ТЕМА 8. ГОРЯЧАЯ ОБЪЕМНАЯ ШТАМПОВКА 8.1 Сущность процесса, применяемое оборудование, инструмент, показатели качества заготовок 8.2 П
- ТЕМА 8. ГОРЯЧАЯ ОБЪЕМНАЯ ШТАМПОВКА 8.1 Сущность процесса, применяемое оборудование, инструмент, показатели качества заготовок 8.2 П

Содержание
- 2. 8.1 СУЩНОСТЬ ПРОЦЕССА, ПРИМЕНЯЕМОЕ ОБОРУДОВАНИЕ, ИНСТРУМЕНТ, ПОКАЗАТЕЛИ КАЧЕСТВА ЗАГОТОВОК Сущность процесса горячей объемной штамповки (ГОШ) состоит
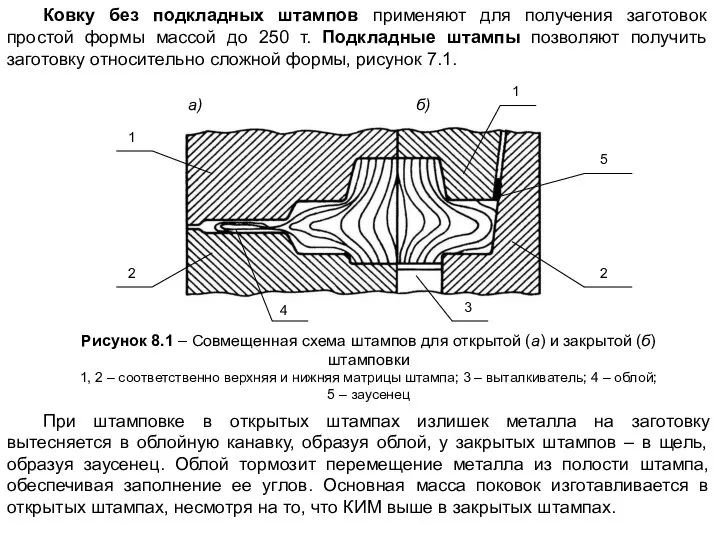
- 3. Ковку без подкладных штампов применяют для получения заготовок простой формы массой до 250 т. Подкладные штампы
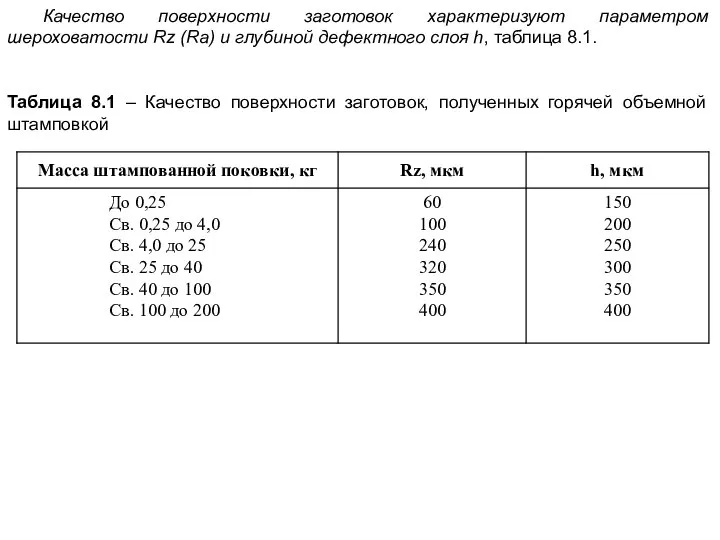
- 4. Качество поверхности заготовок характеризуют параметром шероховатости Rz (Ra) и глубиной дефектного слоя h, таблица 8.1. Таблица
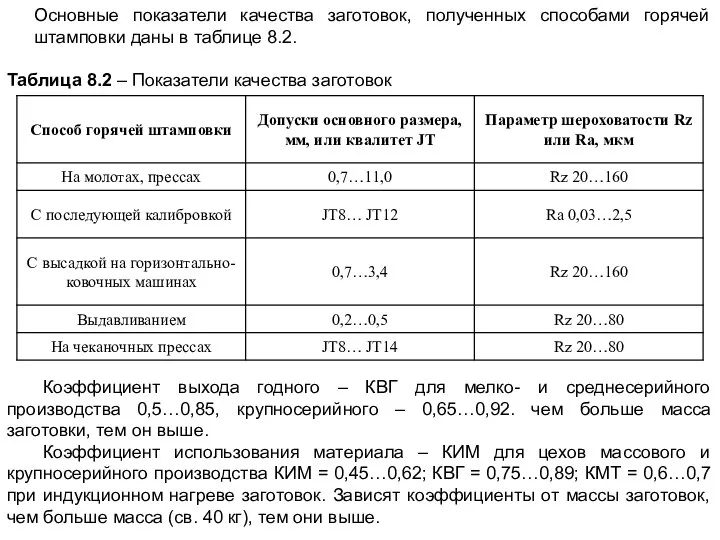
- 5. Основные показатели качества заготовок, полученных способами горячей штамповки даны в таблице 8.2. Таблица 8.2 – Показатели
- 6. Разъем в штампе необходим для размещения исходной заготовки в ручей, извлечения из него поковки. Требования, определяющие
- 7. Рисунок 8.2 – Возможные положения плоскостей разъема штампов для простых геометрических фигур
- 8. Цилиндр. Возможны три варианта разъема (рисунок 8.2, а). В зависимости от соотношения высоты Н0 и диаметра
- 9. Рассмотрим примеры. Требуется изготовить деталь типа шкива, втулки, шестерни и т.п. (рисунок 8.3, а). Выбирая разные
- 10. При наличии в детали отверстия, в заготовке предусматривают полость, с одной или двух сторон. Разновидности полостей
- 11. В соответствии с ГОСТ 7505-89 предварительно определяют расчетную массу штамповки по номинальному размеру детали: 8.4 ОПРЕДЕЛЕНИЕ
