматического управления Характеристики пропорционального звена
- 26. Основы теории автоматического управления Интегрирующее звено Интегрирующее звено описывается уравнением . Передаточная функция интегрирующего звена: .
- 27. Основы теории автоматического управления Характеристики интегрирующего звена
- 28. Основы теории автоматического управления Апериодическое звено 1-го порядка имеет неколебательный (апериодический) характер переходного процесса и описывается
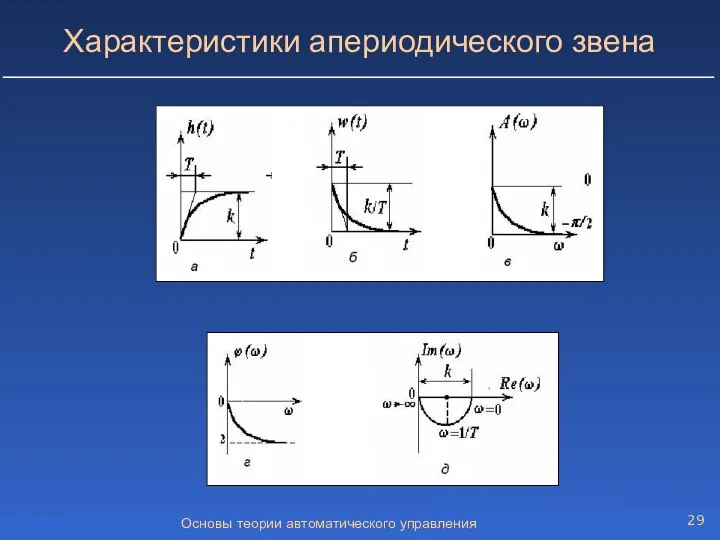
- 29. Основы теории автоматического управления Характеристики апериодического звена
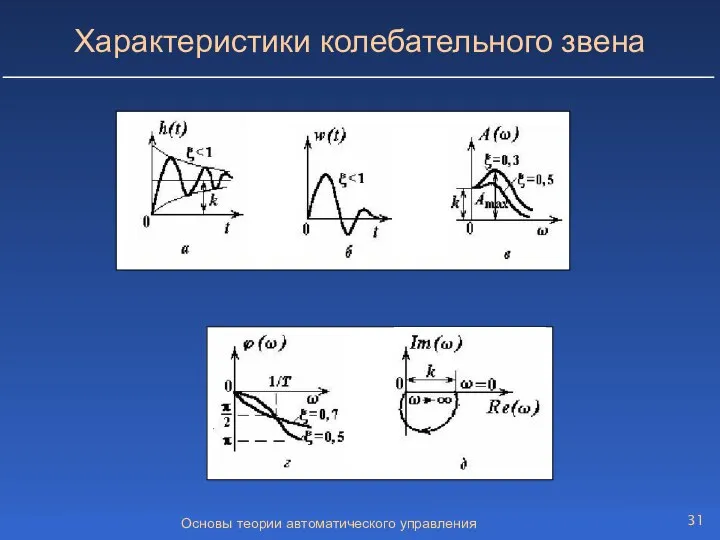
- 30. Основы теории автоматического управления Колебательное звено Колебательное звено имеет колебательный переходной процесс и описывается уравнением где
- 31. Основы теории автоматического управления Характеристики колебательного звена
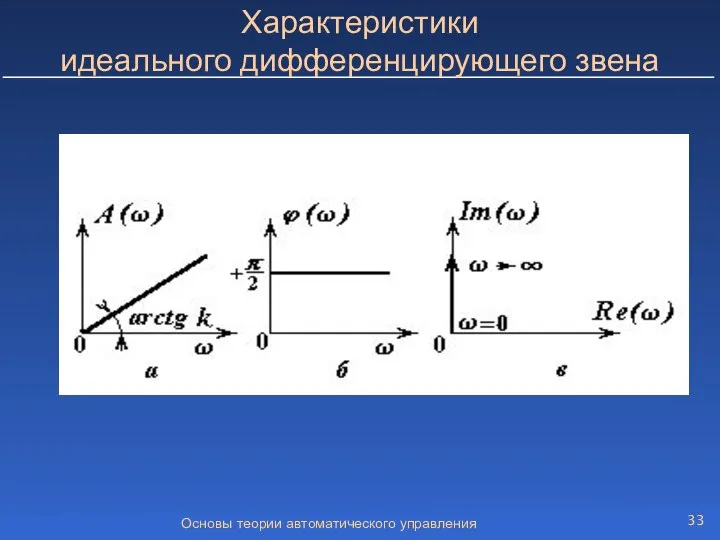
- 32. Основы теории автоматического управления Дифференцирующее звено Идеальное дифференцирующее звенo описывается уравнением , то есть выходная величина
- 33. Основы теории автоматического управления Характеристики идеального дифференцирующего звена
- 34. Основы теории автоматического управления Звено чистого запаздывания В звене чистого запаздывания выходная величина точно повторяет изменения
- 35. Основы теории автоматического управления Характеристики звена чистого запаздывания
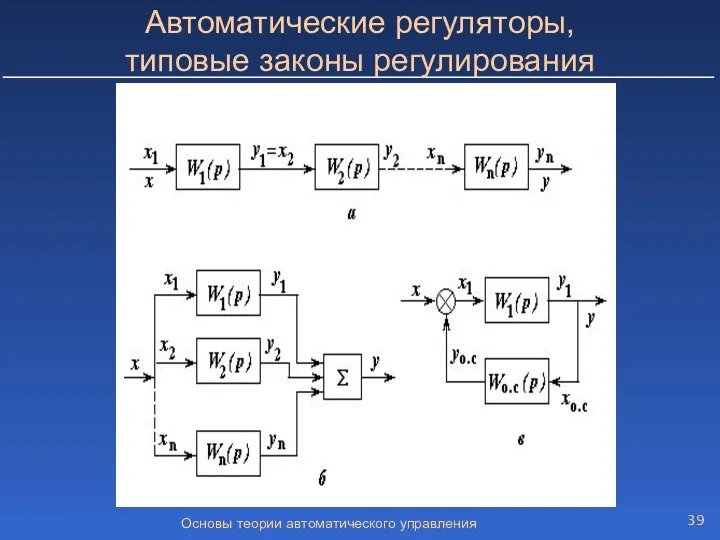
- 36. Основы теории автоматического управления Соединения звеньев Различают три типа соединения звеньев: последовательное, параллельное и с обратной
- 37. Основы теории автоматического управления Соединения звеньев При параллельном соединении звеньев на вход всех звеньев поступает одна
- 38. Основы теории автоматического управления Соединения звеньев Передаточная функция системы при охвате звена обратной связи: Знак “минус”
- 39. Основы теории автоматического управления Автоматические регуляторы, типовые законы регулирования
- 40. Основы теории автоматического управления Предварительный выбор структуры системы регулирования При выборе структуры АСР следует руководствоваться следующими
- 41. Основы теории автоматического управления Структурная схема типовой АСР
- 42. Основы теории автоматического управления Стандартные законы регулирования пропорциональный (П-закон); интегральный (И-закон); пропорционально-интегральный (ПИ-закон); пропорционально-интегрально-дифференциальный (ПИД-закон); пропорционально-дифференциальный
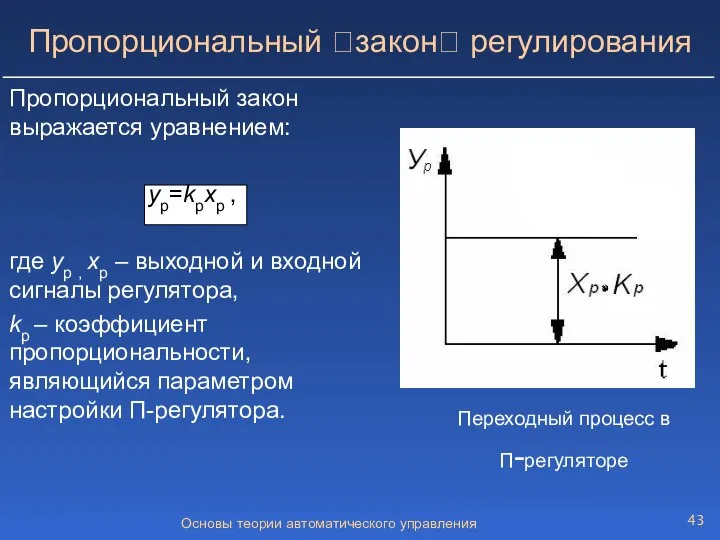
- 43. Основы теории автоматического управления Пропорциональный закон регулирования Пропорциональный закон выражается уравнением: yp=kpxp , где yp ,
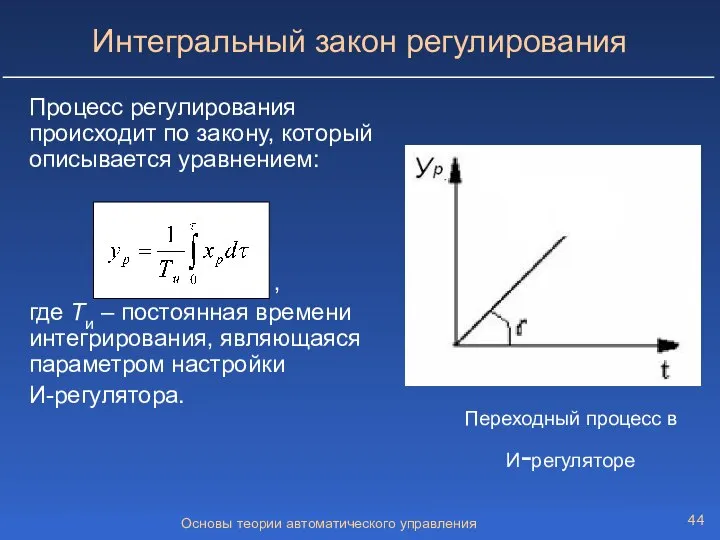
- 44. Основы теории автоматического управления Интегральный закон регулирования Процесс регулирования происходит по закону, который описывается уравнением: ,
- 45. Основы теории автоматического управления Пропорционально – интегральный закон регулирования Пропорционально - интегральный закон выражается уравнением: .
- 46. Основы теории автоматического управления Пропорционально – интегрально – дифференциальный закон регулирования ПИД-закон регулирования определяется уравнением: ,
- 47. Основы теории автоматического управления Понятие устойчивости АСР Устойчивость автоматической системы – это свойство системы возвращаться в
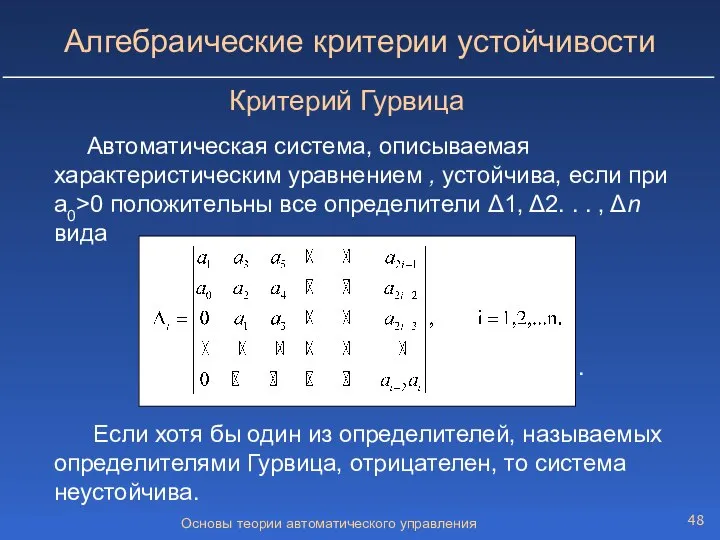
- 48. Основы теории автоматического управления Алгебраические критерии устойчивости Автоматическая система, описываемая характеристическим уравнением , устойчива, если при
- 49. Основы теории автоматического управления Критерий Михайлова Автоматическая система управления, описываемая уравнением n-го порядка, устойчива, если при
- 50. Основы теории автоматического управления Характеристические кривые (годографы) Михайлова
- 51. Основы теории автоматического управления Критерий Найквиста Автоматическая система управления устойчива, если амплитудно-фазовая характеристика W(jω) разомкнутого контура
- 52. Основы теории автоматического управления Логарифмические частотные характеристики статических систем 1 – устойчивая; 2 – находящаяся на
- 53. Основы теории автоматического управления Методы исследования качества переходного процесса Свойства системы, выраженные в количественной форме, называют
- 54. Основы теории автоматического управления Прямые показатели качества процесса регулирования а − по каналу задания; б −
- 55. Основы теории автоматического управления Частотные показатели качества
- 56. Основы теории автоматического управления Корневые показатели качества
- 57. Основы теории автоматического управления Модели объектов регулирования и методы их получения Совокупность математических уравнений, отражающих взаимосвязь
- 58. Основы теории автоматического управления Статические характеристики а – линейная; б – нелинейная
- 59. Основы теории автоматического управления Переходный процесс в объекте первого порядка с самовыравниванием
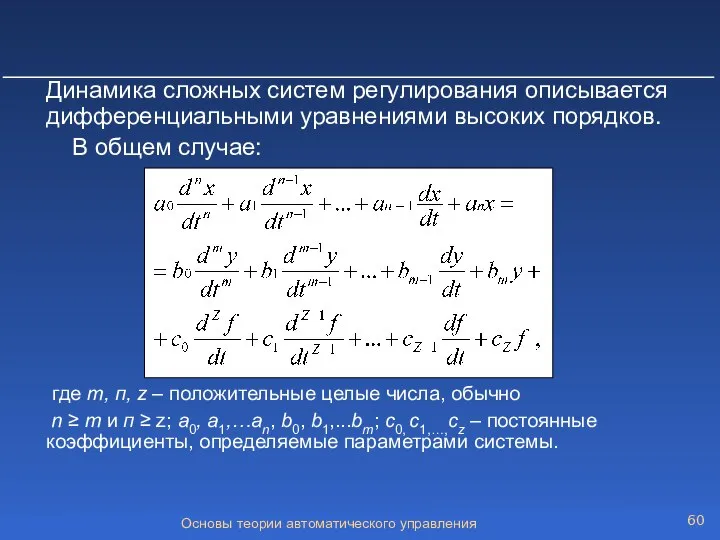
- 60. Основы теории автоматического управления Динамика сложных систем регулирования описывается дифференциальными уравнениями высоких порядков. В общем случае:
- 61. Элементы и системы автоматического управления металлургическими агрегатами и процессами Красноярск, 2008
- 62. Элементы и системы автоматического управления металлургическими агрегатами и процессами Измерение температуры Бесконтактные методы измерения температуры Манометрические
- 63. Элементы и системы автоматического управления металлургическими агрегатами и процессами Калориметрические (тепловые) расходомеры Ультразвуковые расходомеры Измерение уровня
- 64. Элементы и системы автоматического управления металлургическими агрегатами Измерение температуры В России применяются две температурных шкалы: абсолютная
