- Дополнительное образование

Содержание
- 2. Ф.И.О. Телефон (номер) Год рождения*( день, месяц, год) Адрес ( прописка) Где обучаетесь( образовательное учреждение, группа)
- 3. Структура курса История сварки Общие сведения о сварке Сварные швы Сварочные материалы Деформация Соединения Проволока, электроды,
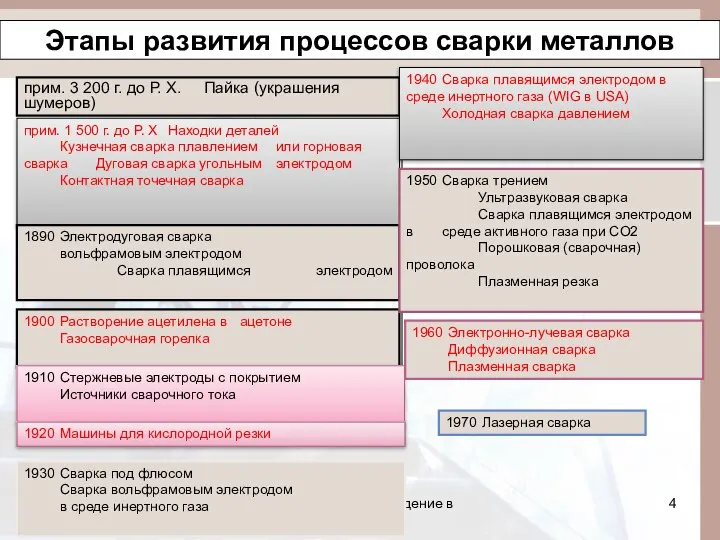
- 4. SFI 1.01 - Общее введение в сварку Этапы развития процессов сварки металлов прим. 1 500 г.
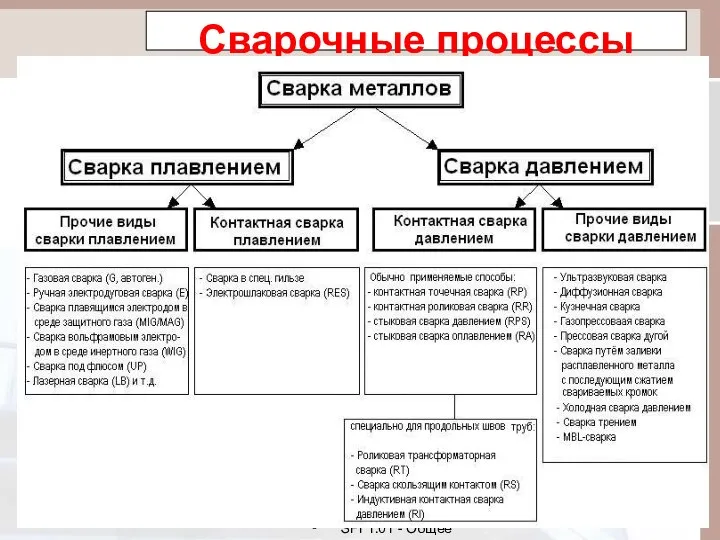
- 5. SFI 1.01 - Общее введение в сварку Сварочные процессы
- 6. SFI 1.01 - Общее введение в сварку Классификация по уровню механизации
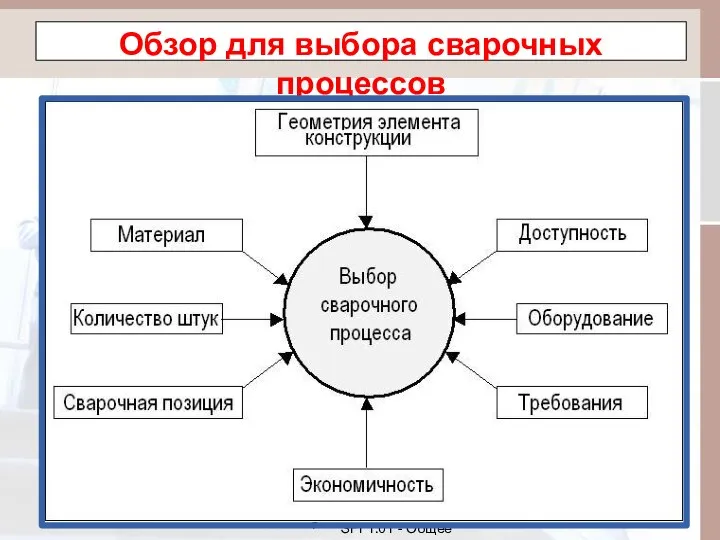
- 7. SFI 1.01 - Общее введение в сварку Обзор для выбора сварочных процессов
- 8. Электродуговая сварка – русское изобретение. В 1802 году Владимир Васильевич Петров, открыл явление электрической дуги предложил
- 9. Первый – с 1924 по 1935 г. В этот период сварка осуществлялась электродами с тонким меловым
- 10. Классификация дуговой сварки по технологическим признакам В соответствии с ГОСТ 19521-74ГОСТ 19521-74 "Сварка металлов. Классификация", дуговая
- 11. Сваркой называется процесс получения неразъемного соединения деталей местным сплавлением или пластической деформацией. Наплавка — это разновидность
- 12. Расплавление металла происходит за счет энергии дуги при электродуговой сварке и электрического тока, проходящего через расплавленный
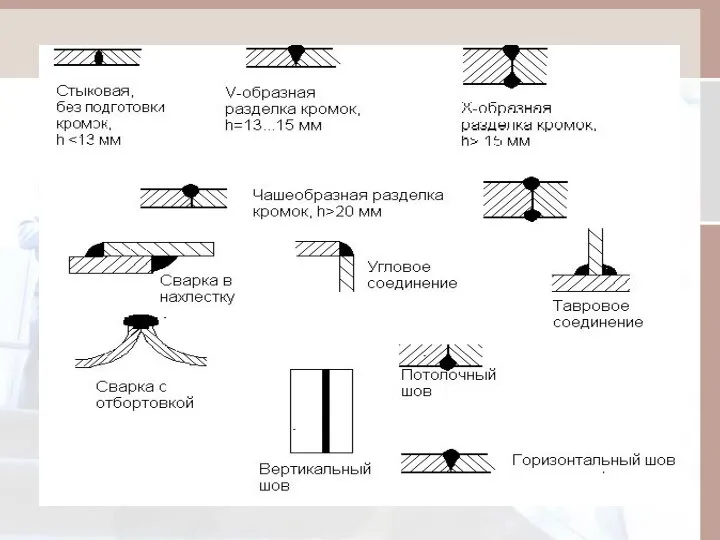
- 13. Виды сварных соединений различаются по взаимному положению деталей, по форме разделки сварного шва и по положению
- 14. Стыковые Сварные соединения Части свариваемых изделий соединяют торцами или кромками Такие соединения отличаются высокой прочностью и
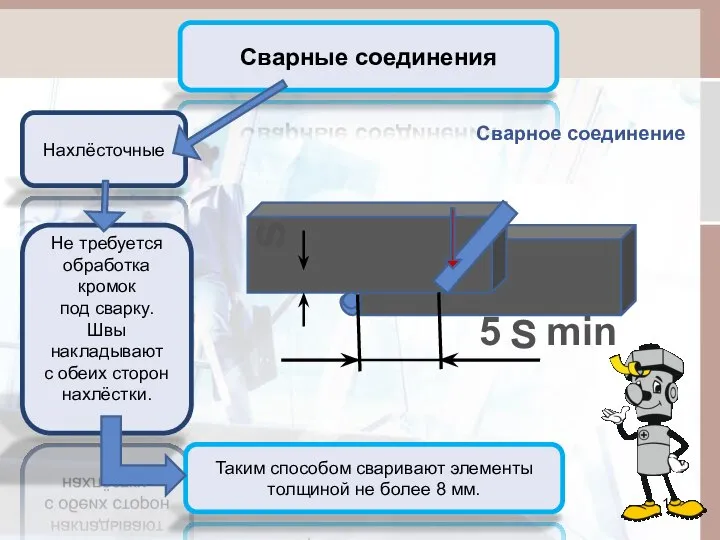
- 15. Сварные соединения Нахлёсточные Не требуется обработка кромок под сварку. Швы накладывают с обеих сторон нахлёстки. Таким
- 16. Тавровые Сварные соединения Торец кромки можно не скашивать; Для получения хорошего шва оставляют зазор между листами
- 17. Угловые Сварные соединения Торец кромки можно не скашивать; Для получения хорошего шва оставляют зазор между листами
- 18. Сварные швы По положению относительно действующего усилия швы разделяются: Фланговые Расположенные параллельно действующему усилию Лобовые Косые
- 19. Сварные швы По протяжённости сварные швы бывают непрерывными (сплошными) и прерывистыми. Нижние Вертикальные Горизонтальные Потолочные По
- 20. Сварные швы Нижние Вертикальные Горизонтальные Потолочные
- 21. Рабочая толщина шва при стыковом соединении равна толщине более тонкого стыкуемого элемента, при этом с обеих
- 22. а) – выпуклые или усиленные б) – нормальные в) – вогнутые или ослабленные
- 23. Подготовка стыков Проверяют точность сборки Зачищают Проверяют обработку кромок стыкуемых элементов Соответствие зазоров нормативным Увеличенные зазоры
- 25. Сварка
- 26. Сварка Сварку деталей тонкими швами, например стыковое соединение без скоса кромок, выполняют в один в два
- 28. При сварке деталей и конструкций, изготовленных из толстолистовой стали с У-образной или Х-образной разделкой кромок, применяют
- 29. В процессе сварки происходит местный неравномерный нагрев свариваемого изделия до очень высокой температуры, в зоне разогрева
- 30. Швы в узлах примыкания ригелей к колоннам накладывают поочередно в диагонально противоположных секторах соединения. При длине
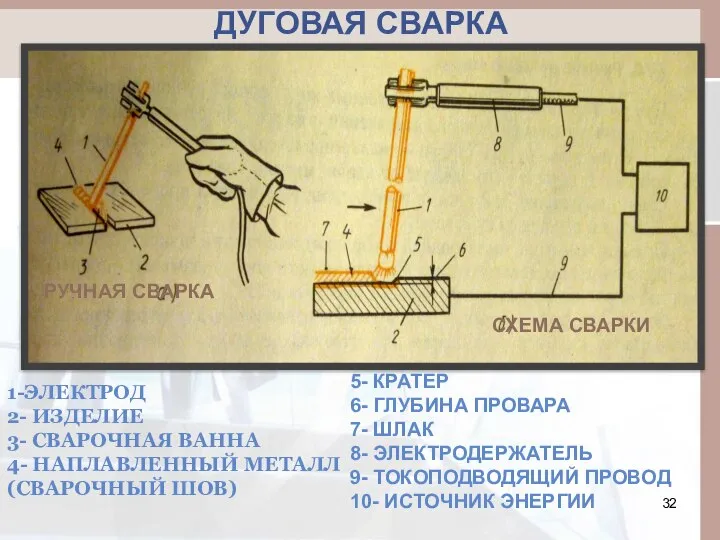
- 32. ДУГОВАЯ СВАРКА РУЧНАЯ СВАРКА СХЕМА СВАРКИ 1-ЭЛЕКТРОД 2- ИЗДЕЛИЕ 3- СВАРОЧНАЯ ВАННА 4- НАПЛАВЛЕННЫЙ МЕТАЛЛ (СВАРОЧНЫЙ
- 33. КОНТРОЛЬНЫЕ ВОПРОСЫ Назовите виды сварных соединений По положению в пространстве швы разделяют на …. Дать определение
- 35. изотермы — овальные кривые, сгущающиеся впереди движущегося при сварке источника тепла (электрической дуги, пламени горелки,…) .
- 36. Из-за особенностей, в сварной ванне могут быть следующие дефекты при сварке: - малый объем и кратковременность
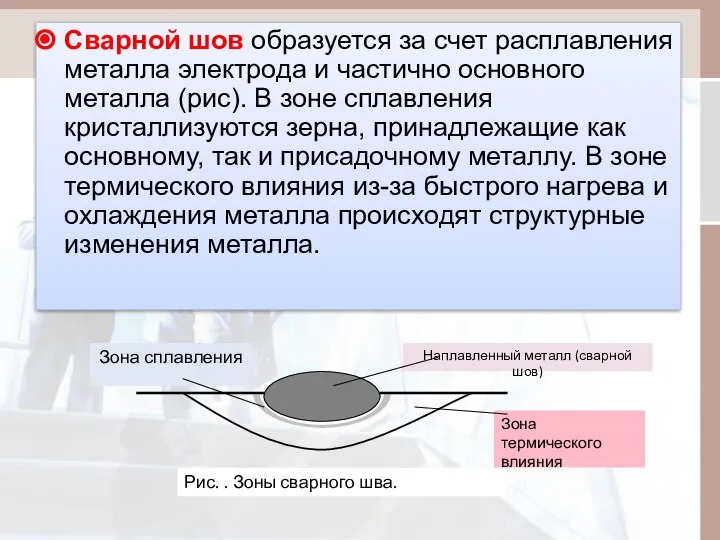
- 37. Сварной шов образуется за счет расплавления металла электрода и частично основного металла (рис). В зоне сплавления
- 38. Свойства сварного соединения во многом определяются особенностями сварочной ванны и характером тепловых воздействий на металл в
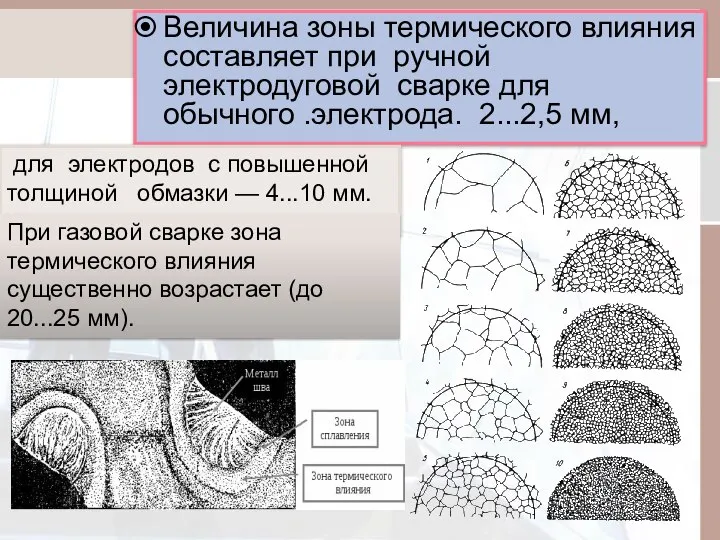
- 40. Величина зоны термического влияния составляет при ручной электродуговой сварке для обычного .электрода. 2...2,5 мм, для электродов
- 41. В зоне термического влияния могут быть участки : -старения ( 200... 300 °С ); -отпуска (
- 42. При сварке возможны два предельных случая : -резкая закалка при быстром охлаждении околошовного участка; -перегрев при
- 43. Свариваемость металлов. Свариваемость — комплексная технологическая характеристика, отражающая реакцию свариваемых материалов на технологический процесс сварки, и
- 44. Три группы факторов, определяющих свариваемость : 1.Химический состав и структура металла, наличие примесей, степень раскисления, виды
- 45. Основной характеристикой свариваемости является отсутствие холодных или горячих трещин при сварке. Трещины, образующиеся при температурах выше
- 46. Чувствительность сварного соединения к образованиям холодных трещин оценивают эквивалентным содержанием углерода в детали: Сэкв = С
- 47. Пример: Определить возможность сварки деталей толщиной 5 мм из стали 40ХН. Находим по содержанию химических элементов
- 48. Деформации при сварке. Деформации деталей конструкции при сварке происходят вследствие образования внутренних напряжений, причинами которых являются
- 49. 1. Температурные деформации из-за местного нагрева изделия ; 2. Усадка наплавленного металла; 3. Фазовые превращения, происходящие
- 50. В результате местного нагрева при сварке происходит значительное местное расширение металла, в то время как остальная
- 51. Усадка металла ,происходящая вследствие уменьшения объема жидкого металла при затвердевании, является второй по значимости причиной появлений
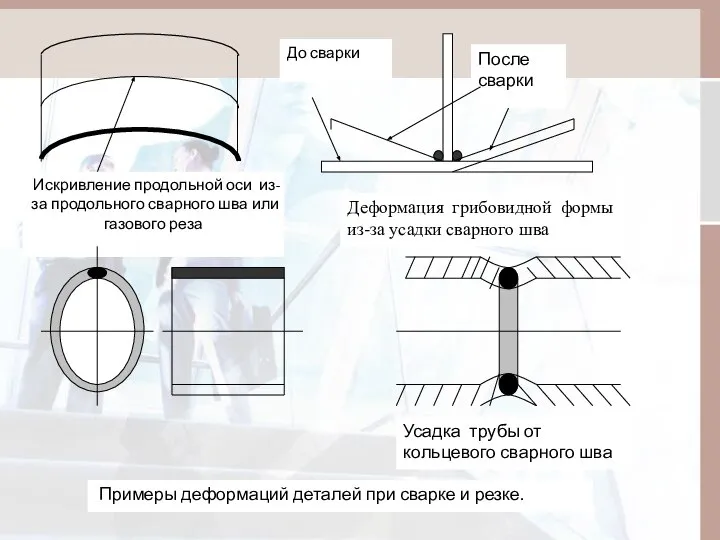
- 53. Деформации изделия при сварке( рис.) могут быть уменьшены правильным выбором вида сварки и технологии её осуществления.
- 54. Некоторое уменьшение коробления изделия достигается отводом тепла со свариваемого участка подкладыванием медной пластинки с обратной стороны
- 55. Коробление можно уменьшить и путем уравновешивания образовавшихся деформаций. При этом способе места соединения деталей разбивают на
- 57. Значительное уменьшение деформации достигается способом «обратноступенчатой» сварки. При этом способе кромки деталей, подлежащие сварке, делят на
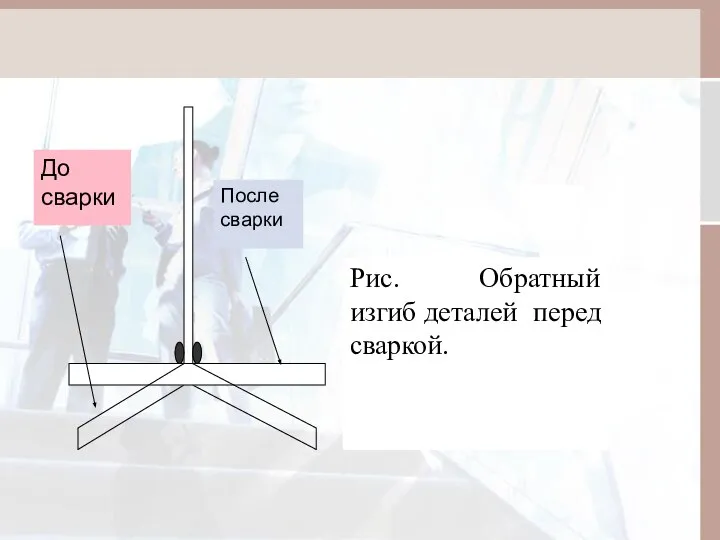
- 58. Уменьшить коробление свариваемых изделий можно также способом «обратных деформаций». Он заключается в том, что свариваемые детали
- 60. Полностью избежать деформаций при сварке не удается, но уменьшить их до приемлемых значений можно за счет
- 61. На 85 …90% остаточные напряжения при сварке снижаются при высоком отпуске сварных конструкций ( нагрев до
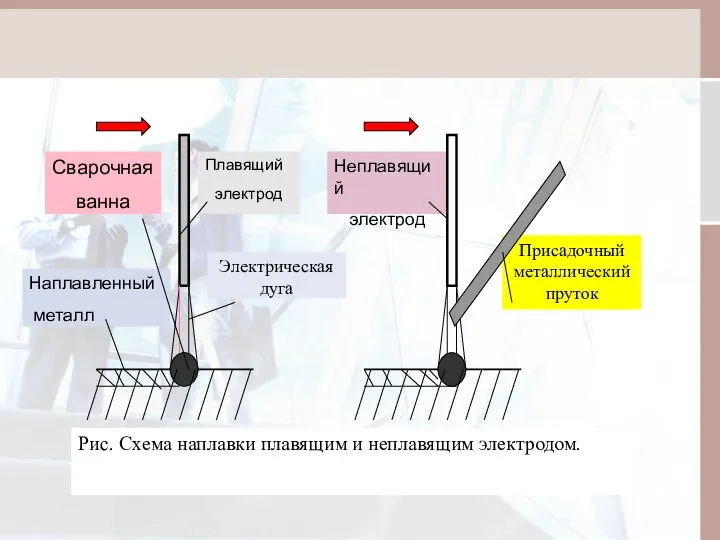
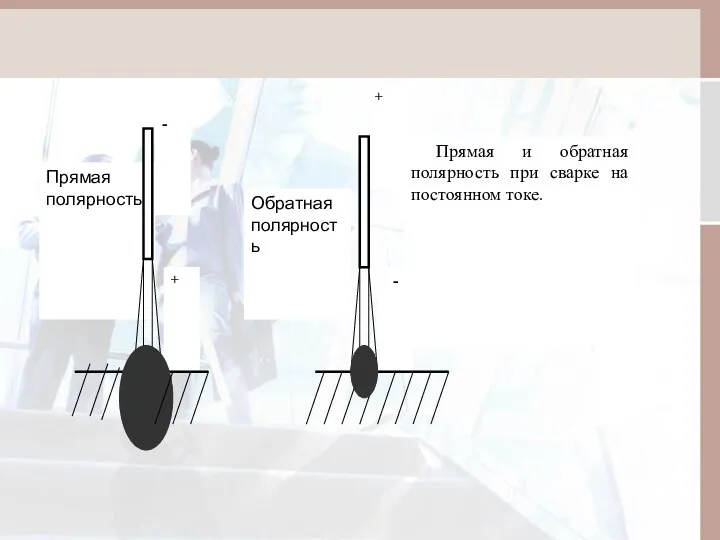
- 62. Основы электродуговой сварки и наплавки. Для возбуждения электрической дуги используют чаще всего плавящие металлические и реже
- 64. Сварка плавящими электродами выполняется как на переменном, так и на постоянном токе, а неплавящие электроды применяются
- 65. Для возникновения дугового разряда (рис ) электродом касаются детали, при этом происходит расплавление поверхностей электрода и
- 66. Сварка плавящими электродами выполняется как на переменном, так и на постоянном токе, а неплавящие электроды применяются
- 67. После короткого замыкания (а) происходит плавление электрода (а ,б), вследствие чего растет капля расплавленного металла (в),
- 69. Частота замыканий зависит от плотности тока Jн / Fэ (удельной тепловой загрузки) на электроде. При больших
- 70. Стабильность горения дуги зависит от постоянства длины дуги (2… 4 мм), которое при сварке поддерживается постепенным
- 71. При длинной дуге разбрызгивается металл и не обеспечивается достаточного проплавления основного металла. Устойчивость дуги также определяется
- 72. На форму шва оказывают влияние напряжение дуги, скорость наплавки, диаметр и наклон электрода. Ширина сварного шва
- 73. Металл при сварке плавится при высоких температурах, а под её воздействием в зоне сварки происходит частичный
- 74. Азот приводит к образованию нитридов, которые увеличивают твердость, но уменьшают пластичность металла и способствуют ускоренному старению
