- Автоматы для дуговой сварки плавящимся электродом. Тема 2-1

Содержание
- 2. Требования к конструкции сварочных автоматов изложены в ГОСТ 8213—75 «Автоматы для дуговой сварки плавящимся электродом. Общие
- 3. Различают автоматы по номинальному току (315... 1 600 А). Например, условное обозначение автомата АДФ-1002УЗ расшифровывается следующим
- 4. Сварочный автомат имеет в своем составе: механизм 3 перемещения по стыку свариваемых деталей, штангу с механизмом
- 5. Установка для автоматической дyговой сварки под флюсом может быть укомплектована следующим оборудованием. Тележка 7 с поворотной
- 6. ТРЕБОВАНИЯ К ОБОРУДОВАНИЮ ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ Требования к оборудованию сформулируем на основе анализа этапов и элементов
- 7. Установившийся процесс заключается в поддержании непрерывного горения дуги при действии любых возмущений. Типичными возмущениями являются колебания
- 8. Заварка кратера выполняется благодаря постепенному снижению тока в конце сварки. Завершение процесса начинается с остановки механизма
- 9. Настройка режима автоматической сварки заключается в выборе диаметра сварочной проволоки, установке необходимых значений сварочного тока, напряжения
- 10. Скорость подачи электродной проволоки vпод, м/ч, в автоматах с постоянной скоростью подачи (системы АРДС) может быть
- 11. Для настройки напряжения дуги Uд в системе АРДС меняют параметры источника — напряжение холостого хода Ux
- 13. СОСТАВНЫЕ ЧАСТИ СВАРОЧНЫХ АВТОМАТОВ 1. Источник питания. 2. Механизм перемещения по стыку свариваемых деталей. 3. Механизмы
- 14. Источники питания для автоматической сварки должны иметь внешнюю характеристику, зависящую от способа поддержания непрерывного горения дуги
- 15. Механизм перемещения по стыку свариваемых деталей представляет собой передвигающуюся по рельсам или направляющим тележку, на которой
- 16. Механизмы вертикального и поперечного перемещения могут быть как с электрическим, так и с ручным приводом. Ручной
- 17. Токоподводящий мундштук используется для подачи тока на электрод и направления электрода в стык свариваемых деталей. Роликовый
- 18. Флюсовая аппаратура — это комплекс устройств для подачи и уборки флюса при автоматической сварке. В простейшем
- 19. Рассмотрим конструкцию флюсоаппарата всасывающей системы с периодической циркуляцией марки А-361. Аппарат состоит из двух камер —верхней
- 20. Газовая аппаратура для автоматической сварки в защитных газах такая же, как используемая в шланговых полуавтоматах, за
- 21. Пульт дистанционного управления соединен со шкафом длинным проводом и переносится оператором в удобное для наблюдения процесса
- 23. Скачать презентацию
Требования к конструкции сварочных автоматов изложены в ГОСТ 8213—75 «Автоматы для
Требования к конструкции сварочных автоматов изложены в ГОСТ 8213—75 «Автоматы для
Различают автоматы по номинальному току (315... 1 600 А).
Например, условное
Различают автоматы по номинальному току (315... 1 600 А).
Например, условное

Сварочный автомат имеет в своем составе:
механизм 3 перемещения по стыку свариваемых
Сварочный автомат имеет в своем составе:
механизм 3 перемещения по стыку свариваемых

Установка для автоматической дyговой сварки под флюсом может быть укомплектована следующим
Установка для автоматической дyговой сварки под флюсом может быть укомплектована следующим
ТРЕБОВАНИЯ К ОБОРУДОВАНИЮ ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ
Требования к оборудованию сформулируем на основе
ТРЕБОВАНИЯ К ОБОРУДОВАНИЮ ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ
Требования к оборудованию сформулируем на основе