- 65. Элементы и системы автоматического управления металлургическими агрегатами Приборы для измерения температуры контактным способом В зависимости от
- 66. Элементы и системы автоматического управления металлургическими агрегатами 3. Электрические термометры сопротивления основаны на изменении электрического сопротивления
- 67. Элементы и системы автоматического управления металлургическими агрегатами Бесконтактные методы измерения температуры К бесконтактным приборам относятся пирометры
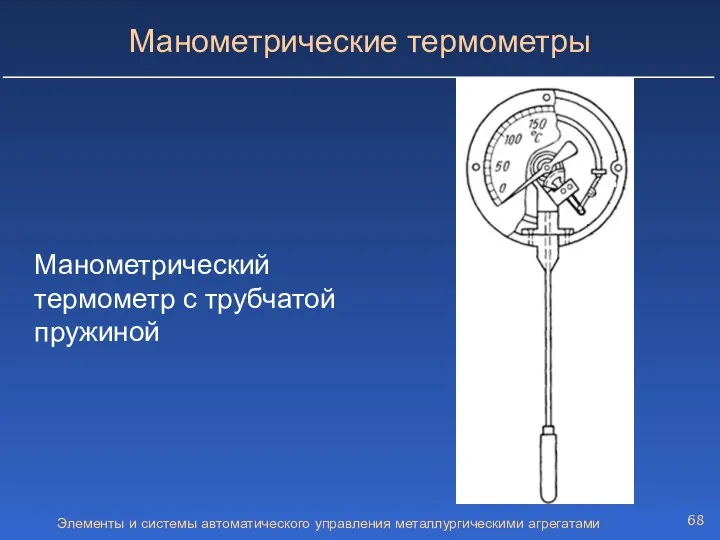
- 68. Элементы и системы автоматического управления металлургическими агрегатами Манометрические термометры Манометрический термометр с трубчатой пружиной
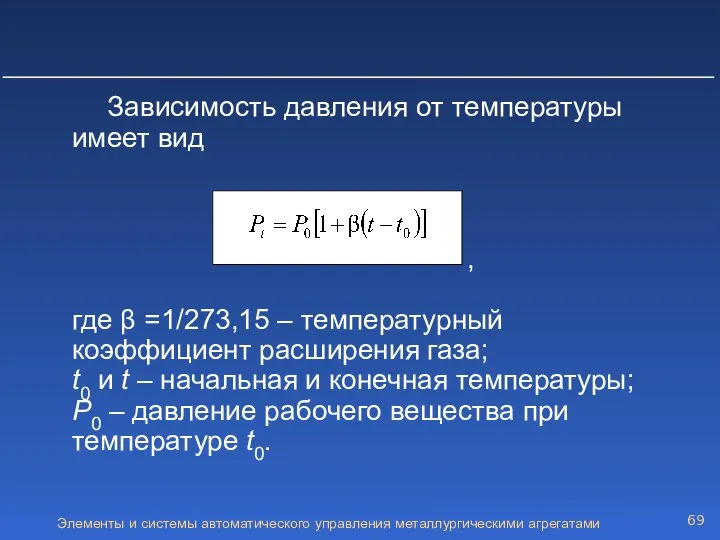
- 69. Элементы и системы автоматического управления металлургическими агрегатами Зависимость давления от температуры имеет вид , где β
- 70. Элементы и системы автоматического управления металлургическими агрегатами Электрические термометры сопротивления и приборы для работы c ними
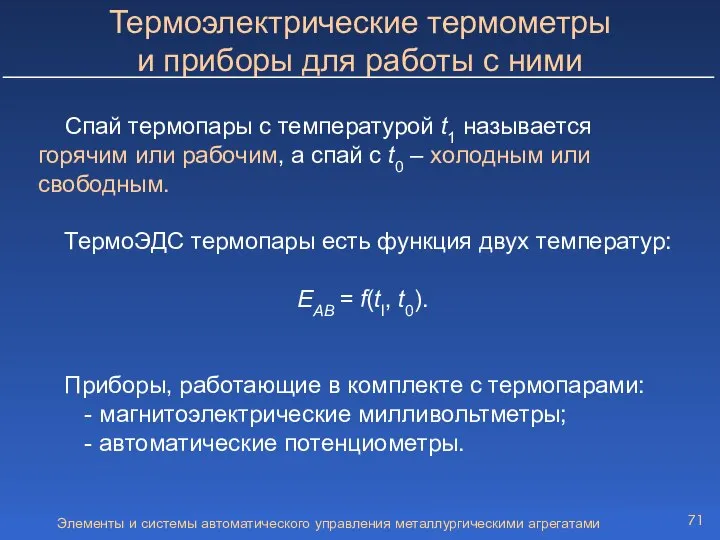
- 71. Элементы и системы автоматического управления металлургическими агрегатами Спай термопары с температурой t1 называется горячим или рабочим,
- 72. Элементы и системы автоматического управления металлургическими агрегатами Электрическая схема термоэлектрического преобразователя (термопара)
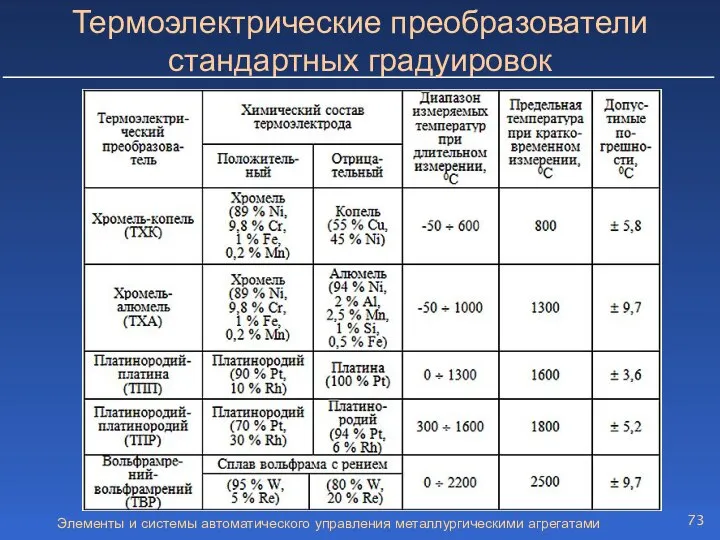
- 73. Элементы и системы автоматического управления металлургическими агрегатами Термоэлектрические преобразователи стандартных градуировок
- 74. Элементы и системы автоматического управления металлургическими агрегатами Термопреобразователи с унифицированным выходным сигналом ТХАУ Метран-271, ТСМУ Метран-74
- 75. Элементы и системы автоматического управления металлургическими агрегатами Чувствительный элемент первичного преобразователя и встроенный в головку датчика
- 76. Элементы и системы автоматического управления металлургическими агрегатами Интеллектуальные преобразователи температуры Метран-281, Метран-286
- 77. Элементы и системы автоматического управления металлургическими агрегатами Метран-280 Интеллектуальные преобразователи температуры (ИПТ) Метран-280: Метран-281, Метран-286 предназначены
- 78. Элементы и системы автоматического управления металлургическими агрегатами Метран-280 В Метран-280 реализовано три единицы измерения температуры: -
- 79. Элементы и системы автоматического управления металлургическими агрегатами При обнаружении неисправности в режиме самодиагностики выходной сигнал устанавливается
- 80. Элементы и системы автоматического управления металлургическими агрегатами Термометры цифровые малогабаритные ТЦМ 9210
- 81. Элементы и системы автоматического управления металлургическими агрегатами Термометры ТЦМ 9210 Термометры ТЦМ 9210 предлагаются для замены
- 82. Элементы и системы автоматического управления металлургическими агрегатами Термометры применяются при научных исследованиях, в технологических процессах в
- 83. Элементы и системы автоматического управления металлургическими агрегатами В качестве ЧЭ в ТТЦ термометров используются термопреобразователи сопротивления
- 84. Элементы и системы автоматического управления металлургическими агрегатами Бесконтактные методы измерения температуры Основные законы теплового излучения Участок
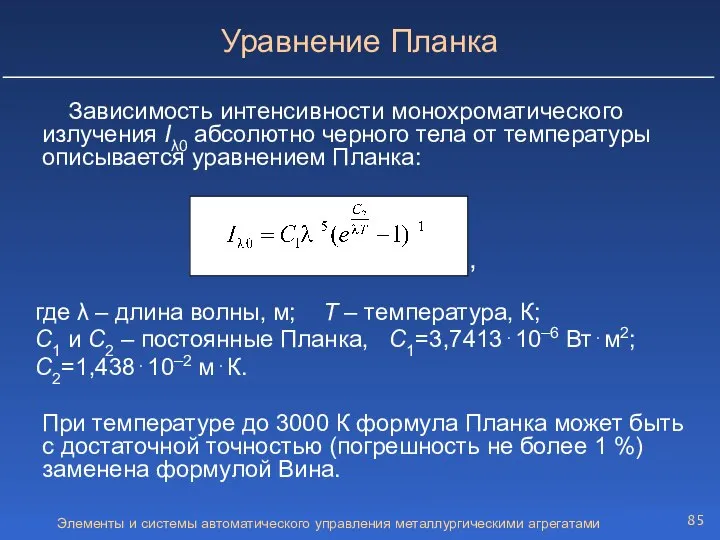
- 85. Элементы и системы автоматического управления металлургическими агрегатами Зависимость интенсивности монохроматического излучения Iλ0 абсолютно черного тела от
- 86. Элементы и системы автоматического управления металлургическими агрегатами Формула Вина Интеграл от интенсивности излучения по всем длинам
- 87. Элементы и системы автоматического управления металлургическими агрегатами Яркостной температурой реального тела Тя называют температуру, при которой
- 88. Элементы и системы автоматического управления металлургическими агрегатами Температура реального тела, измеряемая радиационными пирометрами называется радиационной Тр.
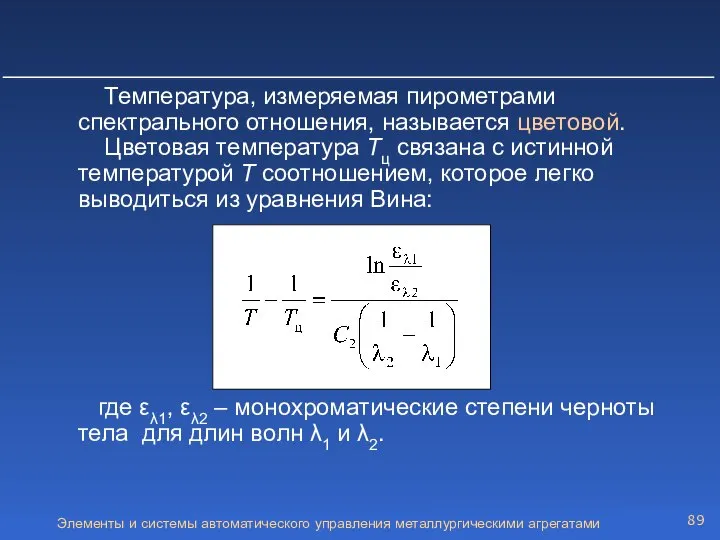
- 89. Элементы и системы автоматического управления металлургическими агрегатами Температура, измеряемая пирометрами спектрального отношения, называется цветовой. Цветовая температура
- 90. Элементы и системы автоматического управления металлургическими агрегатами Виды пирометров Переносные пирометры ST20/30Pro, ST60/80ProPlus
- 91. Элементы и системы автоматического управления металлургическими агрегатами Быстродействующие, компактные и легкие пирометры пистолетного типа обеспечивают бесконтактные
- 92. Элементы и системы автоматического управления металлургическими агрегатами Переносные пирометры Raynger 3i
- 93. Элементы и системы автоматического управления металлургическими агрегатами Raynger 3i Raynger 3i – серия бесконтактных инфракрасных термометров
- 94. Элементы и системы автоматического управления металлургическими агрегатами Raynger 3i В пирометрах серии Raynger 3i предусмотрено: -
- 95. Элементы и системы автоматического управления металлургическими агрегатами Универсальная система измерения температуры THERMALERT GP
- 96. Элементы и системы автоматического управления металлургическими агрегатами Thermalert GP Thermalert GP – универсальная система для непрерывного
- 97. Элементы и системы автоматического управления металлургическими агрегатами Thermalert GP В пирометрах серии Thermalert GP: - параметры
- 98. Элементы и системы автоматического управления металлургическими агрегатами Бесконтактные инфракрасные датчики THERMALERT TX
- 99. Элементы и системы автоматического управления металлургическими агрегатами Thermalert ТХ Стационарные бесконтактные инфракрасные датчики серии Thermalert ТХ
- 100. Элементы и системы автоматического управления металлургическими агрегатами Одноцветные пирометры Marathon MA
- 101. Элементы и системы автоматического управления металлургическими агрегатами Пирометры спектрального отношения Marathon MR1S