- 75. Материаловедение
- 77. Классификация сталей Сталь представляет собой сплав железа с углеродом. Содержание углерода в стали не превышает 2
- 78. Металл — вещество, характеризующееся особыми свойствами: высокими прочностными показателями, электро- и теплопроводностью, ковкостью, блеском и кристаллическим
- 79. Углерод (С) — химический элемент, при обычных условиях инертный. При высоких температурах он образует соединения со
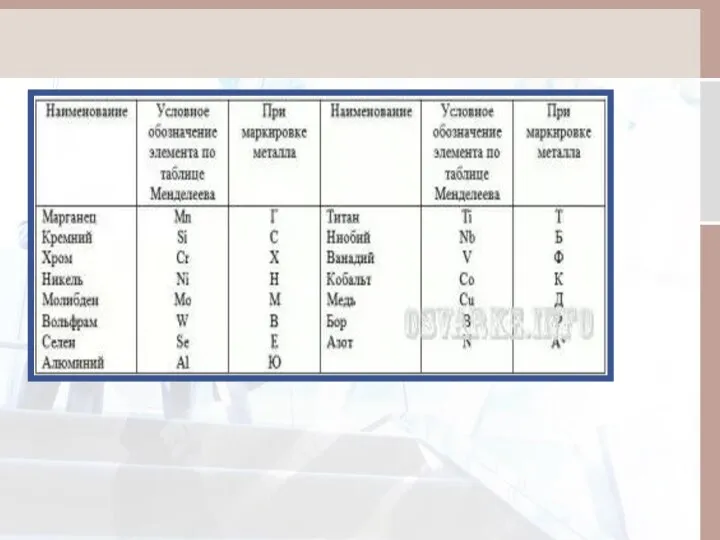
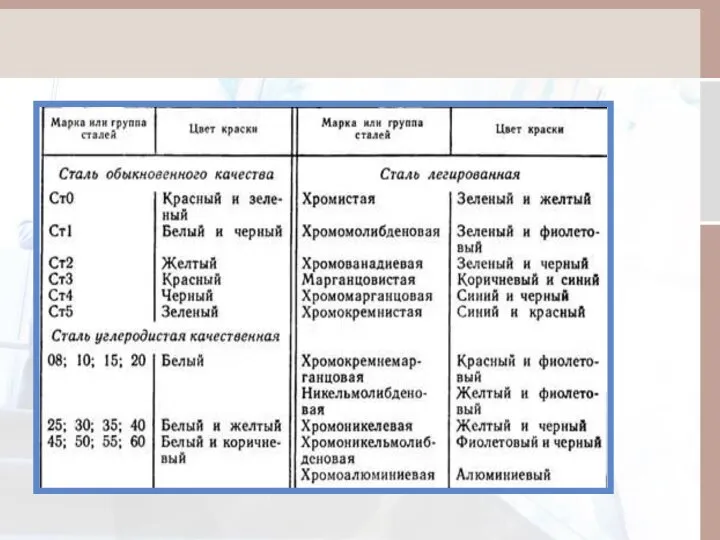
- 80. Условное обозначение сталей Различные группы сталей имеют свои условные обозначения, которые приводятся в соответствующих ГОСТах. Углеродистые
- 81. В зависимости от степени раскисления в обозначении могут стоять следующие буквы: сп — спокойная, пс —
- 82. Качественная углеродистая конструкционная сталь по ГОСТ 1050—88 маркируется в соответствии с номинальным содержанием углерода, выраженным в
- 83. Стали, содержащие до 0,20% углерода включительно, могут быть кипящими, полуспокойными и спокойными. В первых двух случаях
- 84. Если сталь не подвергалась термообработке и нагартовке, то буквенное обозначение отсутствует. Пример. 20ГпсТ — сталь, содержащая
- 85. Все легированные стали: низколегированные (ГОСТ 19281—89), легированные конструкционные(ГОСТ 4543—71); теплоустойчивые (ГОСТ 20072—96), а также высоколегированные стали,
- 86. Пример. 06Х18Н9Т — сталь, содержащая, %: углерода — 0,06; хрома — 18; никеля — 9; титана
- 87. Все легированные стали спокойные, кроме двух марок — 15Г2АФДпс и 18Г2АФДпс. При маркировке сталей и сплавов,
- 89. Ковкий чугун Ковкий чугун получают термообработкой из белого чугуна. Он получил свое название из-за повышенной пластичности
- 90. Маркируется ковкий чугун двумя буквами и двумя числами, например КЧ 37-12. Буквы КЧ означают ковкий чугун,
- 91. Высокопрочный чугун получают введением в жидкий серый чугун специальных добавок. Он применяется для изготовления более ответственных
- 92. Маркируется высокопрочный чугун также двумя буквами и двумя числами, например ВЧ 45-5. Буквы ВЧ обозначают высокопрочный
- 93. Сталью называется сплав железа с углеродом, содержащий до 2,1% углерода. Как и чугун, сталь имеет примеси
- 94. Сталь получают переплавкой металлолома или из передельного чугуна. Процесс получения стали из чугуна сводится к удалению
- 95. В состав углеродистой стали кроме углерода входит небольшое количество постоянных примесей (S, S, Р), попадающих в
- 96. Кремний и марганец в небольшом количестве особого влияния на свойства стали не оказывают. Сера и фосфор
- 97. Углеродистая сталь, в свою очередь, подразделяется по назначению и качеству. По назначению она делится на конструкционную
- 98. Свойства сталей Механические свойства: прочность — способность материала выдерживать внешнюю нагрузку без разрушения. Количественно это свойство
- 99. предел прочности — механическое напряжение, при превышении которого образец разрушается; предел текучести — механическое напряжение, при
- 100. ударная вязкость — способность стали противостоять динамическим нагрузкам. Количественно оценивается работой, необходимой для разрушения специального образца,
- 101. Физические свойства: плотность — масса вещества, заключенного в единичном объеме. Все металлы обладают высокой плотностью; теплопроводность
- 102. Химические свойства: окисляемость — способность вещества соединяться с кислородом. Окисляемость усиливается с повышением температуры металла. Низкоуглеродистые
- 103. Технологические свойства: ковкость — способность стали принимать новую форму под действием внешних сил; жидкотекучесть — способность
- 104. Влияние химических элементов на свойства сталей В состав стали кроме железа и углерода входят и другие
- 105. Полезные элементы: углерод — определяет прочность, вязкость и закаливаемость стали. Содержание углерода до 0,25 % не
- 106. марганец — при содержании до 1,8% оказывает незначительное влияние на свариваемость стали, но способствует ее закалке;
- 107. хром — при содержании от 0,3% до 35% повышает твердость и прочность стали, однако снижает ее
- 108. ванадий — повышает вязкость и пластичность стали, улучшает ее ухудшает свариваемость; структуру, способствует закалке, вольфрам —
- 109. Вредные элементы: сера — придает красноломкость, т.е. большую хрупкость при высоких температурах, оказывает отрицательное влияние на
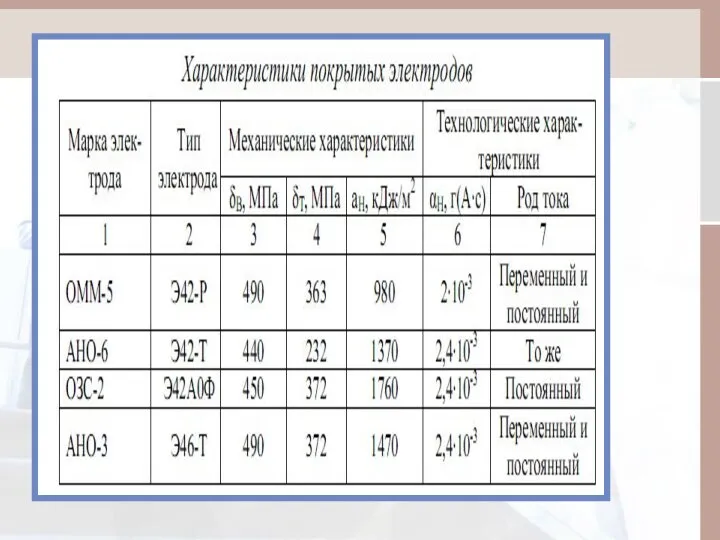
- 111. Электроды
- 113. В зависимости от рода защиты расплавленного металла от вредного воздействия воздуха различают следующие виды сварки и
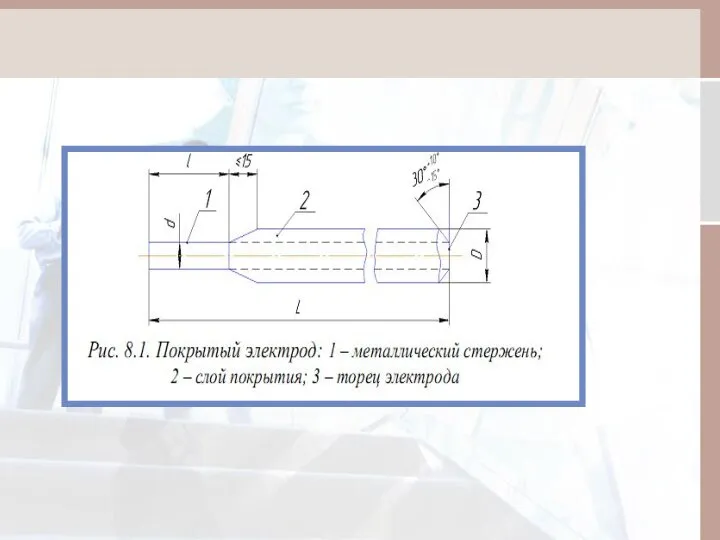
- 114. Ручная электродуговая сварка и наплавка. Этим способом изготовляется большая номенклатура деталей ,особенно крупногабаритных (базисных), и строительных
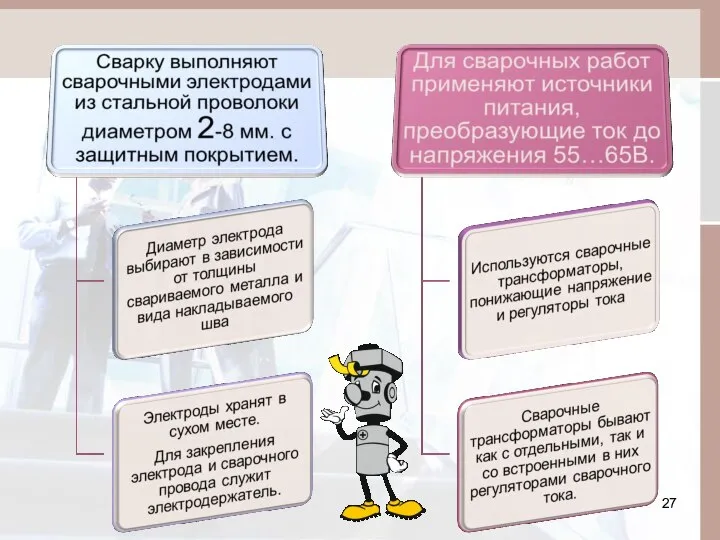
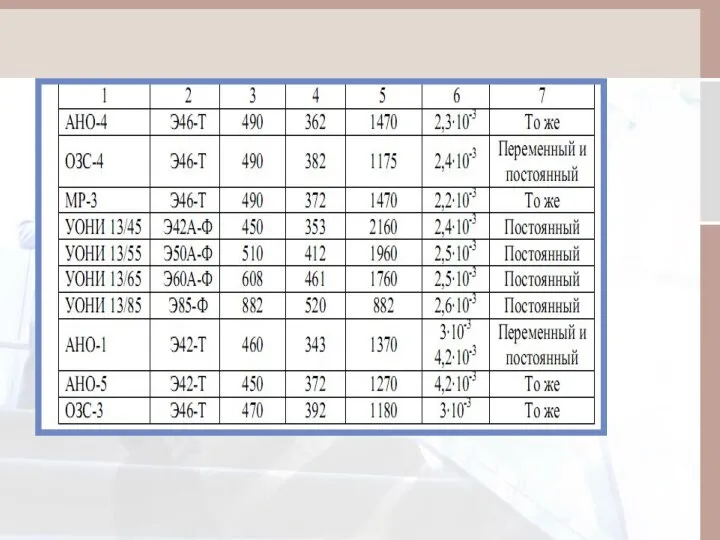
- 115. Электроды для сварки конструкционных сталей (УОНИ 13/55, ОМА-2, ОК-46.00, Вн-01-00, …). Электроды для сварки высоколегированных сталей
- 123. Электроды первой группы чаще всего изготовляются из малоуглеродистой сварочной проволоки Св — 08 , Св —
- 124. Стабилизирующее покрытие состоит из веществ (калий, кальций и др.), атомы которых легко ионизируются и тем самым
- 125. Защитное покрытие является более сложным по составу и включает в себя различные вещества : Связывающие (жидкое
- 126. Источники питания
- 128. Источниками питания электрической дуги являются :
- 129. Напряжение первичной обмотки 220 В в однофазных трансформаторах или 380 В в двух и трехфазных трансформаторах
- 130. Трансформатором называют электромагнитный аппарат, преобразующий переменный ток одного напряжения в переменный ток другого напряжения той же
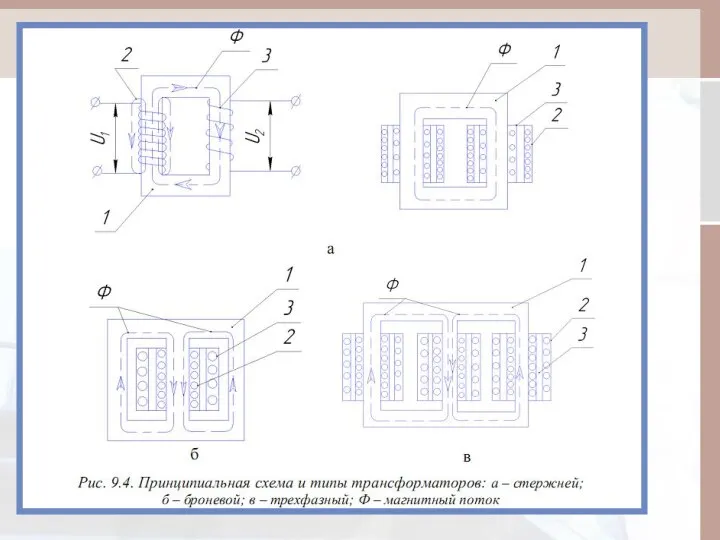
- 132. Такая конструкция магнитопровода дает возможность ослабить возникающие в нем паразитные вихревые токи. Часть магнитопровода с размещенными
- 133. 2.Сварочные преобразователи, представляющие собой установку, в которой ротор сварочного генератора постоянного или переменного тока приводится во
- 134. 4.Сварочные агрегаты, состоящие из генератора постоянного или переменного тока, приводимого в действие карбюраторным или дизельным двигателем.
- 135. Для упрощения зажигания и улучшения устойчивости горения дуги в некоторых случаях, например, при аргонно-дуговой сварке, используются
- 136. Сварка может выполнятся как на переменном, так и на постоянном токе. По возможности следует проводить сварку
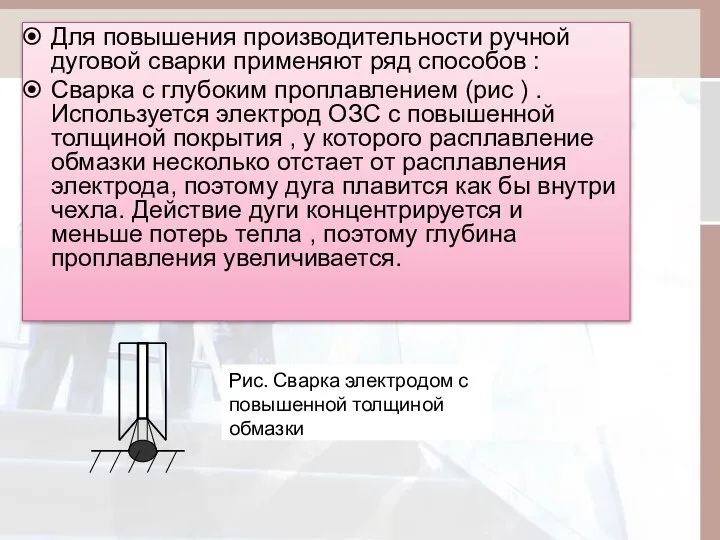
- 138. Для повышения производительности ручной дуговой сварки применяют ряд способов : Сварка с глубоким проплавлением (рис )
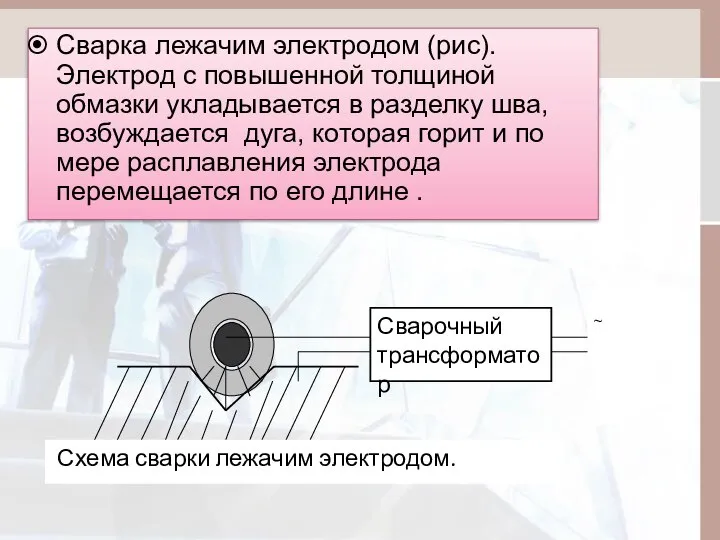
- 139. Сварка лежачим электродом (рис). Электрод с повышенной толщиной обмазки укладывается в разделку шва, возбуждается дуга, которая
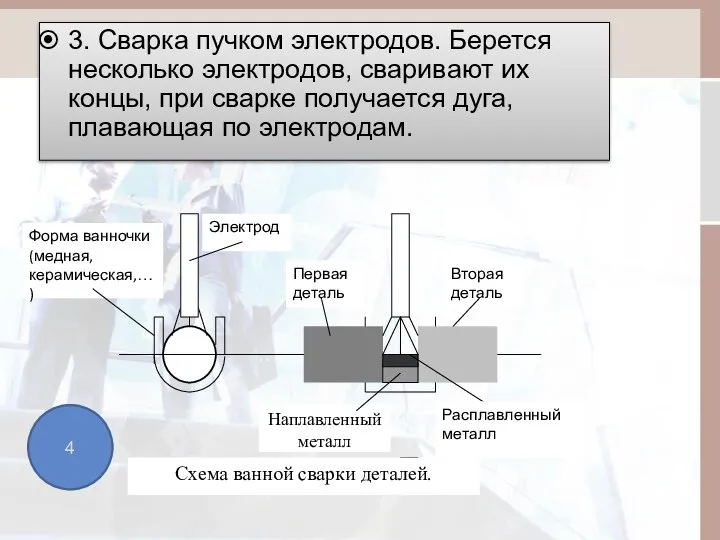
- 140. 3. Сварка пучком электродов. Берется несколько электродов, сваривают их концы, при сварке получается дуга, плавающая по
- 141. Сварка ванным способом (рис.) . В месте соединения арматурных и других стержней делают ванночку из стальной
- 142. 5. Сварка трехфазной дугой (рис). Используется специальный электрод, состоящий из двух электрически изолированных между собой стержней
- 143. 6. Сварка порошковой проволокой (рис). Наружная оболочка, изготовленная из металла, является проводником электрического тока, а защитное
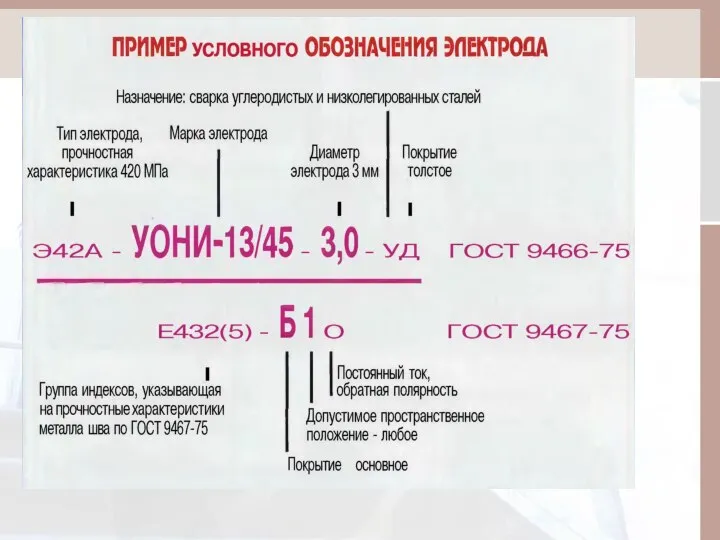
- 144. Для сварки и наплавки конструкционных сталей применяются следующие типы электродов: для низколегированных сталей -Э-34, Э-38,Э- 42,Э-
- 145. Цифра в обозначении типов электродов показывает значение предела прочности разрыву (σв ) в кГс / мм2,
- 146. Расчет режимов ручной электродуговой сварки проводится в соответствии с алгоритмом
- 147. Сначала выбирается по таблице диаметр электрода dэ в зависимости от толщины h свариваемого металла. Потом определяется
- 148. Газовая сварка и наплавка. Источником тепла при газовой сварке является пламя, получаемое при сгорании горючих газов
- 149. Газовая сварка и наплавка уступает электродуговой по следующим позициям. Большая зона теплового влияния приводит к большим
- 150. Ацетилено-кислородная сварка выполняется (рис.) при сгорании ацетилена в кислороде , подаваемом из кислородного баллона , и
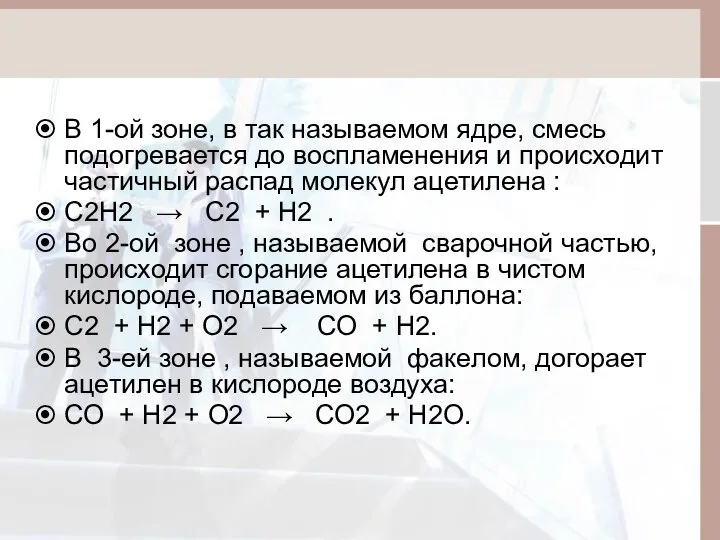
- 151. В 1-ой зоне, в так называемом ядре, смесь подогревается до воспламенения и происходит частичный распад молекул
- 152. В зависимости от подачи кислорода можно получить нормальное, окислительное и науглераживающее пламя. При нормальном пламени горючее