Установившийся процесс заключается в поддержании непрерывного горения дуги при действии любых
Установившийся процесс заключается в поддержании непрерывного горения дуги при действии любых
Заварка кратера выполняется благодаря постепенному снижению тока в конце сварки. Завершение
Заварка кратера выполняется благодаря постепенному снижению тока в конце сварки. Завершение
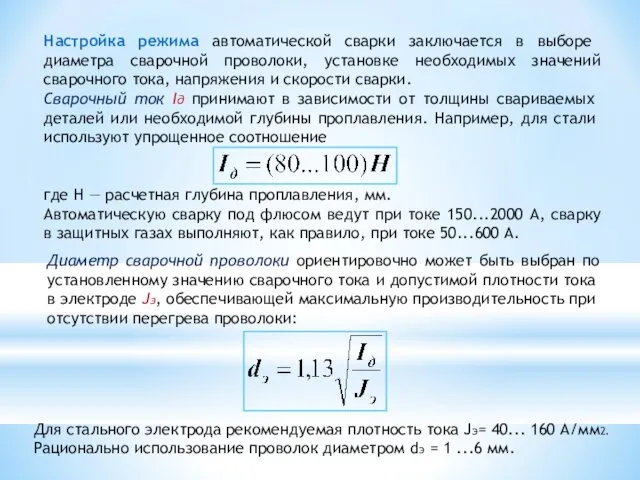
Настройка режима автоматической сварки заключается в выборе диаметра сварочной проволоки, установке
Настройка режима автоматической сварки заключается в выборе диаметра сварочной проволоки, установке
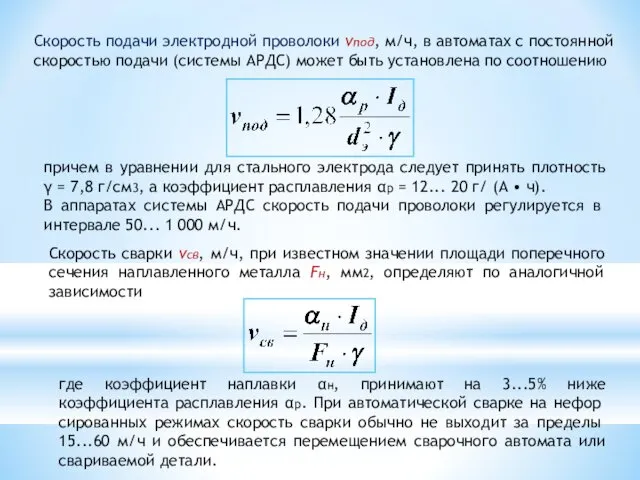
Скорость подачи электродной проволоки vпод, м/ч, в автоматах с постоянной скоростью
Скорость подачи электродной проволоки vпод, м/ч, в автоматах с постоянной скоростью
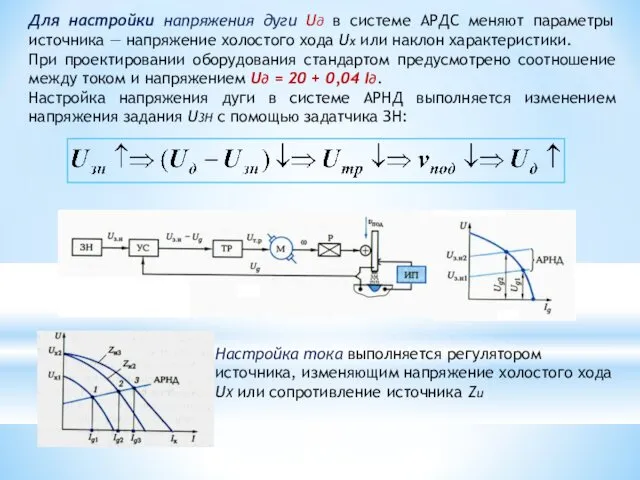
Для настройки напряжения дуги Uд в системе АРДС меняют параметры источника
Для настройки напряжения дуги Uд в системе АРДС меняют параметры источника

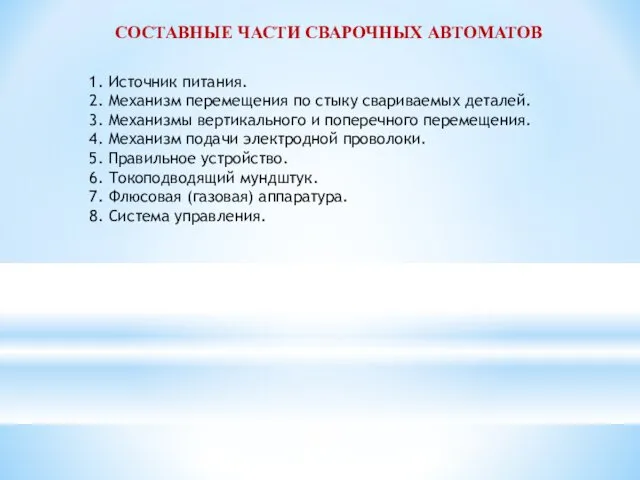
СОСТАВНЫЕ ЧАСТИ СВАРОЧНЫХ АВТОМАТОВ
1. Источник питания.
2. Механизм перемещения по стыку свариваемых
СОСТАВНЫЕ ЧАСТИ СВАРОЧНЫХ АВТОМАТОВ
1. Источник питания.
2. Механизм перемещения по стыку свариваемых
Источники питания для автоматической сварки должны иметь внешнюю характеристику, зависящую от
Источники питания для автоматической сварки должны иметь внешнюю характеристику, зависящую от