- 12. Рисунок 8.5 – Геометрические фигуры, в которые может вписываться поковка
- 13. Определяют группу стали (М1; М2; М3) в зависимости от их химсостава (таблица 8.3) и класс точности
- 14. Масса металла заготовки, необходимая для получения штампованной поковки на молоте или прессе, где Gпок — масса
- 15. Площадь поперечного сечения заготовки для штамповки поперек оси где К – коэффициент, учитывающий перемещение металла заготовкой
- 16. Длина заготовки При штамповке с клещевиной к длине заготовки добавляют длину клещевого конца. Длина клещевины должна
- 18. Скачать презентацию
8.1 СУЩНОСТЬ ПРОЦЕССА, ПРИМЕНЯЕМОЕ ОБОРУДОВАНИЕ, ИНСТРУМЕНТ, ПОКАЗАТЕЛИ КАЧЕСТВА ЗАГОТОВОК
Сущность процесса горячей
8.1 СУЩНОСТЬ ПРОЦЕССА, ПРИМЕНЯЕМОЕ ОБОРУДОВАНИЕ, ИНСТРУМЕНТ, ПОКАЗАТЕЛИ КАЧЕСТВА ЗАГОТОВОК
Сущность процесса горячей
Ковку без подкладных штампов применяют для получения заготовок простой формы массой
Ковку без подкладных штампов применяют для получения заготовок простой формы массой
Качество поверхности заготовок характеризуют параметром шероховатости Rz (Ra) и глубиной дефектного
Качество поверхности заготовок характеризуют параметром шероховатости Rz (Ra) и глубиной дефектного
Основные показатели качества заготовок, полученных способами горячей штамповки даны в таблице
Основные показатели качества заготовок, полученных способами горячей штамповки даны в таблице
Разъем в штампе необходим для размещения исходной заготовки в ручей, извлечения
Разъем в штампе необходим для размещения исходной заготовки в ручей, извлечения