- 153. Кислород получают ( рис.) методом глубокого охлаждения воздуха до температуры -194,5 °С . При этой температуре
- 154. Кислород хранится в баллонах (голубой или синий цвет окраски ) при начальном давлении 15 МПа .
- 155. Масла и жиры в атмосфере кислорода могут самовзгораться, поэтому при работе нужно соблюдать особую предосторожность: не
- 156. Ацетилен C2H2 получают взаимодействием карбида кальция CaC2 с водой: CaC2+ H2O → C2H2 +Ca (OH)2 .
- 157. Ацетиленовые генераторы выполняются по различным схемам: 1.“Карбид в воду”-карбид кальция из бункера в зависимости от давления
- 158. Для предохранения ацетиленовых генераторов от взрыва при обратном ударе пламени используются предохранительные водяные затворы. По давлению
- 159. Ацетилен в сжатом состоянии (3,5 МПа ) может храниться в 40, 10 и 5-и литровых баллонах
- 160. Очень эффективным является использование в баллонах литой пористой массы (ЛПМ). Кроме повышенной взрывоопасности 40-литровые баллоны с
- 161. По принципу смешивания газов сварочные горелки могут быть: инжекторные и безынжекторные. В инжекторных горелках кислород под
- 162. Чем больше номер наконечника, тем больше диаметр проходного сечения горелки и, следовательно, будет больше расход газа,
- 163. В безынжекторных горелках горючий газ и кислород подаются под одинаковым давлением (0,05…0,1 МПа) в смесительную камеру,
- 164. Технология газовой сварки. Диаметр присадочной проволоки d выбирается в соответствии с толщиной свариваемого металла h :
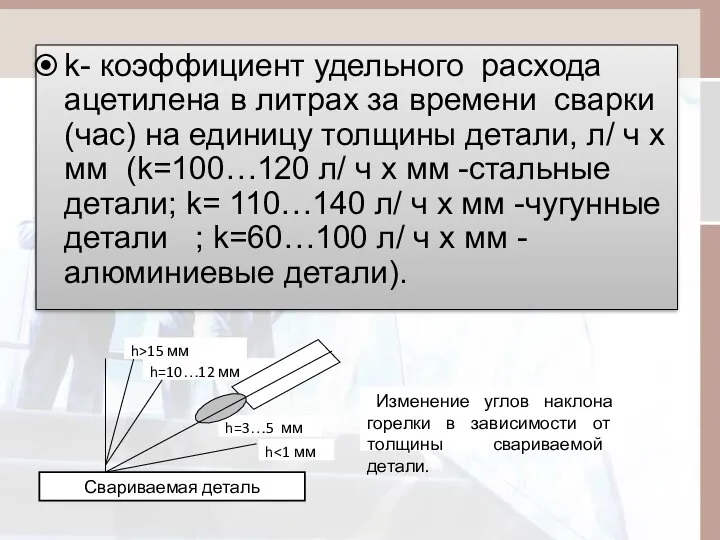
- 165. k- коэффициент удельного расхода ацетилена в литрах за времени сварки (час) на единицу толщины детали, л/
- 166. При увеличении толщины свариваемого металла надо обеспечить большую концентрацию тепловой энергии и, следовательно, больший угол наклона
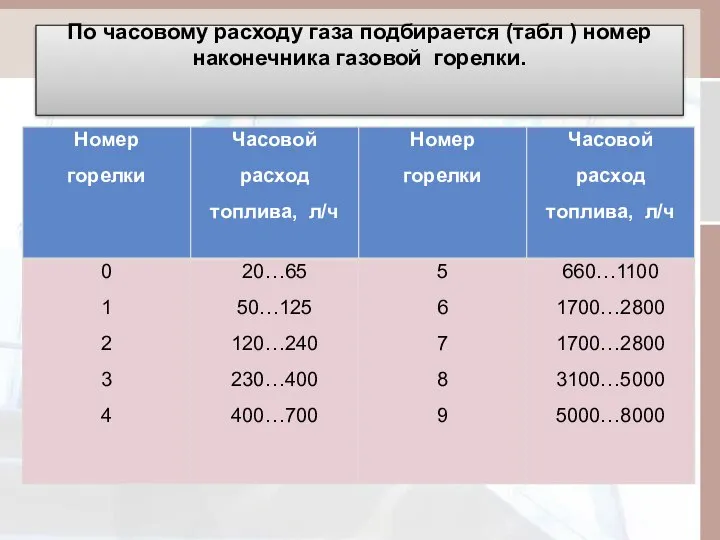
- 167. По часовому расходу газа подбирается (табл ) номер наконечника газовой горелки.
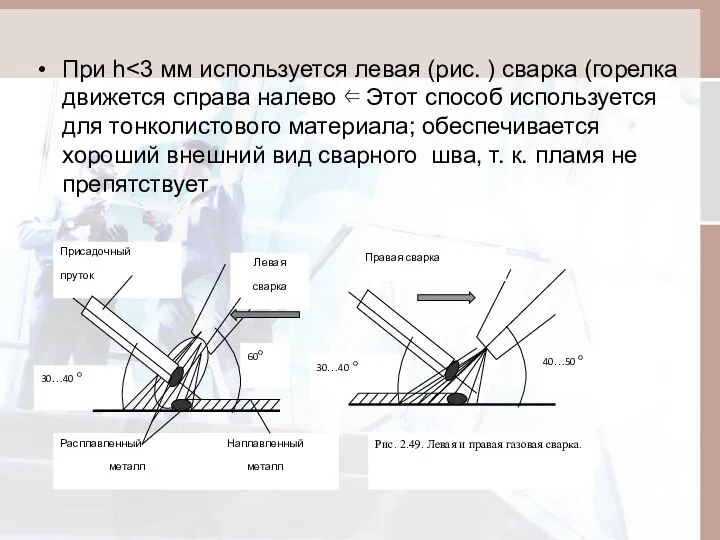
- 168. При h
- 169. При h>5 мм используется правая (рис. 2.49) сварка ( горелка движется слева направо ⇒ впереди присадочной
- 170. Резка металлов. При изготовлении строительных конструкций, при монтажных работах и ремонте машин необходимо разрезать сортовой прокат
- 171. Механические: ручные ( ножовка, ножницы по металлу, зубило …); механизированные ( фреза, резец, сверло, механическая ножовка,
- 172. Ручные способы резки металлов применяются в основном в бытовых условиях. При небольших объемах работ эффективно использование
- 173. При резке в условиях строительной площадки, при монтаже и демонтаже конструкций наиболее эффективна кислородная резка. На
- 174. Использование электродуговой резки не рационально, т.к. процесс резки малопроизводителен и получается плохое качество реза , поэтому
- 175. Газовой резкой называют процесс сжигания металла в струе кислорода и удаление этой струей образовавшихся окислов. Чаще
- 176. На плавление окислов ( пункт 3 ) затрачивается тепло Q, но одновременно с плавлением происходит образование
- 177. Ацетилен при нормальной резке необходим только для воспламенения металла (пункт 1. Доведение температуры его до температуры
- 179. Не все металлы можно разрезать кислородной резкой, а только в случаях, когда выдерживаются , указанные на
- 180. Из этих условий следует, что легко режется технически чистое железо и малоуглеродистая сталь. При содержании углерода
- 181. Возможность резки легированной стали можно определить по следующей эмпирической формуле: Сэкв =С + 0,15 ( Cr
- 182. Технологические особенности кислородной резки высокоуглеродистых и легированных сталей .
- 183. Чугуны, высокохромистые стали, медные и алюминиевые сплавы не поддаются нормальному процессу кислородной резки по ряду причин
- 184. Применяются три способа кислородной резки металлов : 1. Разделительная получение сквозных резов при раскрое листов, вырезка
- 185. Резка может выполняться вручную и машинным способом. Наконечник газового резака образует прямой угол со стволом (у
- 186. электротехника
- 187. Электротехника - область науки и техники, использующей электрическое и магнитное явления для практических целей. История развития
- 188. Электротехническое устройство и происходящие в нем физические процессы в теории электротехники заменяют расчетным эквивалентом - электрической
- 189. Электрическая цепь - это совокупность соединенных друг с другом проводниками источников электрической энергии и нагрузок, по
- 190. Электрический ток может быть постоянным и переменным. Постоянным называют ток, неизменный во времени. Он представляет направленное
- 191. Упорядоченное движение носителей зарядов в проводниках вызывается электрическим полем. Поле создается источниками электрической энергии. Источник преобразует
- 192. Он характеризуется ЭДС и внутренним сопротивлением. ЭДС источника м.б. постоянной или переменной во времени. Переменная ЭДС
- 193. Постоянный ток принято обозначать буквой I, переменный i(t); постоянную ЭДС - Е, переменную е(t), сопротивление -
- 194. Для включения и отключения элементов электрических цепей применяют коммутационную аппаратуру ( рубильники, выключатели, тумблеры Кроме этих
- 195. Зависимость тока, протекающего по сопротивлению, от напряжения на этом сопротивлении принято называть вольтамперной характеристикой. Приемники электрической
- 196. Источники электрической энергии. Одной из основных характеристик источников электрической энергии является ЭДС. Количественно ЭДС характеризуется работой
- 197. Перемещение заряда определяет ток источника. Прохождение тока сопровождается потерями на нагрев источника. Количественно потери удобно определять
- 198. Приемники электрической энергии Приемники электрической энергии делятся на пассивные и активные. Пассивными называют приемники в которых
- 199. Пассивные элементы, сопротивление которых не зависит от приложенного напряжения называются линейными. Реально таких элементов не существует.
- 200. Основные топологические понятия и определения Ветвью называют участок электрической цепи с одним и тем же током.
- 201. Узлом называют место соединения трех и более ветвей. Узел обозначается на схеме точкой. Узлы, имеющие равные
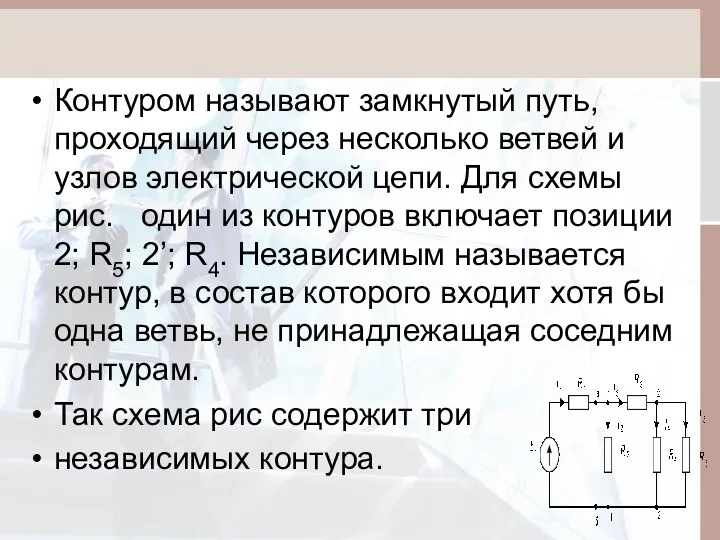
- 202. Контуром называют замкнутый путь, проходящий через несколько ветвей и узлов электрической цепи. Для схемы рис. один
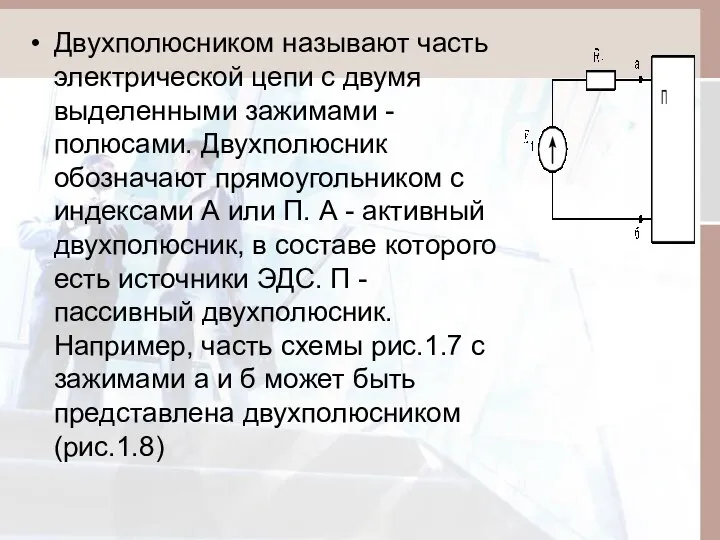
- 203. Двухполюсником называют часть электрической цепи с двумя выделенными зажимами - полюсами. Двухполюсник обозначают прямоугольником с индексами
- 204. Закон Ома и Кирхгофа Все электрические цепи подчиняются законам Ома и Кирхгофа. Краткая информация об этих
- 205. Закон Ома для участка цепи, содержащего ЭДС позволяет найти ток этого участка здесь а, б -
- 206. Первый закон Кирхгофа имеет две формулировки. Сумма токов протекающих через любой узел равна нулю. Сумма токов
- 207. -генераторы синусоидального тока значительно дешевле в производстве, чем генераторы постоянного тока; -переменный ток легко преобразуется в
- 208. СИНУСОИДАЛЬНЫЙ ТОК. ФОРМЫ ЕГО ПРЕДСТАВЛЕНИЯ. Переменным называют ток (напряжение, ЭДС), изменяющийся во времени по величине и
- 209. где Im - максимальная амплитуда тока (амплитудное значение); ω - угловая частота, причем f - частота
- 210. Начальная фаза часто задается в градусах. Поэтому при определении мгновенного значения тока аргумент синуса ( слагаемые
- 211. Промышленная частота переменного тока в России и всех странах Европы равна 50 Гц, в США и
- 212. Комплексное сопротивление Введение комплексного представления токов и напряжений требует определить и сопротивление элементов электрических цепей в
- 218. Скачать презентацию
Ф.И.О.
Телефон (номер)
Год рождения*( день, месяц, год)
Адрес ( прописка)
Где обучаетесь( образовательное учреждение,
Ф.И.О.
Телефон (номер)
Год рождения*( день, месяц, год)
Адрес ( прописка)
Где обучаетесь( образовательное учреждение,
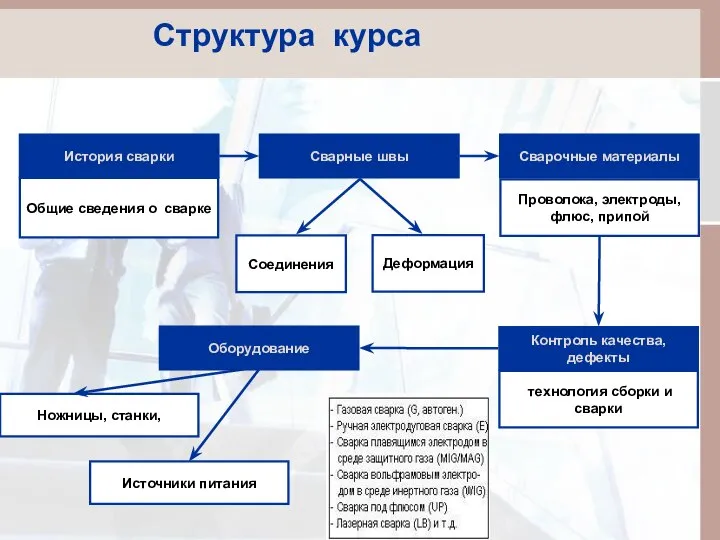
Структура курса
История сварки
Общие сведения о сварке
Сварные швы
Сварочные материалы
Деформация
Соединения
Проволока,
Структура курса
История сварки
Общие сведения о сварке
Сварные швы
Сварочные материалы
Деформация
Соединения
Проволока,
SFI 1.01 - Общее введение в сварку
Этапы развития процессов сварки
SFI 1.01 - Общее введение в сварку
Этапы развития процессов сварки
SFI 1.01 - Общее введение в сварку
Сварочные процессы
SFI 1.01 - Общее введение в сварку
Сварочные процессы

