- Аттестация специалистов по визуальному и измерительному контролю

Содержание
- 2. Докладчик: Трапезников Юрий Владимирович специалист сварочного производства IV уровня специалист II уровня по ультразвуковому методу контроля
- 3. ИНСТРУКЦИЯ ПО ВИЗУАЛЬНОМУ И ИЗМЕРИТЕЛЬНОМУ КОНТРОЛЮ РД 03-606-03 Инструкция устанавливает порядок проведения визуального и измерительного контроля
- 4. Визуальный и измерительный контроль сварки стальных газопроводов (ручная дуговая - Р и газовая - Г сварка)
- 5. Визуальный и измерительный контроль материала (полуфабрикатов, заготовок, деталей) и сварных соединений проводят на следующих стадиях: входного
- 6. Визуальный и измерительный контроль материалов (заготовок, полуфабрикатов, деталей) на стадии входного контроля, изготовления деталей и сборочных
- 11. Визуальный и измерительный контроль изготовления деталей и сборочных единиц, подготовки их к сборке и сварке выполняют
- 12. Согласно РД 03-606-03: Визуальный контроль - органолептический контроль, осуществляемый органами зрения. Органолептический контроль – контроль, при
- 13. Поверхности материалов и сварных соединений (наплавок) перед контролем очищаются от влаги, шлака, брызг металла, ржавчины и
- 14. При визуальном и измерительном контроле сварных соединений контролируемая зона должна включать в себя поверхность металла шва,
- 15. не менее 50 мм (независимо от номинальной толщины сваренных деталей) - для сварных соединений, выполненных электрошлаковой
- 16. калибры; эндоскопы; шаблоны, в том числе специальные и универсальные (например, типа УШС-3, УШС-1), радиусные, резьбовые и
- 17. Допустимая погрешность измерения при измерительном контроле:
- 18. а - общий вид шаблона УШС-3; б - измерение угла скоса разделки ; в - измерение
- 19. Контроль шаблоном конструкции А.И. Красовского а - общий вид шаблона; б, в - контроль тавровых и
- 21. Визуальный и измерительный контроль рекомендуется выполнять на стационарных участках, которые должны быть оборудованы рабочими столами, стендами,
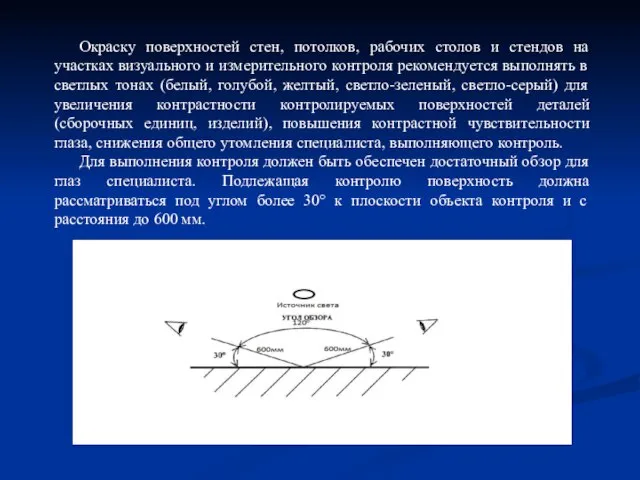
- 22. Окраску поверхностей стен, потолков, рабочих столов и стендов на участках визуального и измерительного контроля рекомендуется выполнять
- 23. Подготовка контролируемых поверхностей проводится подразделениями организации, выполняющей работы по визуальному и измерительному контролю, а в процессе
- 24. при зачистке кромок деталей под электрошлаковую сварку - не менее 50 мм с каждой стороны сварного
- 25. Шероховатость поверхностей изделий и сварных соединений для проведения последующих методов неразрушающего контроля зависит от метода контроля
- 26. При подготовке деталей под сварку необходимо контролировать: наличие маркировки и (или) документации, подтверждающей приемку полуфабрикатов, деталей,
- 27. При сборке деталей под сварку визуально необходимо контролировать: правильность сборки и крепления деталей в сборочных приспособлениях;
- 28. В соответствии с п.7.52 СП 42-102-2004 перед сборкой труб необходимо: очистить внутреннюю полость труб и деталей
- 29. В соответствии с п.7.56 СП 42-102-2004 необходимо: Для закрепления труб в зафиксированном под сварку положении электродами,