- 102. Элементы и системы автоматического управления металлургическими агрегатами Marathon MR1S Стационарные инфракрасные пирометры спектрального отношения серии Marathon
- 103. Элементы и системы автоматического управления металлургическими агрегатами Marathon MR1S В пирометрах данной серии предусмотрено: - одно
- 104. Элементы и системы автоматического управления металлургическими агрегатами Оптоволоконные пирометры спектрального отношения Marathon FibreOptic
- 105. Элементы и системы автоматического управления металлургическими агрегатами Marathon FR1 Стационарные пирометры серии Marathon FR1 используют технологию
- 106. Элементы и системы автоматического управления металлургическими агрегатами Инфракрасные измерительные датчики и оптоволоконная сборка выдерживают температуру окружающей
- 107. Элементы и системы автоматического управления металлургическими агрегатами Коммуникатор Метран - 650
- 108. Элементы и системы автоматического управления металлургическими агрегатами Коммуникатор Коммуникатор не является средством измерений. Коммуникатор Метран-650 –
- 109. Элементы и системы автоматического управления металлургическими агрегатами
- 110. Элементы и системы автоматического управления металлургическими агрегатами Основной частью коммуникатора является микропроцессор, который: - обрабатывает принятую
- 111. Элементы и системы автоматического управления металлургическими агрегатами HARТ-модем Метран-681
- 112. Элементы и системы автоматического управления металлургическими агрегатами HART-модем Метран-681 предназначен для согласования (связи) персонального компьютера или
- 113. Элементы и системы автоматического управления металлургическими агрегатами Измерение давления Различают следующие виды давления: - атмосферное (барометрическое),
- 114. Элементы и системы автоматического управления металлургическими агрегатами По виду измеряемого давления приборы подразделяют: Манометры – для
- 115. Элементы и системы автоматического управления металлургическими агрегатами Схемы U-образного манометра (а) и чашечного манометра (б)
- 116. Элементы и системы автоматического управления металлургическими агрегатами Дифманометр типа «кольцевые весы»
- 117. Элементы и системы автоматического управления металлургическими агрегатами Манометр с одновитковой трубчатой пружиной
- 118. Элементы и системы автоматического управления металлургическими агрегатами Коррозионностойкие датчики давления МЕТРАН-49
- 119. Элементы и системы автоматического управления металлургическими агрегатами Измеряемые среды Измеряемые среды – агрессивные среды с высоким
- 120. Элементы и системы автоматического управления металлургическими агрегатами Метран-49 Коррозионностойкие интеллектуальные датчики давления Метран-49 предназначены для работы
- 121. Элементы и системы автоматического управления металлургическими агрегатами Датчики давления 3051S
- 122. Элементы и системы автоматического управления металлургическими агрегатами 3051S Super Module Датчики давления 3051S Super Module (супер
- 123. Элементы и системы автоматического управления металлургическими агрегатами Датчики давления 1151
- 124. Элементы и системы автоматического управления металлургическими агрегатами Датчики давления 1151 Измеряемая среда: газ, жидкости (в т.ч.
- 125. Элементы и системы автоматического управления металлургическими агрегатами Датчики давления 1151 Высокоточные интеллектуальные датчики давления серии 1151
- 126. Элементы и системы автоматического управления металлургическими агрегатами Датчик давления МЕТРАН-55-ДМП 331
- 127. Элементы и системы автоматического управления металлургическими агрегатами Датчик давления МЕТРАН-55-ДМП 331 Измеряемые среды: жидкость, пар, газ.
- 128. Элементы и системы автоматического управления металлургическими агрегатами Метран-55-ДМП 331 Метран-55-ДМП 331 – универсальный датчик давления для
- 129. Элементы и системы автоматического управления металлургическими агрегатами Датчик давления МЕТРАН-55-ЛМК 351
- 130. Элементы и системы автоматического управления металлургическими агрегатами Датчик давления МЕТРАН-55-ЛМК 351 Измеряемые среды: жидкость, пар, газ.
- 131. Элементы и системы автоматического управления металлургическими агрегатами Датчик давления МЕТРАН-55-ЛМК 351 Метран-55-ЛМК 351 – датчик давления
- 132. Элементы и системы автоматического управления металлургическими агрегатами Многофункциональный датчик давления Метран-55-ДС
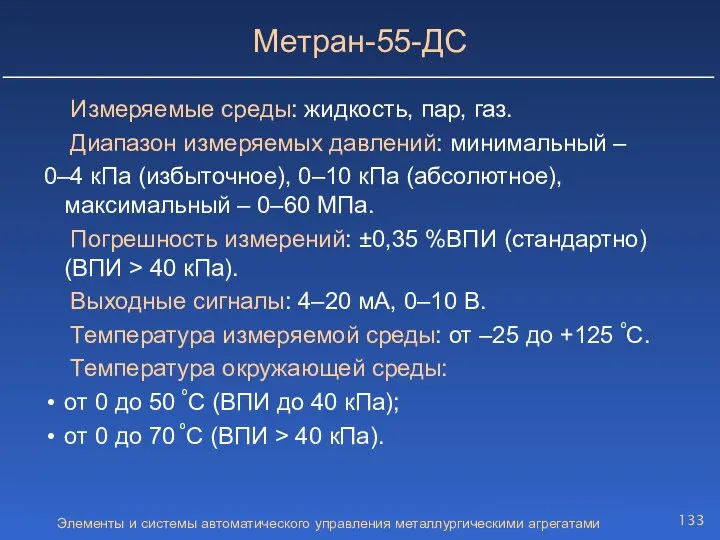
- 133. Элементы и системы автоматического управления металлургическими агрегатами Метран-55-ДС Измеряемые среды: жидкость, пар, газ. Диапазон измеряемых давлений:
- 134. Элементы и системы автоматического управления металлургическими агрегатами Метран-55-ДС Многофункциональный датчик давления Метран-55-ДС 200 предназначен для работы
- 135. Элементы и системы автоматического управления металлургическими агрегатами Измерение расхода, количества жидкостей и газов Расход вещества –
- 136. Элементы и системы автоматического управления металлургическими агрегатами В соответствии с применяемыми методами измерений измерительные приборы подразделяют
- 137. Элементы и системы автоматического управления металлургическими агрегатами Расходомеры переменного перепада давления Стандартные сужающие устройства: а –
- 138. Элементы и системы автоматического управления металлургическими агрегатами Для практического использования применяют следующие уравнения для определения объемного
- 139. Элементы и системы автоматического управления металлургическими агрегатами Расходомер перепада давлений
- 140. Элементы и системы автоматического управления металлургическими агрегатами Расходомер перепада давлений Нормализованные сужающие устройства могут применяться в
- 141. Элементы и системы автоматического управления металлургическими агрегатами Расходомеры постоянного перепада давления Схемы расходомеров обтекания
