- Автоматизация производства ИВТ

Содержание
- 2. Производственный процесс ПП - целенаправленное, постадийное превращение исходного сырья и материалов в готовый продукт заданного свойства
- 3. Различаются следующие типы производства: массовое серийное единичное смешанное. Серийное производство делится на: мелкосерийное среднесерийное крупносерийное.
- 4. Особенности автоматизации в различных типах производств
- 5. Полуавтомат – единица оборудования, на котором без непосредственного участия человека, т.е. автоматически, осуществляется выполнение всех операций
- 6. Применение оборудования Единичное, мелкое и среднесерийное производство – механизированное и автоматизированное универсальное оборудование с ручным управлением,
- 7. Цель автоматизации ТП и ПП - повышение производительности; - повышение качества; - улучшений условий труда.
- 8. АВТОМАТИЗАЦИЯ ТП Автоматизация загрузки и разгрузки Автоматическое загрузочно-разгрузочное устройство (АЗРУ) - комплекс механизмов, обеспечивающих автоматическое перемещение
- 9. конструктивные узлы самой рабочей машины; самостоятельные независимые узлы; приспособления. Загрузочно-разгрузочные устройства относятся к группе вспомогательных механизмов,
- 10. АЗРУ ДЛЯ НЕПРЕРЫВНОГО СПОСОБА ПИТАНИЯ По способу привода эти устройства могут выполняться: с независимым (самостоятельным) приводом;
- 11. Блок-схема АЗУ с приводом от рабочего органа машины Все механизмы работают от одного двигателя Д, который
- 12. По способу захвата эти устройства могут выполняться: крючковые; клещевые или цанговые; валиковые (валковые) или роликовые. Крючковые
- 13. АЗРУ ДЛЯ ПОШТУЧНОГО СПОСОБА ПИТАНИЯ Устройства магазинного питания Эти устройства осуществляют автоматическую подачу заготовок предварительно ориентированных
- 14. Состоит из следующих основных узлов: 1) накопителя или собственно магазина; 2) отсекателя; 3) питателя; 4) блокирующего
- 15. Устройства бункерного питания Запас заготовок сосредотачивается в емкости (бункере) беспорядочно (навалом). БЗУ состоит из следующих основных