- 30. Измерительный контроль соединений, собранных под сварку включает проверку: величины зазора в соединении; размера смещения кромок (внутренних
- 31. В соответствии с п.7.54 СП 42-102-2004 необходимо: При отсутствии стандартных переходов допускается производить на надземных и
- 32. В выполненном сварном соединении визуально следует контролировать: отсутствие (наличие) поверхностных трещин всех видов и направлений; отсутствие
- 33. В выполненном сварном соединении измерениями необходимо контролировать: размеры поверхностных дефектов (поры, включения и др.), выявленных при
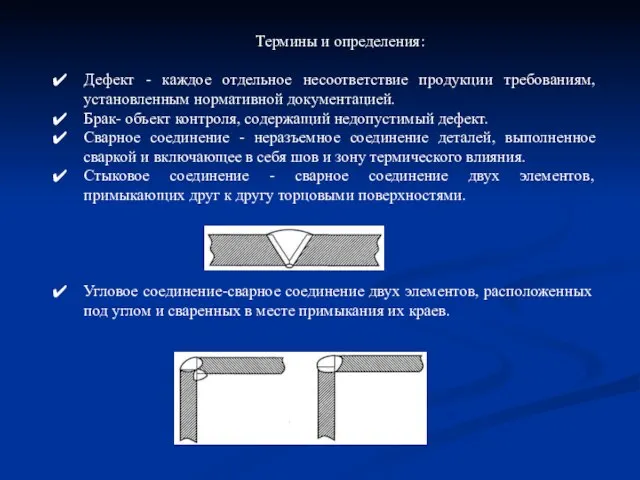
- 34. Термины и определения: Дефект - каждое отдельное несоответствие продукции требованиям, установленным нормативной документацией. Брак- объект контроля,
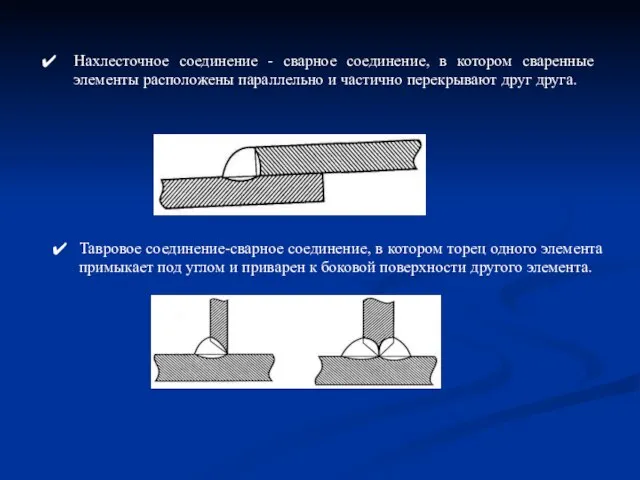
- 35. Нахлесточное соединение - сварное соединение, в котором сваренные элементы расположены параллельно и частично перекрывают друг друга.
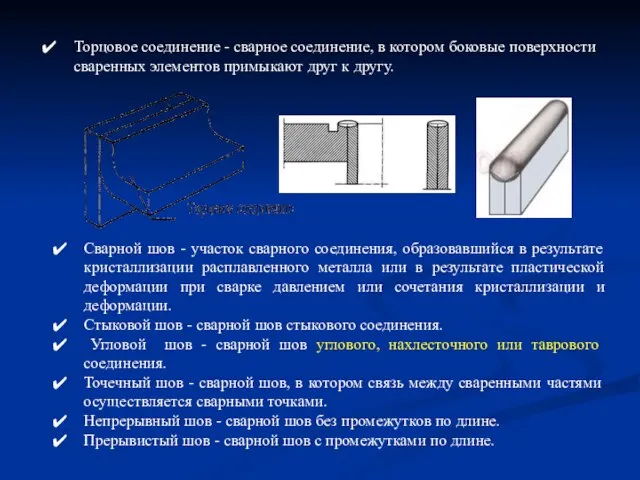
- 36. Торцовое соединение - сварное соединение, в котором боковые поверхности сваренных элементов примыкают друг к другу. Сварной
- 37. Цепной прерывистый шов - двухсторонний прерывистый шов, у которого промежутки расположены по обеим сторонам стенки один
- 38. Многослойный шов - сварной шов, выполненный в несколько слоев по высоте. Подварочный шов - меньшая часть
- 39. Корень шва - часть сварного шва, наиболее удаленная от его лицевой поверхности. Валик шва - металл
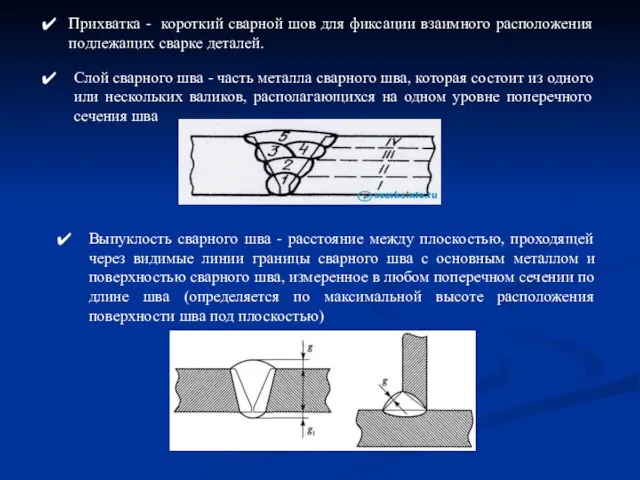
- 40. Слой сварного шва - часть металла сварного шва, которая состоит из одного или нескольких валиков, располагающихся
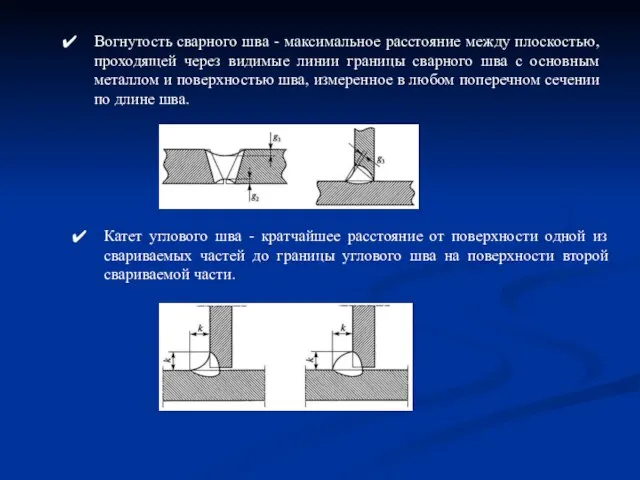
- 41. Вогнутость сварного шва - максимальное расстояние между плоскостью, проходящей через видимые линии границы сварного шва с
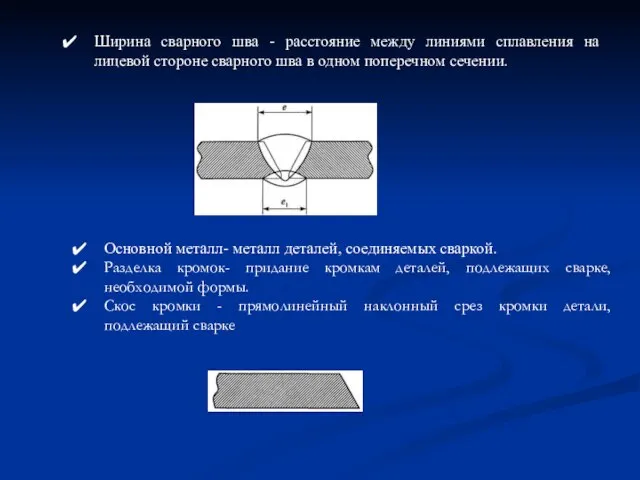
- 42. Ширина сварного шва - расстояние между линиями сплавления на лицевой стороне сварного шва в одном поперечном
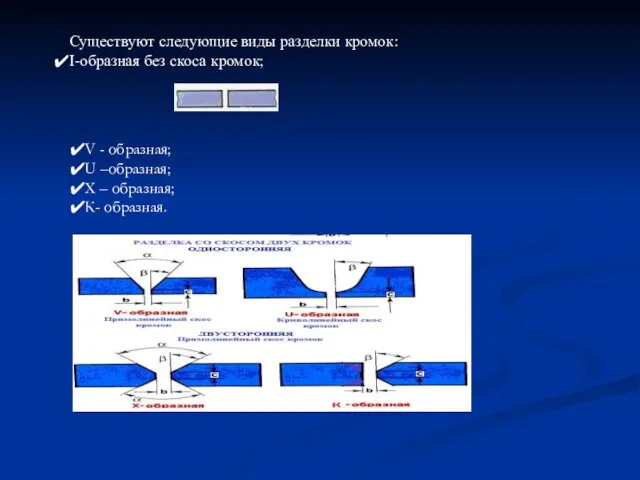
- 43. Существуют следующие виды разделки кромок: I-образная без скоса кромок; V - образная; U –образная; X –
- 45. Притупление кромки - нескошенная часть торца кромки детали, подлежащей сварке. Угол скоса кромки - острый угол
- 46. Угол разделки кромки - угол между скошенными кромками свариваемых деталей. Смещение кромок - несовпадение уровней расположения
- 47. Зазор- расстояние между собранными под сварку деталями в поперечном сечении их кромок. Провар- сплошная металлическая связь
- 49. Дефекты сварных соединений стальных газопроводов: Включения - полость в металле, заполненная газом, шлаком или инородным металлом.
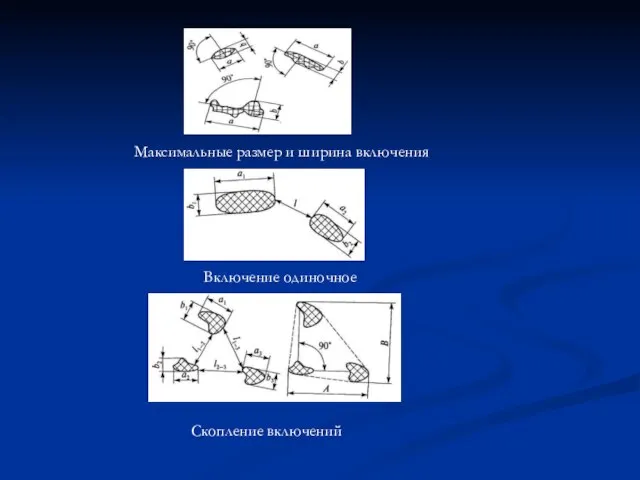
- 50. Максимальные размер и ширина включения Включение одиночное Скопление включений
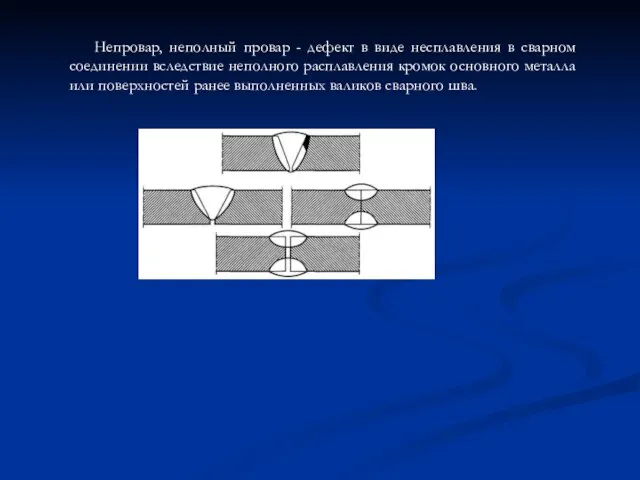
- 58. Непровар, неполный провар - дефект в виде несплавления в сварном соединении вследствие неполного расплавления кромок основного
- 60. Не допустимые поверхностные дефекты сварных соединений стальных газопроводов : трещины сварного шва и околошовной зоны (зоны
