- Fizicheskaya_suschnost_protsessa_izmenenia_TS

Содержание
- 2. Причины потери работоспособности ТС Параметрические отказы ТС, как правило, возникают при чистовой и отделочной обработке заготовок;
- 3. Причины потери работоспособности ТС Параметрические отказы Одним из основных факторов возникновения параметрических отказов ТС являются повреждения
- 4. Причины потери работоспособности ТС Функциональные отказы Одним из основных факторов возникновения функциональных отказов ТС являются: ●
- 5. Влияние качества поверхностного слоя на эксплуатационные свойства деталей Надежность работы детали, узла и ТС в целом
- 6. Параметры качества поверхностного слоя
- 7. Геометрические характеристики изделия
- 8. Геометрические характеристики изделия
- 9. Параметры шероховатости Классификация основных параметров шероховатости поверхности
- 10. Параметры шероховатости y p 5 p y V 1 y V i y V 1 y
- 11. Направление неровностей
- 12. Относительная опрная длина профиля p, % 0 25 50 75 100 0 25 50 75 100
- 13. Параметры волнистости Параметры волнистости стандартом не регламентированы, но на практике используются: ● высота волнистости Wz ;
- 14. Классификация допусков и отклонений формы
- 15. Взаимосвязь геометрических параметров качества поверхностей деталей с их эксплуатационными свойствами
- 16. Формирование шероховатости на этапе приработки
- 17. Зависимости величины износа U (а) и усталостной прочности σ−1 (б) деталей от их микрогеометрии (Ra) Ra
- 18. Формирование шероховатости поверхности На образование шероховатости при механической обработке оказывают влияние следующие факторы: ● геометрия и
- 19. Формирование волнистости поверхности При механической обработке заготовок происходят нежелательные взаимные перемещения инструмента и заготовки, приводящие к
- 20. Формирование макроотклонений Макроотклонения поверхности при механической обработке определяются следующими факторами: ● геометрической неточностью ТС; ● разностью
- 21. Формирование шероховатости поверхности Точение
- 22. Формирование шероховатости поверхности Элементы режима резания при шлифовании S Vк t Качественная картина изменения шероховатости Ra
- 23. Физико-механическое состояние поверхностного слоя Одной из характеристик физико-механического состояния поверхностного слоя является его деформационное упрочне-ние. Показателями
- 24. Физико-механическое состояние поверхностного слоя Деформационное упрочнение Эпюра изменения микротвердости Н поверхностного слоя детали после шлифования Hисx
- 25. Физико-механическое состояние поверхностного слоя Остаточные напряжения По причинам возникновения остаточные напряжения могут быть: ● технологическими; ●
- 26. Физико-механическое состояние поверхностного слоя Остаточные напряжения По протяженности силового поля остаточные напряжения разделяются на: Напряжения первого
- 27. Физико-механическое состояние поверхностного слоя Эпюра остаточных напряжений после точения σmax = (400 … 600) Мпа; hσ
- 28. Физико-механическое состояние поверхностного слоя Эпюра остаточных напряжений после ППД σmax = (700 … 800) Мпа; hσ
- 29. Формирование остаточных напряжений Основными причинами возникновения технологических макронапряжений являются: силовые воздействия, вызывающие остаточную деформацию металла (способствует
- 30. Формирование остаточных напряжений Основными причинами возникновения технологических микронапряжений являются: ● фазовые превращения металла, порождающие значительные межзёренные
- 31. Мероприятия по снижению остаточных напряжений Выравниевание структуры путем термической обработки, например, отпуска или старения. Релаксация остаточных
- 32. Понятие о трении Причиной изнашивания является трение. Согласно ГОСТ 27674-88 (Трение, изнашивание и смазки. Термины и
- 33. Классификация видов трения Виды трения по наличию и характеру движения ПОКОЯ ТРЕНИЕ ДВИЖЕНИЯ
- 34. Классификация видов трения Виды трения по наличию смазки
- 35. Понятие об износе и изнашивании Наиболее характерным видом повреждения деталей при трении является износ. Износ –
- 36. Виды изнашивания В зависимости от превалирующего процесса разрушения поверхности изнашивание разделяется на следующие виды
- 37. Количественным показателем изнашивания является износ. Линейный износ детали можно оценить по формуле U = J ⋅
- 38. Интенсивность изнашивания J есть функция качества материала трущихся пар и его поверхност-ного слоя, смазки, давления и
- 39. Теоретически скорость изнашивания опреде-ляется по формуле: Vи = dU / dt , то есть отношение величины
- 40. Периоды изнашивания деталей U – линейный износ, мкм; Vи – скорость износа, мкм/ч; J – интенсивность
- 41. Оценка надежности по критерию износостойкости Предельный износ – износ, соответствующий предельному состоянию изнашиваемого изделия или его
- 42. Если учитывать, что рассеивание размеров детали и скорости изнашивания подчиняются нормальному закону распределения, вероятность безотказной работы
- 43. Оценка надежности при линейном законе изнашивания ГРАФИК
- 44. Оценка надежности по критерию износостойкости Характерные значения безразмерной интенсивности изнашивания J различных деталей
- 46. Скачать презентацию