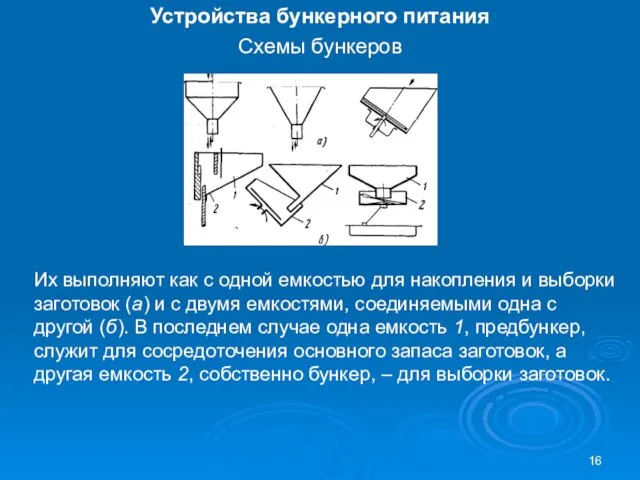
- 16. Устройства бункерного питания Схемы бункеров Их выполняют как с одной емкостью для накопления и выборки заготовок
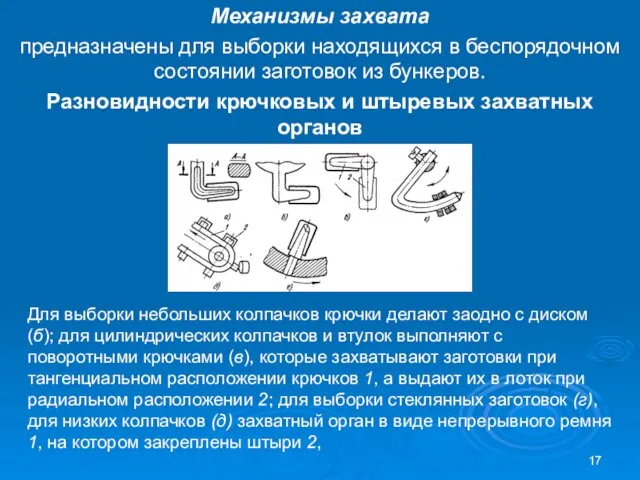
- 17. Механизмы захвата предназначены для выборки находящихся в беспорядочном состоянии заготовок из бункеров. Разновидности крючковых и штыревых
- 18. Разновидности крючковых и штыревых захватных органов Сечение качающегося сектора (а) , стенки 1 и 2 которого
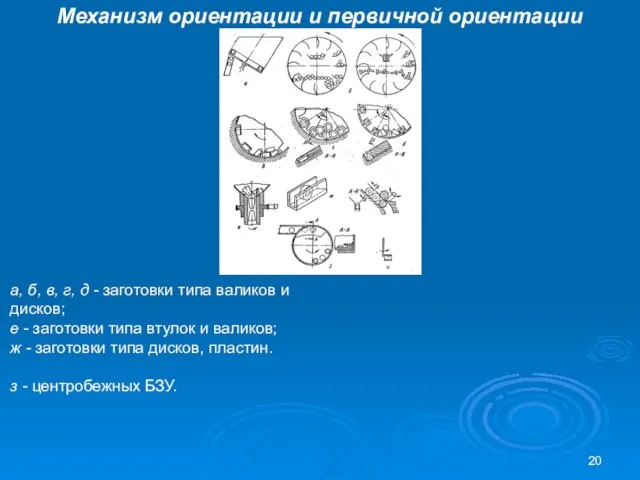
- 19. Механизм ориентации и первичной ориентации Сечение качающегося сектора (а) , стенки 1 и 2 которого образуют
- 20. Механизм ориентации и первичной ориентации а, б, в, г, д - заготовки типа валиков и дисков;
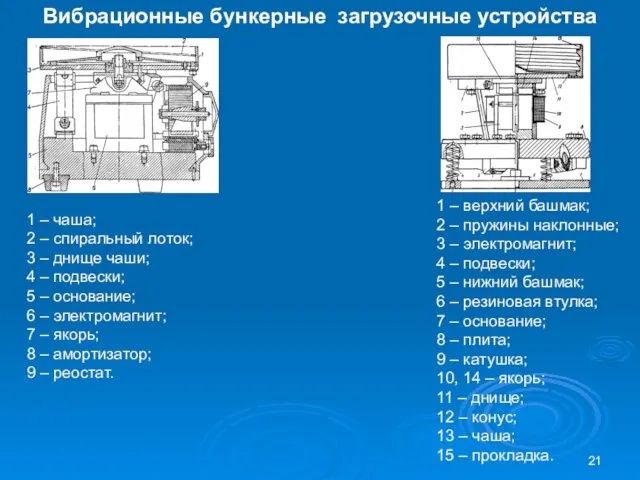
- 21. Вибрационные бункерные загрузочные устройства 1 – чаша; 2 – спиральный лоток; 3 – днище чаши; 4
- 22. АВТОМАТИЧЕСКИЙ КОНТРОЛЬ Без автоматизации контроля нельзя создать автоматических линий, цехов и заводов, работающих полностью по автоматическому
- 23. Процесс контроля состоит из следующих этапов: - измерение контролируемого параметра (размер, температура и т.п.); - сравнение
- 24. Параметры контроля в производстве: линейные и реже угловые размеры обрабатываемых деталей; геометрические параметры деталей, такие как
- 25. Классификация методов контроля
- 26. Три метода измерения: масштабный - выходной сигнал пропорционален измеряемому параметру; компенсационный - сравнение измеряемого параметра с
- 27. ДАТЧИКИ - преобразуют измеряемые физические величины в сигналы, удобные для дальнейшей передачи в измерительные или управляющие
- 28. Потенциометрические датчики - преобразуют измеряемые физические величины в сигналы, удобные для дальнейшей передачи в измерительные или
- 29. Индуктивные датчики - преобразуют малые линейные или угловые перемещения в электрические сигналы. Принцип их действия основан
- 30. Дифференциальные индуктивные преобразователи - обладают более высокими точностью и чувствительностью. Их статическая характеристика линейна и реверсивна.