SFI 1.01 - Общее введение в сварку
Классификация по уровню механизации
SFI 1.01 - Общее введение в сварку
Классификация по уровню механизации
SFI 1.01 - Общее введение в сварку
Обзор для выбора сварочных
SFI 1.01 - Общее введение в сварку
Обзор для выбора сварочных
Электродуговая сварка – русское изобретение.
В 1802 году Владимир Васильевич Петров, открыл
Электродуговая сварка – русское изобретение.
В 1802 году Владимир Васильевич Петров, открыл
Первый – с 1924 по 1935 г. В этот период сварка
Первый – с 1924 по 1935 г. В этот период сварка
Классификация дуговой сварки
по технологическим признакам
В соответствии с ГОСТ 19521-74ГОСТ 19521-74
Классификация дуговой сварки
по технологическим признакам
В соответствии с ГОСТ 19521-74ГОСТ 19521-74
Сваркой называется процесс получения неразъемного соединения деталей местным сплавлением или пластической
Сваркой называется процесс получения неразъемного соединения деталей местным сплавлением или пластической
Расплавление металла происходит за счет энергии дуги при электродуговой сварке и
Расплавление металла происходит за счет энергии дуги при электродуговой сварке и
Виды сварных соединений различаются по взаимному положению деталей, по форме разделки
Виды сварных соединений различаются по взаимному положению деталей, по форме разделки