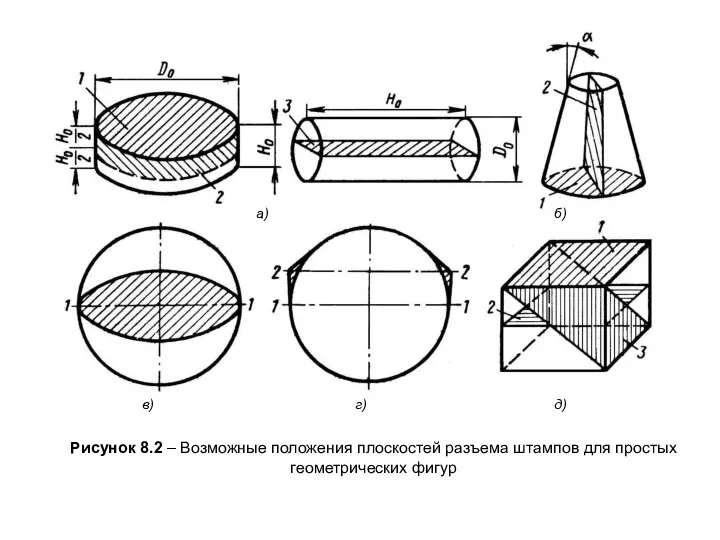
Рисунок 8.2 – Возможные положения плоскостей разъема штампов для простых геометрических
Рисунок 8.2 – Возможные положения плоскостей разъема штампов для простых геометрических
Цилиндр. Возможны три варианта разъема (рисунок 8.2, а). В зависимости от
Цилиндр. Возможны три варианта разъема (рисунок 8.2, а). В зависимости от
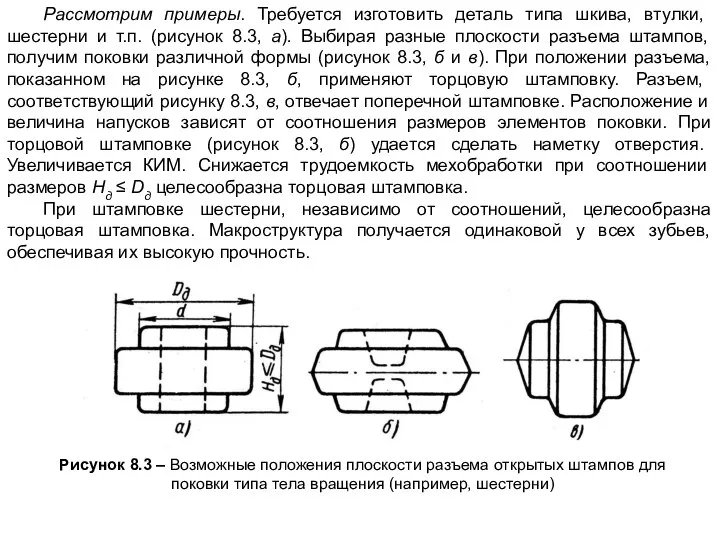
Рассмотрим примеры. Требуется изготовить деталь типа шкива, втулки, шестерни и т.п.
Рассмотрим примеры. Требуется изготовить деталь типа шкива, втулки, шестерни и т.п.
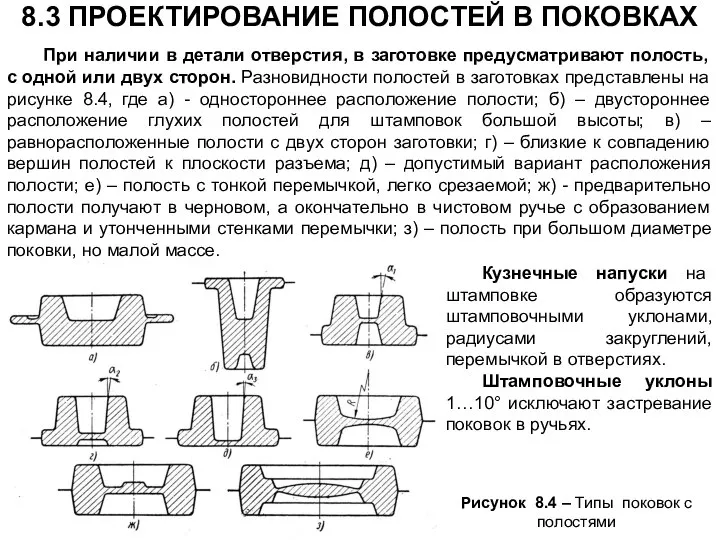
При наличии в детали отверстия, в заготовке предусматривают полость, с одной
При наличии в детали отверстия, в заготовке предусматривают полость, с одной
В соответствии с ГОСТ 7505-89 предварительно определяют расчетную массу штамповки по
В соответствии с ГОСТ 7505-89 предварительно определяют расчетную массу штамповки по
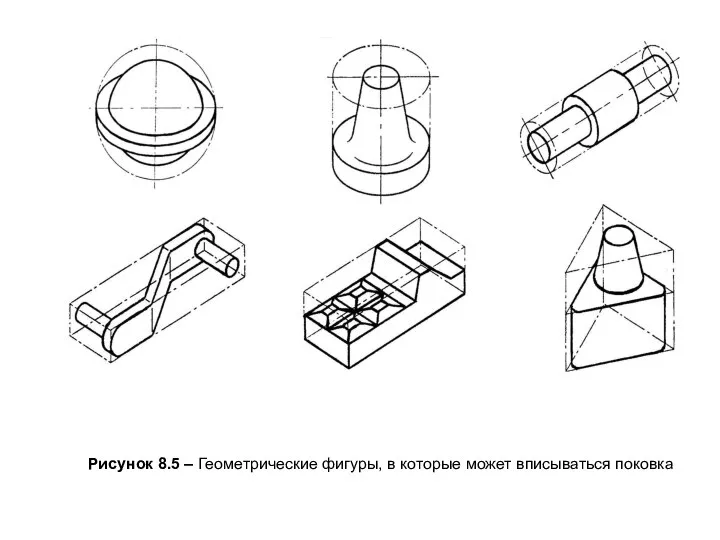
Рисунок 8.5 – Геометрические фигуры, в которые может вписываться поковка
Рисунок 8.5 – Геометрические фигуры, в которые может вписываться поковка
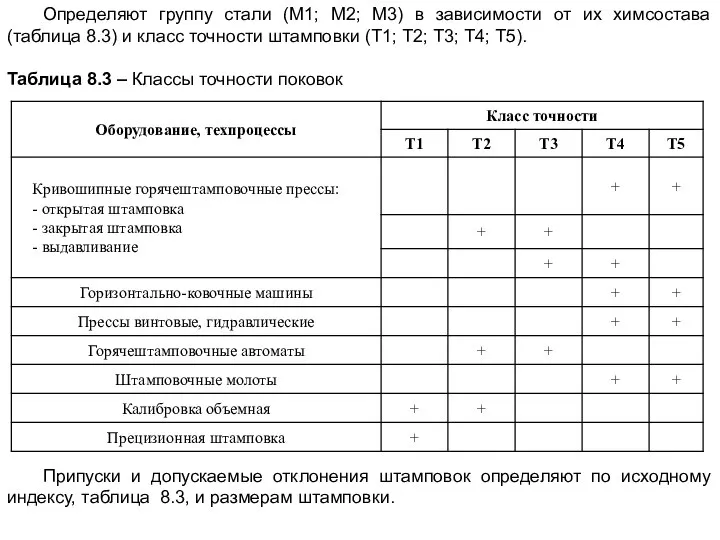
Определяют группу стали (М1; М2; М3) в зависимости от их химсостава
Определяют группу стали (М1; М2; М3) в зависимости от их химсостава
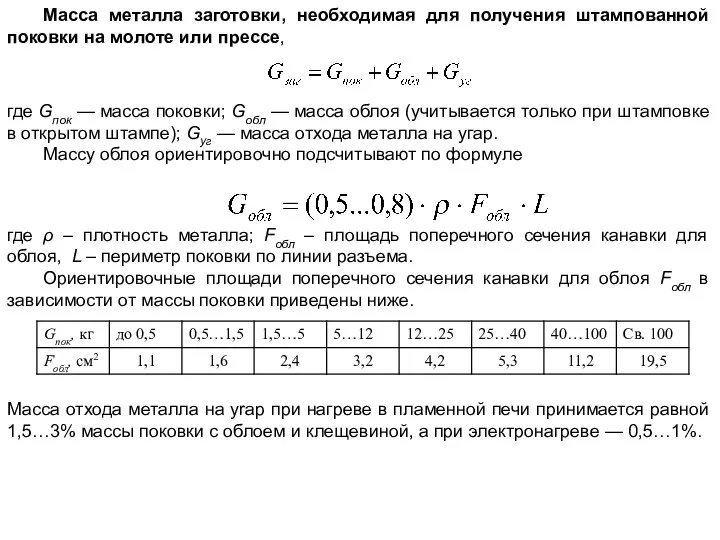
Масса металла заготовки, необходимая для получения штампованной поковки на молоте или
Масса металла заготовки, необходимая для получения штампованной поковки на молоте или
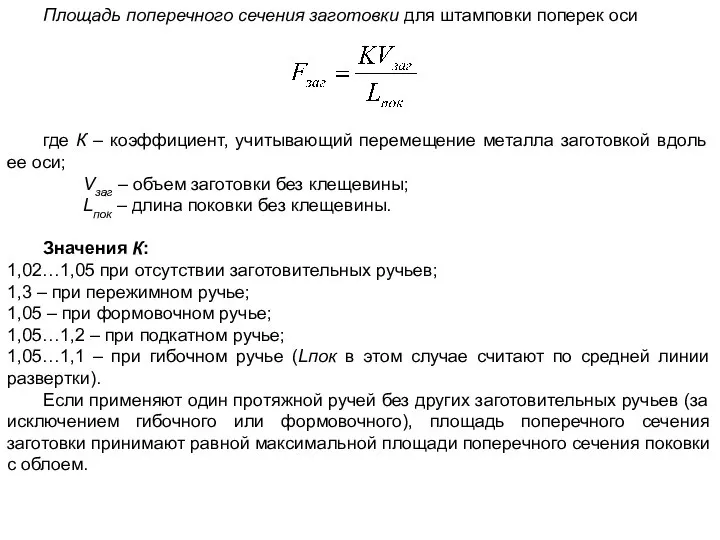
Площадь поперечного сечения заготовки для штамповки поперек оси