- 31. Емкостные датчики - преобразуют неэлектрические величины (перемещение, уровень жидкости, влажность, усилие и т. д.) в изменение
- 32. Тензометрические датчики - изменение электрического сопротивления проводников при упругих деформациях растяжения или сжатия. ΔR — изменение
- 33. Фотоэлектрические датчики - фотоэлектрический эффект, т. е. они реагируют на изменение светового потока. а – с
- 34. ГПС (гибкая производственная система) – это автоматизированное производство, построенное на современных технических средствах. Функционально элементы ГПС
- 35. ГПМ- это единица технологического оборудования с ЧПУ для производства изд-елий произвольной номенклатуры, автономно функционирующая и автоматически
- 36. ГАЛ- это ГПС, состоящая из нескольких ГПМ или РТК, объединенных АСУ, в которой технологическое оборудование располагается
- 37. В ГПМ входят: 1. специальное технологическое оборудование с ЧПУ (1-3 станка) 2. контрольно – измерительная аппаратура
- 38. Основные понятия и определения Автоматика - наука, которая занимается математическими моделями автоматических устройств, таких как поведение
- 39. На долю человека при этом возлагают следующие функции: Наладка Контроль Управление Автоматизация отличается от механизации исключением
- 40. Жизненный цикл изделия. Пусть, за период существования изделия, на предприятии было выпущено: b – партий изделия;
- 42. Первый этап автоматизации Создание автоматических станков Структурная схема многоинструментального многопозиционного автомата для поточных линий
- 43. Второй этап автоматизации Создание автоматических линий АЛ – автоматическая система машин расположенных в технологической последовательности, объединенных
- 44. Третий этап автоматизации Создание автоматических цехов и заводов Комплексная автоматизация Решаются задачи межлинейной и межцеховой транспорти-
- 46. Скачать презентацию
Производственный процесс ПП - целенаправленное, постадийное превращение исходного сырья и материалов
Производственный процесс ПП - целенаправленное, постадийное превращение исходного сырья и материалов
Различаются следующие типы производства:
массовое
серийное
единичное
смешанное.
Серийное производство делится на:
мелкосерийное
среднесерийное
крупносерийное.
Различаются следующие типы производства:
массовое
серийное
единичное
смешанное.
Серийное производство делится на:
мелкосерийное
среднесерийное
крупносерийное.
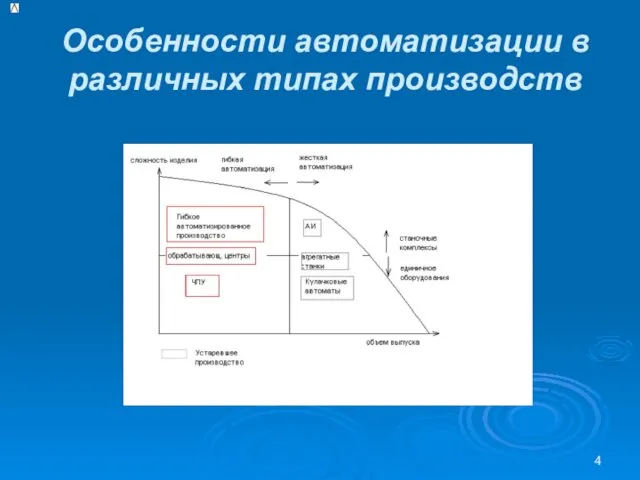
Особенности автоматизации в различных типах производств
Особенности автоматизации в различных типах производств
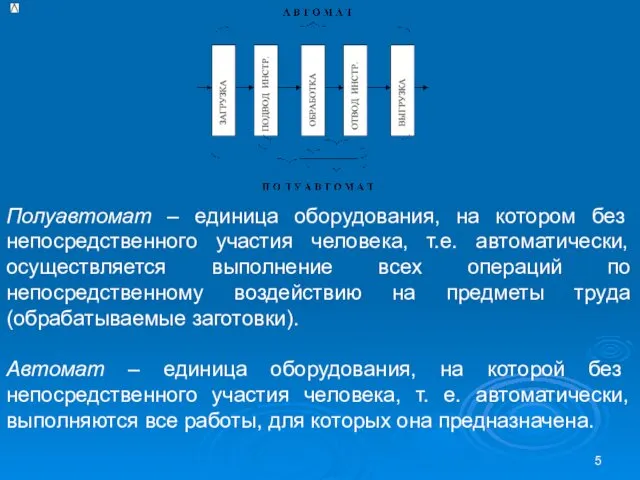
Полуавтомат – единица оборудования, на котором без непосредственного участия человека, т.е.
