- Фрезы. Определение, назначение, классификация по различным признакам

Содержание
- 2. МРСиИ Ромашев А.Н. Определение Фрезой называется лезвийный инструмент для обработки с вращательным движением резания инструмента (Dг)
- 3. МРСиИ Ромашев А.Н. Фреза — это многолезвийный вращающийся инструмент, зубья которого последовательно вступают в контакт с
- 4. МРСиИ Ромашев А.Н. Особенность Особенностью процесса фрезерования является то, что он протекает прерывисто в отличие от
- 5. МРСиИ Ромашев А.Н. Особенность Невозможность изменения радиуса траектории главного движения резания лезвий инструмента, согласно ГОСТ 25751-83,
- 6. МРСиИ Ромашев А.Н. равномерность фрезерования Для цилиндрических фрез равномерность фрезерования достигается за счет угла наклона ω,
- 7. МРСиИ Ромашев А.Н. Классификация фрез По расположению зубьев относительно оси фрезы: цилиндрические; торцевые (в том числе
- 8. МРСиИ Ромашев А.Н. Классификация фрез По направлению зубьев: прямозубые; с винтовым зубом. По конструкции фрезы: цельные;
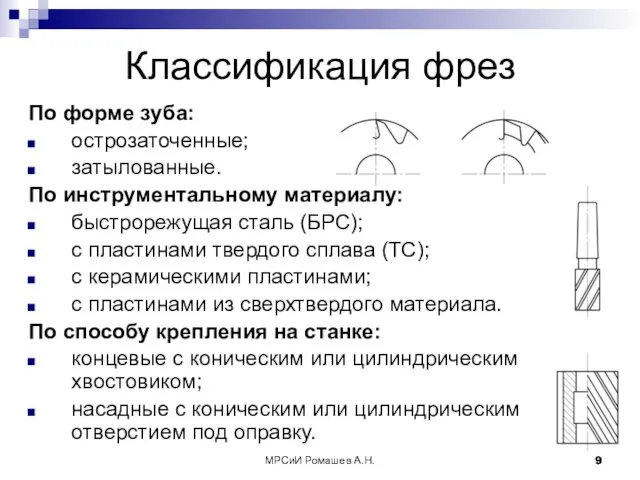
- 9. МРСиИ Ромашев А.Н. Классификация фрез По форме зуба: острозаточенные; затылованные. По инструментальному материалу: быстрорежущая сталь (БРС);
- 10. МРСиИ Ромашев А.Н. Виды фрез и обрабатываемых поверхностей Цилиндрические фрезы применяются для обработки плоских поверхностей и
- 11. МРСиИ Ромашев А.Н. Виды фрез и обрабатываемых поверхностей Торцевые фрезы предназначены для обработки более протяженных плоскостей
- 12. МРСиИ Ромашев А.Н. Виды фрез и обрабатываемых поверхностей Концевые фрезы используют для обработки плоскостей, пазов и
- 13. МРСиИ Ромашев А.Н. Виды фрез и обрабатываемых поверхностей Для отрезки и обработки узких (B
- 14. МРСиИ Ромашев А.Н. Виды фрез и обрабатываемых поверхностей концевые и Т-образные.
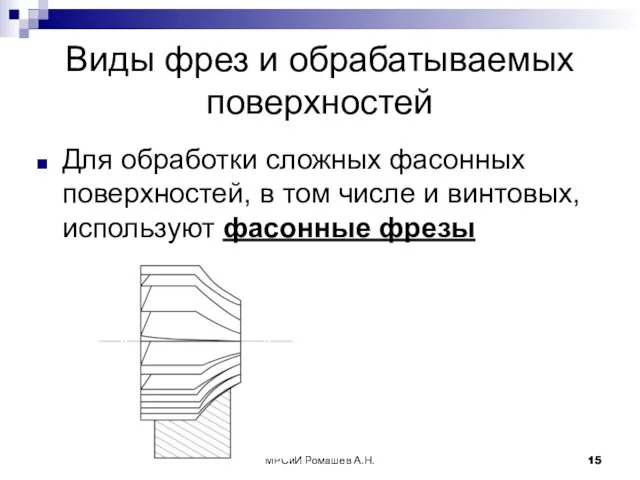
- 15. МРСиИ Ромашев А.Н. Виды фрез и обрабатываемых поверхностей Для обработки сложных фасонных поверхностей, в том числе
- 16. МРСиИ Ромашев А.Н. Виды фрез и обрабатываемых поверхностей В целях повышения производительности можно использовать комплект фрез
- 17. МРСиИ Ромашев А.Н. Конструкции и геометрические параметры фрез Фрезы применяются для обработки плоскостей, фасонных и линейчатых
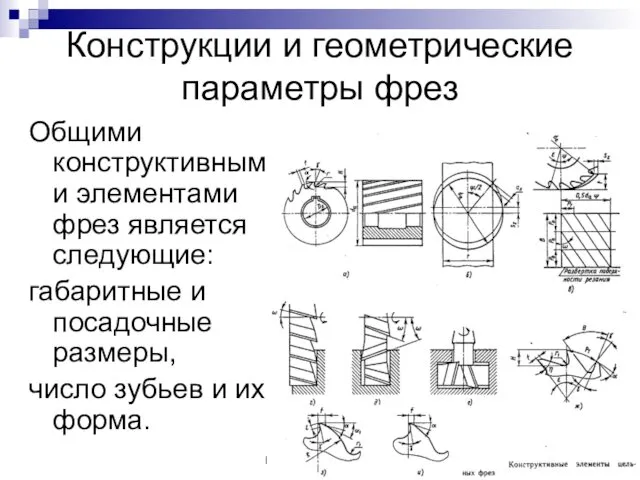