- 61. Трещина сварного соединения- дефект сварного соединения в виде разрыва металла в сварном шве и (или) прилегающих
- 67. Прожог- дефект в виде сквозного отверстия в сварном шве, образовавшийся вследствие вытекания части жидкого металла сварочной
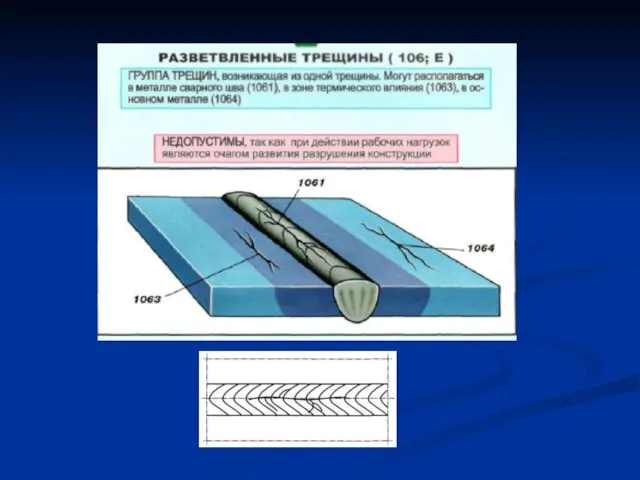
- 69. Свищ - дефект в виде воронкообразного или трубчатого углубления в сварном шве. Обычно свищи группируются в
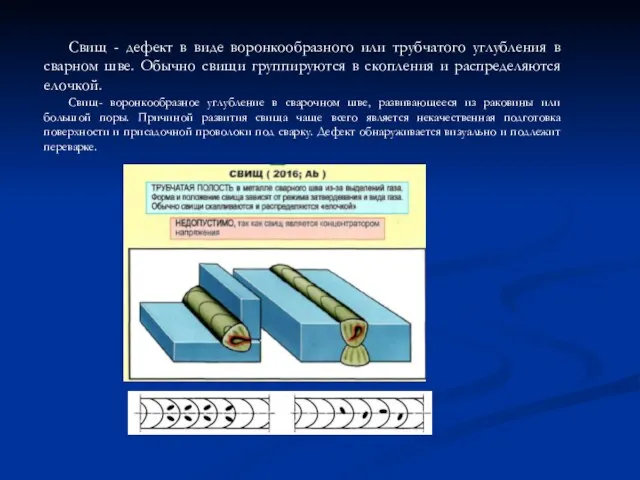
- 70. Наплыв - дефект в виде металла, натекшего в процессе сварки (наплавки) на поверхность сваренных (наплавленных) деталей
- 71. Кратер - дефект в виде полости или впадины, образовавшийся при усадке расплавленного металла при затвердевании (располагается,
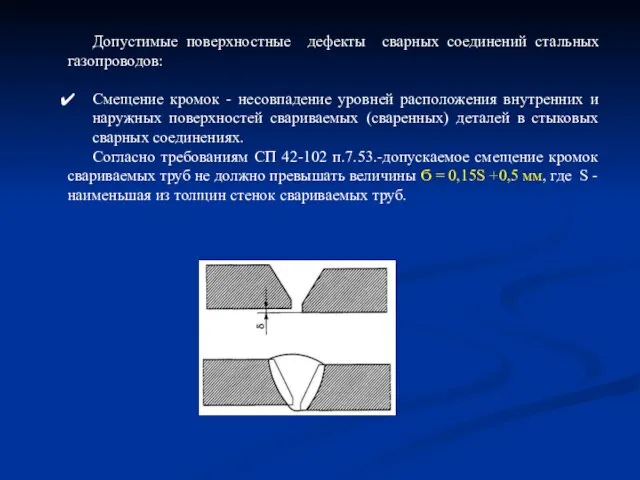
- 72. Допустимые поверхностные дефекты сварных соединений стальных газопроводов: Смещение кромок - несовпадение уровней расположения внутренних и наружных
- 73. Перелом осей - смещение между двумя свариваемыми деталями, при котором их плоские поверхности не параллельны (или
- 74. Подрез - острые конусообразные углубления на границе поверхности сварного шва с основным металлом. Согласно требованиям СП
- 75. Чешуйчатость - отслоения или разрывы в виде сетки, образовавшиеся при прокатке из-за перегрева (пережога) или пониженной
- 76. Углубления, западания между валиками шва - продольная впадина между двумя соседними валиками (слоями) шва (оценивается по
- 77. Не полностью заполненная разделка кромки- продольная впадина между двумя соседними валиками (слоями) шва (оценивается по максимальной
- 78. Выпуклость сварного шва - расстояние между плоскостью, проходящей через видимые линии границы сварного шва с основным
- 79. Вогнутость сварного шва - максимальное расстояние между плоскостью, проходящей через видимые линии границы сварного шва с
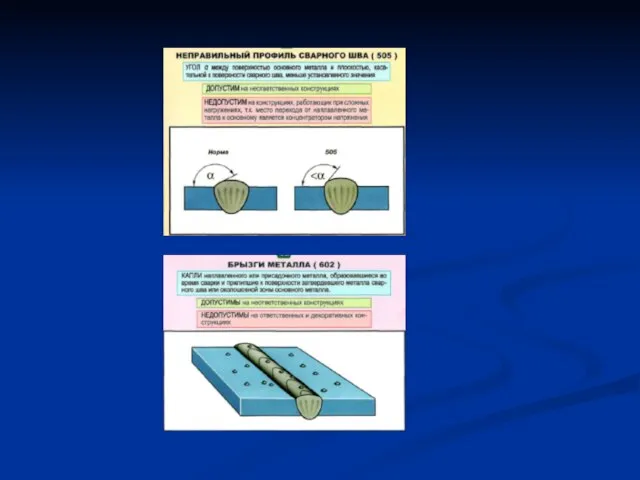
- 80. Неправильная форма сварного шва сварного шва (ГОСТ Р ИСО 6520-1-2012)- отклонение от требуемой формы и/или геометрии
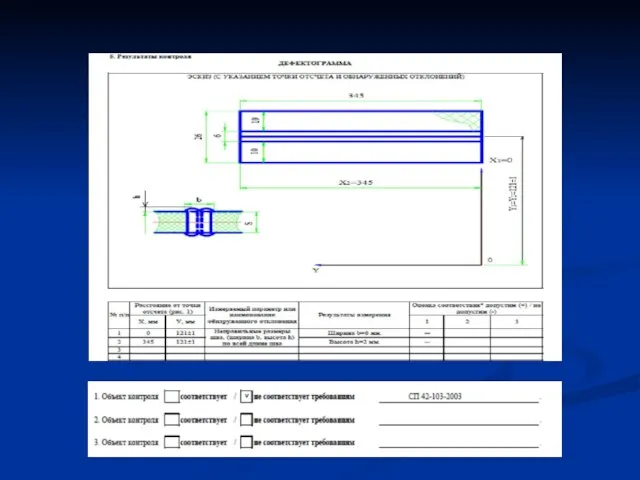
- 83. Допустимые поверхностные дефекты сварных соединений полиэтиленовых газопроводов (сварка НИ) в соответствии с требованиями СП 42-103-2003: цвет
- 84. Визуальный и измерительный контроль стыковых сварных соединений из полимерных материалов Визуальный контроль (внешний осмотр), выполненных сваркой
- 87. трубы за пределами соединительной детали должны иметь следы механической обработки (зачистки); индикаторы сварки деталей должны находиться
- 88. Допустимые поверхностные дефекты сварных соединений полиэтиленовых газопроводов (сварка ЗН) в соответствии с требованиями СП 42-103-2003: угол
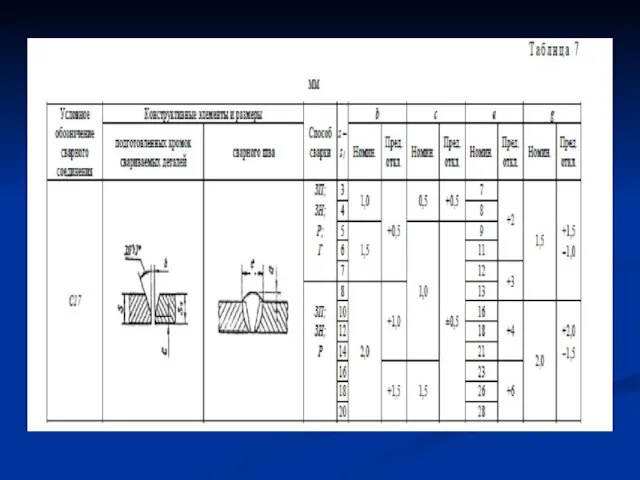
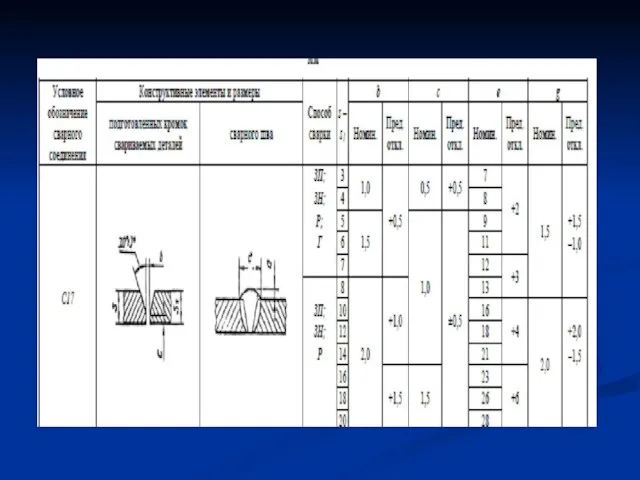
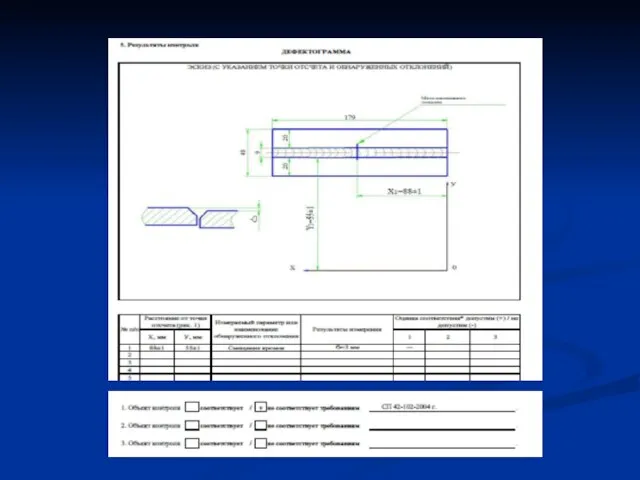
- 89. Стыковой сварной шов ПЭ труб «СБ» по РД 03-495-02 Стыковой сварной шов стальных труб «C17» по
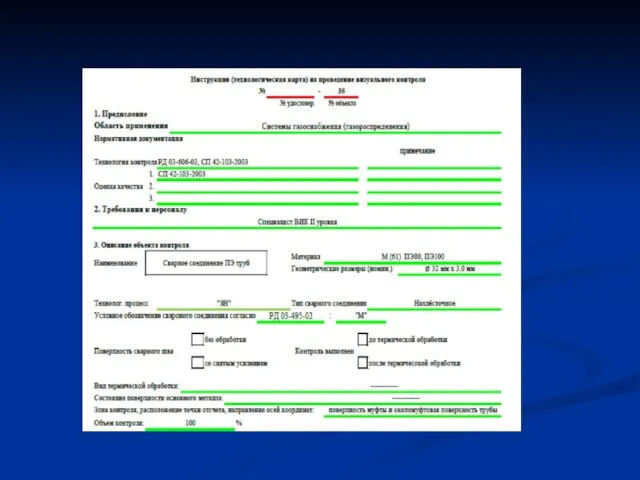
- 90. Инструкция (технологическая карта) на проведение визуального контроля
- 112. Скачать презентацию
Докладчик:
Трапезников Юрий Владимирович
специалист сварочного производства IV уровня
специалист II уровня
Докладчик:
Трапезников Юрий Владимирович
специалист сварочного производства IV уровня
специалист II уровня