- 142. Элементы и системы автоматического управления металлургическими агрегатами Объемный расход вещества можно подсчитать по формуле , где
- 143. Элементы и системы автоматического управления металлургическими агрегатами Электромагнитные расходомеры Схема преобразователей электромагнитных расходомеров а – с
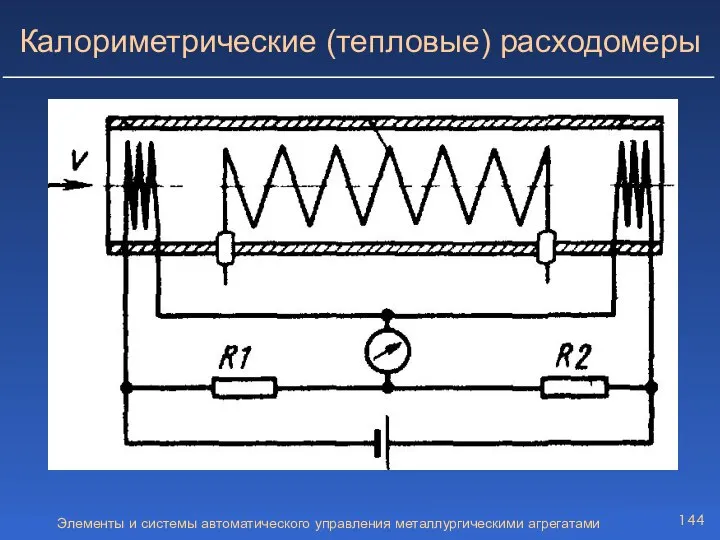
- 144. Элементы и системы автоматического управления металлургическими агрегатами Калориметрические (тепловые) расходомеры
- 145. Элементы и системы автоматического управления металлургическими агрегатами qt = k·Qm⋅Cp⋅Δt , где qt – количество теплоты,
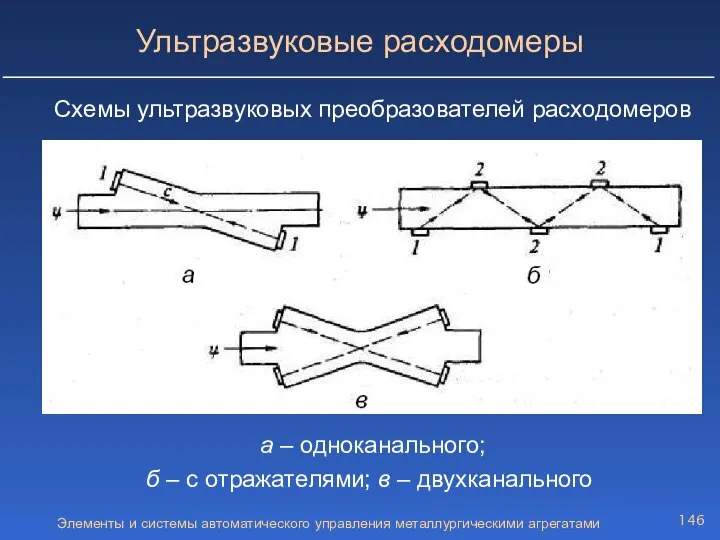
- 146. Элементы и системы автоматического управления металлургическими агрегатами Ультразвуковые расходомеры Схемы ультразвуковых преобразователей расходомеров а – одноканального;
- 147. Элементы и системы автоматического управления металлургическими агрегатами Устройство турбинных преобразователей расхода а – четырехлопастная турбина б
- 148. Элементы и системы автоматического управления металлургическими агрегатами Схема автоматического контроля и стабилизации расхода
- 149. Элементы и системы автоматического управления металлургическими агрегатами Измерение уровня Уровнем называют высоту заполнения технологического аппарата рабочей
- 150. Элементы и системы автоматического управления металлургическими агрегатами Схема уровнемера с визуальным отсчетом
- 151. Элементы и системы автоматического управления металлургическими агрегатами Поплавковые уровнемеры
- 152. Элементы и системы автоматического управления металлургическими агрегатами Приборы для измерения уровня Схема измерения уровня гидростатическим уровнемером
- 153. Элементы и системы автоматического управления металлургическими агрегатами Гидростатические уровнемеры
- 154. Элементы и системы автоматического управления металлургическими агрегатами Схемы емкостных преобразователей (датчиков) уровнемеров
- 155. Элементы и системы автоматического управления металлургическими агрегатами Ультразвуковые и радиолокационные уровнемеры
- 156. Элементы и системы автоматического управления металлургическими агрегатами Схема лотового уровнемера сыпучих материалов
- 157. Элементы и системы автоматического управления металлургическими агрегатами Измерение химического состава газов и жидкостей Схема термохимического газоанализатора
- 158. Элементы и системы автоматического управления металлургическими агрегатами Принципиальная схема термомагнитного газоанализатора
- 159. Элементы и системы автоматического управления металлургическими агрегатами Измерение ионного состава растворов и жидкой фазы пульп Схема
- 160. Элементы и системы автоматического управления металлургическими агрегатами Исполнительные механизмы Схемы включения электрических исполнительных механизмов
- 161. Элементы и системы автоматического управления металлургическими агрегатами Схемы мембранного и поршневого исполнительных механизмов
- 162. Элементы и системы автоматического управления металлургическими агрегатами Схемы регулирующих органов
- 163. Элементы и системы автоматического управления металлургическими агрегатами Интегральные клапанные блоки
- 164. Элементы проектирования систем автоматизации Красноярск, 2008
- 165. Элементы проектирования систем автоматизации Цели, задачи и стадии проектирования Функциональные схемы автоматизации
- 166. Цели, задачи и стадии проектирования Основные разделы технического задания Условия эксплуатации системы управления. Эксплуатационно-технические характеристики системы
- 167. Элементы проектирования систем автоматизации Цели, задачи и стадии проектирования
- 168. Элементы проектирования систем автоматизации
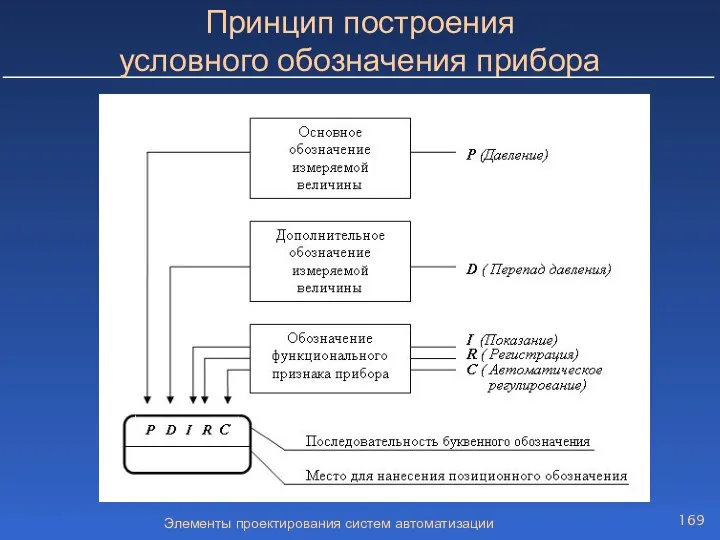
- 169. Элементы проектирования систем автоматизации Принцип построения условного обозначения прибора
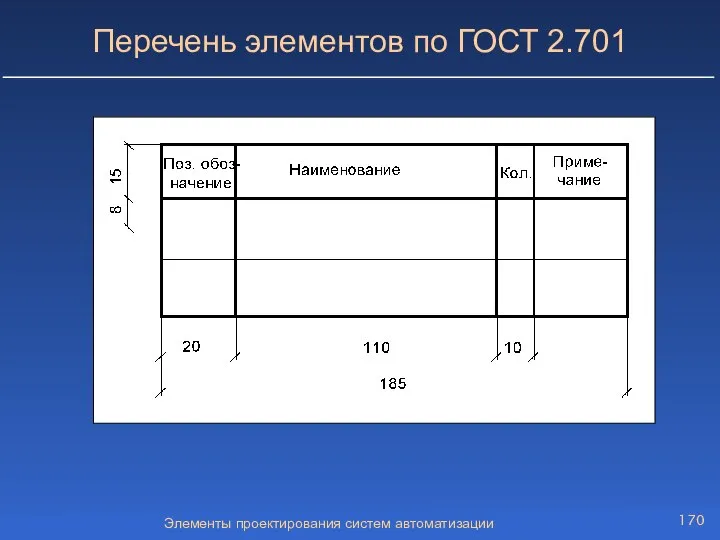
- 170. Элементы проектирования систем автоматизации Перечень элементов по ГОСТ 2.701
- 171. Элементы проектирования систем автоматизации Функциональная схема автоматизации нагревательной печи
- 172. Автоматизированные системы управления технологическими процессами Красноярск, 2008
- 173. Автоматизированные системы управления технологическими процессами Автоматизированные системы управления технологическими процессами Иерархия управления Разновидности АСУ ТП Состав
- 174. Автоматизированные системы управления технологическими процессами Иерархический принцип управления Иерархический принцип управления заключается в многоступенчатой организации процесса,
- 175. Автоматизированные системы управления технологическими процессами Разновидности АСУ ТП АСУ ТП, функционирующие без вычислительного комплекса. АСУ ТП
- 176. Автоматизированные системы управления технологическими процессами АСУ ТП с вычислительным комплексом
- 177. Автоматизированные системы управления технологическими процессами Состав АСУ ТП. Основные компоненты Упрощенная схема взаимодействия основных компонентов АСУ
- 178. Автоматизированные системы управления технологическими процессами Принципы построения распределенных систем контроля и управления 1 – сетевой адаптер
- 179. Автоматизированные системы управления технологическими процессами Кольцевая структура локальной вычислительной сети микроЭВМ 1 – сетевой адаптер
- 180. Автоматизированные системы управления предприятием Красноярск, 2008
- 181. Автоматизированные системы управления предприятием Автоматизированные системы управления предприятием Типы АСУ, их назначение, цели и функции Состав
- 182. Автоматизированные системы управления предприятием Типы АСУ, их назначение, цели и функции Различают два основных типа АСУ:
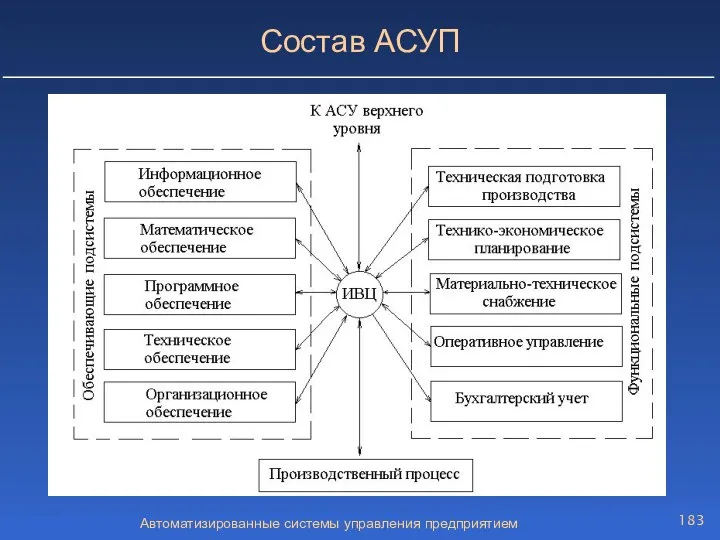
- 183. Автоматизированные системы управления предприятием Состав АСУП
- 185. Скачать презентацию