- 18. МРСиИ Ромашев А.Н. Конструкции и геометрические параметры фрез Общими конструктивными элементами фрез является следующие: габаритные и
- 19. МРСиИ Ромашев А.Н. формы зубьев цельных фрез Для фрез с мелким зубом применяется трапецеидальная форма профиля,
- 20. МРСиИ Ромашев А.Н. Сборные конструкции фрез Сборные конструкции фрез характеризуются режущей частью в виде многогранных неперетачиваемых
- 21. МРСиИ Ромашев А.Н. Схемы крепления твердосплавных пластин Крепление прижимом; Крепление винтом; Крепление штифтом; Крепление штифтом и
- 22. МРСиИ Ромашев А.Н. Крепление прижимом
- 23. МРСиИ Ромашев А.Н. Крепление прижимом
- 24. МРСиИ Ромашев А.Н. Крепление винтом
- 25. МРСиИ Ромашев А.Н. Крепление штифтом
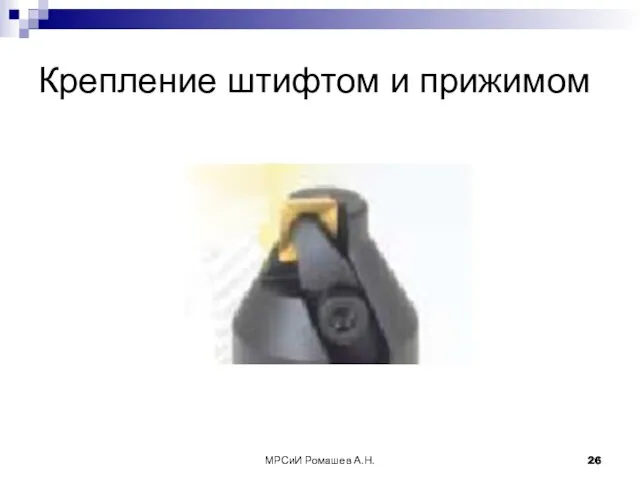
- 26. МРСиИ Ромашев А.Н. Крепление штифтом и прижимом
- 27. МРСиИ Ромашев А.Н. Геометрические параметры фрез Так как каждый зуб фрезы представляет собой резец, то все
- 28. Острозаточенные фрезы Конструктивные особенности
- 29. МРСиИ Ромашев А.Н. Острозаточенные фрезы отличаются многообразием типов К ним относятся цилиндрические, торцовые, дисковые, концевые, угловые,
- 30. МРСиИ Ромашев А.Н. К общим конструктивным элементам относятся: диаметр фрезы, посадочные размеры (диаметр отверстия, шпоночная канавка),
- 31. МРСиИ Ромашев А.Н. Для сокращения номенклатуры фрез их наружные диаметры стандартизованы Размерные ряды диаметров составлены по
- 32. МРСиИ Ромашев А.Н. Размерные ряды диаметров фрез при знаменателе прогрессии φ = 1,26 следующие: 3; 4;
- 33. МРСиИ Ромашев А.Н. Диаметр посадочных отверстий выбирают в зависимости от наружного диаметра фрезы, но не более
- 34. МРСиИ Ромашев А.Н. Задача проектирования фрез сводится к определению их конструктивных элементов и геометрических параметров, обеспечивающих
- 35. МРСиИ Ромашев А.Н. Определение наружного диаметра и диаметра посадочного отверстия Диаметр фрезы является важнейшим параметром ее
- 36. МРСиИ Ромашев А.Н. Наружный диаметр насадных фрез должен обеспечить прочность фрезы в сечении между окружностью впадин
- 37. МРСиИ Ромашев А.Н. Диаметр посадочного отверстия Do = dн / 2,25 с округлением до стандартного размера.
- 38. МРСиИ Ромашев А.Н. Число зубьев фрез выбирают из условия равномерности фрезерования с учетом эффективной мощности оборудования.
- 39. МРСиИ Ромашев А.Н. Профиль зубьев фрез Зубья фрезы должны обладать достаточной прочностью, обеспечивать максимально возможное число