ИНСТРУКЦИЯ ПО ВИЗУАЛЬНОМУ И ИЗМЕРИТЕЛЬНОМУ КОНТРОЛЮ РД 03-606-03
Инструкция устанавливает порядок
ИНСТРУКЦИЯ ПО ВИЗУАЛЬНОМУ И ИЗМЕРИТЕЛЬНОМУ КОНТРОЛЮ РД 03-606-03
Инструкция устанавливает порядок
Визуальный и измерительный контроль сварки стальных газопроводов (ручная дуговая -
Визуальный и измерительный контроль сварки стальных газопроводов (ручная дуговая -
Визуальный и измерительный контроль материала (полуфабрикатов, заготовок, деталей) и сварных
Визуальный и измерительный контроль материала (полуфабрикатов, заготовок, деталей) и сварных
Визуальный и измерительный контроль материалов (заготовок, полуфабрикатов, деталей) на стадии входного
Визуальный и измерительный контроль материалов (заготовок, полуфабрикатов, деталей) на стадии входного




Визуальный и измерительный контроль изготовления деталей и сборочных единиц, подготовки их
Визуальный и измерительный контроль изготовления деталей и сборочных единиц, подготовки их

Согласно РД 03-606-03:
Визуальный контроль - органолептический контроль, осуществляемый органами зрения.
Органолептический контроль
Согласно РД 03-606-03:
Визуальный контроль - органолептический контроль, осуществляемый органами зрения.
Органолептический контроль
Поверхности материалов и сварных соединений (наплавок) перед контролем очищаются от влаги,
Поверхности материалов и сварных соединений (наплавок) перед контролем очищаются от влаги,
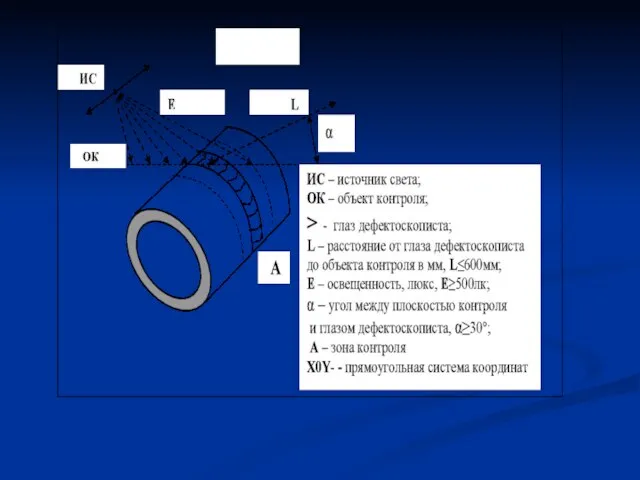
При визуальном и измерительном контроле сварных соединений контролируемая зона должна включать
При визуальном и измерительном контроле сварных соединений контролируемая зона должна включать
не менее 50 мм (независимо от номинальной толщины сваренных деталей) -
не менее 50 мм (независимо от номинальной толщины сваренных деталей) -
калибры;
эндоскопы;
шаблоны, в том числе специальные и универсальные (например, типа УШС-3, УШС-1),
калибры;
эндоскопы;
шаблоны, в том числе специальные и универсальные (например, типа УШС-3, УШС-1),