Механизм перемещения по стыку свариваемых деталей представляет собой передвигающуюся по рельсам
Механизм перемещения по стыку свариваемых деталей представляет собой передвигающуюся по рельсам
Механизмы вертикального и поперечного перемещения могут быть как с электрическим, так
Механизмы вертикального и поперечного перемещения могут быть как с электрическим, так

Токоподводящий мундштук используется для подачи тока на электрод и направления электрода
Токоподводящий мундштук используется для подачи тока на электрод и направления электрода
Флюсовая аппаратура — это комплекс устройств для подачи и уборки флюса
Флюсовая аппаратура — это комплекс устройств для подачи и уборки флюса

Рассмотрим конструкцию флюсоаппарата всасывающей системы с периодической циркуляцией марки А-361. Аппарат
Рассмотрим конструкцию флюсоаппарата всасывающей системы с периодической циркуляцией марки А-361. Аппарат
Газовая аппаратура для автоматической сварки в защитных газах такая же, как
Газовая аппаратура для автоматической сварки в защитных газах такая же, как

Пульт дистанционного управления соединен со шкафом длинным проводом и переносится оператором
Пульт дистанционного управления соединен со шкафом длинным проводом и переносится оператором
 Религиозные взгляды различных социальных категорий населения
Религиозные взгляды различных социальных категорий населения Синхронные машины
Синхронные машины лекция 2 - презентация
лекция 2 - презентация Знакомство с декоративной росписью, рисование орнамента кистью
Знакомство с декоративной росписью, рисование орнамента кистью Четыре свечи
Четыре свечи Организация и технология предоставления услуг технического осмотра автомобилей ОТО Сервис, РБ, г. Брест. Шаблон
Организация и технология предоставления услуг технического осмотра автомобилей ОТО Сервис, РБ, г. Брест. Шаблон Схемы электроснабжения города
Схемы электроснабжения города Виртуальная экскурсия Сердце отдано людям
Виртуальная экскурсия Сердце отдано людям Сравнительный анализ личности, индивидуальности, индивидуума и т.д
Сравнительный анализ личности, индивидуальности, индивидуума и т.д Автоматизация производства ИВТ
Автоматизация производства ИВТ ПАМЯТЬ
ПАМЯТЬ trte
trte Католический мир. Мировая конфессиональная структура
Католический мир. Мировая конфессиональная структура Анализ добывающих возможностей скважин на Шершневского месторождении
Анализ добывающих возможностей скважин на Шершневского месторождении НАША ГАЛАКТИКА Толстошеев Сергей
НАША ГАЛАКТИКА Толстошеев Сергей Религии мира. Ислам
Религии мира. Ислам Droga Krzyżowa Dla Osób Rozeznających Swoje Powołanie
Droga Krzyżowa Dla Osób Rozeznających Swoje Powołanie Отдел петербурговедения
Отдел петербурговедения Интерактивная раскраска. Портрет для друга. Математика 4 класс. Чигусова М.В
Интерактивная раскраска. Портрет для друга. Математика 4 класс. Чигусова М.В Итоги работы предприятий агропромышленного комплекса Жлобинского района за январь-июль 2019 года
Итоги работы предприятий агропромышленного комплекса Жлобинского района за январь-июль 2019 года Косилки общего назначения КС-2,1 и КРН-2,1
Косилки общего назначения КС-2,1 и КРН-2,1 Международный день числа Пи
Международный день числа Пи Turg'unboyeva Nafisa
Turg'unboyeva Nafisa Ткачество на раме
Ткачество на раме Берёзка белоствольная
Берёзка белоствольная Дорога, её элементы и правила поведения на ней
Дорога, её элементы и правила поведения на ней Студенческое конструкторское бюро Ветер
Студенческое конструкторское бюро Ветер the political party Yabloko
the political party Yabloko