Автоматизация металлургических производств
Красноярск, 2008
Для студентов специальности 150100 – «Металлургия»
Автоматизация металлургических производств
Красноярск, 2008
Для студентов специальности 150100 – «Металлургия»

УДК 669.2
ББК 34.3
А18
Электронный учебно-методический комплекс по дисциплине «Автоматизация металлургических производств» подготовлен в рамках инновационной образовательной
УДК 669.2
ББК 34.3
А18
Электронный учебно-методический комплекс по дисциплине «Автоматизация металлургических производств» подготовлен в рамках инновационной образовательной

Оглавление
Основы теории Основы теории автоматического управления
Элементы и системы автоматического управления металлургическими
Оглавление
Основы теории Основы теории автоматического управления
Элементы и системы автоматического управления металлургическими

Основы теории автоматического управления
Красноярск, 2008
Основы теории автоматического управления
Красноярск, 2008

Основы теории автоматического управления
Основные понятия
Классификация систем управления и регулирования
Статические и
Основы теории автоматического управления
Основные понятия
Классификация систем управления и регулирования
Статические и

Основы теории автоматического управления
Автоматические регуляторы, типовые законы регулирования
Предварительный выбор структуры системы
Основы теории автоматического управления
Автоматические регуляторы, типовые законы регулирования
Предварительный выбор структуры системы

Основы теории автоматического управления
Основные понятия
Физические величины, определяющие ход технологического процесса, называются
Основы теории автоматического управления
Основные понятия
Физические величины, определяющие ход технологического процесса, называются

Основы теории автоматического управления
Основные понятия
Значение регулируемой величины в рассматриваемый момент времени
Основы теории автоматического управления
Основные понятия
Значение регулируемой величины в рассматриваемый момент времени

Основы теории автоматического управления
Основные понятия
Регулирование – частный вид управления, когда
Основы теории автоматического управления
Основные понятия
Регулирование – частный вид управления, когда

Основы теории автоматического управления
Основные понятия
Управляющее воздействие (u) – воздействие управляющего
Основы теории автоматического управления
Основные понятия
Управляющее воздействие (u) – воздействие управляющего

Основы теории автоматического управления
Основные понятия
Регулятор (Р) – комплекс устройств, присоединяемых
Основы теории автоматического управления
Основные понятия
Регулятор (Р) – комплекс устройств, присоединяемых

Основы теории автоматического управления
Классификация
систем управления и регулирования
1. По методу управления
Основы теории автоматического управления
Классификация
систем управления и регулирования
1. По методу управления
Основы теории автоматического управления
Классификация
систем управления и регулирования
2. По характеру использования информации
Основы теории автоматического управления
Классификация
систем управления и регулирования
2. По характеру использования информации

Основы теории автоматического управления
Классификация
систем управления и регулирования
4. По числу регулируемых величин
Основы теории автоматического управления
Классификация
систем управления и регулирования
4. По числу регулируемых величин
Основы теории автоматического управления
Классификация
систем управления и регулирования
6. По виду энергии, применяемой
Основы теории автоматического управления
Классификация
систем управления и регулирования
6. По виду энергии, применяемой

Основы теории автоматического управления
Статические и динамические характеристики
элементов и систем
Динамическая характеристика
Основы теории автоматического управления
Статические и динамические характеристики
элементов и систем
Динамическая характеристика
Основы теории автоматического управления
Преобразование Лапласа
Операция перехода от x(t) к X(p)
Основы теории автоматического управления
Преобразование Лапласа
Операция перехода от x(t) к X(p)
Основы теории автоматического управления
Применяя прямое преобразование Лапласа к линейным неоднородным дифференциальным
Основы теории автоматического управления
Применяя прямое преобразование Лапласа к линейным неоднородным дифференциальным

Основы теории автоматического управления
Временные динамические характеристики
Зависимость выходной величины элемента или
Основы теории автоматического управления
Временные динамические характеристики
Зависимость выходной величины элемента или

Основы теории автоматического управления
Отношение изображений по Фурье выходной и входной величин, равное
,
Основы теории автоматического управления
Отношение изображений по Фурье выходной и входной величин, равное
,

Основы теории автоматического управления
Амплитудная частотная характеристика
Основы теории автоматического управления
Амплитудная частотная характеристика
Основы теории автоматического управления
Типовые звенья АСР и их характеристики
1. Пропорциональное
Основы теории автоматического управления
Типовые звенья АСР и их характеристики
1. Пропорциональное
Основы теории автоматического управления
Пропорциональное звено
Пропорциональное звено описывается уравнением пропорциональной
Основы теории автоматического управления
Пропорциональное звено
Пропорциональное звено описывается уравнением пропорциональной
Основы теории автоматического управления
Характеристики пропорционального звена
Основы теории автоматического управления
Характеристики пропорционального звена

Основы теории автоматического управления
Интегрирующее звено
Интегрирующее звено описывается уравнением
.
Передаточная функция интегрирующего
Основы теории автоматического управления
Интегрирующее звено
Интегрирующее звено описывается уравнением
.
Передаточная функция интегрирующего

Основы теории автоматического управления
Характеристики интегрирующего звена
Основы теории автоматического управления
Характеристики интегрирующего звена

Основы теории автоматического управления
Апериодическое звено 1-го порядка имеет неколебательный (апериодический)
Основы теории автоматического управления
Апериодическое звено 1-го порядка имеет неколебательный (апериодический)
Основы теории автоматического управления
Характеристики апериодического звена
Основы теории автоматического управления
Характеристики апериодического звена

Основы теории автоматического управления
Колебательное звено
Колебательное звено имеет колебательный переходной
Основы теории автоматического управления
Колебательное звено
Колебательное звено имеет колебательный переходной
Основы теории автоматического управления
Характеристики колебательного звена
Основы теории автоматического управления
Характеристики колебательного звена

Основы теории автоматического управления
Дифференцирующее звено
Идеальное дифференцирующее звенo описывается уравнением
,
то есть
Основы теории автоматического управления
Дифференцирующее звено
Идеальное дифференцирующее звенo описывается уравнением
,
то есть
Основы теории автоматического управления
Характеристики
идеального дифференцирующего звена
Основы теории автоматического управления
Характеристики
идеального дифференцирующего звена

Основы теории автоматического управления
Звено чистого запаздывания
В звене чистого запаздывания
Основы теории автоматического управления
Звено чистого запаздывания
В звене чистого запаздывания

Основы теории автоматического управления
Характеристики звена чистого запаздывания
Основы теории автоматического управления
Характеристики звена чистого запаздывания

Основы теории автоматического управления
Соединения звеньев
Различают три типа соединения звеньев: последовательное,
Основы теории автоматического управления
Соединения звеньев
Различают три типа соединения звеньев: последовательное,

Основы теории автоматического управления
Соединения звеньев
При параллельном соединении звеньев на вход
Основы теории автоматического управления
Соединения звеньев
При параллельном соединении звеньев на вход

Основы теории автоматического управления
Соединения звеньев
Передаточная функция системы при охвате звена
Основы теории автоматического управления
Соединения звеньев
Передаточная функция системы при охвате звена
Основы теории автоматического управления
Автоматические регуляторы,
типовые законы регулирования
Основы теории автоматического управления
Автоматические регуляторы,
типовые законы регулирования
Основы теории автоматического управления
Предварительный выбор структуры
системы регулирования
При выборе структуры АСР
Основы теории автоматического управления
Предварительный выбор структуры
системы регулирования
При выборе структуры АСР

Основы теории автоматического управления
Структурная схема типовой АСР
Основы теории автоматического управления
Структурная схема типовой АСР

Основы теории автоматического управления
Стандартные законы регулирования
пропорциональный (П-закон);
интегральный (И-закон);
пропорционально-интегральный (ПИ-закон);
пропорционально-интегрально-дифференциальный (ПИД-закон);
пропорционально-дифференциальный
Основы теории автоматического управления
Стандартные законы регулирования
пропорциональный (П-закон);
интегральный (И-закон);
пропорционально-интегральный (ПИ-закон);
пропорционально-интегрально-дифференциальный (ПИД-закон);
пропорционально-дифференциальный
Основы теории автоматического управления
Пропорциональный закон регулирования
Пропорциональный закон выражается уравнением:
yp=kpxp ,
где
Основы теории автоматического управления
Пропорциональный закон регулирования
Пропорциональный закон выражается уравнением:
yp=kpxp ,
где
Основы теории автоматического управления
Интегральный закон регулирования
Процесс регулирования происходит по закону, который
Основы теории автоматического управления
Интегральный закон регулирования
Процесс регулирования происходит по закону, который

Основы теории автоматического управления
Пропорционально – интегральный закон регулирования
Пропорционально - интегральный закон
Основы теории автоматического управления
Пропорционально – интегральный закон регулирования
Пропорционально - интегральный закон

Основы теории автоматического управления
Пропорционально – интегрально – дифференциальный закон регулирования
ПИД-закон регулирования
Основы теории автоматического управления
Пропорционально – интегрально – дифференциальный закон регулирования
ПИД-закон регулирования