Полуавтомат – единица оборудования, на котором без непосредственного участия человека, т.е.
Применение оборудования
Единичное, мелкое и среднесерийное производство – механизированное и автоматизированное
Применение оборудования
Единичное, мелкое и среднесерийное производство – механизированное и автоматизированное
Цель автоматизации ТП и ПП
- повышение производительности;
- повышение качества;
- улучшений условий
Цель автоматизации ТП и ПП
- повышение производительности;
- повышение качества;
- улучшений условий
АВТОМАТИЗАЦИЯ ТП
Автоматизация загрузки и разгрузки
Автоматическое загрузочно-разгрузочное устройство (АЗРУ)
- комплекс
АВТОМАТИЗАЦИЯ ТП
Автоматизация загрузки и разгрузки
Автоматическое загрузочно-разгрузочное устройство (АЗРУ)
- комплекс
конструктивные узлы самой рабочей машины;
самостоятельные независимые узлы;
приспособления.
Загрузочно-разгрузочные устройства относятся к группе
самостоятельные независимые узлы;
приспособления.
Загрузочно-разгрузочные устройства относятся к группе
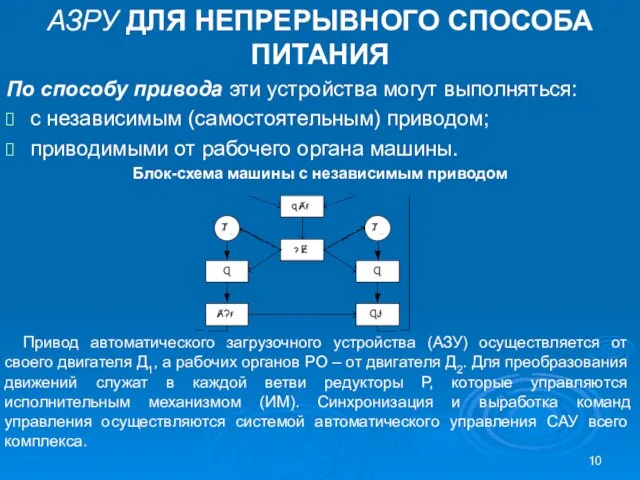
АЗРУ ДЛЯ НЕПРЕРЫВНОГО СПОСОБА ПИТАНИЯ
По способу привода эти устройства могут выполняться:
с
АЗРУ ДЛЯ НЕПРЕРЫВНОГО СПОСОБА ПИТАНИЯ
По способу привода эти устройства могут выполняться:
с
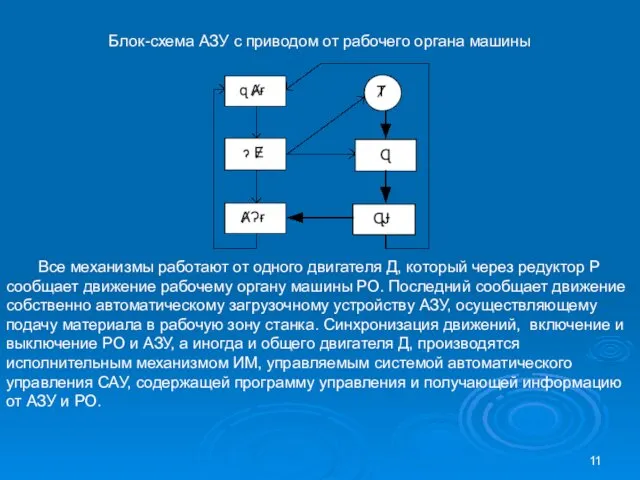
Блок-схема АЗУ с приводом от рабочего органа машины
Все механизмы работают от
Блок-схема АЗУ с приводом от рабочего органа машины
Все механизмы работают от
По способу захвата эти устройства могут выполняться:
крючковые;
клещевые или цанговые;
валиковые (валковые) или
По способу захвата эти устройства могут выполняться:
крючковые;
клещевые или цанговые;
валиковые (валковые) или
АЗРУ ДЛЯ ПОШТУЧНОГО СПОСОБА ПИТАНИЯ
Устройства магазинного питания