- 40. МРСиИ Ромашев А.Н. При черновом фрезеровании необходимо обеспечить высокую прочность зуба при работе с увеличенными подачами
- 41. МРСиИ Ромашев А.Н. При чистовом фрезеровании заготовок из стали и при обработке хрупких материалов применяют фрезы
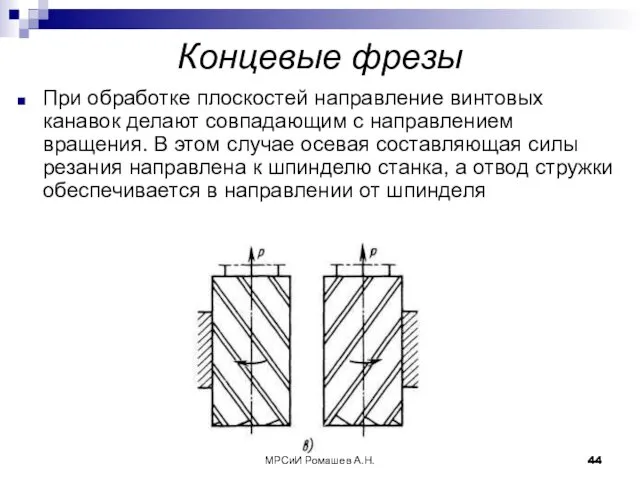
- 42. МРСиИ Ромашев А.Н. Концевые фрезы делают либо с цилиндрическим (диаметр 3—20 мм) хвостовиком, либо с конусом
- 43. МРСиИ Ромашев А.Н. Концевые фрезы У фрез, предназначенных для обработки пазов и уступов, направление винтовых канавок
- 44. МРСиИ Ромашев А.Н. Концевые фрезы При обработке плоскостей направление винтовых канавок делают совпадающим с направлением вращения.
- 45. МРСиИ Ромашев А.Н. Шпоночные фрезы Фрезы выполняют с прямыми или винтовыми канавками, цилиндрическим или коническим хвостовиком,
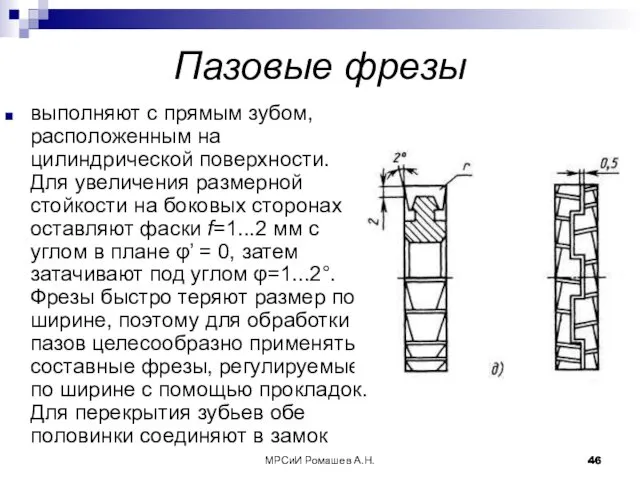
- 46. МРСиИ Ромашев А.Н. Пазовые фрезы выполняют с прямым зубом, расположенным на цилиндрической поверхности. Для увеличения размерной
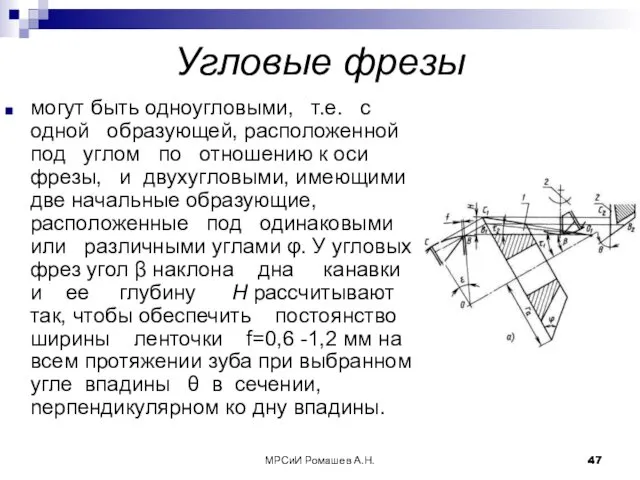
- 47. МРСиИ Ромашев А.Н. Угловые фрезы могут быть одноугловыми, т.е. с одной образующей, расположенной под углом по
- 48. МРСиИ Ромашев А.Н. Фрезы прорезные и отрезные применяют для разрезки заготовок. Изготовляют их цельными, диаметром 20—315
- 49. МРСиИ Ромашев А.Н. Сборные конструкции фрез обеспечивают значительную экономию быстрорежущей стали и снижение эксплуатаци-онных расходов из-за
- 50. МРСиИ Ромашев А.Н. Сборные конструкции фрез Наиболее простым и надежным способом крепления для фрез из быстрорежущих
- 51. МРСиИ Ромашев А.Н. Твердосплавные фрезы широко применяют в машиностроении, так как они обеспечивают резкое повышение производительности
- 52. МРСиИ Ромашев А.Н. Твердосплавные фрезы По конструкции фрезы из твердых сплавов могут быть монолитными, составной и
- 53. МРСиИ Ромашев А.Н. Составной конструкции делают концевые фрезы диаметром от 20 до 50 мм» причем их
- 54. МРСиИ Ромашев А.Н. Особенно широкое распространение получили сборные твердосплавные фрезы, оснащенные многогранными пластинами. Эти фрезы отличаются
- 55. МРСиИ Ромашев А.Н. Применяют точные пластины классов допусков A и F с целью минимального биения режущих
- 56. МРСиИ Ромашев А.Н. Твердосплавные фрезы оснащены пластинами с задними углами, равными 11°.