Основы теории автоматического управления
Понятие устойчивости АСР
Устойчивость автоматической системы – это
Основы теории автоматического управления
Понятие устойчивости АСР
Устойчивость автоматической системы – это
Основы теории автоматического управления
Алгебраические критерии устойчивости
Автоматическая система, описываемая характеристическим
Основы теории автоматического управления
Алгебраические критерии устойчивости
Автоматическая система, описываемая характеристическим
Основы теории автоматического управления
Критерий Михайлова
Автоматическая система управления, описываемая уравнением n-го
Основы теории автоматического управления
Критерий Михайлова
Автоматическая система управления, описываемая уравнением n-го

Основы теории автоматического управления
Характеристические кривые (годографы) Михайлова
Основы теории автоматического управления
Характеристические кривые (годографы) Михайлова

Основы теории автоматического управления
Критерий Найквиста
Автоматическая система управления устойчива, если амплитудно-фазовая
Основы теории автоматического управления
Критерий Найквиста
Автоматическая система управления устойчива, если амплитудно-фазовая

Основы теории автоматического управления
Логарифмические частотные характеристики статических систем
1 – устойчивая;
2 –
Основы теории автоматического управления
Логарифмические частотные характеристики статических систем
1 – устойчивая;
2 –

Основы теории автоматического управления
Методы исследования качества
переходного процесса
Свойства системы,
Основы теории автоматического управления
Методы исследования качества
переходного процесса
Свойства системы,

Основы теории автоматического управления
Прямые показатели качества
процесса регулирования
а − по каналу
Основы теории автоматического управления
Прямые показатели качества
процесса регулирования
а − по каналу

Основы теории автоматического управления
Частотные показатели качества
Основы теории автоматического управления
Частотные показатели качества

Основы теории автоматического управления
Корневые показатели качества
Основы теории автоматического управления
Корневые показатели качества

Основы теории автоматического управления
Модели объектов регулирования
и методы их получения
Совокупность
Основы теории автоматического управления
Модели объектов регулирования
и методы их получения
Совокупность

Основы теории автоматического управления
Статические характеристики
а – линейная; б – нелинейная
Основы теории автоматического управления
Статические характеристики
а – линейная; б – нелинейная

Основы теории автоматического управления
Переходный процесс в объекте
первого порядка с самовыравниванием
Основы теории автоматического управления
Переходный процесс в объекте
первого порядка с самовыравниванием
Основы теории автоматического управления
Динамика сложных систем регулирования описывается дифференциальными уравнениями высоких
Основы теории автоматического управления
Динамика сложных систем регулирования описывается дифференциальными уравнениями высоких
Элементы и системы автоматического управления металлургическими агрегатами и процессами
Красноярск, 2008
Элементы и системы автоматического управления металлургическими агрегатами и процессами
Красноярск, 2008

Элементы и системы автоматического управления металлургическими агрегатами и процессами
Измерение температуры
Бесконтактные
Элементы и системы автоматического управления металлургическими агрегатами и процессами
Измерение температуры
Бесконтактные
Элементы и системы автоматического управления металлургическими агрегатами и процессами
Калориметрические (тепловые) расходомеры
Ультразвуковые
Элементы и системы автоматического управления металлургическими агрегатами и процессами
Калориметрические (тепловые) расходомеры
Ультразвуковые

Элементы и системы автоматического управления металлургическими агрегатами
Измерение температуры
В России применяются
Элементы и системы автоматического управления металлургическими агрегатами
Измерение температуры
В России применяются
Элементы и системы автоматического управления металлургическими агрегатами
Приборы для измерения температуры контактным
Элементы и системы автоматического управления металлургическими агрегатами
Приборы для измерения температуры контактным

Элементы и системы автоматического управления металлургическими агрегатами
3. Электрические термометры сопротивления
Элементы и системы автоматического управления металлургическими агрегатами
3. Электрические термометры сопротивления

Элементы и системы автоматического управления металлургическими агрегатами
Бесконтактные методы измерения температуры
К
Элементы и системы автоматического управления металлургическими агрегатами
Бесконтактные методы измерения температуры
К
Элементы и системы автоматического управления металлургическими агрегатами
Манометрические термометры
Манометрический термометр с трубчатой
Элементы и системы автоматического управления металлургическими агрегатами
Манометрические термометры
Манометрический термометр с трубчатой
Элементы и системы автоматического управления металлургическими агрегатами
Зависимость давления от температуры
Элементы и системы автоматического управления металлургическими агрегатами
Зависимость давления от температуры

Элементы и системы автоматического управления металлургическими агрегатами
Электрические термометры сопротивления
и приборы
Элементы и системы автоматического управления металлургическими агрегатами
Электрические термометры сопротивления и приборы
Элементы и системы автоматического управления металлургическими агрегатами
Спай термопары с температурой
Элементы и системы автоматического управления металлургическими агрегатами
Спай термопары с температурой

Элементы и системы автоматического управления металлургическими агрегатами
Электрическая схема термоэлектрического преобразователя (термопара)
Элементы и системы автоматического управления металлургическими агрегатами
Электрическая схема термоэлектрического преобразователя (термопара)
Элементы и системы автоматического управления металлургическими агрегатами
Термоэлектрические преобразователи стандартных градуировок
Элементы и системы автоматического управления металлургическими агрегатами
Термоэлектрические преобразователи стандартных градуировок

Элементы и системы автоматического управления металлургическими агрегатами
Термопреобразователи с унифицированным выходным сигналом
ТХАУ
Элементы и системы автоматического управления металлургическими агрегатами
Термопреобразователи с унифицированным выходным сигналом
ТХАУ

Элементы и системы автоматического управления металлургическими агрегатами
Чувствительный элемент первичного преобразователя
Элементы и системы автоматического управления металлургическими агрегатами
Чувствительный элемент первичного преобразователя

Элементы и системы автоматического управления металлургическими агрегатами
Интеллектуальные преобразователи температуры
Метран-281, Метран-286
Элементы и системы автоматического управления металлургическими агрегатами
Интеллектуальные преобразователи температуры
Метран-281, Метран-286
Элементы и системы автоматического управления металлургическими агрегатами
Метран-280
Интеллектуальные преобразователи температуры (ИПТ)
Элементы и системы автоматического управления металлургическими агрегатами
Метран-280
Интеллектуальные преобразователи температуры (ИПТ)
Элементы и системы автоматического управления металлургическими агрегатами
Метран-280
В Метран-280 реализовано три
Элементы и системы автоматического управления металлургическими агрегатами
Метран-280
В Метран-280 реализовано три

Элементы и системы автоматического управления металлургическими агрегатами
При обнаружении неисправности в
Элементы и системы автоматического управления металлургическими агрегатами
При обнаружении неисправности в

Элементы и системы автоматического управления металлургическими агрегатами
Термометры цифровые малогабаритные
ТЦМ 9210
Элементы и системы автоматического управления металлургическими агрегатами
Термометры цифровые малогабаритные
ТЦМ 9210

Элементы и системы автоматического управления металлургическими агрегатами
Термометры ТЦМ 9210
Термометры ТЦМ 9210
Элементы и системы автоматического управления металлургическими агрегатами
Термометры ТЦМ 9210
Термометры ТЦМ 9210

Элементы и системы автоматического управления металлургическими агрегатами
Термометры применяются при научных
Элементы и системы автоматического управления металлургическими агрегатами
Термометры применяются при научных

Элементы и системы автоматического управления металлургическими агрегатами
В качестве ЧЭ в
Элементы и системы автоматического управления металлургическими агрегатами
В качестве ЧЭ в

Элементы и системы автоматического управления металлургическими агрегатами
Бесконтактные методы
измерения температуры
Основные законы
Элементы и системы автоматического управления металлургическими агрегатами
Бесконтактные методы
измерения температуры
Основные законы
Элементы и системы автоматического управления металлургическими агрегатами
Зависимость интенсивности монохроматического
Элементы и системы автоматического управления металлургическими агрегатами
Зависимость интенсивности монохроматического

Элементы и системы автоматического управления металлургическими агрегатами
Формула Вина
Интеграл от интенсивности
Элементы и системы автоматического управления металлургическими агрегатами
Формула Вина
Интеграл от интенсивности

Элементы и системы автоматического управления металлургическими агрегатами
Яркостной температурой реального тела
Элементы и системы автоматического управления металлургическими агрегатами
Яркостной температурой реального тела

Элементы и системы автоматического управления металлургическими агрегатами
Температура реального тела, измеряемая
Элементы и системы автоматического управления металлургическими агрегатами
Температура реального тела, измеряемая
Элементы и системы автоматического управления металлургическими агрегатами
Температура, измеряемая пирометрами спектрального
Элементы и системы автоматического управления металлургическими агрегатами
Температура, измеряемая пирометрами спектрального

Элементы и системы автоматического управления металлургическими агрегатами
Виды пирометров
Переносные пирометры ST20/30Pro, ST60/80ProPlus
Элементы и системы автоматического управления металлургическими агрегатами
Виды пирометров
Переносные пирометры ST20/30Pro, ST60/80ProPlus

Элементы и системы автоматического управления металлургическими агрегатами
Быстродействующие, компактные и легкие
Элементы и системы автоматического управления металлургическими агрегатами
Быстродействующие, компактные и легкие

Элементы и системы автоматического управления металлургическими агрегатами
Переносные пирометры
Raynger 3i
Элементы и системы автоматического управления металлургическими агрегатами
Переносные пирометры
Raynger 3i

Элементы и системы автоматического управления металлургическими агрегатами
Raynger 3i
Raynger 3i –
Элементы и системы автоматического управления металлургическими агрегатами
Raynger 3i
Raynger 3i –

Элементы и системы автоматического управления металлургическими агрегатами
Raynger 3i
В пирометрах серии
Элементы и системы автоматического управления металлургическими агрегатами
Raynger 3i
В пирометрах серии

Элементы и системы автоматического управления металлургическими агрегатами
Универсальная система
измерения температуры
THERMALERT GP
Элементы и системы автоматического управления металлургическими агрегатами
Универсальная система
измерения температуры
THERMALERT GP
Элементы и системы автоматического управления металлургическими агрегатами
Thermalert GP
Thermalert GP –
Элементы и системы автоматического управления металлургическими агрегатами
Thermalert GP
Thermalert GP –

Элементы и системы автоматического управления металлургическими агрегатами
Thermalert GP
В пирометрах серии
Элементы и системы автоматического управления металлургическими агрегатами
Thermalert GP
В пирометрах серии

Элементы и системы автоматического управления металлургическими агрегатами
Бесконтактные инфракрасные датчики
THERMALERT TX
Элементы и системы автоматического управления металлургическими агрегатами
Бесконтактные инфракрасные датчики
THERMALERT TX

Элементы и системы автоматического управления металлургическими агрегатами
Thermalert ТХ
Стационарные бесконтактные инфракрасные
Элементы и системы автоматического управления металлургическими агрегатами
Thermalert ТХ
Стационарные бесконтактные инфракрасные

Элементы и системы автоматического управления металлургическими агрегатами
Одноцветные пирометры
Marathon MA
Элементы и системы автоматического управления металлургическими агрегатами
Одноцветные пирометры
Marathon MA