Стыковые
Сварные соединения
Части
свариваемых
изделий
соединяют
торцами
или
кромками
Такие соединения отличаются высокой прочностью и
меньше подвержены сварочным
Стыковые
Сварные соединения
Части
свариваемых
изделий
соединяют
торцами
или
кромками
Такие соединения отличаются высокой прочностью и
меньше подвержены сварочным
Сварные соединения
Нахлёсточные
Не требуется
обработка кромок
под сварку.
Швы
накладывают
с обеих сторон
нахлёстки.
Таким способом сваривают
Сварные соединения
Нахлёсточные
Не требуется
обработка кромок
под сварку.
Швы
накладывают
с обеих сторон
нахлёстки.
Таким способом сваривают

Тавровые
Сварные соединения
Торец кромки
можно не
скашивать;
Для получения хорошего шва оставляют зазор
между листами 2…3
Тавровые
Сварные соединения
Торец кромки
можно не
скашивать;
Для получения хорошего шва оставляют зазор
между листами 2…3

Угловые
Сварные соединения
Торец кромки
можно не
скашивать;
Для получения хорошего шва оставляют зазор
между листами 2…3
Угловые
Сварные соединения
Торец кромки
можно не
скашивать;
Для получения хорошего шва оставляют зазор
между листами 2…3
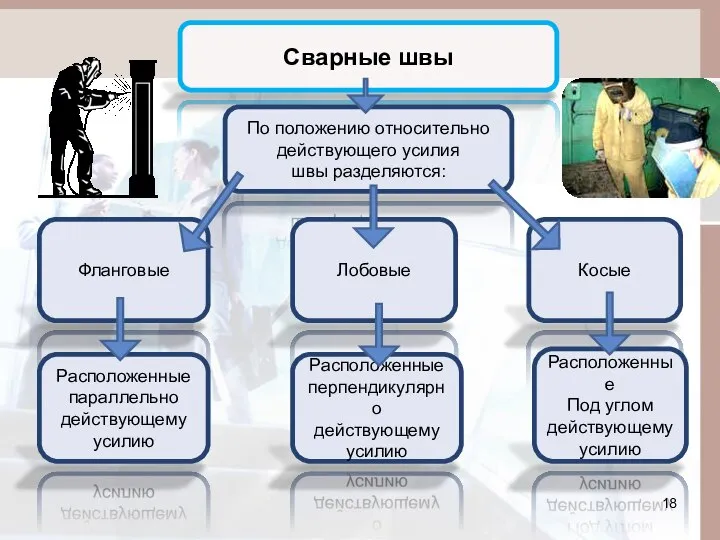
Сварные швы
По положению относительно
действующего усилия
швы разделяются:
Фланговые
Расположенные
параллельно
действующему
усилию
Лобовые
Косые
Расположенные
перпендикулярно
действующему
усилию
Расположенные
Под углом
действующему
усилию
Сварные швы
По положению относительно
действующего усилия
швы разделяются:
Фланговые
Расположенные
параллельно
действующему
усилию
Лобовые
Косые
Расположенные
перпендикулярно
действующему
усилию
Расположенные
Под углом
действующему
усилию

Сварные швы
По протяжённости сварные швы
бывают непрерывными (сплошными)
и прерывистыми.
Нижние
Вертикальные
Горизонтальные
Потолочные
По положению в пространстве
швы
Сварные швы
По протяжённости сварные швы
бывают непрерывными (сплошными)
и прерывистыми.
Нижние
Вертикальные
Горизонтальные
Потолочные
По положению в пространстве
швы

Сварные швы
Нижние
Вертикальные
Горизонтальные
Потолочные
Сварные швы
Нижние
Вертикальные
Горизонтальные
Потолочные
Рабочая толщина шва при стыковом соединении равна
толщине более тонкого стыкуемого элемента,
Рабочая толщина шва при стыковом соединении равна
толщине более тонкого стыкуемого элемента,
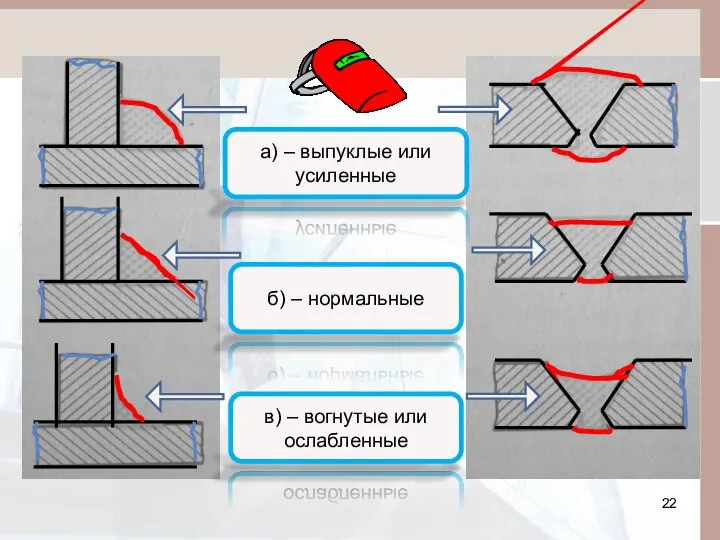
а) – выпуклые или
усиленные
б) – нормальные
в) – вогнутые или
ослабленные
а) – выпуклые или
усиленные
б) – нормальные
в) – вогнутые или
ослабленные
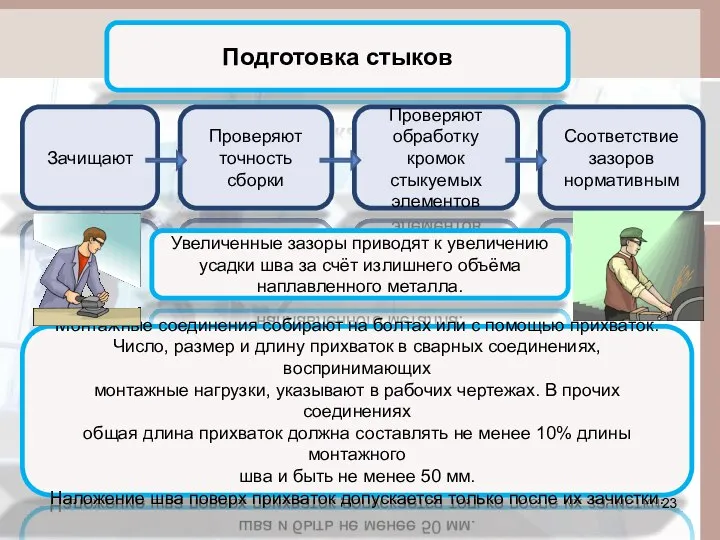
Подготовка стыков
Проверяют
точность сборки
Зачищают
Проверяют
обработку кромок
стыкуемых
элементов
Соответствие
зазоров
нормативным
Увеличенные зазоры приводят к увеличению
усадки шва за
Подготовка стыков
Проверяют
точность сборки
Зачищают
Проверяют
обработку кромок
стыкуемых
элементов
Соответствие
зазоров
нормативным
Увеличенные зазоры приводят к увеличению
усадки шва за
Сварка
Сварка
Сварка
Сварку деталей тонкими швами, например
стыковое соединение без скоса кромок,
выполняют в
Сварка
Сварку деталей тонкими швами, например
стыковое соединение без скоса кромок,
выполняют в
При сварке деталей и конструкций, изготовленных из толстолистовой стали с У-образной
При сварке деталей и конструкций, изготовленных из толстолистовой стали с У-образной
В процессе сварки происходит местный неравномерный нагрев свариваемого изделия до очень
В процессе сварки происходит местный неравномерный нагрев свариваемого изделия до очень
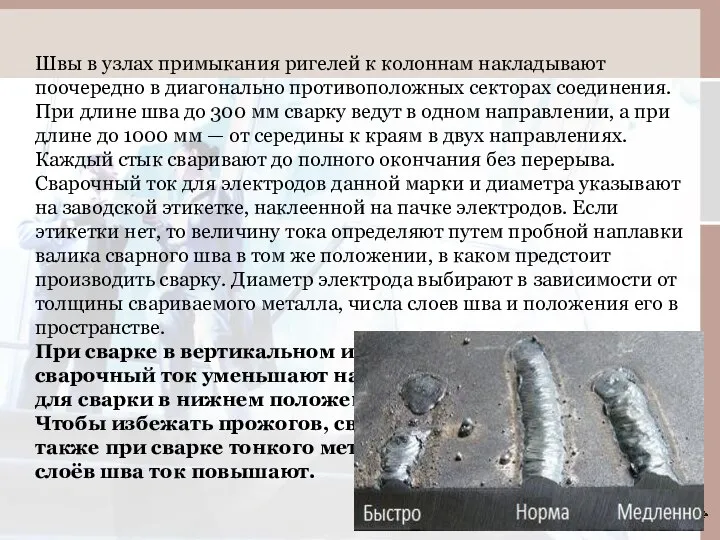
Швы в узлах примыкания ригелей к колоннам накладывают поочередно в диагонально
Швы в узлах примыкания ригелей к колоннам накладывают поочередно в диагонально
ДУГОВАЯ СВАРКА
РУЧНАЯ СВАРКА
СХЕМА СВАРКИ
1-ЭЛЕКТРОД
2- ИЗДЕЛИЕ
3- СВАРОЧНАЯ ВАННА
4- НАПЛАВЛЕННЫЙ МЕТАЛЛ
(СВАРОЧНЫЙ ШОВ)
5- КРАТЕР
6-
ДУГОВАЯ СВАРКА
РУЧНАЯ СВАРКА
СХЕМА СВАРКИ
1-ЭЛЕКТРОД
2- ИЗДЕЛИЕ
3- СВАРОЧНАЯ ВАННА
4- НАПЛАВЛЕННЫЙ МЕТАЛЛ
(СВАРОЧНЫЙ ШОВ)
5- КРАТЕР
6-
КОНТРОЛЬНЫЕ ВОПРОСЫ
Назовите виды
сварных соединений
По положению в
пространстве швы
разделяют на ….
Дать определение -
КОНТРОЛЬНЫЕ ВОПРОСЫ
Назовите виды
сварных соединений
По положению в
пространстве швы
разделяют на ….
Дать определение -
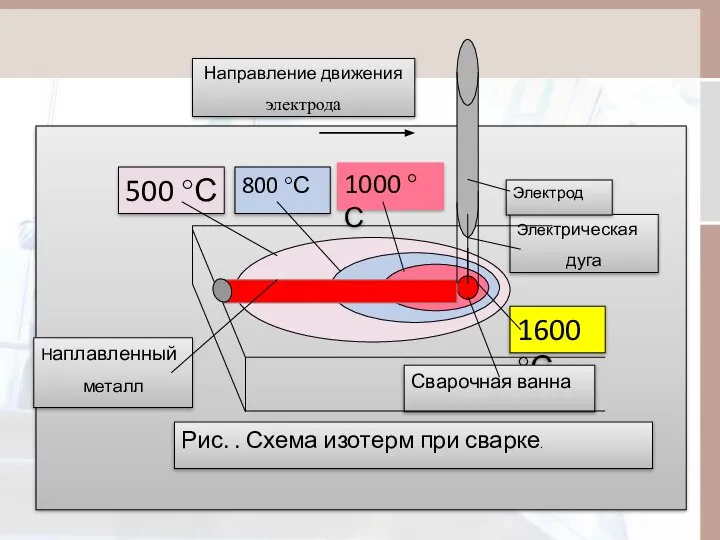
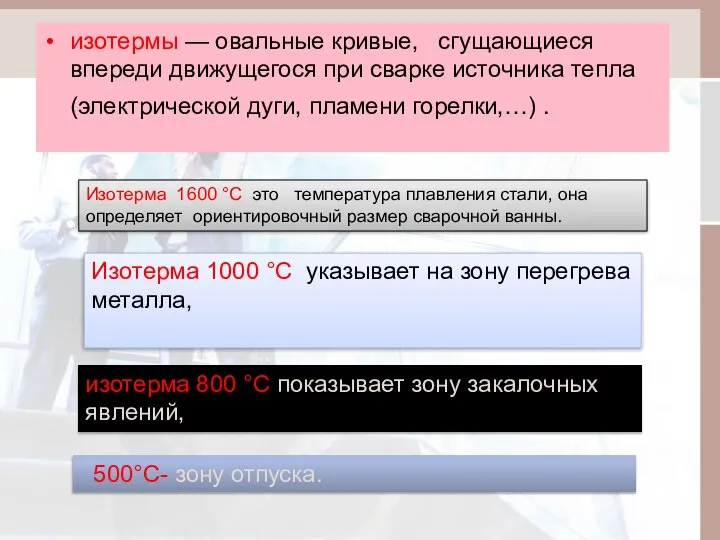
изотермы — овальные кривые, сгущающиеся впереди движущегося при сварке источника тепла
изотермы — овальные кривые, сгущающиеся впереди движущегося при сварке источника тепла
Из-за особенностей, в сварной ванне могут быть следующие дефекты при сварке:
-
Из-за особенностей, в сварной ванне могут быть следующие дефекты при сварке:
-
Сварной шов образуется за счет расплавления металла электрода и частично основного
Сварной шов образуется за счет расплавления металла электрода и частично основного
Свойства сварного соединения во многом определяются особенностями сварочной ванны и характером
Свойства сварного соединения во многом определяются особенностями сварочной ванны и характером