где К – коэффициент,
Площадь поперечного сечения заготовки для штамповки поперек оси
где К – коэффициент,
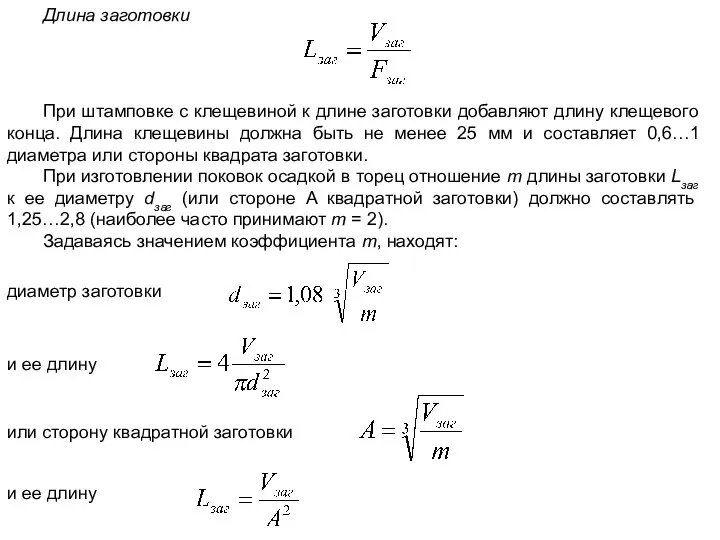
Длина заготовки
При штамповке с клещевиной к длине заготовки добавляют длину клещевого
Длина заготовки
При штамповке с клещевиной к длине заготовки добавляют длину клещевого
 ТЕРМИНОЛОГИЧЕСКИЙ ДИКТАНТ «МАТЕРИАЛЫ, ИНСТРУМЕНТЫ и ПРИНАДЛЕЖНОСТИ для занятий изобразительным искусством»
ТЕРМИНОЛОГИЧЕСКИЙ ДИКТАНТ «МАТЕРИАЛЫ, ИНСТРУМЕНТЫ и ПРИНАДЛЕЖНОСТИ для занятий изобразительным искусством» Тема 2. Подготовка к вышивке 2.1. Инструменты и приспособления 2.2 Способы перевода рисунка на ткань 2.3. Характеристика материалов, н
Тема 2. Подготовка к вышивке 2.1. Инструменты и приспособления 2.2 Способы перевода рисунка на ткань 2.3. Характеристика материалов, н Ассортимент льняных тканей
Ассортимент льняных тканей  Метод фокальных объектов
Метод фокальных объектов ПРИМЕРНАЯ ПРОГРАММА ПО ПРЕДМЕТУ «ТЕХНОЛОГИЯ» НА ОСНОВЕ ФГОС
ПРИМЕРНАЯ ПРОГРАММА ПО ПРЕДМЕТУ «ТЕХНОЛОГИЯ» НА ОСНОВЕ ФГОС Государственное областное учреждение социального обслуживания населения «Комплексный центр социального обслуживания населения
Государственное областное учреждение социального обслуживания населения «Комплексный центр социального обслуживания населения Учет ценных бумаг – сделать сложное простым Securities Accounting – Make It Easy Докладчик: Максим Цепков (M.Tsepkov@custis.ru) Заказные ИнформСистемы