Эти устройства осуществляют автоматическую подачу
АЗРУ ДЛЯ ПОШТУЧНОГО СПОСОБА ПИТАНИЯ
Устройства магазинного питания
Эти устройства осуществляют автоматическую подачу
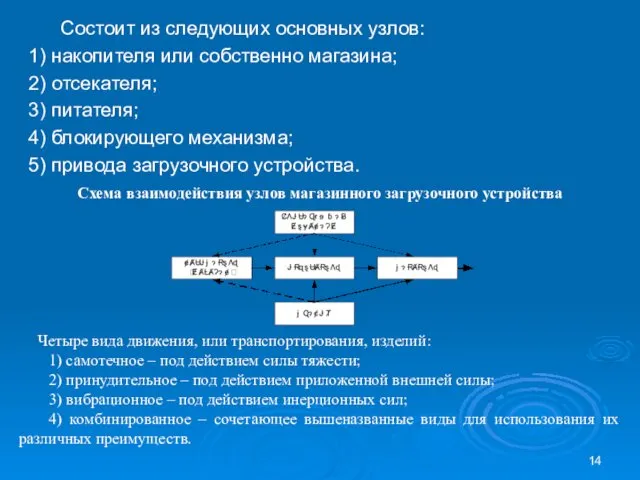
Состоит из следующих основных узлов:
1) накопителя или собственно магазина;
2) отсекателя;
3) питателя;
4) блокирующего механизма;
5) привода загрузочного
Состоит из следующих основных узлов:
1) накопителя или собственно магазина;
2) отсекателя;
3) питателя;
4) блокирующего механизма;
5) привода загрузочного
Устройства бункерного питания
Запас заготовок сосредотачивается в емкости (бункере) беспорядочно (навалом).
БЗУ
Устройства бункерного питания
Запас заготовок сосредотачивается в емкости (бункере) беспорядочно (навалом).
БЗУ
Устройства бункерного питания
Схемы бункеров
Их выполняют как с одной емкостью для накопления
Устройства бункерного питания
Схемы бункеров
Их выполняют как с одной емкостью для накопления
Механизмы захвата
предназначены для выборки находящихся в беспорядочном состоянии заготовок из
Механизмы захвата
предназначены для выборки находящихся в беспорядочном состоянии заготовок из

Разновидности крючковых и штыревых захватных органов
Сечение качающегося сектора (а) , стенки
Разновидности крючковых и штыревых захватных органов
Сечение качающегося сектора (а) , стенки

Механизм ориентации и первичной ориентации
Сечение качающегося сектора (а) , стенки 1
Механизм ориентации и первичной ориентации
Сечение качающегося сектора (а) , стенки 1
Механизм ориентации и первичной ориентации
а, б, в, г, д - заготовки
Механизм ориентации и первичной ориентации
а, б, в, г, д - заготовки
Вибрационные бункерные загрузочные устройства
1 – чаша;
2 – спиральный лоток;
3 –