Величина зоны термического влияния составляет при ручной электродуговой сварке для обычного
Величина зоны термического влияния составляет при ручной электродуговой сварке для обычного
В зоне термического влияния могут быть участки :
-старения ( 200...
В зоне термического влияния могут быть участки :
-старения ( 200...
При сварке возможны два предельных случая :
-резкая закалка при быстром охлаждении
При сварке возможны два предельных случая :
-резкая закалка при быстром охлаждении
Свариваемость металлов.
Свариваемость — комплексная технологическая характеристика, отражающая реакцию свариваемых материалов на
Свариваемость металлов.
Свариваемость — комплексная технологическая характеристика, отражающая реакцию свариваемых материалов на
Три группы факторов, определяющих свариваемость :
1.Химический состав и структура металла, наличие
Три группы факторов, определяющих свариваемость :
1.Химический состав и структура металла, наличие
Основной характеристикой свариваемости является отсутствие холодных или горячих трещин при сварке.
Трещины,
Основной характеристикой свариваемости является отсутствие холодных или горячих трещин при сварке.
Трещины,
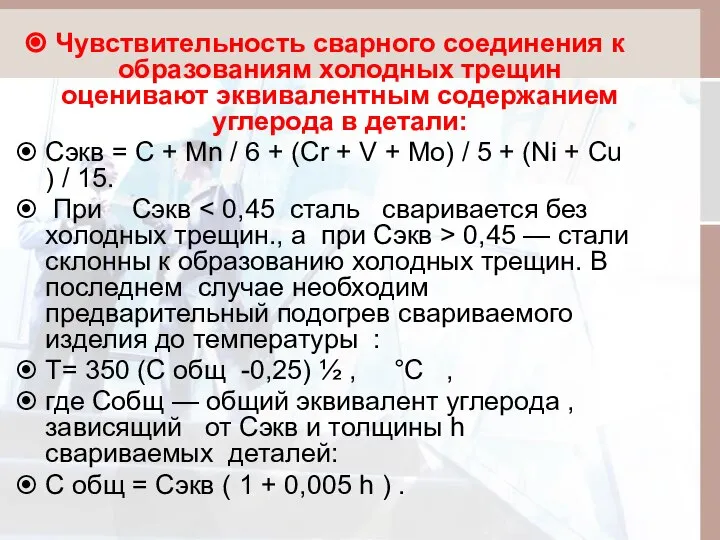
Чувствительность сварного соединения к образованиям холодных трещин оценивают эквивалентным содержанием углерода
Чувствительность сварного соединения к образованиям холодных трещин оценивают эквивалентным содержанием углерода
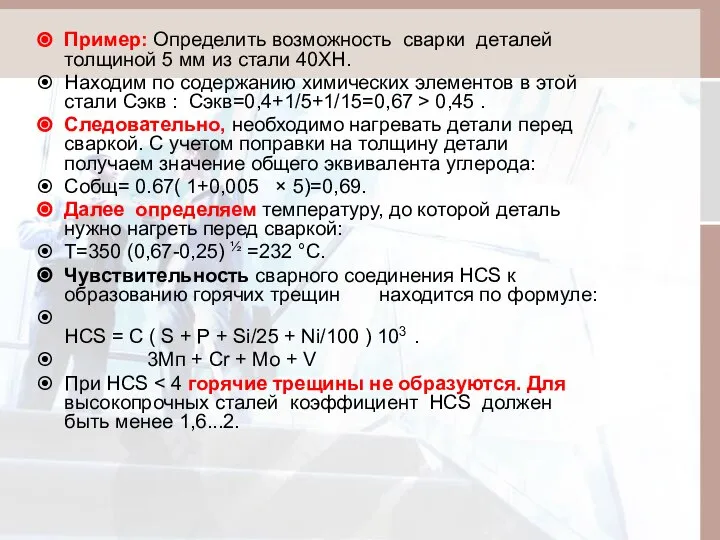
Пример: Определить возможность сварки деталей толщиной 5 мм из стали 40ХН.
Пример: Определить возможность сварки деталей толщиной 5 мм из стали 40ХН.
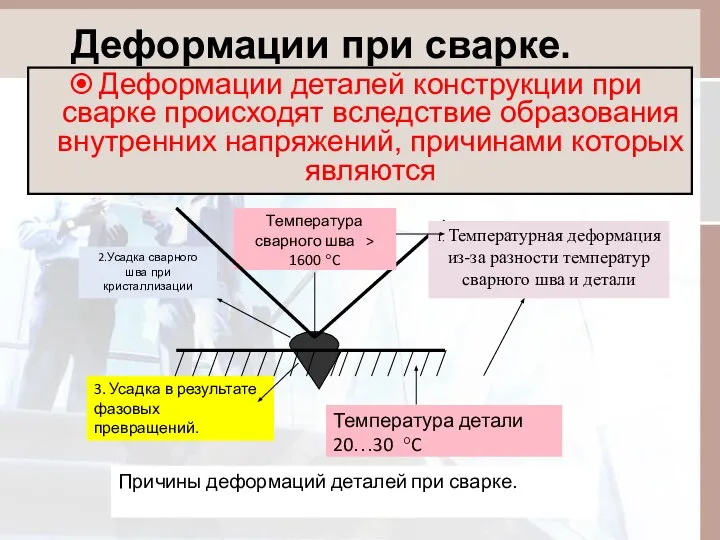
Деформации при сварке.
Деформации деталей конструкции при сварке происходят вследствие образования внутренних
Деформации при сварке.
Деформации деталей конструкции при сварке происходят вследствие образования внутренних
1. Температурные деформации из-за местного нагрева изделия ;
2. Усадка наплавленного металла;
3.
1. Температурные деформации из-за местного нагрева изделия ;
2. Усадка наплавленного металла;
3.
В результате местного нагрева при сварке происходит значительное местное расширение металла,
В результате местного нагрева при сварке происходит значительное местное расширение металла,
Усадка металла ,происходящая вследствие уменьшения объема жидкого металла при затвердевании, является
Усадка металла ,происходящая вследствие уменьшения объема жидкого металла при затвердевании, является
Деформации изделия при сварке( рис.) могут быть уменьшены правильным выбором вида
Деформации изделия при сварке( рис.) могут быть уменьшены правильным выбором вида
Некоторое уменьшение коробления изделия достигается отводом тепла со свариваемого участка подкладыванием
Некоторое уменьшение коробления изделия достигается отводом тепла со свариваемого участка подкладыванием
Коробление можно уменьшить и путем уравновешивания образовавшихся деформаций. При этом способе
Коробление можно уменьшить и путем уравновешивания образовавшихся деформаций. При этом способе

Значительное уменьшение деформации достигается способом «обратноступенчатой» сварки. При этом способе кромки
Значительное уменьшение деформации достигается способом «обратноступенчатой» сварки. При этом способе кромки
Уменьшить коробление свариваемых изделий можно также способом «обратных деформаций». Он заключается
Полностью избежать деформаций при сварке не удается, но уменьшить их до
Полностью избежать деформаций при сварке не удается, но уменьшить их до
На 85 …90% остаточные напряжения при сварке снижаются при высоком отпуске
На 85 …90% остаточные напряжения при сварке снижаются при высоком отпуске
Основы электродуговой сварки и наплавки.
Для возбуждения электрической дуги используют чаще всего
Основы электродуговой сварки и наплавки.
Для возбуждения электрической дуги используют чаще всего
Сварка плавящими электродами выполняется как на переменном, так и на постоянном
Сварка плавящими электродами выполняется как на переменном, так и на постоянном
Для возникновения дугового разряда (рис ) электродом касаются детали, при этом
Для возникновения дугового разряда (рис ) электродом касаются детали, при этом
Сварка плавящими электродами выполняется как на переменном, так и на постоянном
Сварка плавящими электродами выполняется как на переменном, так и на постоянном
После короткого замыкания (а) происходит плавление электрода (а ,б), вследствие чего
После короткого замыкания (а) происходит плавление электрода (а ,б), вследствие чего

Частота замыканий зависит от плотности тока Jн / Fэ (удельной тепловой
Частота замыканий зависит от плотности тока Jн / Fэ (удельной тепловой
Стабильность горения дуги зависит от постоянства длины дуги (2… 4 мм),
Стабильность горения дуги зависит от постоянства длины дуги (2… 4 мм),
При длинной дуге разбрызгивается металл и не обеспечивается достаточного проплавления основного
При длинной дуге разбрызгивается металл и не обеспечивается достаточного проплавления основного
На форму шва оказывают влияние напряжение дуги, скорость наплавки, диаметр и
На форму шва оказывают влияние напряжение дуги, скорость наплавки, диаметр и
Металл при сварке плавится при высоких температурах, а под её воздействием
Металл при сварке плавится при высоких температурах, а под её воздействием
Азот приводит к образованию нитридов, которые увеличивают твердость, но уменьшают пластичность
Азот приводит к образованию нитридов, которые увеличивают твердость, но уменьшают пластичность

Материаловедение
Материаловедение
Классификация сталей
Сталь представляет собой сплав железа с углеродом. Содержание углерода в
Классификация сталей
Сталь представляет собой сплав железа с углеродом. Содержание углерода в
Металл — вещество, характеризующееся особыми свойствами: высокими прочностными показателями, электро- и
Металл — вещество, характеризующееся особыми свойствами: высокими прочностными показателями, электро- и
Углерод (С) — химический элемент, при обычных условиях инертный. При высоких
Углерод (С) — химический элемент, при обычных условиях инертный. При высоких
Условное обозначение сталей
Различные группы сталей имеют свои условные обозначения, которые приводятся
Условное обозначение сталей
Различные группы сталей имеют свои условные обозначения, которые приводятся
В зависимости от степени раскисления
в обозначении могут стоять следующие буквы: сп
В зависимости от степени раскисления
в обозначении могут стоять следующие буквы: сп
Качественная углеродистая конструкционная сталь по ГОСТ 1050—88 маркируется в соответствии с
Качественная углеродистая конструкционная сталь по ГОСТ 1050—88 маркируется в соответствии с
Стали, содержащие до 0,20% углерода включительно, могут быть кипящими, полуспокойными и
Стали, содержащие до 0,20% углерода включительно, могут быть кипящими, полуспокойными и
Если сталь не подвергалась термообработке и нагартовке, то буквенное обозначение отсутствует.
Пример.
Если сталь не подвергалась термообработке и нагартовке, то буквенное обозначение отсутствует.
Пример.
Все легированные стали:
низколегированные (ГОСТ 19281—89), легированные конструкционные(ГОСТ 4543—71);
теплоустойчивые (ГОСТ 20072—96),
Все легированные стали:
низколегированные (ГОСТ 19281—89), легированные конструкционные(ГОСТ 4543—71);
теплоустойчивые (ГОСТ 20072—96),
Пример. 06Х18Н9Т — сталь, содержащая, %: углерода — 0,06; хрома —
Пример. 06Х18Н9Т — сталь, содержащая, %: углерода — 0,06; хрома —
Все легированные стали спокойные, кроме двух марок — 15Г2АФДпс и 18Г2АФДпс.
При
Все легированные стали спокойные, кроме двух марок — 15Г2АФДпс и 18Г2АФДпс.
При
Ковкий чугун
Ковкий чугун получают термообработкой из белого чугуна. Он получил свое
Ковкий чугун
Ковкий чугун получают термообработкой из белого чугуна. Он получил свое
Маркируется ковкий чугун двумя буквами и двумя числами, например КЧ 37-12.
Маркируется ковкий чугун двумя буквами и двумя числами, например КЧ 37-12.
Высокопрочный чугун получают введением в жидкий серый чугун специальных добавок. Он
Высокопрочный чугун получают введением в жидкий серый чугун специальных добавок. Он
Маркируется высокопрочный чугун также двумя буквами и двумя числами, например ВЧ
Маркируется высокопрочный чугун также двумя буквами и двумя числами, например ВЧ
Сталью называется сплав железа с углеродом, содержащий до 2,1% углерода. Как
Сталью называется сплав железа с углеродом, содержащий до 2,1% углерода. Как
Сталь получают переплавкой металлолома или из передельного чугуна. Процесс получения стали
Сталь получают переплавкой металлолома или из передельного чугуна. Процесс получения стали
В состав углеродистой стали кроме углерода входит небольшое количество постоянных примесей
В состав углеродистой стали кроме углерода входит небольшое количество постоянных примесей
Кремний и марганец в небольшом количестве особого влияния на свойства стали
Кремний и марганец в небольшом количестве особого влияния на свойства стали
Углеродистая сталь, в свою очередь, подразделяется по назначению и качеству. По
Углеродистая сталь, в свою очередь, подразделяется по назначению и качеству. По
Свойства сталей
Механические свойства:
прочность — способность материала выдерживать внешнюю нагрузку без разрушения.
Свойства сталей
Механические свойства:
прочность — способность материала выдерживать внешнюю нагрузку без разрушения.
предел прочности — механическое напряжение, при превышении которого образец разрушается;
предел текучести
предел прочности — механическое напряжение, при превышении которого образец разрушается;
предел текучести
ударная вязкость — способность стали противостоять динамическим нагрузкам. Количественно оценивается работой,
ударная вязкость — способность стали противостоять динамическим нагрузкам. Количественно оценивается работой,
Физические свойства:
плотность — масса вещества, заключенного в единичном объеме. Все металлы
Физические свойства:
плотность — масса вещества, заключенного в единичном объеме. Все металлы
Химические свойства:
окисляемость — способность вещества соединяться с кислородом. Окисляемость усиливается с
Химические свойства:
окисляемость — способность вещества соединяться с кислородом. Окисляемость усиливается с
Технологические свойства:
ковкость — способность стали принимать новую форму под действием внешних
Технологические свойства:
ковкость — способность стали принимать новую форму под действием внешних
Влияние химических элементов на свойства сталей
В состав стали кроме железа и
Влияние химических элементов на свойства сталей
В состав стали кроме железа и
Полезные элементы:
углерод — определяет прочность, вязкость и закаливаемость стали. Содержание углерода
Полезные элементы:
углерод — определяет прочность, вязкость и закаливаемость стали. Содержание углерода
марганец — при содержании до 1,8% оказывает незначительное влияние на свариваемость
марганец — при содержании до 1,8% оказывает незначительное влияние на свариваемость
хром — при содержании от 0,3% до 35% повышает твердость и
хром — при содержании от 0,3% до 35% повышает твердость и
ванадий — повышает вязкость и пластичность стали, улучшает ее ухудшает свариваемость;
ванадий — повышает вязкость и пластичность стали, улучшает ее ухудшает свариваемость;
Вредные элементы:
сера — придает красноломкость, т.е. большую хрупкость при высоких температурах,
Вредные элементы:
сера — придает красноломкость, т.е. большую хрупкость при высоких температурах,

Электроды
Электроды

В зависимости от рода защиты расплавленного металла от вредного воздействия воздуха
В зависимости от рода защиты расплавленного металла от вредного воздействия воздуха
Ручная электродуговая сварка и наплавка.
Этим способом изготовляется большая номенклатура деталей ,особенно
Ручная электродуговая сварка и наплавка.
Этим способом изготовляется большая номенклатура деталей ,особенно
Электроды для сварки конструкционных сталей (УОНИ 13/55, ОМА-2, ОК-46.00, Вн-01-00, …).
Электроды
Электроды для сварки конструкционных сталей (УОНИ 13/55, ОМА-2, ОК-46.00, Вн-01-00, …).
Электроды
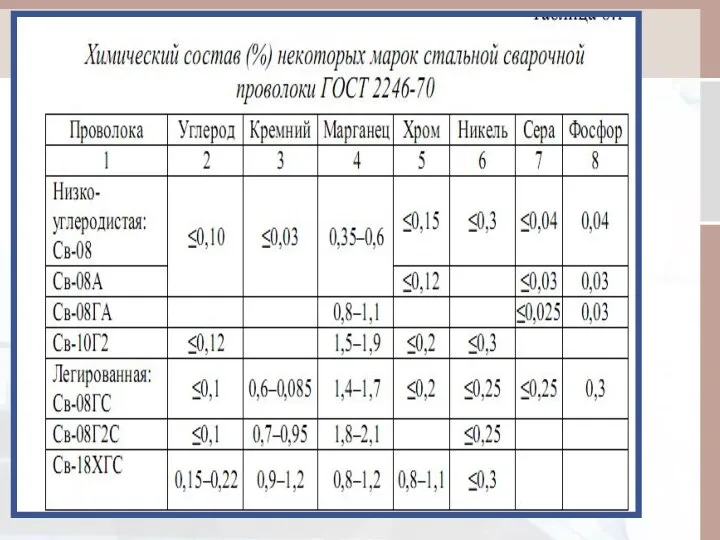
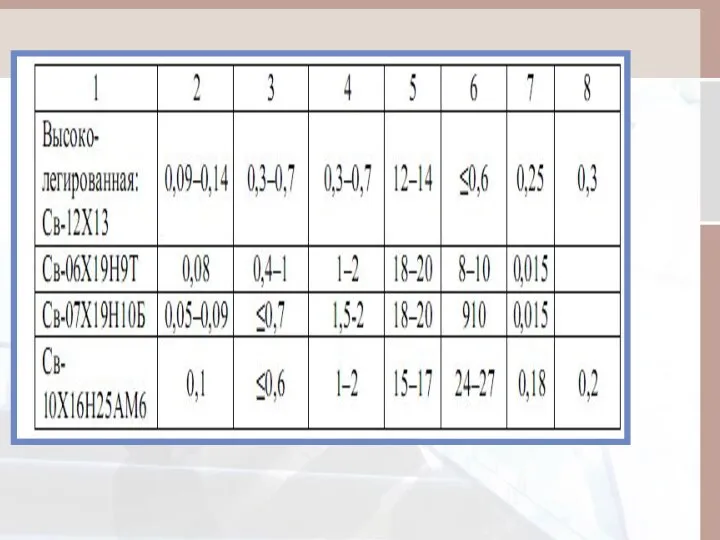
Электроды первой группы чаще всего изготовляются из малоуглеродистой сварочной проволоки Св
Электроды первой группы чаще всего изготовляются из малоуглеродистой сварочной проволоки Св
Стабилизирующее покрытие состоит из веществ (калий, кальций и др.), атомы которых
Стабилизирующее покрытие состоит из веществ (калий, кальций и др.), атомы которых
Защитное покрытие является более сложным по составу и включает в себя
Защитное покрытие является более сложным по составу и включает в себя