Допустимая погрешность измерения при измерительном контроле:
Допустимая погрешность измерения при измерительном контроле:
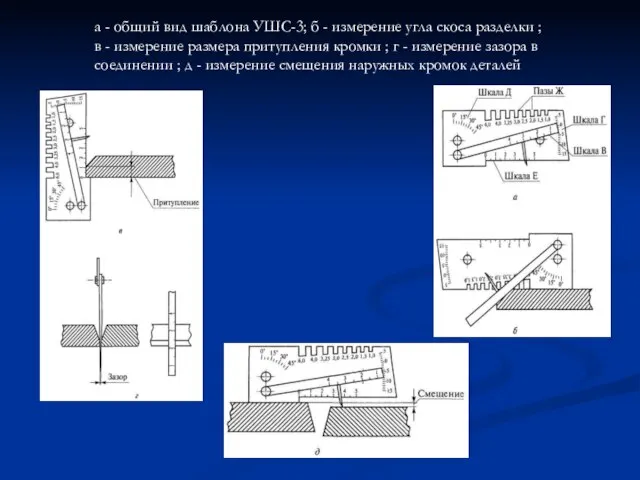
а - общий вид шаблона УШС-3; б - измерение угла скоса
а - общий вид шаблона УШС-3; б - измерение угла скоса
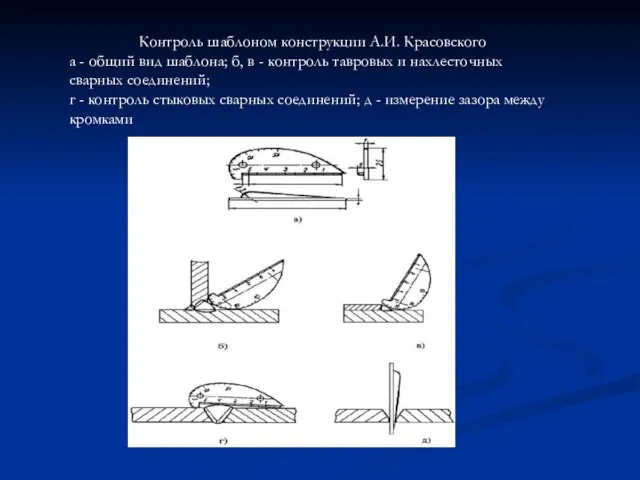
Контроль шаблоном конструкции А.И. Красовского
а - общий вид шаблона; б, в
Контроль шаблоном конструкции А.И. Красовского
а - общий вид шаблона; б, в


Визуальный и измерительный контроль рекомендуется выполнять на стационарных участках, которые должны
Визуальный и измерительный контроль рекомендуется выполнять на стационарных участках, которые должны
Окраску поверхностей стен, потолков, рабочих столов и стендов на участках визуального
Окраску поверхностей стен, потолков, рабочих столов и стендов на участках визуального
Подготовка контролируемых поверхностей проводится подразделениями организации, выполняющей работы по визуальному и
Подготовка контролируемых поверхностей проводится подразделениями организации, выполняющей работы по визуальному и
при зачистке кромок деталей под электрошлаковую сварку - не менее 50
при зачистке кромок деталей под электрошлаковую сварку - не менее 50
Шероховатость поверхностей изделий и сварных соединений для проведения последующих методов неразрушающего
Шероховатость поверхностей изделий и сварных соединений для проведения последующих методов неразрушающего
При подготовке деталей под сварку необходимо контролировать:
наличие маркировки и (или) документации,
При подготовке деталей под сварку необходимо контролировать:
наличие маркировки и (или) документации,

При сборке деталей под сварку визуально необходимо контролировать:
правильность сборки и крепления
При сборке деталей под сварку визуально необходимо контролировать:
правильность сборки и крепления
В соответствии с п.7.52 СП 42-102-2004 перед сборкой труб необходимо:
очистить внутреннюю
очистить внутреннюю
В соответствии с п.7.56 СП 42-102-2004 необходимо:
Для закрепления труб в
Для закрепления труб в
Измерительный контроль соединений, собранных под сварку включает проверку:
величины зазора в соединении;
размера
Измерительный контроль соединений, собранных под сварку включает проверку:
величины зазора в соединении;
размера
В соответствии с п.7.54 СП 42-102-2004 необходимо:
При отсутствии стандартных переходов
При отсутствии стандартных переходов

В выполненном сварном соединении визуально следует контролировать:
отсутствие (наличие) поверхностных трещин всех
В выполненном сварном соединении визуально следует контролировать:
отсутствие (наличие) поверхностных трещин всех
В выполненном сварном соединении измерениями необходимо контролировать:
размеры поверхностных дефектов (поры, включения
В выполненном сварном соединении измерениями необходимо контролировать:
размеры поверхностных дефектов (поры, включения
Термины и определения:
Дефект - каждое отдельное несоответствие продукции требованиям, установленным нормативной
Термины и определения:
Дефект - каждое отдельное несоответствие продукции требованиям, установленным нормативной
Нахлесточное соединение - сварное соединение, в котором сваренные элементы расположены параллельно
Торцовое соединение - сварное соединение, в котором боковые поверхности сваренных элементов
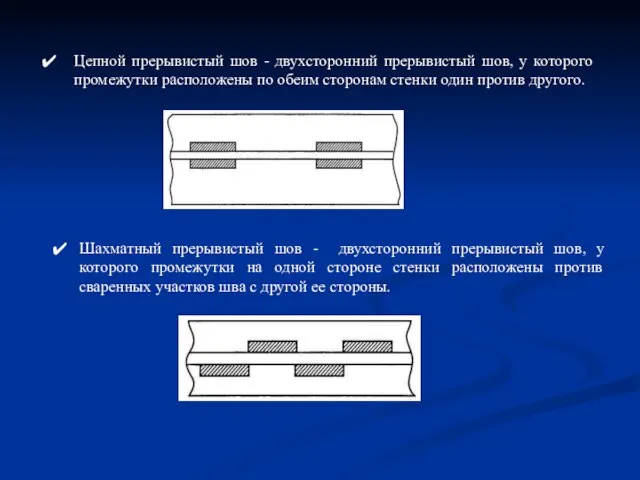
Цепной прерывистый шов - двухсторонний прерывистый шов, у которого промежутки расположены
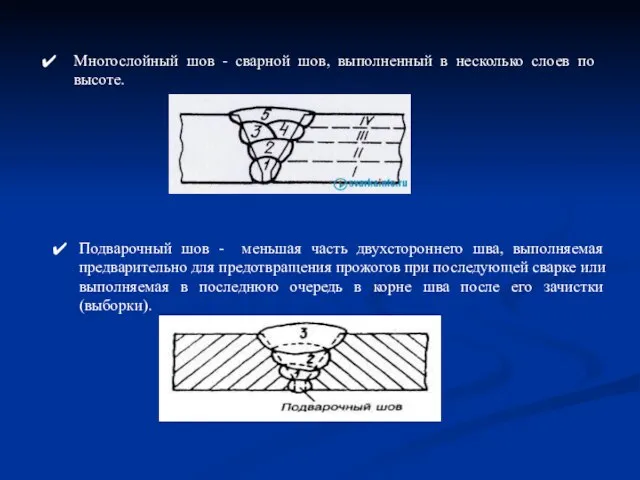
Многослойный шов - сварной шов, выполненный в несколько слоев по высоте.
Подварочный
Подварочный
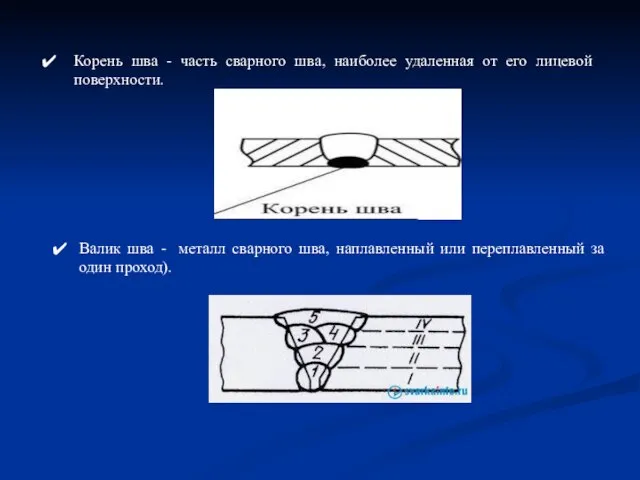
Корень шва - часть сварного шва, наиболее удаленная от его лицевой
Слой сварного шва - часть металла сварного шва, которая состоит из
Вогнутость сварного шва - максимальное расстояние между плоскостью, проходящей через видимые
Вогнутость сварного шва - максимальное расстояние между плоскостью, проходящей через видимые
Ширина сварного шва - расстояние между линиями сплавления на лицевой стороне
Ширина сварного шва - расстояние между линиями сплавления на лицевой стороне
Существуют следующие виды разделки кромок:
I-образная без скоса кромок;
V - образная;
U –образная;
X
Существуют следующие виды разделки кромок:
I-образная без скоса кромок;
V - образная;
U –образная;
X


