- Химико-термическая обработка (ХТО)

Содержание
- 2. ХТО Цель химико-термической обработки: Поверхностное упрочнение металлов и его сплавов и повышение их стойкости против воздействия
- 3. Процессы ХТО состоят из трех стадий: Диссоциации (заключается в распаде молекул и образовании активных атомов); Абсорбиции
- 4. Цементация Под цементацией принято понимать процесс высокотемпературного насыщения поверхностного слоя стали углеродом. Цементация как процесс химико-термической
- 5. Азотирование Под азотированном подразумевается процесс диффузионного насыщения поверхностного слоя стального изделия или детали азотом при нагреве
- 6. Нитроцементация Нитроцементация или цианирование стали — процессы химико-термической обработки, заключающиеся в высокотемпературном насыщении поверхности изделия азотом
- 7. Структура насыщенного слоя после цианирования оказывается аналогичной структуре слоя после нитроцементации. Цианирование применяется для изделий из
- 9. Скачать презентацию
ХТО
Цель химико-термической обработки:
Поверхностное упрочнение металлов и его сплавов
ХТО
Цель химико-термической обработки:
Поверхностное упрочнение металлов и его сплавов
Процессы ХТО состоят из трех стадий:
Диссоциации (заключается в распаде молекул и
Процессы ХТО состоят из трех стадий:
Диссоциации (заключается в распаде молекул и
Цементация
Под цементацией принято понимать процесс высокотемпературного насыщения
поверхностного слоя стали углеродом.
Цементация как
Цементация
Под цементацией принято понимать процесс высокотемпературного насыщения
поверхностного слоя стали углеродом.
Цементация как
Азотирование
Под азотированном подразумевается процесс диффузионного насыщения
поверхностного слоя стального изделия
Азотирование
Под азотированном подразумевается процесс диффузионного насыщения
поверхностного слоя стального изделия
Нитроцементация
Нитроцементация или цианирование стали — процессы химико-термической
обработки, заключающиеся в высокотемпературном
Нитроцементация
Нитроцементация или цианирование стали — процессы химико-термической
обработки, заключающиеся в высокотемпературном
Структура насыщенного слоя после цианирования оказывается аналогичной
структуре слоя после нитроцементации.
Структура насыщенного слоя после цианирования оказывается аналогичной
структуре слоя после нитроцементации.
 Виды туризма
Виды туризма Журналист? Кто такой?!
Журналист? Кто такой?! Новые стеклообразные материалы и методы их синтеза. Методы осаждения аморфной фазы из растворов
Новые стеклообразные материалы и методы их синтеза. Методы осаждения аморфной фазы из растворов Расчет основных режимов работы районной электрической сети в Ивановской области
Расчет основных режимов работы районной электрической сети в Ивановской области Культура ислама
Культура ислама Настилання підлоги ліноліумом
Настилання підлоги ліноліумом 20140123_agressiya_1_u_detey_kak_sledstvie_uvlecheniya_kompyuternymi_-_kopiya_0
20140123_agressiya_1_u_detey_kak_sledstvie_uvlecheniya_kompyuternymi_-_kopiya_0 Prezentatsia_po_literature (1)
Prezentatsia_po_literature (1) Энергия вокруг нас или как за нее не платить. Новые мировые тенденции 2016 года
Энергия вокруг нас или как за нее не платить. Новые мировые тенденции 2016 года Proekt_po_seti_pekaren_Bushe
Proekt_po_seti_pekaren_Bushe Домострой – энциклопедия ведения домашнего хозяйства
Домострой – энциклопедия ведения домашнего хозяйства Доклад начальника ОК и РЛС УФСИН России по Новгородской области. О результатах работы в учреждениях УИС Новгородской области
Доклад начальника ОК и РЛС УФСИН России по Новгородской области. О результатах работы в учреждениях УИС Новгородской области МБОУ СШ 9 Акция Синий платочек
МБОУ СШ 9 Акция Синий платочек Слайди. Новорічне асорті
Слайди. Новорічне асорті а
а Библейский цикл (древняя книга)
Библейский цикл (древняя книга) Интерактивная игра Загадки о войне
Интерактивная игра Загадки о войне Week 1 Lessons_1_2 (2)
Week 1 Lessons_1_2 (2) 20160507_ssha
20160507_ssha 1
1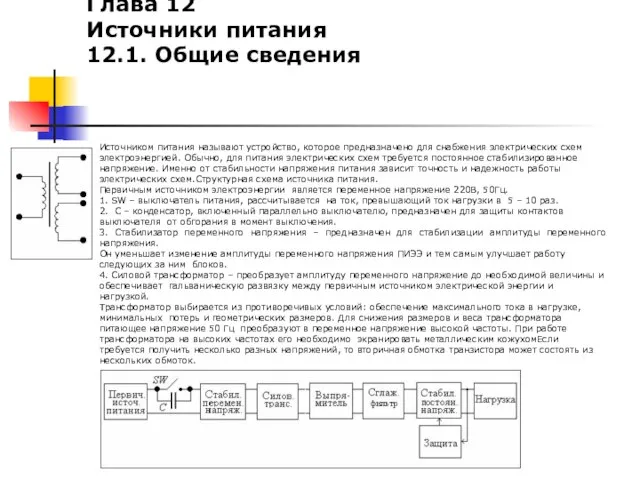 Источники питания. Общие сведения
Источники питания. Общие сведения Основы обогащения полезных ископаемых. Рудоподготовка. Измельчение. Классификация. Промывка
Основы обогащения полезных ископаемых. Рудоподготовка. Измельчение. Классификация. Промывка Презентация Технологические процессы по ТО и Ремонту автомобилей
Презентация Технологические процессы по ТО и Ремонту автомобилей Ленточные конвейеры, виды и назначение
Ленточные конвейеры, виды и назначение Особенности дистанционного обучения по физике
Особенности дистанционного обучения по физике С днём рождения
С днём рождения Do you have an example to follow?
Do you have an example to follow? Этикет принцессы
Этикет принцессы