Учет ценных бумаг – сделать сложное простым Securities Accounting – Make It Easy Докладчик: Максим Цепков (M.Tsepkov@custis.ru) Заказные ИнформСистемы  Информационная безопасность в сфере доменных имён Конференция «РИФ+КИБ 2010» Дмитрий Денискин генеральный директор ООО Регги Бизне
Информационная безопасность в сфере доменных имён Конференция «РИФ+КИБ 2010» Дмитрий Денискин генеральный директор ООО Регги Бизне Ассортимент шерстяных тканей
Ассортимент шерстяных тканей  АвтоПарк всюду В каждом эксплуатационном предприятии от 50 до 100 пользователей АвтоПарк
АвтоПарк всюду В каждом эксплуатационном предприятии от 50 до 100 пользователей АвтоПарк Ассортимент шелковых тканей
Ассортимент шелковых тканей  Ассортимент тканей из искусственных и синтетических волокон
Ассортимент тканей из искусственных и синтетических волокон  Технический рисунок модели - презентация к уроку Технологии_
Технический рисунок модели - презентация к уроку Технологии_ Краудсорсинг в геосервисах: Народная Яндекс.Карта Андрей Кармацкий Яндекс. - презентация
Краудсорсинг в геосервисах: Народная Яндекс.Карта Андрей Кармацкий Яндекс. - презентация Обобщение знаний об изготовлении швейных изделий - презентация к уроку Технологии
Обобщение знаний об изготовлении швейных изделий - презентация к уроку Технологии ГБУ «КЦСОН г.Каменска – Уральского» Коллективные традиции 2014г.
ГБУ «КЦСОН г.Каменска – Уральского» Коллективные традиции 2014г. Архитектура для автоматизированного тестирования UI Антон Бевзюк Intel
Архитектура для автоматизированного тестирования UI Антон Бевзюк Intel Муниципальное образовательное учреждение дополнительного образования детей - Дом Детского творчества село Большая Глушица Заба