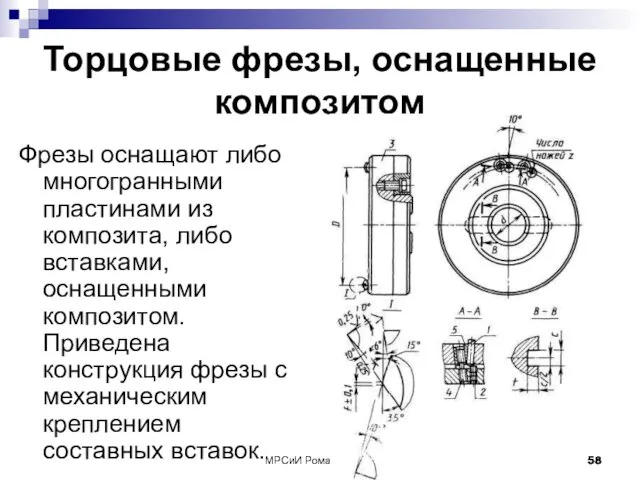
- 57. МРСиИ Ромашев А.Н. Торцовые фрезы, оснащенные композитом Фрезы, оснащенные композитом различных марок, обеспечивают возможность обработки закаленных
- 58. МРСиИ Ромашев А.Н. Торцовые фрезы, оснащенные композитом Фрезы оснащают либо многогранными пластинами из композита, либо вставками,
- 59. МРСиИ Ромашев А.Н. Для обработки закаленных сталей и высокопрочных чугунов применяют фрезы, оснащенные сверхтвердыми материалами (СТМ)
- 60. МРСиИ Ромашев А.Н. Главным направлением развития конструкций торцовых фрез с пластинами из СТМ и керамики является
- 61. МРСиИ Ромашев А.Н. Наборы фрез применяют для обработки деталей, имеющих несколько поверхностей с прямолинейными или криволинейными
- 62. МРСиИ Ромашев А.Н. Наборы фрез набор представляет собой группу фрез, подобранных по профилю и размерам обрабатываемых
- 63. МРСиИ Ромашев А.Н. Наборы фрез Точность взаимного расположения фрез на оправке и соблюдение требуемого расстояния между
- 64. МРСиИ Ромашев А.Н. Кольца могут быть регулируемыми и нерегулируемыми. Размеры колец по диаметру зависят от диаметра
- 65. МРСиИ Ромашев А.Н. Плавная работа набора обеспечивается расположением зубьев фрез так, чтобы зубья соседней фрезы располагались
- 66. Фасонные фрезы
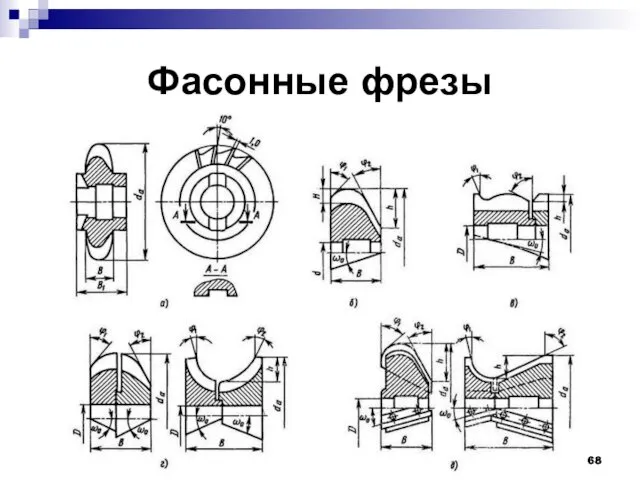
- 67. МРСиИ Ромашев А.Н. Фасонные фрезы имеют фасонную производящую поверхность, на которой расположены зубья. Форма и размеры
- 68. МРСиИ Ромашев А.Н. Фасонные фрезы
- 69. МРСиИ Ромашев А.Н. Фасонными фрезами обрабатывают поверхности с прямолинейной направляющей, винтовые поверхности, тела вращения, например шейки
- 70. МРСиИ Ромашев А.Н. Фасонные фрезы применяют как затылованные, так и острозаточенные. Первые перетачивают по передней поверхности,
- 71. МРСиИ Ромашев А.Н. Фрезы с затылованными зубьями имеют форму задней поверхности лезвия, обеспечивающую постоянство профиля режущей
- 72. МРСиИ Ромашев А.Н. затылование В процессе изготовления фрез задняя поверхность их создается методом обработки, называемым затылованием.
- 73. МРСиИ Ромашев А.Н. три способа затылования На практике применяются: радиальное, при котором затыловочный резец перемещается перпендикулярно
- 74. МРСиИ Ромашев А.Н. Схема затылования В настоящее время в практике как в России, так и за
- 76. Скачать презентацию