Источники питания
Источники питания


Источниками питания электрической дуги являются :
Источниками питания электрической дуги являются :
Напряжение первичной обмотки 220 В в однофазных трансформаторах или 380 В
Напряжение первичной обмотки 220 В в однофазных трансформаторах или 380 В
Трансформатором называют электромагнитный аппарат, преобразующий переменный ток одного напряжения в переменный
Трансформатором называют электромагнитный аппарат, преобразующий переменный ток одного напряжения в переменный
Такая конструкция магнитопровода дает возможность ослабить возникающие в нем паразитные вихревые
Такая конструкция магнитопровода дает возможность ослабить возникающие в нем паразитные вихревые
2.Сварочные преобразователи, представляющие собой установку, в которой ротор сварочного генератора постоянного
2.Сварочные преобразователи, представляющие собой установку, в которой ротор сварочного генератора постоянного
4.Сварочные агрегаты, состоящие из генератора постоянного или переменного тока, приводимого в
4.Сварочные агрегаты, состоящие из генератора постоянного или переменного тока, приводимого в
Для упрощения зажигания и улучшения устойчивости горения дуги в некоторых случаях,
Для упрощения зажигания и улучшения устойчивости горения дуги в некоторых случаях,
Сварка может выполнятся как на переменном, так и на постоянном токе.
Сварка может выполнятся как на переменном, так и на постоянном токе.
Для повышения производительности ручной дуговой сварки применяют ряд способов :
Сварка с
Для повышения производительности ручной дуговой сварки применяют ряд способов :
Сварка с
Сварка лежачим электродом (рис). Электрод с повышенной толщиной обмазки укладывается в
Сварка лежачим электродом (рис). Электрод с повышенной толщиной обмазки укладывается в
3. Сварка пучком электродов. Берется несколько электродов, сваривают их концы, при
3. Сварка пучком электродов. Берется несколько электродов, сваривают их концы, при
Сварка ванным способом (рис.) . В месте соединения арматурных и других
Сварка ванным способом (рис.) . В месте соединения арматурных и других
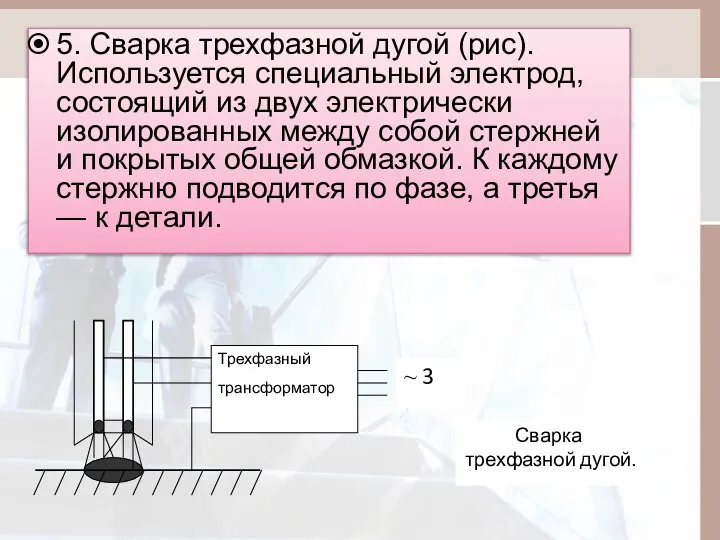
5. Сварка трехфазной дугой (рис). Используется специальный электрод, состоящий из двух
5. Сварка трехфазной дугой (рис). Используется специальный электрод, состоящий из двух
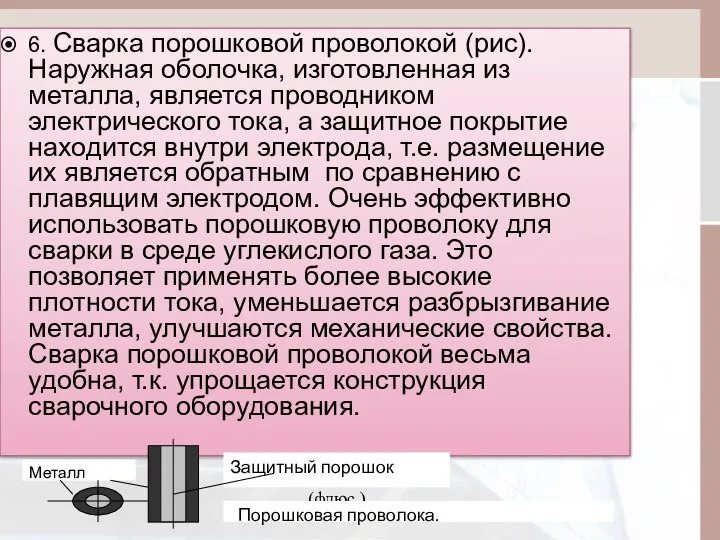
6. Сварка порошковой проволокой (рис). Наружная оболочка, изготовленная из металла, является
6. Сварка порошковой проволокой (рис). Наружная оболочка, изготовленная из металла, является
Для сварки и наплавки конструкционных сталей применяются следующие типы электродов:
для низколегированных
Для сварки и наплавки конструкционных сталей применяются следующие типы электродов:
для низколегированных
Цифра в обозначении типов электродов показывает значение предела прочности разрыву (σв
Цифра в обозначении типов электродов показывает значение предела прочности разрыву (σв
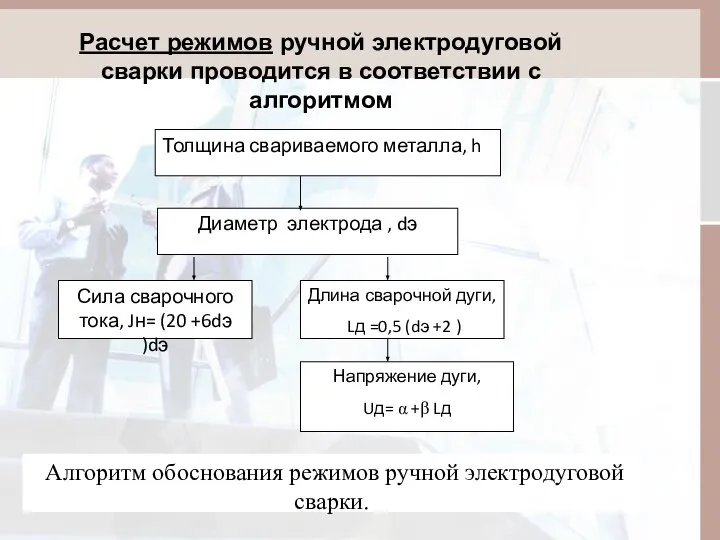
Расчет режимов ручной электродуговой сварки проводится в соответствии с алгоритмом
Расчет режимов ручной электродуговой сварки проводится в соответствии с алгоритмом
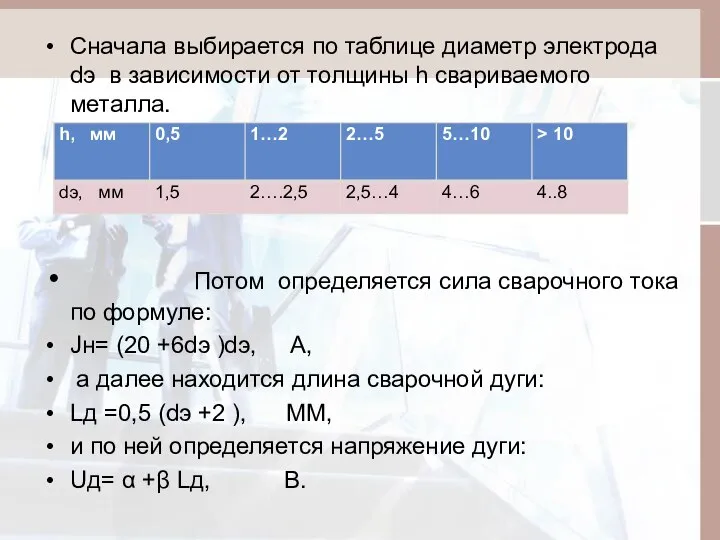
Сначала выбирается по таблице диаметр электрода dэ в зависимости от толщины
Сначала выбирается по таблице диаметр электрода dэ в зависимости от толщины
Газовая сварка и наплавка.
Источником тепла при газовой сварке является пламя, получаемое
Газовая сварка и наплавка.
Источником тепла при газовой сварке является пламя, получаемое
Газовая сварка и наплавка уступает электродуговой по следующим позициям.
Большая зона теплового
Газовая сварка и наплавка уступает электродуговой по следующим позициям.
Большая зона теплового
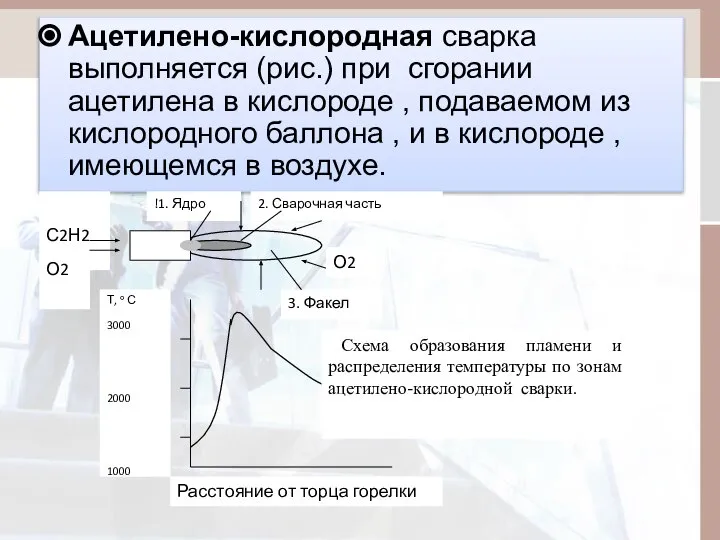
Ацетилено-кислородная сварка выполняется (рис.) при сгорании ацетилена в кислороде , подаваемом
Ацетилено-кислородная сварка выполняется (рис.) при сгорании ацетилена в кислороде , подаваемом
В 1-ой зоне, в так называемом ядре, смесь подогревается до воспламенения
В 1-ой зоне, в так называемом ядре, смесь подогревается до воспламенения
В зависимости от подачи кислорода можно получить нормальное, окислительное и науглераживающее
В зависимости от подачи кислорода можно получить нормальное, окислительное и науглераживающее
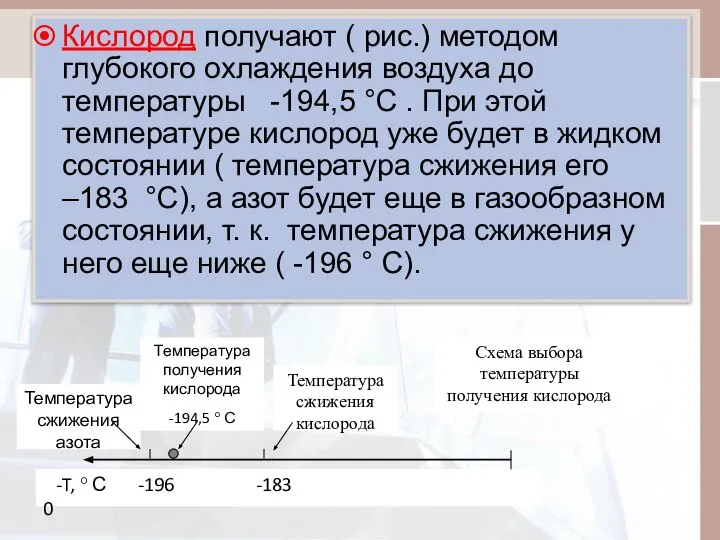
Кислород получают ( рис.) методом глубокого охлаждения воздуха до температуры -194,5
Кислород получают ( рис.) методом глубокого охлаждения воздуха до температуры -194,5
Кислород хранится в баллонах (голубой или синий цвет окраски ) при
Кислород хранится в баллонах (голубой или синий цвет окраски ) при
Масла и жиры в атмосфере кислорода могут самовзгораться, поэтому при работе
Масла и жиры в атмосфере кислорода могут самовзгораться, поэтому при работе
Ацетилен C2H2 получают взаимодействием карбида кальция CaC2 с водой:
CaC2+ H2O →
Ацетилен C2H2 получают взаимодействием карбида кальция CaC2 с водой:
CaC2+ H2O →
Ацетиленовые генераторы выполняются по различным схемам:
1.“Карбид в воду”-карбид кальция из бункера
Ацетиленовые генераторы выполняются по различным схемам:
1.“Карбид в воду”-карбид кальция из бункера
Для предохранения ацетиленовых генераторов от взрыва при обратном ударе пламени используются
Для предохранения ацетиленовых генераторов от взрыва при обратном ударе пламени используются
Ацетилен в сжатом состоянии (3,5 МПа ) может храниться в 40,
Ацетилен в сжатом состоянии (3,5 МПа ) может храниться в 40,
Очень эффективным является использование в баллонах литой пористой массы (ЛПМ). Кроме
Очень эффективным является использование в баллонах литой пористой массы (ЛПМ). Кроме
По принципу смешивания газов сварочные горелки могут быть: инжекторные и безынжекторные.
По принципу смешивания газов сварочные горелки могут быть: инжекторные и безынжекторные.
Чем больше номер наконечника, тем больше диаметр проходного сечения горелки и,
Чем больше номер наконечника, тем больше диаметр проходного сечения горелки и,
В безынжекторных горелках горючий газ и кислород подаются под одинаковым давлением
В безынжекторных горелках горючий газ и кислород подаются под одинаковым давлением
Технология газовой сварки.
Диаметр присадочной проволоки d выбирается в соответствии с толщиной
Технология газовой сварки.
Диаметр присадочной проволоки d выбирается в соответствии с толщиной
k- коэффициент удельного расхода ацетилена в литрах за времени сварки (час)
k- коэффициент удельного расхода ацетилена в литрах за времени сварки (час)
При увеличении толщины свариваемого металла надо обеспечить большую концентрацию тепловой энергии
При увеличении толщины свариваемого металла надо обеспечить большую концентрацию тепловой энергии
По часовому расходу газа подбирается (табл ) номер наконечника газовой горелки.
По часовому расходу газа подбирается (табл ) номер наконечника газовой горелки.
При h<3 мм используется левая (рис. ) сварка (горелка движется справа
При h<3 мм используется левая (рис. ) сварка (горелка движется справа
При h>5 мм используется правая (рис. 2.49) сварка ( горелка движется
При h>5 мм используется правая (рис. 2.49) сварка ( горелка движется
Резка металлов.
При изготовлении строительных конструкций, при монтажных работах и ремонте
Резка металлов.
При изготовлении строительных конструкций, при монтажных работах и ремонте
Механические:
ручные ( ножовка, ножницы по металлу, зубило …);
механизированные ( фреза, резец,
Механические:
ручные ( ножовка, ножницы по металлу, зубило …);
механизированные ( фреза, резец,
Ручные способы резки металлов применяются в основном в бытовых условиях. При
Ручные способы резки металлов применяются в основном в бытовых условиях. При
При резке в условиях строительной площадки, при монтаже и демонтаже конструкций
При резке в условиях строительной площадки, при монтаже и демонтаже конструкций
Использование электродуговой резки не рационально, т.к. процесс резки малопроизводителен и получается
Использование электродуговой резки не рационально, т.к. процесс резки малопроизводителен и получается
Газовой резкой называют процесс сжигания металла в струе кислорода и удаление
Газовой резкой называют процесс сжигания металла в струе кислорода и удаление
На плавление окислов ( пункт 3 ) затрачивается тепло Q, но
На плавление окислов ( пункт 3 ) затрачивается тепло Q, но
Ацетилен при нормальной резке необходим только для воспламенения металла (пункт 1.
Ацетилен при нормальной резке необходим только для воспламенения металла (пункт 1.
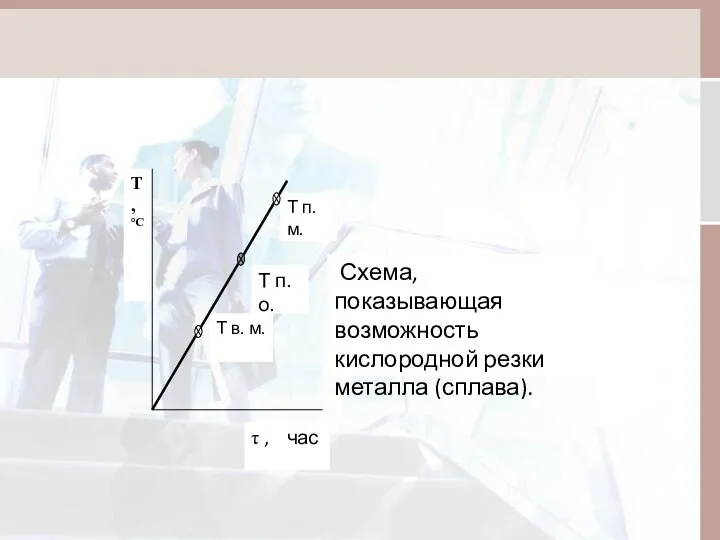
Не все металлы можно разрезать кислородной резкой, а только в случаях,
Не все металлы можно разрезать кислородной резкой, а только в случаях,
Из этих условий следует, что легко режется технически чистое железо и
Из этих условий следует, что легко режется технически чистое железо и
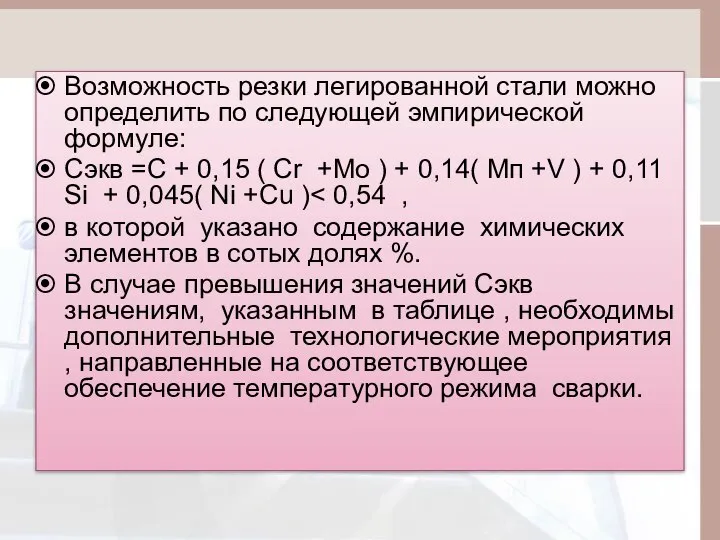
Возможность резки легированной стали можно определить по следующей эмпирической формуле:
Сэкв =С
Возможность резки легированной стали можно определить по следующей эмпирической формуле:
Сэкв =С
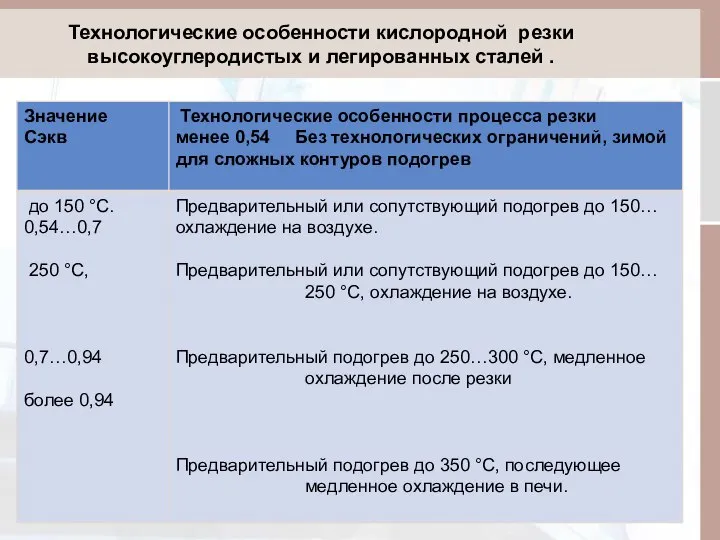
Технологические особенности кислородной резки высокоуглеродистых и легированных сталей .
Технологические особенности кислородной резки высокоуглеродистых и легированных сталей .
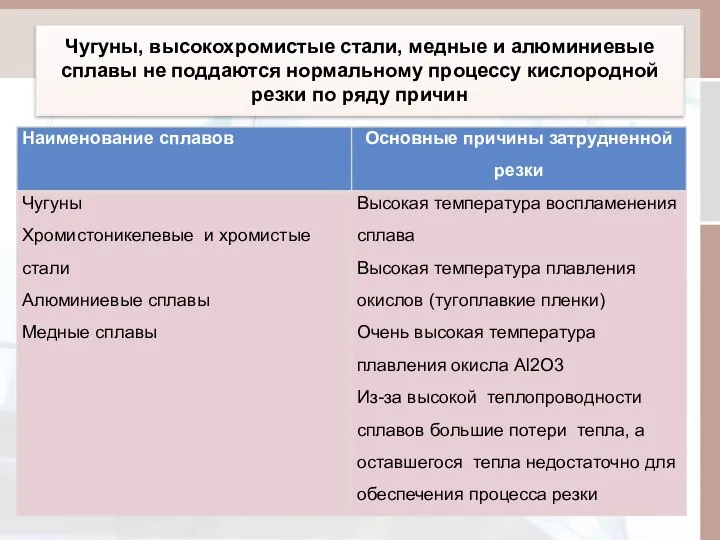
Чугуны, высокохромистые стали, медные и алюминиевые сплавы не поддаются нормальному процессу
Чугуны, высокохромистые стали, медные и алюминиевые сплавы не поддаются нормальному процессу
Применяются три способа кислородной резки металлов :
1. Разделительная получение сквозных резов
Применяются три способа кислородной резки металлов :
1. Разделительная получение сквозных резов
Резка может выполняться вручную и машинным способом.
Наконечник газового резака образует прямой
Резка может выполняться вручную и машинным способом.
Наконечник газового резака образует прямой
электротехника
электротехника
Электротехника - область науки и техники, использующей электрическое и магнитное
Электротехника - область науки и техники, использующей электрическое и магнитное
Электротехническое устройство и происходящие в нем физические процессы в теории
Электротехническое устройство и происходящие в нем физические процессы в теории
Электрическая цепь - это совокупность соединенных друг с другом проводниками
Электрическая цепь - это совокупность соединенных друг с другом проводниками
Электрический ток может быть постоянным и переменным. Постоянным называют ток, неизменный
Электрический ток может быть постоянным и переменным. Постоянным называют ток, неизменный
Упорядоченное движение носителей зарядов в проводниках вызывается электрическим полем.
Поле создается
Упорядоченное движение носителей зарядов в проводниках вызывается электрическим полем.
Поле создается
Он характеризуется ЭДС и внутренним сопротивлением. ЭДС источника м.б. постоянной или
Он характеризуется ЭДС и внутренним сопротивлением. ЭДС источника м.б. постоянной или
Постоянный ток принято обозначать буквой I,
переменный i(t);
постоянную
Постоянный ток принято обозначать буквой I,
переменный i(t);
постоянную
Для включения и отключения элементов электрических цепей применяют коммутационную аппаратуру
Для включения и отключения элементов электрических цепей применяют коммутационную аппаратуру
Зависимость тока, протекающего по сопротивлению, от напряжения на этом сопротивлении
Зависимость тока, протекающего по сопротивлению, от напряжения на этом сопротивлении
Источники электрической энергии.
Одной из основных характеристик источников электрической энергии является
Источники электрической энергии.
Одной из основных характеристик источников электрической энергии является
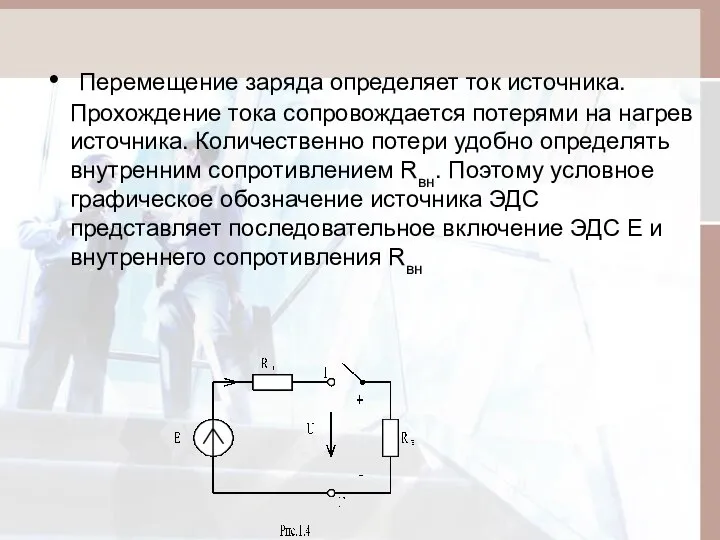
Перемещение заряда определяет ток источника. Прохождение тока сопровождается потерями на
Перемещение заряда определяет ток источника. Прохождение тока сопровождается потерями на
Приемники электрической энергии
Приемники электрической энергии делятся на пассивные и активные.
Приемники электрической энергии
Приемники электрической энергии делятся на пассивные и активные.
Пассивные элементы, сопротивление которых не зависит от приложенного напряжения называются линейными.
Пассивные элементы, сопротивление которых не зависит от приложенного напряжения называются линейными.