Элементы и системы автоматического управления металлургическими агрегатами
Пирометры спектрального отношения
Marathon MR1S
Элементы и системы автоматического управления металлургическими агрегатами
Пирометры спектрального отношения
Marathon MR1S

Элементы и системы автоматического управления металлургическими агрегатами
Marathon MR1S
Стационарные инфракрасные пирометры
Элементы и системы автоматического управления металлургическими агрегатами
Marathon MR1S
Стационарные инфракрасные пирометры

Элементы и системы автоматического управления металлургическими агрегатами
Marathon MR1S
В пирометрах данной
Элементы и системы автоматического управления металлургическими агрегатами
Marathon MR1S
В пирометрах данной

Элементы и системы автоматического управления металлургическими агрегатами
Оптоволоконные пирометры
спектрального отношения
Marathon FibreOptic
Элементы и системы автоматического управления металлургическими агрегатами
Оптоволоконные пирометры
спектрального отношения
Marathon FibreOptic

Элементы и системы автоматического управления металлургическими агрегатами
Marathon FR1
Стационарные пирометры серии
Элементы и системы автоматического управления металлургическими агрегатами
Marathon FR1
Стационарные пирометры серии

Элементы и системы автоматического управления металлургическими агрегатами
Инфракрасные измерительные датчики и
Элементы и системы автоматического управления металлургическими агрегатами
Инфракрасные измерительные датчики и

Элементы и системы автоматического управления металлургическими агрегатами
Коммуникатор
Метран - 650
Элементы и системы автоматического управления металлургическими агрегатами
Коммуникатор
Метран - 650

Элементы и системы автоматического управления металлургическими агрегатами
Коммуникатор
Коммуникатор не является средством
Элементы и системы автоматического управления металлургическими агрегатами
Коммуникатор
Коммуникатор не является средством

Элементы и системы автоматического управления металлургическими агрегатами
Элементы и системы автоматического управления металлургическими агрегатами
Элементы и системы автоматического управления металлургическими агрегатами
Основной частью коммуникатора является
Элементы и системы автоматического управления металлургическими агрегатами
Основной частью коммуникатора является

Элементы и системы автоматического управления металлургическими агрегатами
HARТ-модем
Метран-681
Элементы и системы автоматического управления металлургическими агрегатами
HARТ-модем
Метран-681
Элементы и системы автоматического управления металлургическими агрегатами
HART-модем Метран-681 предназначен для
Элементы и системы автоматического управления металлургическими агрегатами
HART-модем Метран-681 предназначен для

Элементы и системы автоматического управления металлургическими агрегатами
Измерение давления
Различают следующие виды
Элементы и системы автоматического управления металлургическими агрегатами
Измерение давления
Различают следующие виды

Элементы и системы автоматического управления металлургическими агрегатами
По виду измеряемого давления
приборы
Элементы и системы автоматического управления металлургическими агрегатами
По виду измеряемого давления приборы

Элементы и системы автоматического управления металлургическими агрегатами
Схемы U-образного манометра (а)
и
Элементы и системы автоматического управления металлургическими агрегатами
Схемы U-образного манометра (а) и

Элементы и системы автоматического управления металлургическими агрегатами
Дифманометр типа «кольцевые весы»
Элементы и системы автоматического управления металлургическими агрегатами
Дифманометр типа «кольцевые весы»

Элементы и системы автоматического управления металлургическими агрегатами
Манометр с одновитковой трубчатой пружиной
Элементы и системы автоматического управления металлургическими агрегатами
Манометр с одновитковой трубчатой пружиной

Элементы и системы автоматического управления металлургическими агрегатами
Коррозионностойкие датчики давления
МЕТРАН-49
Элементы и системы автоматического управления металлургическими агрегатами
Коррозионностойкие датчики давления
МЕТРАН-49

Элементы и системы автоматического управления металлургическими агрегатами
Измеряемые среды
Измеряемые среды –
Элементы и системы автоматического управления металлургическими агрегатами
Измеряемые среды
Измеряемые среды –

Элементы и системы автоматического управления металлургическими агрегатами
Метран-49
Коррозионностойкие интеллектуальные датчики давления
Элементы и системы автоматического управления металлургическими агрегатами
Метран-49
Коррозионностойкие интеллектуальные датчики давления

Элементы и системы автоматического управления металлургическими агрегатами
Датчики давления 3051S
Элементы и системы автоматического управления металлургическими агрегатами
Датчики давления 3051S

Элементы и системы автоматического управления металлургическими агрегатами
3051S Super Module
Датчики давления
Элементы и системы автоматического управления металлургическими агрегатами
3051S Super Module
Датчики давления

Элементы и системы автоматического управления металлургическими агрегатами
Датчики давления 1151
Элементы и системы автоматического управления металлургическими агрегатами
Датчики давления 1151

Элементы и системы автоматического управления металлургическими агрегатами
Датчики давления 1151
Измеряемая среда:
Элементы и системы автоматического управления металлургическими агрегатами
Датчики давления 1151
Измеряемая среда:

Элементы и системы автоматического управления металлургическими агрегатами
Датчики давления 1151
Высокоточные интеллектуальные
Элементы и системы автоматического управления металлургическими агрегатами
Датчики давления 1151
Высокоточные интеллектуальные

Элементы и системы автоматического управления металлургическими агрегатами
Датчик давления МЕТРАН-55-ДМП 331
Элементы и системы автоматического управления металлургическими агрегатами
Датчик давления МЕТРАН-55-ДМП 331
Элементы и системы автоматического управления металлургическими агрегатами
Датчик давления МЕТРАН-55-ДМП 331
Измеряемые
Элементы и системы автоматического управления металлургическими агрегатами
Датчик давления МЕТРАН-55-ДМП 331
Измеряемые

Элементы и системы автоматического управления металлургическими агрегатами
Метран-55-ДМП 331
Метран-55-ДМП 331 –
Элементы и системы автоматического управления металлургическими агрегатами
Метран-55-ДМП 331
Метран-55-ДМП 331 –

Элементы и системы автоматического управления металлургическими агрегатами
Датчик давления МЕТРАН-55-ЛМК 351
Элементы и системы автоматического управления металлургическими агрегатами
Датчик давления МЕТРАН-55-ЛМК 351

Элементы и системы автоматического управления металлургическими агрегатами
Датчик давления МЕТРАН-55-ЛМК 351
Измеряемые
Элементы и системы автоматического управления металлургическими агрегатами
Датчик давления МЕТРАН-55-ЛМК 351
Измеряемые

Элементы и системы автоматического управления металлургическими агрегатами
Датчик давления МЕТРАН-55-ЛМК 351
Метран-55-ЛМК
Элементы и системы автоматического управления металлургическими агрегатами
Датчик давления МЕТРАН-55-ЛМК 351
Метран-55-ЛМК

Элементы и системы автоматического управления металлургическими агрегатами
Многофункциональный
датчик давления Метран-55-ДС
Элементы и системы автоматического управления металлургическими агрегатами
Многофункциональный
датчик давления Метран-55-ДС
Элементы и системы автоматического управления металлургическими агрегатами
Метран-55-ДС
Измеряемые среды: жидкость, пар,
Элементы и системы автоматического управления металлургическими агрегатами
Метран-55-ДС
Измеряемые среды: жидкость, пар,

Элементы и системы автоматического управления металлургическими агрегатами
Метран-55-ДС
Многофункциональный датчик давления Метран-55-ДС
Элементы и системы автоматического управления металлургическими агрегатами
Метран-55-ДС
Многофункциональный датчик давления Метран-55-ДС

Элементы и системы автоматического управления металлургическими агрегатами
Измерение расхода,
количества жидкостей и
Элементы и системы автоматического управления металлургическими агрегатами
Измерение расхода, количества жидкостей и

Элементы и системы автоматического управления металлургическими агрегатами
В соответствии с применяемыми
Элементы и системы автоматического управления металлургическими агрегатами
В соответствии с применяемыми

Элементы и системы автоматического управления металлургическими агрегатами
Расходомеры переменного
перепада давления
Стандартные сужающие
Элементы и системы автоматического управления металлургическими агрегатами
Расходомеры переменного
перепада давления
Стандартные сужающие

Элементы и системы автоматического управления металлургическими агрегатами
Для практического использования применяют
Элементы и системы автоматического управления металлургическими агрегатами
Для практического использования применяют

Элементы и системы автоматического управления металлургическими агрегатами
Расходомер перепада давлений
Элементы и системы автоматического управления металлургическими агрегатами
Расходомер перепада давлений

Элементы и системы автоматического управления металлургическими агрегатами
Расходомер перепада давлений
Нормализованные сужающие
Элементы и системы автоматического управления металлургическими агрегатами
Расходомер перепада давлений
Нормализованные сужающие

Элементы и системы автоматического управления металлургическими агрегатами
Расходомеры постоянного перепада давления
Схемы
Элементы и системы автоматического управления металлургическими агрегатами
Расходомеры постоянного перепада давления
Схемы

Элементы и системы автоматического управления металлургическими агрегатами
Объемный расход вещества можно
Элементы и системы автоматического управления металлургическими агрегатами
Объемный расход вещества можно

Элементы и системы автоматического управления металлургическими агрегатами
Электромагнитные расходомеры
Схема преобразователей
электромагнитных
Элементы и системы автоматического управления металлургическими агрегатами
Электромагнитные расходомеры
Схема преобразователей электромагнитных
Элементы и системы автоматического управления металлургическими агрегатами
Калориметрические (тепловые) расходомеры
Элементы и системы автоматического управления металлургическими агрегатами
Калориметрические (тепловые) расходомеры

Элементы и системы автоматического управления металлургическими агрегатами
qt = k·Qm⋅Cp⋅Δt
Элементы и системы автоматического управления металлургическими агрегатами
qt = k·Qm⋅Cp⋅Δt
Элементы и системы автоматического управления металлургическими агрегатами
Ультразвуковые расходомеры
Схемы ультразвуковых преобразователей
Элементы и системы автоматического управления металлургическими агрегатами
Ультразвуковые расходомеры
Схемы ультразвуковых преобразователей

Элементы и системы автоматического управления металлургическими агрегатами
Устройство турбинных
преобразователей расхода
а
Элементы и системы автоматического управления металлургическими агрегатами
Устройство турбинных
преобразователей расхода
а

Элементы и системы автоматического управления металлургическими агрегатами
Схема автоматического контроля
и стабилизации
Элементы и системы автоматического управления металлургическими агрегатами
Схема автоматического контроля и стабилизации

Элементы и системы автоматического управления металлургическими агрегатами
Измерение уровня
Уровнем называют
Элементы и системы автоматического управления металлургическими агрегатами
Измерение уровня
Уровнем называют

Элементы и системы автоматического управления металлургическими агрегатами
Схема уровнемера с визуальным отсчетом
Элементы и системы автоматического управления металлургическими агрегатами
Схема уровнемера с визуальным отсчетом

Элементы и системы автоматического управления металлургическими агрегатами
Поплавковые уровнемеры
Элементы и системы автоматического управления металлургическими агрегатами
Поплавковые уровнемеры