МРСиИ Ромашев А.Н.
Определение
Фрезой называется лезвийный инструмент для обработки с вращательным движением
МРСиИ Ромашев А.Н.
Определение
Фрезой называется лезвийный инструмент для обработки с вращательным движением
МРСиИ Ромашев А.Н.
Фреза — это многолезвийный вращающийся инструмент, зубья которого последовательно
МРСиИ Ромашев А.Н.
Фреза — это многолезвийный вращающийся инструмент, зубья которого последовательно

МРСиИ Ромашев А.Н.
Особенность
Особенностью процесса фрезерования является то, что он протекает прерывисто
МРСиИ Ромашев А.Н.
Особенность
Особенностью процесса фрезерования является то, что он протекает прерывисто

МРСиИ Ромашев А.Н.
Особенность
Невозможность изменения радиуса траектории главного движения резания лезвий
МРСиИ Ромашев А.Н.
Особенность
Невозможность изменения радиуса траектории главного движения резания лезвий

МРСиИ Ромашев А.Н.
равномерность фрезерования
Для цилиндрических фрез равномерность фрезерования достигается за счет
МРСиИ Ромашев А.Н.
равномерность фрезерования
Для цилиндрических фрез равномерность фрезерования достигается за счет

МРСиИ Ромашев А.Н.
Классификация фрез
По расположению зубьев относительно оси фрезы:
цилиндрические;
торцевые (в
МРСиИ Ромашев А.Н.
Классификация фрез
По расположению зубьев относительно оси фрезы:
цилиндрические;
торцевые (в

МРСиИ Ромашев А.Н.
Классификация фрез
По направлению зубьев:
прямозубые;
с винтовым зубом.
По конструкции фрезы:
цельные;
составные
МРСиИ Ромашев А.Н.
Классификация фрез
По направлению зубьев:
прямозубые;
с винтовым зубом.
По конструкции фрезы:
цельные;
составные
МРСиИ Ромашев А.Н.
Классификация фрез
По форме зуба:
острозаточенные;
затылованные.
По инструментальному материалу:
быстрорежущая сталь (БРС);
с
МРСиИ Ромашев А.Н.
Классификация фрез
По форме зуба:
острозаточенные;
затылованные.
По инструментальному материалу:
быстрорежущая сталь (БРС);
с

МРСиИ Ромашев А.Н.
Виды фрез и обрабатываемых поверхностей
Цилиндрические фрезы применяются для
МРСиИ Ромашев А.Н.
Виды фрез и обрабатываемых поверхностей
Цилиндрические фрезы применяются для

МРСиИ Ромашев А.Н.
Виды фрез и обрабатываемых поверхностей
Торцевые фрезы предназначены для
МРСиИ Ромашев А.Н.
Виды фрез и обрабатываемых поверхностей
Торцевые фрезы предназначены для

МРСиИ Ромашев А.Н.
Виды фрез и обрабатываемых поверхностей
Концевые фрезы используют для
МРСиИ Ромашев А.Н.
Виды фрез и обрабатываемых поверхностей
Концевые фрезы используют для

МРСиИ Ромашев А.Н.
Виды фрез и обрабатываемых поверхностей
Для отрезки и обработки
МРСиИ Ромашев А.Н.
Виды фрез и обрабатываемых поверхностей
Для отрезки и обработки

МРСиИ Ромашев А.Н.
Виды фрез и обрабатываемых поверхностей
концевые и Т-образные.
МРСиИ Ромашев А.Н.
Виды фрез и обрабатываемых поверхностей
концевые и Т-образные.
МРСиИ Ромашев А.Н.
Виды фрез и обрабатываемых поверхностей
Для обработки сложных фасонных
МРСиИ Ромашев А.Н.
Виды фрез и обрабатываемых поверхностей
Для обработки сложных фасонных

МРСиИ Ромашев А.Н.
Виды фрез и обрабатываемых поверхностей
В целях повышения производительности
МРСиИ Ромашев А.Н.
Виды фрез и обрабатываемых поверхностей
В целях повышения производительности

МРСиИ Ромашев А.Н.
Конструкции и геометрические параметры фрез
Фрезы применяются для обработки
МРСиИ Ромашев А.Н.
Конструкции и геометрические параметры фрез
Фрезы применяются для обработки
МРСиИ Ромашев А.Н.
Конструкции и геометрические параметры фрез
Общими конструктивными элементами фрез
МРСиИ Ромашев А.Н.
Конструкции и геометрические параметры фрез
Общими конструктивными элементами фрез

МРСиИ Ромашев А.Н.
формы зубьев цельных фрез
Для фрез с мелким зубом
МРСиИ Ромашев А.Н.
формы зубьев цельных фрез
Для фрез с мелким зубом

МРСиИ Ромашев А.Н.
Сборные конструкции фрез
Сборные конструкции фрез характеризуются режущей частью
МРСиИ Ромашев А.Н.
Сборные конструкции фрез
Сборные конструкции фрез характеризуются режущей частью

МРСиИ Ромашев А.Н.
Схемы крепления твердосплавных пластин
Крепление прижимом;
Крепление винтом;
Крепление штифтом;
Крепление штифтом
МРСиИ Ромашев А.Н.
Схемы крепления твердосплавных пластин
Крепление прижимом;
Крепление винтом;
Крепление штифтом;
Крепление штифтом