Основные топологические понятия и определения
Ветвью называют участок электрической цепи
Основные топологические понятия и определения
Ветвью называют участок электрической цепи
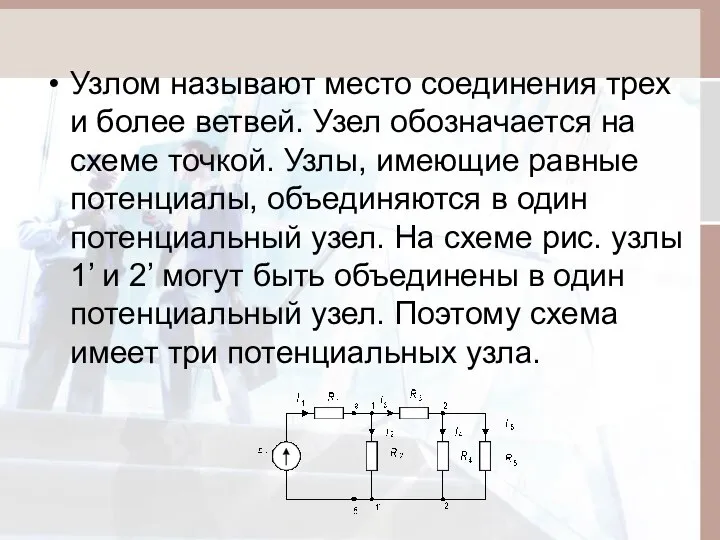
Узлом называют место соединения трех и более ветвей. Узел обозначается на
Узлом называют место соединения трех и более ветвей. Узел обозначается на
Контуром называют замкнутый путь, проходящий через несколько ветвей и узлов электрической
Контуром называют замкнутый путь, проходящий через несколько ветвей и узлов электрической
Двухполюсником называют часть электрической цепи с двумя выделенными зажимами - полюсами.
Двухполюсником называют часть электрической цепи с двумя выделенными зажимами - полюсами.
Закон Ома и Кирхгофа
Все электрические цепи подчиняются законам Ома и Кирхгофа.
Закон Ома и Кирхгофа
Все электрические цепи подчиняются законам Ома и Кирхгофа.
Закон Ома для участка цепи, содержащего ЭДС позволяет найти ток этого
Закон Ома для участка цепи, содержащего ЭДС позволяет найти ток этого
Первый закон Кирхгофа имеет две формулировки.
Сумма токов протекающих через любой узел
Первый закон Кирхгофа имеет две формулировки.
Сумма токов протекающих через любой узел
-генераторы синусоидального тока значительно дешевле в производстве, чем генераторы постоянного тока;
-переменный
-генераторы синусоидального тока значительно дешевле в производстве, чем генераторы постоянного тока;
-переменный
СИНУСОИДАЛЬНЫЙ ТОК. ФОРМЫ ЕГО ПРЕДСТАВЛЕНИЯ.
Переменным называют ток (напряжение, ЭДС), изменяющийся во
СИНУСОИДАЛЬНЫЙ ТОК. ФОРМЫ ЕГО ПРЕДСТАВЛЕНИЯ.
Переменным называют ток (напряжение, ЭДС), изменяющийся во
где Im - максимальная амплитуда тока (амплитудное значение);
ω - угловая
где Im - максимальная амплитуда тока (амплитудное значение);
ω - угловая
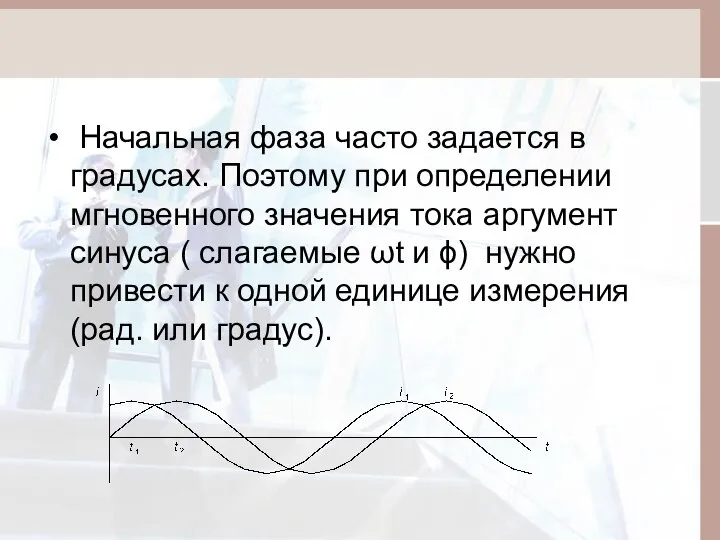
Начальная фаза часто задается в градусах. Поэтому при определении мгновенного
Начальная фаза часто задается в градусах. Поэтому при определении мгновенного
Промышленная частота переменного тока в России и всех странах Европы равна
Промышленная частота переменного тока в России и всех странах Европы равна
Комплексное сопротивление
Введение комплексного представления токов и напряжений требует определить и сопротивление
Комплексное сопротивление
Введение комплексного представления токов и напряжений требует определить и сопротивление
 Prezentatsia_Microsoft_Office_PowerPoint
Prezentatsia_Microsoft_Office_PowerPoint профессия - ветеринар
профессия - ветеринар idyom_za_pokupkami (1)
idyom_za_pokupkami (1) Инструментальные стали
Инструментальные стали Художник в цирке
Художник в цирке Расчет рабочих органов для внесения удобрений
Расчет рабочих органов для внесения удобрений Виды сварки
Виды сварки Плавление материалов и отливка изделий. Пайка металлов. Сварка
Плавление материалов и отливка изделий. Пайка металлов. Сварка 20150110_prezentatsiya_nekrasov_
20150110_prezentatsiya_nekrasov_ Профессия слесарь
Профессия слесарь Рождество Христово
Рождество Христово Диакритические знаки во французском языке
Диакритические знаки во французском языке Учебный тренажёр и проверочный тест ЕГЭ, задание 8
Учебный тренажёр и проверочный тест ЕГЭ, задание 8 Стандарти роботи операторів відділу залізничних та інших продуктів
Стандарти роботи операторів відділу залізничних та інших продуктів Компания с Большой Спасской
Компания с Большой Спасской Бухгалтерская экспертиза финансовых результатов деятельности ГУП им. Осканова С.С.
Бухгалтерская экспертиза финансовых результатов деятельности ГУП им. Осканова С.С. Пасха
Пасха Станки, используемые в лесопилении
Станки, используемые в лесопилении Виды сувениров
Виды сувениров апреля
апреля Система снабжения сжатого воздуха
Система снабжения сжатого воздуха Пиление древесины
Пиление древесины Единицы измерения информации. Вычисление информационного объема сообщения
Единицы измерения информации. Вычисление информационного объема сообщения Технология точения древесины на токарном станке
Технология точения древесины на токарном станке Технология производства говядины
Технология производства говядины Реформирование железнодорожного транспорта
Реформирование железнодорожного транспорта Человек - творец и носитель культуры
Человек - творец и носитель культуры i_pesnya_v_boy_vela
i_pesnya_v_boy_vela