Причины потери работоспособности ТС
Параметрические отказы ТС, как правило, возникают при чистовой
Причины потери работоспособности ТС
Параметрические отказы ТС, как правило, возникают при чистовой
Причины потери работоспособности ТС
Параметрические отказы
Одним из основных факторов возникновения
параметрических отказов
Причины потери работоспособности ТС
Параметрические отказы
Одним из основных факторов возникновения
параметрических отказов

Причины потери работоспособности ТС
Функциональные отказы
Одним из основных факторов возникновения
функциональных отказов
Причины потери работоспособности ТС
Функциональные отказы
Одним из основных факторов возникновения
функциональных отказов

Влияние качества поверхностного слоя на эксплуатационные свойства деталей
Надежность работы детали, узла
Влияние качества поверхностного слоя на эксплуатационные свойства деталей
Надежность работы детали, узла

Параметры качества поверхностного слоя
Параметры качества поверхностного слоя

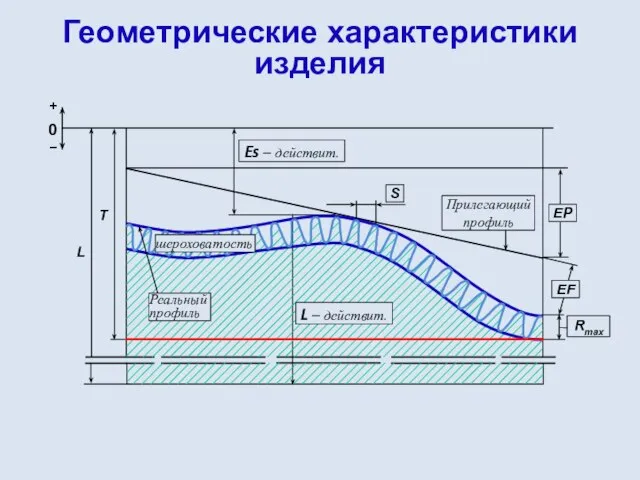
Геометрические характеристики изделия
Геометрические характеристики изделия
Геометрические характеристики изделия
Геометрические характеристики изделия

Параметры шероховатости
Классификация основных параметров шероховатости поверхности
Параметры шероховатости
Классификация основных параметров шероховатости поверхности

Параметры шероховатости
y
p
5
p
y
V
1
y
V
i
y
V
1
y
p
i
Si
Параметры шероховатости
y
p
5
p
y
V
1
y
V
i
y
V
1
y
p
i
Si

Направление неровностей
Направление неровностей

Относительная опрная длина профиля
p, %
0
25
50
75
100
0 25 50 75 100
tp , %
Относительная опрная длина профиля
p, %
0
25
50
75
100
0 25 50 75 100
tp , %

Параметры волнистости
Параметры волнистости стандартом не регламентированы, но на практике используются:
● высота
Параметры волнистости
Параметры волнистости стандартом не регламентированы, но на практике используются:
● высота

Классификация допусков и отклонений формы
Классификация допусков и отклонений формы

Взаимосвязь геометрических параметров качества поверхностей деталей с их эксплуатационными свойствами
Взаимосвязь геометрических параметров качества поверхностей деталей с их эксплуатационными свойствами

Формирование шероховатости на этапе приработки
Формирование шероховатости на этапе приработки

Зависимости величины износа U (а) и усталостной прочности σ−1 (б) деталей
Зависимости величины износа U (а) и усталостной прочности σ−1 (б) деталей

Формирование шероховатости поверхности
На образование шероховатости при механической обработке оказывают влияние следующие
Формирование шероховатости поверхности
На образование шероховатости при механической обработке оказывают влияние следующие