МРСиИ Ромашев А.Н.
Крепление прижимом
МРСиИ Ромашев А.Н.
Крепление прижимом

МРСиИ Ромашев А.Н.
Крепление прижимом
МРСиИ Ромашев А.Н.
Крепление прижимом

МРСиИ Ромашев А.Н.
Крепление винтом
МРСиИ Ромашев А.Н.
Крепление винтом

МРСиИ Ромашев А.Н.
Крепление штифтом
МРСиИ Ромашев А.Н.
Крепление штифтом
МРСиИ Ромашев А.Н.
Крепление штифтом и прижимом
МРСиИ Ромашев А.Н.
Крепление штифтом и прижимом
МРСиИ Ромашев А.Н.
Геометрические параметры фрез
Так как каждый зуб фрезы представляет
МРСиИ Ромашев А.Н.
Геометрические параметры фрез
Так как каждый зуб фрезы представляет

Острозаточенные фрезы
Конструктивные особенности
Острозаточенные фрезы
Конструктивные особенности
МРСиИ Ромашев А.Н.
Острозаточенные фрезы отличаются многообразием типов
К ним относятся
цилиндрические, торцовые,
МРСиИ Ромашев А.Н.
Острозаточенные фрезы отличаются многообразием типов
К ним относятся
цилиндрические, торцовые,

МРСиИ Ромашев А.Н.
К общим конструктивным элементам относятся:
диаметр фрезы,
посадочные размеры (диаметр
МРСиИ Ромашев А.Н.
К общим конструктивным элементам относятся:
диаметр фрезы,
посадочные размеры (диаметр
МРСиИ Ромашев А.Н.
Для сокращения номенклатуры фрез их наружные диаметры стандартизованы
Размерные ряды
МРСиИ Ромашев А.Н.
Для сокращения номенклатуры фрез их наружные диаметры стандартизованы
Размерные ряды

МРСиИ Ромашев А.Н.
Размерные ряды диаметров фрез
при знаменателе прогрессии φ = 1,26
МРСиИ Ромашев А.Н.
Размерные ряды диаметров фрез
при знаменателе прогрессии φ = 1,26

МРСиИ Ромашев А.Н.
Диаметр посадочных отверстий
выбирают в зависимости от наружного диаметра фрезы,
МРСиИ Ромашев А.Н.
Диаметр посадочных отверстий
выбирают в зависимости от наружного диаметра фрезы,

МРСиИ Ромашев А.Н.
Задача проектирования фрез
сводится к определению их конструктивных элементов и
МРСиИ Ромашев А.Н.
Задача проектирования фрез
сводится к определению их конструктивных элементов и
МРСиИ Ромашев А.Н.
Определение наружного диаметра и диаметра посадочного отверстия
Диаметр фрезы
МРСиИ Ромашев А.Н.
Определение наружного диаметра и диаметра посадочного отверстия
Диаметр фрезы

МРСиИ Ромашев А.Н.
Наружный диаметр насадных фрез
должен обеспечить прочность фрезы в сечении
МРСиИ Ромашев А.Н.
Наружный диаметр насадных фрез
должен обеспечить прочность фрезы в сечении

МРСиИ Ромашев А.Н.
Диаметр посадочного отверстия
Do = dн / 2,25
с округлением до
МРСиИ Ромашев А.Н.
Диаметр посадочного отверстия
Do = dн / 2,25
с округлением до

МРСиИ Ромашев А.Н.
Число зубьев фрез
выбирают из условия равномерности фрезерования с
МРСиИ Ромашев А.Н.
Число зубьев фрез
выбирают из условия равномерности фрезерования с
МРСиИ Ромашев А.Н.
Профиль зубьев фрез
Зубья фрезы должны обладать достаточной прочностью,
МРСиИ Ромашев А.Н.
Профиль зубьев фрез
Зубья фрезы должны обладать достаточной прочностью,

МРСиИ Ромашев А.Н.
При черновом фрезеровании
необходимо обеспечить высокую прочность зуба при работе
МРСиИ Ромашев А.Н.
При черновом фрезеровании
необходимо обеспечить высокую прочность зуба при работе

МРСиИ Ромашев А.Н.
При чистовом фрезеровании
заготовок из стали и при обработке хрупких
МРСиИ Ромашев А.Н.
При чистовом фрезеровании
заготовок из стали и при обработке хрупких

МРСиИ Ромашев А.Н.
Концевые фрезы
делают либо с цилиндрическим (диаметр 3—20 мм) хвостовиком,
МРСиИ Ромашев А.Н.
Концевые фрезы
делают либо с цилиндрическим (диаметр 3—20 мм) хвостовиком,

МРСиИ Ромашев А.Н.
Концевые фрезы
У фрез, предназначенных для обработки пазов и уступов,
МРСиИ Ромашев А.Н.
Концевые фрезы
У фрез, предназначенных для обработки пазов и уступов,
МРСиИ Ромашев А.Н.
Концевые фрезы
При обработке плоскостей направление винтовых канавок делают совпадающим
МРСиИ Ромашев А.Н.
Концевые фрезы
При обработке плоскостей направление винтовых канавок делают совпадающим