Вибрационные бункерные загрузочные устройства
1 – чаша;
2 – спиральный лоток;
3 –
АВТОМАТИЧЕСКИЙ КОНТРОЛЬ
Без автоматизации контроля нельзя создать автоматических линий, цехов и заводов,
АВТОМАТИЧЕСКИЙ КОНТРОЛЬ
Без автоматизации контроля нельзя создать автоматических линий, цехов и заводов,
Процесс контроля состоит из следующих этапов:
- измерение контролируемого параметра (размер, температура
Процесс контроля состоит из следующих этапов:
- измерение контролируемого параметра (размер, температура
Параметры контроля в производстве:
линейные и реже угловые размеры обрабатываемых деталей;
геометрические параметры
Параметры контроля в производстве:
линейные и реже угловые размеры обрабатываемых деталей;
геометрические параметры
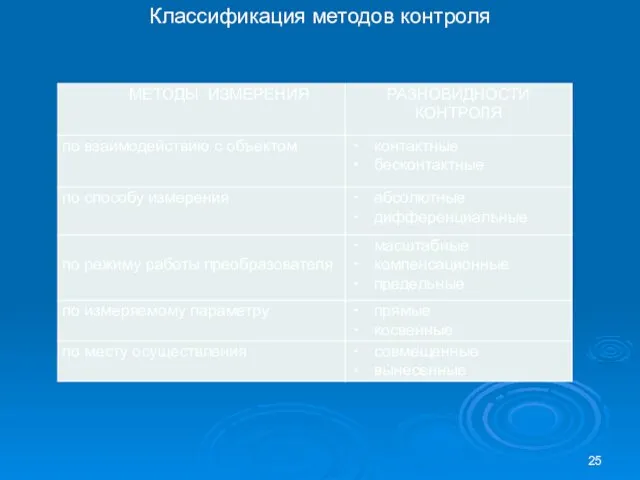
Классификация методов контроля
Классификация методов контроля
Три метода измерения:
масштабный - выходной сигнал пропорционален измеряемому параметру;
компенсационный - сравнение
Три метода измерения:
масштабный - выходной сигнал пропорционален измеряемому параметру;
компенсационный - сравнение
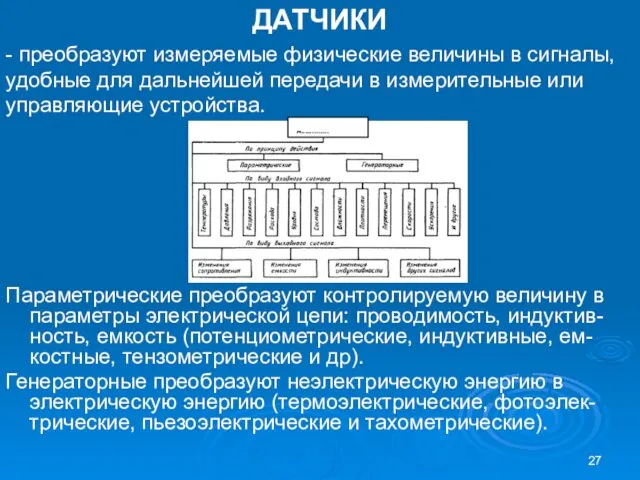
ДАТЧИКИ
- преобразуют измеряемые физические величины в сигналы, удобные для дальнейшей передачи
ДАТЧИКИ
- преобразуют измеряемые физические величины в сигналы, удобные для дальнейшей передачи

Потенциометрические датчики
- преобразуют измеряемые физические величины в сигналы, удобные для дальнейшей
Потенциометрические датчики
- преобразуют измеряемые физические величины в сигналы, удобные для дальнейшей

Индуктивные датчики
- преобразуют малые линейные или угловые перемещения в электрические сигналы.
Индуктивные датчики
- преобразуют малые линейные или угловые перемещения в электрические сигналы.