Муниципальное образовательное учреждение дополнительного образования детей - Дом Детского творчества село Большая Глушица Заба Зобов Александр гендиректор ООО «Грин» Доменный бизнес. Как делать деньги на виртуальной недвижимости. - презентация
Зобов Александр гендиректор ООО «Грин» Доменный бизнес. Как делать деньги на виртуальной недвижимости. - презентация test MS Word - презентация к уроку Технологии_
test MS Word - презентация к уроку Технологии_ КОРУС | Ревизор Решение «КОРУС Консалтинг» на платформе Alfresco
КОРУС | Ревизор Решение «КОРУС Консалтинг» на платформе Alfresco Лоскутное шитье Автор: Гехт О.А.
Лоскутное шитье Автор: Гехт О.А. Сабақтын тақырыбы Тема урока Сущность и классификация процесса сварки
Сабақтын тақырыбы Тема урока Сущность и классификация процесса сварки vGate R2 Конкурс продуктов VirtualizationSecurityGroup.Ru
vGate R2 Конкурс продуктов VirtualizationSecurityGroup.Ru На нашем шарике земном, Где мы родились и живём, Где в травах летняя роса и голубые небеса, Где море, горы, степь и лес – Полно таинст
На нашем шарике земном, Где мы родились и живём, Где в травах летняя роса и голубые небеса, Где море, горы, степь и лес – Полно таинст О пользе и вреде электризации Николаева О.И.
О пользе и вреде электризации Николаева О.И. XXI научно-практическая экологическая конференция ГОУ СОШ № 516 Проектно-практическая деятельность «Дом моей мечты» Работу вып
XXI научно-практическая экологическая конференция ГОУ СОШ № 516 Проектно-практическая деятельность «Дом моей мечты» Работу вып Рисуем карандашом - презентация к уроку Технологии_
Рисуем карандашом - презентация к уроку Технологии_