Притупление кромки - нескошенная часть торца кромки детали, подлежащей сварке.
Угол скоса
Притупление кромки - нескошенная часть торца кромки детали, подлежащей сварке.
Угол скоса

Угол разделки кромки - угол между скошенными кромками свариваемых деталей.
Смещение кромок
Угол разделки кромки - угол между скошенными кромками свариваемых деталей.
Смещение кромок

Зазор- расстояние между собранными под сварку деталями в поперечном сечении их
Зазор- расстояние между собранными под сварку деталями в поперечном сечении их
Дефекты сварных соединений стальных газопроводов:
Включения - полость в металле, заполненная газом,
Дефекты сварных соединений стальных газопроводов:
Включения - полость в металле, заполненная газом,
Максимальные размер и ширина включения
Включение одиночное
Скопление включений
Максимальные размер и ширина включения
Включение одиночное
Скопление включений







Непровар, неполный провар - дефект в виде несплавления в сварном соединении
Непровар, неполный провар - дефект в виде несплавления в сварном соединении

Не допустимые поверхностные дефекты сварных соединений стальных газопроводов :
трещины сварного шва
Не допустимые поверхностные дефекты сварных соединений стальных газопроводов :
трещины сварного шва
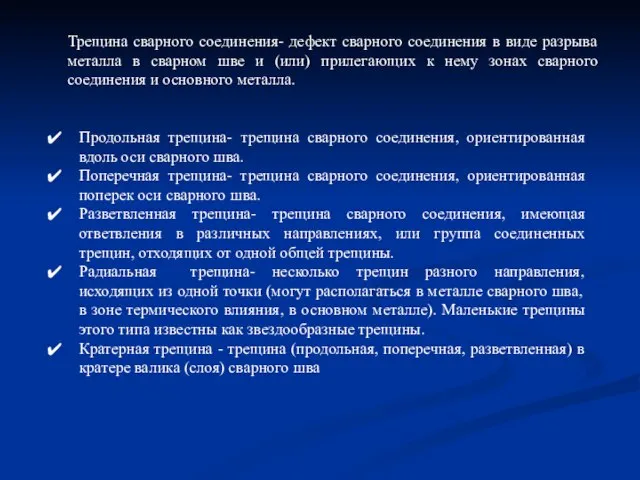
Трещина сварного соединения- дефект сварного соединения в виде разрыва металла в
Трещина сварного соединения- дефект сварного соединения в виде разрыва металла в





Прожог- дефект в виде сквозного отверстия в сварном шве, образовавшийся вследствие

Свищ - дефект в виде воронкообразного или трубчатого углубления в сварном
Свищ - дефект в виде воронкообразного или трубчатого углубления в сварном
Наплыв - дефект в виде металла, натекшего в процессе сварки (наплавки)
Наплыв - дефект в виде металла, натекшего в процессе сварки (наплавки)
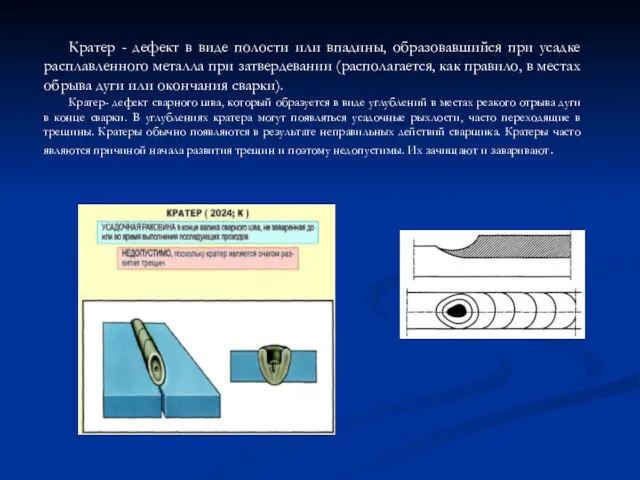
Кратер - дефект в виде полости или впадины, образовавшийся при усадке
Кратер - дефект в виде полости или впадины, образовавшийся при усадке
Допустимые поверхностные дефекты сварных соединений стальных газопроводов:
Смещение кромок - несовпадение уровней
Допустимые поверхностные дефекты сварных соединений стальных газопроводов:
Смещение кромок - несовпадение уровней

Перелом осей - смещение между двумя свариваемыми деталями, при котором их
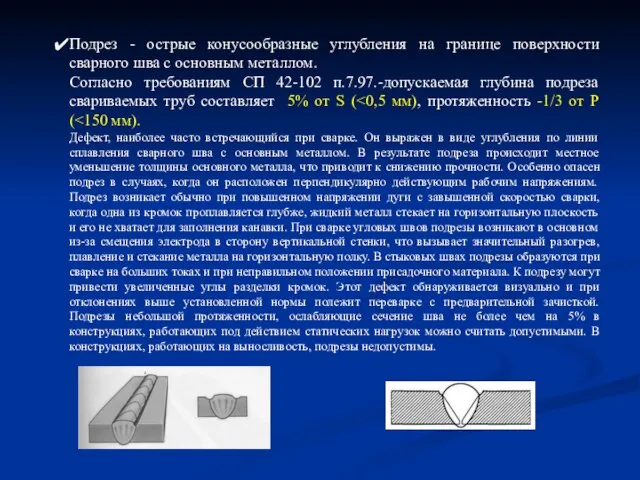
Подрез - острые конусообразные углубления на границе поверхности сварного шва с
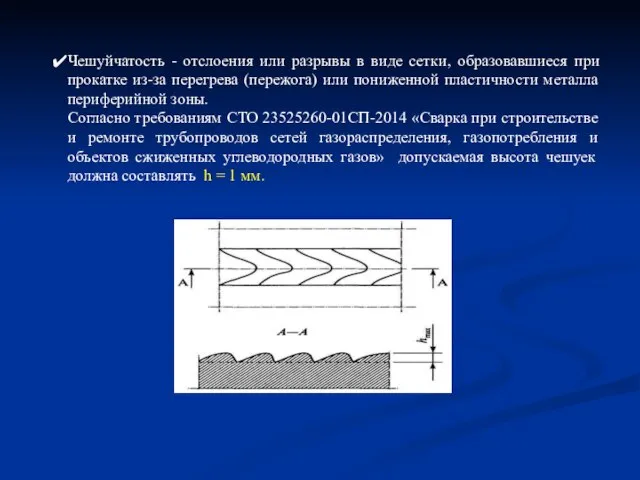
Чешуйчатость - отслоения или разрывы в виде сетки, образовавшиеся при прокатке