МРСиИ Ромашев А.Н.
Шпоночные фрезы
Фрезы выполняют с прямыми или винтовыми канавками, цилиндрическим
МРСиИ Ромашев А.Н.
Шпоночные фрезы
Фрезы выполняют с прямыми или винтовыми канавками, цилиндрическим
МРСиИ Ромашев А.Н.
Пазовые фрезы
выполняют с прямым зубом, расположенным на цилиндрической
МРСиИ Ромашев А.Н.
Пазовые фрезы
выполняют с прямым зубом, расположенным на цилиндрической
МРСиИ Ромашев А.Н.
Угловые фрезы
могут быть одноугловыми, т.е. с одной образующей, расположенной
МРСиИ Ромашев А.Н.
Угловые фрезы
могут быть одноугловыми, т.е. с одной образующей, расположенной

МРСиИ Ромашев А.Н.
Фрезы прорезные и отрезные
применяют для разрезки заготовок. Изготовляют их
МРСиИ Ромашев А.Н.
Фрезы прорезные и отрезные
применяют для разрезки заготовок. Изготовляют их

МРСиИ Ромашев А.Н.
Сборные конструкции фрез
обеспечивают значительную экономию быстрорежущей стали и снижение
МРСиИ Ромашев А.Н.
Сборные конструкции фрез
обеспечивают значительную экономию быстрорежущей стали и снижение

МРСиИ Ромашев А.Н.
Сборные конструкции фрез
Наиболее простым и надежным способом крепления для
МРСиИ Ромашев А.Н.
Сборные конструкции фрез
Наиболее простым и надежным способом крепления для

МРСиИ Ромашев А.Н.
Твердосплавные фрезы
широко применяют в машиностроении, так как они обеспечивают
МРСиИ Ромашев А.Н.
Твердосплавные фрезы
широко применяют в машиностроении, так как они обеспечивают
МРСиИ Ромашев А.Н.
Твердосплавные фрезы
По конструкции фрезы из твердых сплавов могут быть
МРСиИ Ромашев А.Н.
Твердосплавные фрезы
По конструкции фрезы из твердых сплавов могут быть

МРСиИ Ромашев А.Н.
Составной конструкции делают концевые фрезы диаметром от 20 до
МРСиИ Ромашев А.Н.
Составной конструкции делают концевые фрезы диаметром от 20 до

МРСиИ Ромашев А.Н.
Особенно широкое распространение получили сборные твердосплавные фрезы, оснащенные многогранными
МРСиИ Ромашев А.Н.
Особенно широкое распространение получили сборные твердосплавные фрезы, оснащенные многогранными

МРСиИ Ромашев А.Н.
Применяют точные пластины классов допусков A и F с
МРСиИ Ромашев А.Н.
Применяют точные пластины классов допусков A и F с

МРСиИ Ромашев А.Н.
Твердосплавные фрезы
оснащены пластинами с задними углами, равными 11°.
МРСиИ Ромашев А.Н.
Твердосплавные фрезы
оснащены пластинами с задними углами, равными 11°.

МРСиИ Ромашев А.Н.
Торцовые фрезы, оснащенные композитом
Фрезы, оснащенные композитом различных марок, обеспечивают
МРСиИ Ромашев А.Н.
Торцовые фрезы, оснащенные композитом
Фрезы, оснащенные композитом различных марок, обеспечивают
МРСиИ Ромашев А.Н.
Торцовые фрезы, оснащенные композитом
Фрезы оснащают либо многогранными пластинами из
МРСиИ Ромашев А.Н.
Торцовые фрезы, оснащенные композитом
Фрезы оснащают либо многогранными пластинами из

МРСиИ Ромашев А.Н.
Для обработки закаленных сталей и высокопрочных чугунов применяют фрезы,
МРСиИ Ромашев А.Н.
Для обработки закаленных сталей и высокопрочных чугунов применяют фрезы,

МРСиИ Ромашев А.Н.
Главным направлением развития конструкций торцовых фрез с пластинами из
МРСиИ Ромашев А.Н.
Главным направлением развития конструкций торцовых фрез с пластинами из

МРСиИ Ромашев А.Н.
Наборы фрез
применяют для обработки деталей, имеющих несколько поверхностей с
МРСиИ Ромашев А.Н.
Наборы фрез
применяют для обработки деталей, имеющих несколько поверхностей с

МРСиИ Ромашев А.Н.
Наборы фрез
набор представляет собой группу фрез, подобранных по профилю
МРСиИ Ромашев А.Н.
Наборы фрез
набор представляет собой группу фрез, подобранных по профилю

МРСиИ Ромашев А.Н.
Наборы фрез
Точность взаимного расположения фрез на оправке и соблюдение
МРСиИ Ромашев А.Н.
Наборы фрез
Точность взаимного расположения фрез на оправке и соблюдение

МРСиИ Ромашев А.Н.
Кольца могут быть регулируемыми и нерегулируемыми. Размеры колец по
МРСиИ Ромашев А.Н.
Кольца могут быть регулируемыми и нерегулируемыми. Размеры колец по

МРСиИ Ромашев А.Н.
Плавная работа набора обеспечивается расположением зубьев фрез так, чтобы
МРСиИ Ромашев А.Н.
Плавная работа набора обеспечивается расположением зубьев фрез так, чтобы