Элементы и системы автоматического управления металлургическими агрегатами
Приборы для измерения уровня
Схема
Элементы и системы автоматического управления металлургическими агрегатами
Приборы для измерения уровня
Схема

Элементы и системы автоматического управления металлургическими агрегатами
Гидростатические уровнемеры
Элементы и системы автоматического управления металлургическими агрегатами
Гидростатические уровнемеры

Элементы и системы автоматического управления металлургическими агрегатами
Схемы емкостных преобразователей
(датчиков) уровнемеров
Элементы и системы автоматического управления металлургическими агрегатами
Схемы емкостных преобразователей (датчиков) уровнемеров

Элементы и системы автоматического управления металлургическими агрегатами
Ультразвуковые
и радиолокационные уровнемеры
Элементы и системы автоматического управления металлургическими агрегатами
Ультразвуковые
и радиолокационные уровнемеры

Элементы и системы автоматического управления металлургическими агрегатами
Схема лотового уровнемера
сыпучих материалов
Элементы и системы автоматического управления металлургическими агрегатами
Схема лотового уровнемера
сыпучих материалов

Элементы и системы автоматического управления металлургическими агрегатами
Измерение химического состава
газов и
Элементы и системы автоматического управления металлургическими агрегатами
Измерение химического состава газов и

Элементы и системы автоматического управления металлургическими агрегатами
Принципиальная схема
термомагнитного газоанализатора
Элементы и системы автоматического управления металлургическими агрегатами
Принципиальная схема
термомагнитного газоанализатора

Элементы и системы автоматического управления металлургическими агрегатами
Измерение ионного состава
растворов и
Элементы и системы автоматического управления металлургическими агрегатами
Измерение ионного состава растворов и

Элементы и системы автоматического управления металлургическими агрегатами
Исполнительные механизмы
Схемы включения
электрических
Элементы и системы автоматического управления металлургическими агрегатами
Исполнительные механизмы
Схемы включения
электрических

Элементы и системы автоматического управления металлургическими агрегатами
Схемы мембранного и поршневого
исполнительных
Элементы и системы автоматического управления металлургическими агрегатами
Схемы мембранного и поршневого исполнительных

Элементы и системы автоматического управления металлургическими агрегатами
Схемы регулирующих органов
Элементы и системы автоматического управления металлургическими агрегатами
Схемы регулирующих органов

Элементы и системы автоматического управления металлургическими агрегатами
Интегральные клапанные блоки
Элементы и системы автоматического управления металлургическими агрегатами
Интегральные клапанные блоки

Элементы проектирования систем автоматизации
Красноярск, 2008
Элементы проектирования систем автоматизации
Красноярск, 2008

Элементы проектирования
систем автоматизации
Цели, задачи и стадии проектирования
Функциональные схемы автоматизации
Элементы проектирования
систем автоматизации
Цели, задачи и стадии проектирования
Функциональные схемы автоматизации

Цели, задачи и стадии проектирования
Основные разделы технического задания
Условия эксплуатации системы управления.
Эксплуатационно-технические
Цели, задачи и стадии проектирования
Основные разделы технического задания
Условия эксплуатации системы управления.
Эксплуатационно-технические

Элементы проектирования систем автоматизации
Цели, задачи и стадии проектирования
Элементы проектирования систем автоматизации
Цели, задачи и стадии проектирования

Элементы проектирования систем автоматизации
Элементы проектирования систем автоматизации
Элементы проектирования систем автоматизации
Принцип построения
условного обозначения прибора
Элементы проектирования систем автоматизации
Принцип построения
условного обозначения прибора
Элементы проектирования систем автоматизации
Перечень элементов по ГОСТ 2.701
Элементы проектирования систем автоматизации
Перечень элементов по ГОСТ 2.701

Элементы проектирования систем автоматизации
Функциональная схема
автоматизации нагревательной печи
Элементы проектирования систем автоматизации
Функциональная схема
автоматизации нагревательной печи

Автоматизированные системы управления технологическими процессами
Красноярск, 2008
Автоматизированные системы управления технологическими процессами
Красноярск, 2008
Автоматизированные системы управления технологическими процессами
Автоматизированные системы управления технологическими процессами
Иерархия управления
Автоматизированные системы управления технологическими процессами
Автоматизированные системы управления технологическими процессами
Иерархия управления

Автоматизированные системы управления технологическими процессами
Иерархический принцип управления
Иерархический принцип управления заключается
Автоматизированные системы управления технологическими процессами
Иерархический принцип управления
Иерархический принцип управления заключается

Автоматизированные системы управления технологическими процессами
Разновидности АСУ ТП
АСУ ТП, функционирующие без вычислительного
Автоматизированные системы управления технологическими процессами
Разновидности АСУ ТП
АСУ ТП, функционирующие без вычислительного

Автоматизированные системы управления технологическими процессами
АСУ ТП с вычислительным комплексом
Автоматизированные системы управления технологическими процессами
АСУ ТП с вычислительным комплексом

Автоматизированные системы управления технологическими процессами
Состав АСУ ТП. Основные компоненты
Упрощенная схема взаимодействия
Автоматизированные системы управления технологическими процессами
Состав АСУ ТП. Основные компоненты
Упрощенная схема взаимодействия

Автоматизированные системы управления технологическими процессами
Принципы построения распределенных систем контроля и управления
1
Автоматизированные системы управления технологическими процессами
Принципы построения распределенных систем контроля и управления
1

Автоматизированные системы управления технологическими процессами
Кольцевая структура локальной вычислительной сети микроЭВМ
1 –
Автоматизированные системы управления технологическими процессами
Кольцевая структура локальной вычислительной сети микроЭВМ
1 –

Автоматизированные системы управления предприятием
Красноярск, 2008
Автоматизированные системы управления предприятием
Красноярск, 2008

Автоматизированные системы управления предприятием
Автоматизированные системы
управления предприятием
Типы АСУ, их назначение,
Автоматизированные системы управления предприятием
Автоматизированные системы
управления предприятием
Типы АСУ, их назначение,

Автоматизированные системы управления предприятием
Типы АСУ, их назначение, цели и функции
Различают
Автоматизированные системы управления предприятием
Типы АСУ, их назначение, цели и функции
Различают
Автоматизированные системы управления предприятием
Состав АСУП
Автоматизированные системы управления предприятием
Состав АСУП
 Зачем нужен twitter? Залётный тролль Кадыров Русфет 26 февраля 2012 года Херсон
Зачем нужен twitter? Залётный тролль Кадыров Русфет 26 февраля 2012 года Херсон Интервью. Что это и как его готовить? 33 вебинар UX Russia 16 июля 2009 Андрей Сикорский, Дмитрий Сатин
Интервью. Что это и как его готовить? 33 вебинар UX Russia 16 июля 2009 Андрей Сикорский, Дмитрий Сатин Министерство связи и информации РК 17 апреля 2011 г. - презентация
Министерство связи и информации РК 17 апреля 2011 г. - презентация Что мешает модернизации? Пономарев И.В. Госдума РФ Государственная Дума, 19 октября 2009 г.
Что мешает модернизации? Пономарев И.В. Госдума РФ Государственная Дума, 19 октября 2009 г. Штукатурные работы Высококачественная («маячная») штукатурка гипсовыми или сложными составами
Штукатурные работы Высококачественная («маячная») штукатурка гипсовыми или сложными составами Поздравительная открытка для мамы - презентация к уроку Технологии
Поздравительная открытка для мамы - презентация к уроку Технологии Напольный светильник "Семейный очаг" - презентация к уроку Технологии
Напольный светильник "Семейный очаг" - презентация к уроку Технологии Цветы из кругов - презентация к уроку Технологии_
Цветы из кругов - презентация к уроку Технологии_ «Путешествие по фабрике «Рукодельница» Внеклассное мероприятие по технологии для 5-6 классов. Учитель технологии Василюк А.Н.
«Путешествие по фабрике «Рукодельница» Внеклассное мероприятие по технологии для 5-6 классов. Учитель технологии Василюк А.Н. Фуршетные фантазии
Фуршетные фантазии Как появился телефон? - презентация к уроку Технологии_
Как появился телефон? - презентация к уроку Технологии_ Вопросы Почемучки Свежеиспеченный хлеб весит больше, чем тот же остывший. Почему?
Вопросы Почемучки Свежеиспеченный хлеб весит больше, чем тот же остывший. Почему? Методы и способы создания полихудожественного пространства на уроках технологии - презентация к уроку Технологии_
Методы и способы создания полихудожественного пространства на уроках технологии - презентация к уроку Технологии_ День Святого Валентина празднуют 14-го февраля. Этот праздник называют Днём всех влюблённых. Он существует более 16-и веков. - презент
День Святого Валентина празднуют 14-го февраля. Этот праздник называют Днём всех влюблённых. Он существует более 16-и веков. - презент Паттерны и антипаттерны дизайна или что происходит на сайте artlebedev.ru. - презентация
Паттерны и антипаттерны дизайна или что происходит на сайте artlebedev.ru. - презентация Нетрадиционные способы рисования Кляксография - презентация к уроку Технологии_____________________________________________________________________________________________
Нетрадиционные способы рисования Кляксография - презентация к уроку Технологии_____________________________________________________________________________________________ Рисуем листья - презентация к уроку Технологии
Рисуем листья - презентация к уроку Технологии Технология обработки швейных изделий Обработка вытачки
Технология обработки швейных изделий Обработка вытачки Дорожные знаки Информационные знаки
Дорожные знаки Информационные знаки Вышивка с математическим уклоном - презентация к уроку Технологии_
Вышивка с математическим уклоном - презентация к уроку Технологии_ Жестовый интерфейс ориентируясь на цветные узоры, камера теперь может оцифровывать любой жест руки, аппарат различает каждый пале
Жестовый интерфейс ориентируясь на цветные узоры, камера теперь может оцифровывать любой жест руки, аппарат различает каждый пале Сотовая связь - презентация к уроку Технологии_
Сотовая связь - презентация к уроку Технологии_ Тема: Изготовление объёмной обрывной аппликации из деталей непрямоугольной формы с использованием компьютера.
Тема: Изготовление объёмной обрывной аппликации из деталей непрямоугольной формы с использованием компьютера. Как нарисовать обезьяну? Поэтапное рисование
Как нарисовать обезьяну? Поэтапное рисование МОУ «СОШ №172» п.АРХАРА Амурской области
МОУ «СОШ №172» п.АРХАРА Амурской области АППЛИКАЦИЯ
АППЛИКАЦИЯ Учет ценных бумаг – сделать сложное простым Securities Accounting – Make It Easy Докладчик: Максим Цепков (M.Tsepkov@custis.ru) Заказные ИнформСистемы
Учет ценных бумаг – сделать сложное простым Securities Accounting – Make It Easy Докладчик: Максим Цепков (M.Tsepkov@custis.ru) Заказные ИнформСистемы  Грибы в лесу 2 класс Лепка из пластилина. Горельеф. В презентации использованы работы учащихся
Грибы в лесу 2 класс Лепка из пластилина. Горельеф. В презентации использованы работы учащихся