Дифференциальные индуктивные преобразователи
- обладают более высокими точностью и чувствительностью. Их статическая
Дифференциальные индуктивные преобразователи
- обладают более высокими точностью и чувствительностью. Их статическая
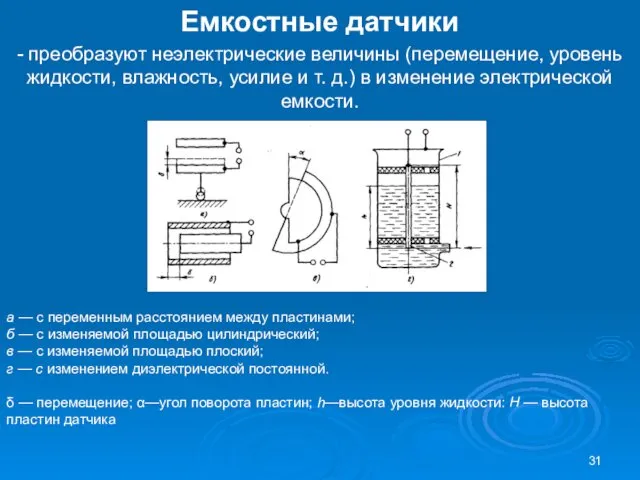
Емкостные датчики
- преобразуют неэлектрические величины (перемещение, уровень жидкости, влажность, усилие
Емкостные датчики
- преобразуют неэлектрические величины (перемещение, уровень жидкости, влажность, усилие

Тензометрические датчики
- изменение электрического сопротивления проводников при упругих деформациях растяжения
Тензометрические датчики
- изменение электрического сопротивления проводников при упругих деформациях растяжения
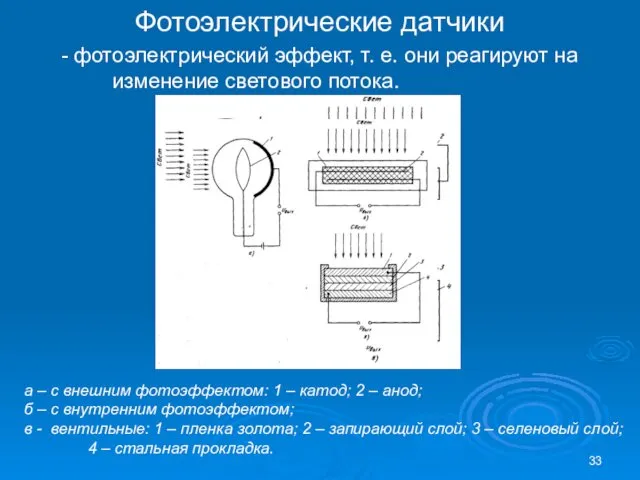
Фотоэлектрические датчики
- фотоэлектрический эффект, т. е. они реагируют на изменение
Фотоэлектрические датчики
- фотоэлектрический эффект, т. е. они реагируют на изменение
ГПС (гибкая производственная система)
– это автоматизированное производство, построенное на современных
ГПС (гибкая производственная система)
– это автоматизированное производство, построенное на современных
ГПМ- это единица технологического оборудования с ЧПУ для производства изд-елий произвольной
ГПМ- это единица технологического оборудования с ЧПУ для производства изд-елий произвольной
ГАЛ- это ГПС, состоящая из нескольких ГПМ или РТК, объединенных АСУ,
ГАЛ- это ГПС, состоящая из нескольких ГПМ или РТК, объединенных АСУ,
В ГПМ входят:
1. специальное технологическое оборудование с ЧПУ (1-3 станка)
2. контрольно
В ГПМ входят:
1. специальное технологическое оборудование с ЧПУ (1-3 станка)
2. контрольно
Основные понятия и определения
Автоматика - наука, которая занимается математическими моделями автоматических
Основные понятия и определения
Автоматика - наука, которая занимается математическими моделями автоматических
На долю человека при этом возлагают следующие функции:
Наладка
Контроль
Управление
Автоматизация отличается от механизации
На долю человека при этом возлагают следующие функции:
Наладка
Контроль
Управление
Автоматизация отличается от механизации
Жизненный цикл изделия.
Пусть, за период существования изделия, на предприятии было выпущено:
Жизненный цикл изделия.