Формирование волнистости поверхности
При механической обработке заготовок происходят нежелательные взаимные перемещения инструмента
Формирование волнистости поверхности
При механической обработке заготовок происходят нежелательные взаимные перемещения инструмента
Формирование макроотклонений
Макроотклонения поверхности при механической обработке определяются следующими факторами:
● геометрической неточностью
Формирование макроотклонений
Макроотклонения поверхности при механической обработке определяются следующими факторами:
● геометрической неточностью

Формирование шероховатости поверхности
Точение
Формирование шероховатости поверхности
Точение

Формирование шероховатости поверхности
Элементы режима резания при шлифовании
S
Vк
t
Качественная картина изменения шероховатости Ra
Формирование шероховатости поверхности
Элементы режима резания при шлифовании
S
Vк
t
Качественная картина изменения шероховатости Ra

Физико-механическое состояние поверхностного слоя
Одной из характеристик физико-механического состояния поверхностного слоя является
Физико-механическое состояние поверхностного слоя
Одной из характеристик физико-механического состояния поверхностного слоя является

Физико-механическое состояние поверхностного слоя
Деформационное упрочнение
Эпюра изменения микротвердости Н поверхностного слоя
детали после
Физико-механическое состояние поверхностного слоя
Деформационное упрочнение
Эпюра изменения микротвердости Н поверхностного слоя детали после

Физико-механическое состояние поверхностного слоя
Остаточные напряжения
По причинам возникновения остаточные напряжения могут быть:
●
Физико-механическое состояние поверхностного слоя
Остаточные напряжения
По причинам возникновения остаточные напряжения могут быть:
●

Физико-механическое состояние поверхностного слоя
Остаточные напряжения
По протяженности силового поля остаточные напряжения разделяются
Физико-механическое состояние поверхностного слоя
Остаточные напряжения
По протяженности силового поля остаточные напряжения разделяются

Физико-механическое состояние поверхностного слоя
Эпюра остаточных напряжений после точения
σmax = (400 …
Физико-механическое состояние поверхностного слоя
Эпюра остаточных напряжений после точения
σmax = (400 …

Физико-механическое состояние поверхностного слоя
Эпюра остаточных напряжений после ППД
σmax = (700 …
Физико-механическое состояние поверхностного слоя
Эпюра остаточных напряжений после ППД
σmax = (700 …

Формирование остаточных напряжений
Основными причинами возникновения технологических макронапряжений являются:
силовые воздействия, вызывающие
Формирование остаточных напряжений
Основными причинами возникновения технологических макронапряжений являются:
силовые воздействия, вызывающие

Формирование остаточных напряжений
Основными причинами возникновения технологических микронапряжений являются:
● фазовые превращения металла,
Формирование остаточных напряжений
Основными причинами возникновения технологических микронапряжений являются:
● фазовые превращения металла,

Мероприятия по снижению остаточных напряжений
Выравниевание структуры путем термической обработки, например, отпуска
Мероприятия по снижению остаточных напряжений
Выравниевание структуры путем термической обработки, например, отпуска

Понятие о трении
Причиной изнашивания является трение.
Согласно ГОСТ 27674-88 (Трение, изнашивание и
Понятие о трении
Причиной изнашивания является трение.
Согласно ГОСТ 27674-88 (Трение, изнашивание и

Классификация видов трения
Виды трения по наличию и характеру движения
ПОКОЯ
ТРЕНИЕ
ДВИЖЕНИЯ
Классификация видов трения
Виды трения по наличию и характеру движения
ПОКОЯ
ТРЕНИЕ
ДВИЖЕНИЯ

Классификация видов трения
Виды трения по наличию смазки
Классификация видов трения
Виды трения по наличию смазки

Понятие об износе и изнашивании
Наиболее характерным видом повреждения деталей при трении
Понятие об износе и изнашивании
Наиболее характерным видом повреждения деталей при трении

Виды изнашивания
В зависимости от превалирующего процесса разрушения поверхности изнашивание
разделяется на
Виды изнашивания
В зависимости от превалирующего процесса разрушения поверхности изнашивание разделяется на
Количественным показателем изнашивания является износ.
Линейный износ детали можно оценить по формуле
U
Количественным показателем изнашивания является износ.
Линейный износ детали можно оценить по формуле
U

Интенсивность изнашивания J есть функция качества материала трущихся пар и его
Интенсивность изнашивания J есть функция качества материала трущихся пар и его