Углубления, западания между валиками шва - продольная впадина между двумя соседними
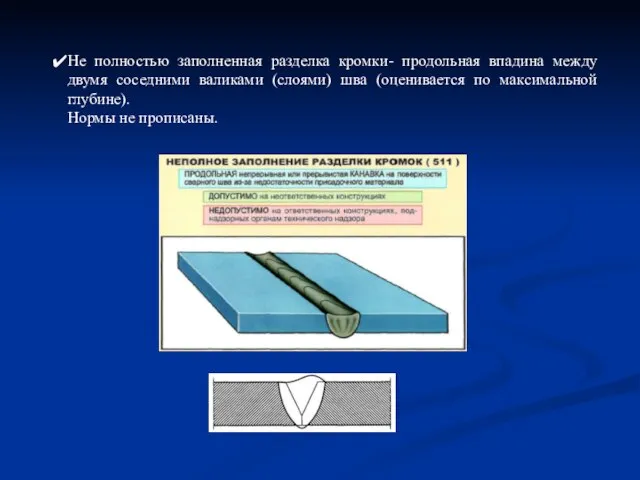
Не полностью заполненная разделка кромки- продольная впадина между двумя соседними валиками
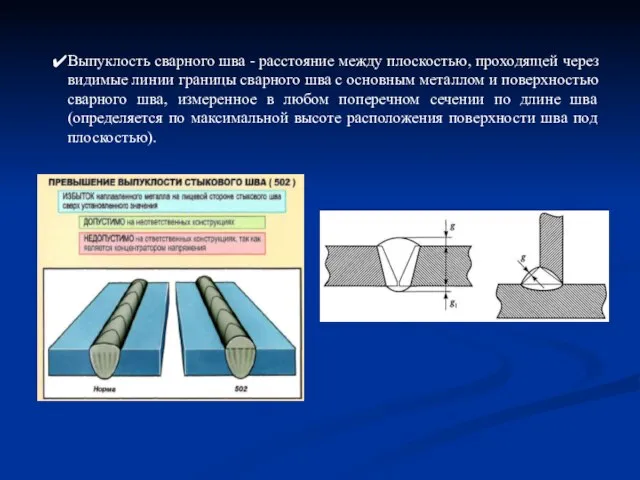
Выпуклость сварного шва - расстояние между плоскостью, проходящей через видимые линии
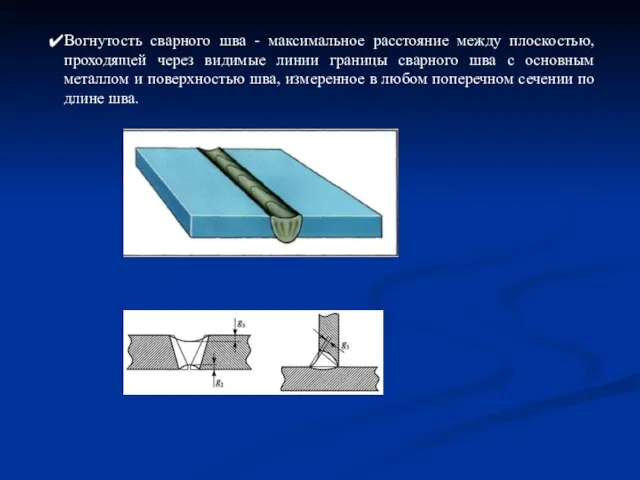
Вогнутость сварного шва - максимальное расстояние между плоскостью, проходящей через видимые
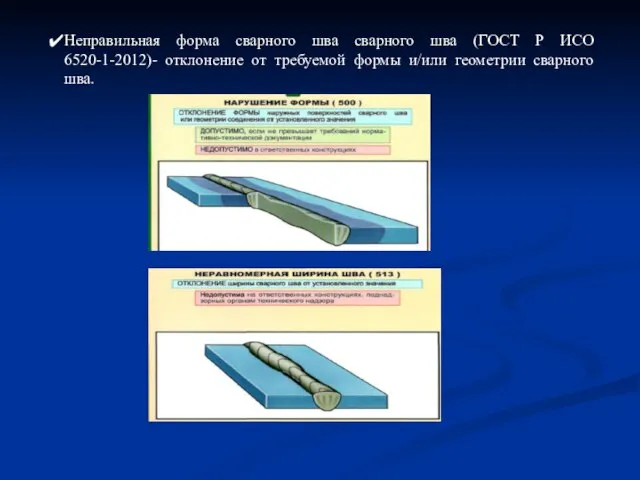
Неправильная форма сварного шва сварного шва (ГОСТ Р ИСО 6520-1-2012)- отклонение
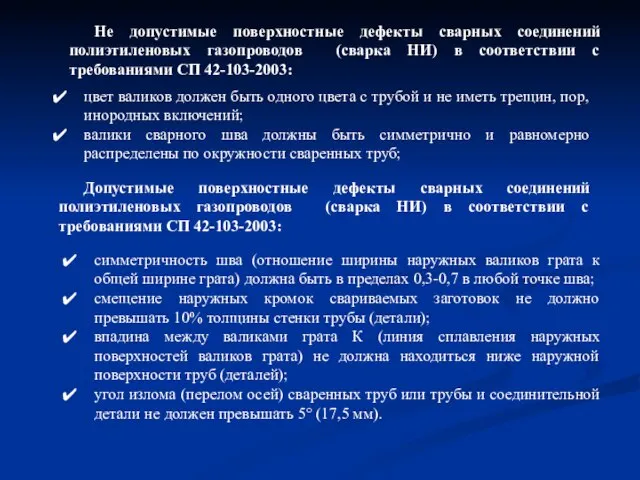
Допустимые поверхностные дефекты сварных соединений полиэтиленовых газопроводов (сварка НИ) в соответствии
Допустимые поверхностные дефекты сварных соединений полиэтиленовых газопроводов (сварка НИ) в соответствии

Визуальный и измерительный контроль стыковых сварных соединений из полимерных материалов
Визуальный контроль
Визуальный и измерительный контроль стыковых сварных соединений из полимерных материалов
Визуальный контроль


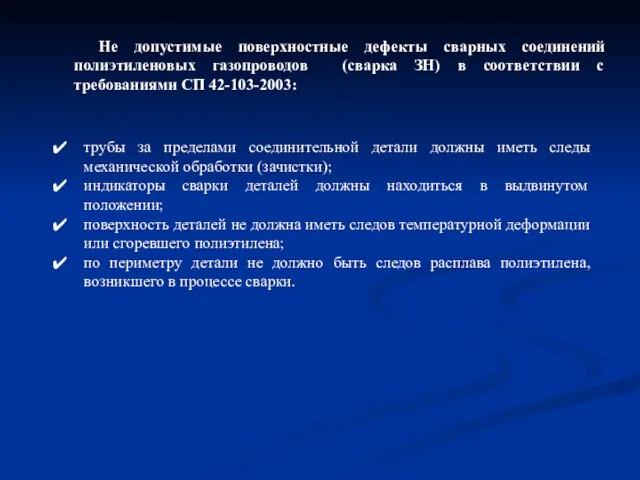
трубы за пределами соединительной детали должны иметь следы механической обработки (зачистки);
индикаторы
трубы за пределами соединительной детали должны иметь следы механической обработки (зачистки);
индикаторы