Фасонные фрезы
Фасонные фрезы

МРСиИ Ромашев А.Н.
Фасонные фрезы
имеют фасонную производящую поверхность, на которой расположены зубья.
МРСиИ Ромашев А.Н.
Фасонные фрезы
имеют фасонную производящую поверхность, на которой расположены зубья.
МРСиИ Ромашев А.Н.
Фасонные фрезы
МРСиИ Ромашев А.Н.
Фасонные фрезы

МРСиИ Ромашев А.Н.
Фасонными фрезами обрабатывают поверхности с прямолинейной направляющей, винтовые поверхности,
МРСиИ Ромашев А.Н.
Фасонными фрезами обрабатывают поверхности с прямолинейной направляющей, винтовые поверхности,
МРСиИ Ромашев А.Н.
Фасонные фрезы применяют как затылованные, так и острозаточенные.
Первые
МРСиИ Ромашев А.Н.
Фасонные фрезы применяют как затылованные, так и острозаточенные.
Первые

МРСиИ Ромашев А.Н.
Фрезы с затылованными зубьями
имеют форму задней поверхности лезвия, обеспечивающую
МРСиИ Ромашев А.Н.
Фрезы с затылованными зубьями
имеют форму задней поверхности лезвия, обеспечивающую

МРСиИ Ромашев А.Н.
затылование
В процессе изготовления фрез задняя поверхность их создается методом
МРСиИ Ромашев А.Н.
затылование
В процессе изготовления фрез задняя поверхность их создается методом

МРСиИ Ромашев А.Н.
три способа затылования
На практике применяются: радиальное, при котором затыловочный
МРСиИ Ромашев А.Н.
три способа затылования
На практике применяются: радиальное, при котором затыловочный

МРСиИ Ромашев А.Н.
Схема затылования
В настоящее время в практике как в
МРСиИ Ромашев А.Н.
Схема затылования
В настоящее время в практике как в
 Монтаж, эксплуатация и техническое обслуживание магнитных пускателей, контакторов
Монтаж, эксплуатация и техническое обслуживание магнитных пускателей, контакторов Спутниковые системы и технологии позиционирования
Спутниковые системы и технологии позиционирования Ольга Вадимовна Овечкина. Фотоальбом
Ольга Вадимовна Овечкина. Фотоальбом презентация по деятельности психологтческой службы 2022-2023
презентация по деятельности психологтческой службы 2022-2023 Связные списки
Связные списки Сокращение затрат на обслуживание и эксплуатацию транспортных средств
Сокращение затрат на обслуживание и эксплуатацию транспортных средств Факторы жестокого обращения с детьми
Факторы жестокого обращения с детьми Стихи о недетской фантастике
Стихи о недетской фантастике Hidden Images
Hidden Images Итоги подготовки к работе ЛПУ в зимних условиях
Итоги подготовки к работе ЛПУ в зимних условиях Famous People
Famous People Облитерациялық эндартериит
Облитерациялық эндартериит Дорога скорби
Дорога скорби 20160302_lyubov_v_romane_plan_sochineniya
20160302_lyubov_v_romane_plan_sochineniya Форми залягання гірських порід
Форми залягання гірських порід Реагентное хозяйство
Реагентное хозяйство 22_ideals
22_ideals Технология уборки сои на комбайне John Deere - 3316
Технология уборки сои на комбайне John Deere - 3316 Обучалка отопление 2 (1)
Обучалка отопление 2 (1) Лущение-рубка-укладка
Лущение-рубка-укладка Театр – страна сказок и фантазий
Театр – страна сказок и фантазий Общие сведения о сервисном локомотивном депо
Общие сведения о сервисном локомотивном депо огонь
огонь 5 - Г класс- Звезды. Фотоальбом
5 - Г класс- Звезды. Фотоальбом Походный реквизит
Походный реквизит Путешествие в страну музыки
Путешествие в страну музыки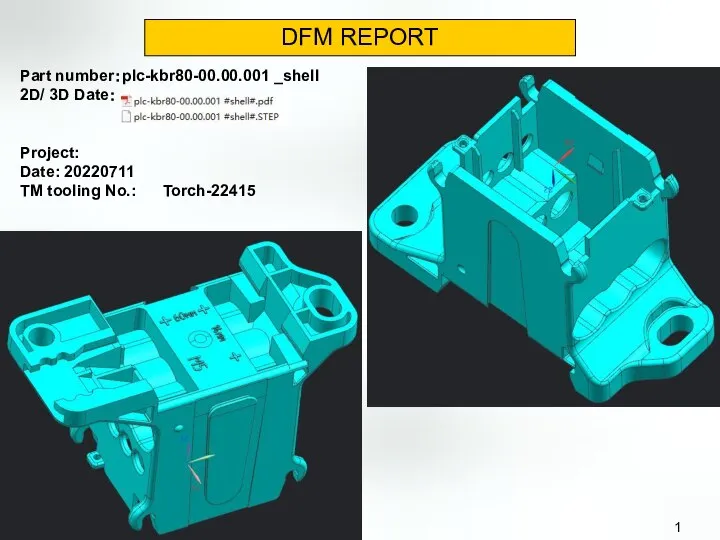 TORCH-22415 DFM V01 20220729
TORCH-22415 DFM V01 20220729 Флюгер Кот в полёте
Флюгер Кот в полёте