Теоретически скорость изнашивания опреде-ляется по формуле:
Vи = dU / dt ,
то
Теоретически скорость изнашивания опреде-ляется по формуле:
Vи = dU / dt ,
то

Периоды изнашивания деталей
U – линейный износ, мкм;
Vи – скорость износа, мкм/ч;
J
Периоды изнашивания деталей
U – линейный износ, мкм;
Vи – скорость износа, мкм/ч;
J

Оценка надежности по критерию износостойкости
Предельный износ – износ, соответствующий предельному состоянию
Оценка надежности по критерию износостойкости
Предельный износ – износ, соответствующий предельному состоянию

Если учитывать, что рассеивание размеров детали и скорости изнашивания подчиняются нормальному
Если учитывать, что рассеивание размеров детали и скорости изнашивания подчиняются нормальному

Оценка надежности при линейном законе изнашивания
ГРАФИК
Оценка надежности при линейном законе изнашивания
ГРАФИК
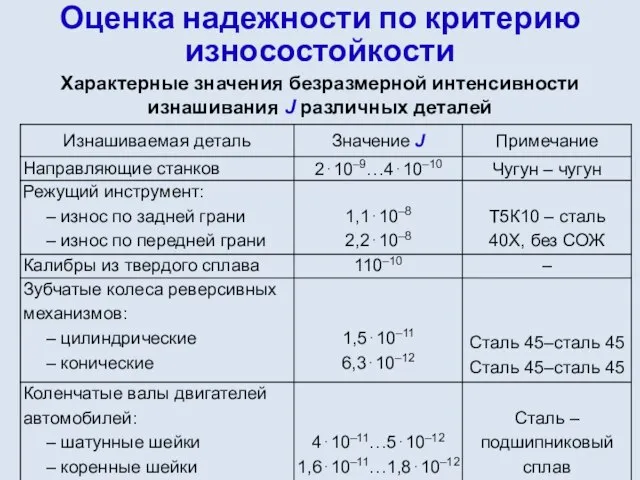
Оценка надежности по критерию износостойкости
Характерные значения безразмерной интенсивности изнашивания J различных
Оценка надежности по критерию износостойкости
Характерные значения безразмерной интенсивности изнашивания J различных
 для родителей
для родителей Тестовая работа по произведению Э. Успенского Чебурашка
Тестовая работа по произведению Э. Успенского Чебурашка Монтаж проводів у штекер
Монтаж проводів у штекер Лабораторно-практическое занятие № 6. Орошение
Лабораторно-практическое занятие № 6. Орошение Государственный образовательный стандарт общего образования второго поколения
Государственный образовательный стандарт общего образования второго поколения Классификация методов обучения
Классификация методов обучения Сравнение групп предметов. Знаки = и ≠
Сравнение групп предметов. Знаки = и ≠ Потребитель и производитель
Потребитель и производитель Песенка! Повторяем алфавит
Песенка! Повторяем алфавит Работа с бумагой. Бабочки
Работа с бумагой. Бабочки Карарга анализ
Карарга анализ Поздравления с Новым годом
Поздравления с Новым годом Кости свободной верхней конечности: плечевая кость, кости предплечья и кисти
Кости свободной верхней конечности: плечевая кость, кости предплечья и кисти С днём рождения моя родная
С днём рождения моя родная Внешняя политика России I половины XIX века в отечественной историографии
Внешняя политика России I половины XIX века в отечественной историографии Мессианизм. Идея греха и искупления
Мессианизм. Идея греха и искупления Классификация чугунов. Их маркировка
Классификация чугунов. Их маркировка Подготовка природного газа к сжижению
Подготовка природного газа к сжижению Корпус общественных наблюдателей
Корпус общественных наблюдателей Моя профессия – электрик
Моя профессия – электрик Оформление окна
Оформление окна Не дай себя убить или Скажи наркотикам НЕТ!
Не дай себя убить или Скажи наркотикам НЕТ! Какие часы нужны в современном мире
Какие часы нужны в современном мире Сесил Битон
Сесил Битон Изменение маршрутной сети в рамках разработки КСОТ г. Киров
Изменение маршрутной сети в рамках разработки КСОТ г. Киров Достопримечательности города Мурманска Белякова
Достопримечательности города Мурманска Белякова Изо Красота человека
Изо Красота человека С днём осеннего именинника
С днём осеннего именинника