Допустимые поверхностные дефекты сварных соединений полиэтиленовых газопроводов (сварка ЗН) в соответствии
Допустимые поверхностные дефекты сварных соединений полиэтиленовых газопроводов (сварка ЗН) в соответствии
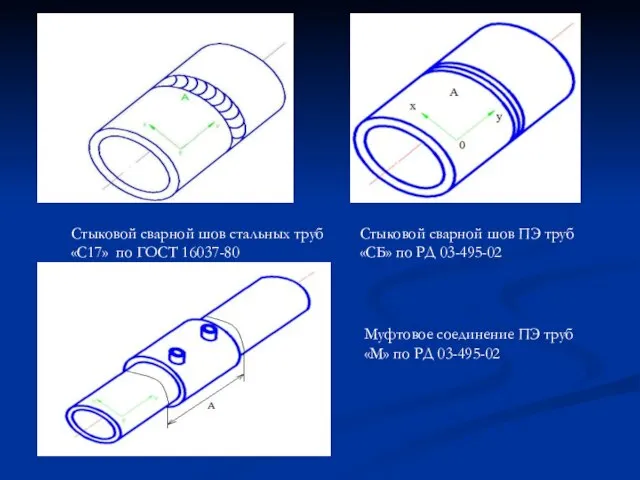
Стыковой сварной шов ПЭ труб
«СБ» по РД 03-495-02
Стыковой сварной шов стальных
Стыковой сварной шов ПЭ труб
«СБ» по РД 03-495-02
Стыковой сварной шов стальных
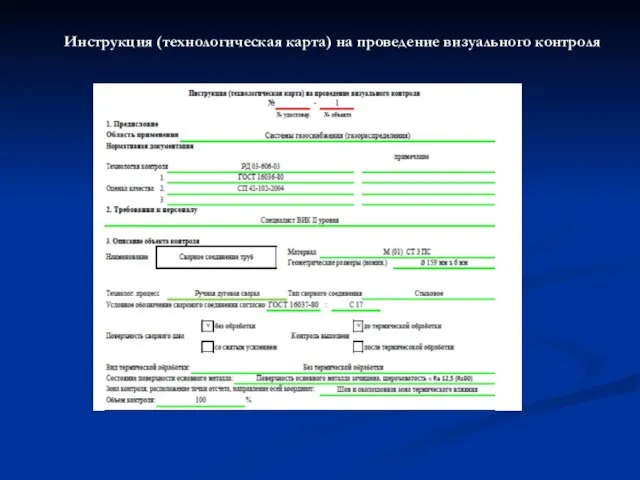
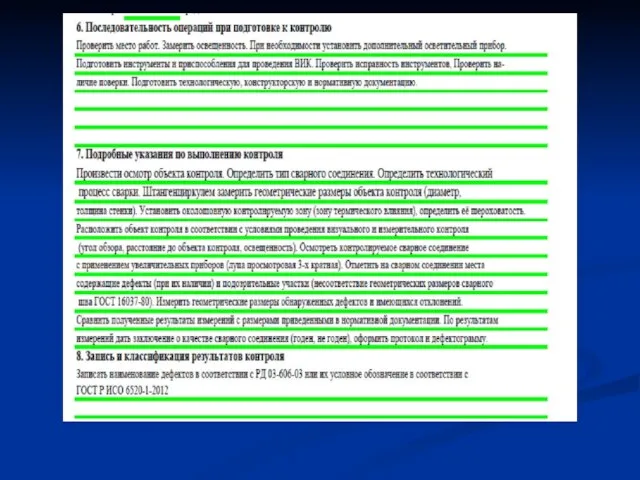
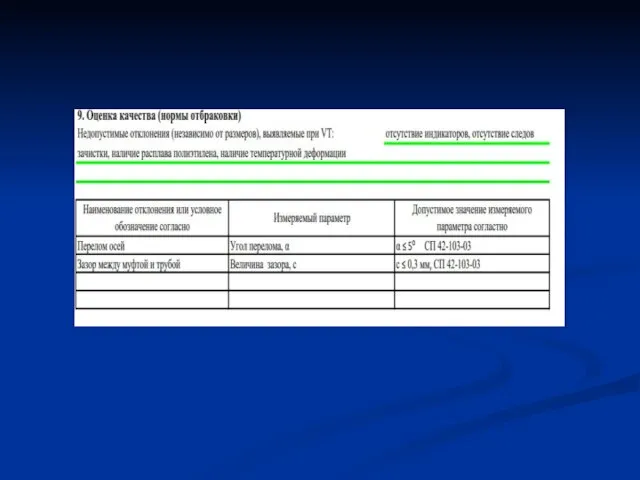
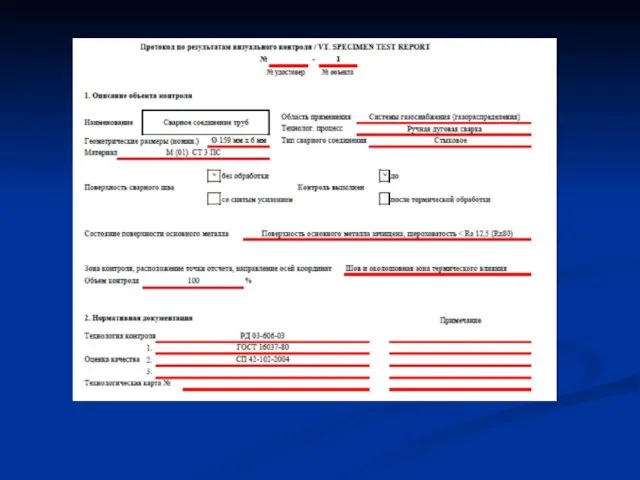
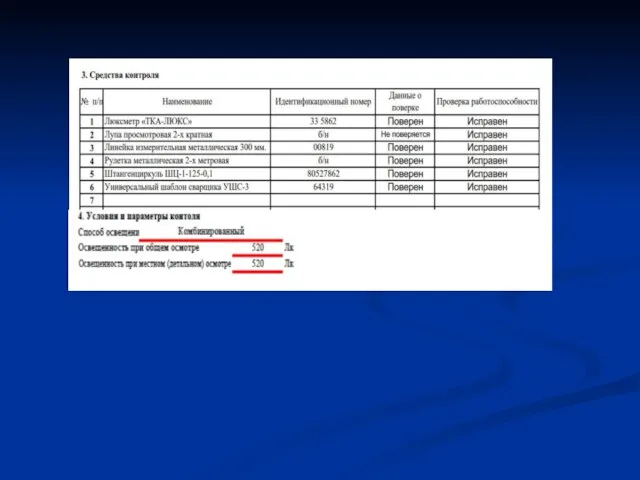
Инструкция (технологическая карта) на проведение визуального контроля
Инструкция (технологическая карта) на проведение визуального контроля












 Заметка в газету 2
Заметка в газету 2 Применение отходов дробления в цементобетонных дорожных основаниях автомобильных дорог
Применение отходов дробления в цементобетонных дорожных основаниях автомобильных дорог Составление меню на обед
Составление меню на обед Промышленность Челябинской области
Промышленность Челябинской области Презентация Microsoft PowerPoint
Презентация Microsoft PowerPoint Инструкция для учителей 2
Инструкция для учителей 2 Фотоотчёт подготовительной группы компенсирующей направленности Дюймовочка по теме: Копилка добрых дел
Фотоотчёт подготовительной группы компенсирующей направленности Дюймовочка по теме: Копилка добрых дел LED factory how to make the bulb
LED factory how to make the bulb Нравственное развитие
Нравственное развитие Яшелчэлэр. Овощи и фрукты
Яшелчэлэр. Овощи и фрукты Установление контакта
Установление контакта Праздник Пасхи
Праздник Пасхи Оператор автоматических транспортных систем
Оператор автоматических транспортных систем Кальулятор: рассчет стоимости натяжного потолка
Кальулятор: рассчет стоимости натяжного потолка Полимерная глина
Полимерная глина Исследование форм и методов социальной реабилитации
Исследование форм и методов социальной реабилитации Yapilarda isi-nem ve su yalitimi
Yapilarda isi-nem ve su yalitimi Противостояние линии. Характерные особенности линий
Противостояние линии. Характерные особенности линий Садовый участок
Садовый участок Look on the left, it’s my home
Look on the left, it’s my home Мастер класс по лего-конструированию для детей 6-7 лет Новогодний подарок!
Мастер класс по лего-конструированию для детей 6-7 лет Новогодний подарок! Рулонные ковровые покрытия. Способы укладки
Рулонные ковровые покрытия. Способы укладки Содержание сирийских хомяков
Содержание сирийских хомяков Постигая глубины слова. Чтения молитвенной недели
Постигая глубины слова. Чтения молитвенной недели Поздравление с 8 марта
Поздравление с 8 марта Теория турбин
Теория турбин Программирование токарных станков с ЧПУ Fanuc
Программирование токарных станков с ЧПУ Fanuc Homes
Homes