Пусть, за период существования изделия, на предприятии было выпущено:


Первый этап автоматизации
Создание автоматических станков
Структурная схема многоинструментального многопозиционного автомата для поточных
Первый этап автоматизации Создание автоматических станков Структурная схема многоинструментального многопозиционного автомата для поточных
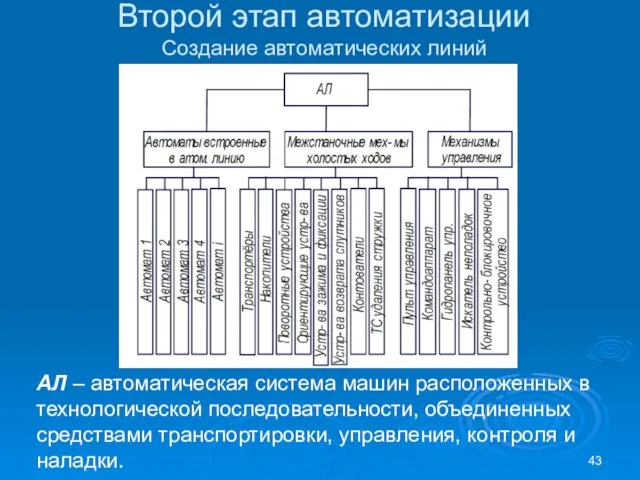
Второй этап автоматизации
Создание автоматических линий
АЛ – автоматическая система машин расположенных в
Второй этап автоматизации
Создание автоматических линий
АЛ – автоматическая система машин расположенных в

Третий этап автоматизации
Создание автоматических цехов и заводов
Комплексная автоматизация
Решаются задачи межлинейной и
Третий этап автоматизации
Создание автоматических цехов и заводов
Комплексная автоматизация
Решаются задачи межлинейной и
 Экскаватор E195A на автомобильном ходу КАМАЗ-43118 ЗАО ЭКСМАШ
Экскаватор E195A на автомобильном ходу КАМАЗ-43118 ЗАО ЭКСМАШ Итоги работы в 2019 году организации ООО Донэнергопроммонтаж
Итоги работы в 2019 году организации ООО Донэнергопроммонтаж Формы Земли и определение положения точек и земной поверхности
Формы Земли и определение положения точек и земной поверхности Общественная организация Федерация футбола Республики Карелия
Общественная организация Федерация футбола Республики Карелия Отношения ислама и христианства в Средние века
Отношения ислама и христианства в Средние века Знакомство с понятием Этап. Этапы работы над проектом
Знакомство с понятием Этап. Этапы работы над проектом ЗАДАНИЕ 1
ЗАДАНИЕ 1 Эксплуатация датчика перепада давления Honeywell std 800
Эксплуатация датчика перепада давления Honeywell std 800 Общие требования, предъявляемые к лекарственным препаратам для детей
Общие требования, предъявляемые к лекарственным препаратам для детей Method of glueless connection of honeycomb blocks for obtaining honycomb filler
Method of glueless connection of honeycomb blocks for obtaining honycomb filler Сюжетно-ролевая игра Путешествие на самолете группа Звездочка
Сюжетно-ролевая игра Путешествие на самолете группа Звездочка tema_3 (1)
tema_3 (1) Сущность системного подхода к исследованию процессов в техносфере
Сущность системного подхода к исследованию процессов в техносфере Как подключиться к SRT стриму
Как подключиться к SRT стриму Оборудование для комплексной переработки отходов деревообрабатывающего производства
Оборудование для комплексной переработки отходов деревообрабатывающего производства Здоровые дети в - здоровой семье
Здоровые дети в - здоровой семье Учителя первых классов на 2015-2016 учебный год
Учителя первых классов на 2015-2016 учебный год Теория и практика научно-технического перевода
Теория и практика научно-технического перевода Свойства нитей и пряжи
Свойства нитей и пряжи Развитие методов расчета железобетонных конструкций
Развитие методов расчета железобетонных конструкций Монтаж одноэтажных зданий с железобетонным каркасом с учетом объемно-планировочных решений
Монтаж одноэтажных зданий с железобетонным каркасом с учетом объемно-планировочных решений ИНСТРУМЕНТАЛЬНЫЕ СТРЕДСТВА Данелия Георгий
ИНСТРУМЕНТАЛЬНЫЕ СТРЕДСТВА Данелия Георгий Вступне слово командира повітряного командування Центр
Вступне слово командира повітряного командування Центр VCh
VCh Қауіпті өндірістік объектілерді
Қауіпті өндірістік объектілерді Специальное предложение по автострахованию в Москве и МО для сотрудников ОАО “ МАБ Темпбанк
Специальное предложение по автострахованию в Москве и МО для сотрудников ОАО “ МАБ Темпбанк Предел числовой последовательности. Определение предела последовательности
Предел числовой последовательности. Определение предела последовательности Микроэлементтер Тақырыбындағы дидактикалық
Микроэлементтер Тақырыбындағы дидактикалық