- Изготовление резиновых смесей

Содержание
- 2. Схема технологического процесса производства шин
- 3. Основные термины Смешение – процесс приготовления резиновой смеси, протекающий под давлением и при определенной температуре. Целью
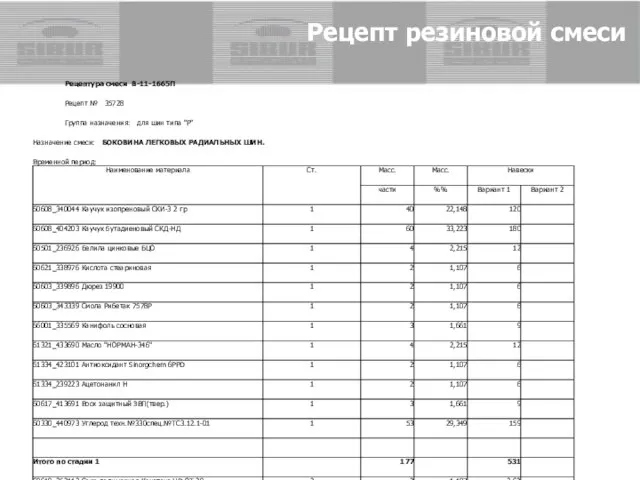
- 4. Рецепт резиновой смеси
- 5. Рецепт резиновой смеси
- 6. Режим изготовления резиновой смеси
- 7. Наименование команд режима изготовления
- 8. Режим изготовления резиновой смеси
- 9. Режим изготовления резиновой смеси
- 10. Параметры процесса изготовления резиновых смесей Масса ингредиентов, кг Давление воздуха на плунжер верхнего затвора, МПа, (кс/см2)
- 11. Требования к свойствам резиновых смесей в зависимости от назначения деталей покрышки
- 12. Ключевые характеристики процесса изготовления резиновых смесей Масса ингредиентов, (навеска) кг Давление воздуха на плунжер верхнего затвора,
- 13. Дефекты резиновой смеси Характеристики резиновых смесей Вязкость Плотность Степень вулканизации (физико-механические показатели, показатели реометрии) Влияние Профилирование
- 14. Стадии технологического процесса изготовления резиновых смесей
- 15. Виды оборудования для изготовления резиновых смесей Изготовление резиновых смесей в резиносмесителе
- 16. Виды оборудования для изготовления резиновых смесей Изготовление резиновых смесей на вальцах а) - внешний вид, б)
- 17. Реализация принципа FIFO Приоритет ранее изготовленным резиновым смесям при срабатывании промежуточных стадий в финальную при передаче
- 18. Приборы и измерительные инструменты, применяемые при изготовлении резиновых смесей, должны быть Поверены в метрологической лаборатории и
- 19. Выдачу задания на изготовление резиновых смесей по шифрам Обязанности мастера по обеспечению процесса. Методы контроля. Мастер
- 20. Ускоренные испытания резиновых смесей производятся экспресс - контролем Методы контроля характеристик резиновых смесей MDR2000 – реометр
- 21. Методы контроля характеристик резиновых смесей
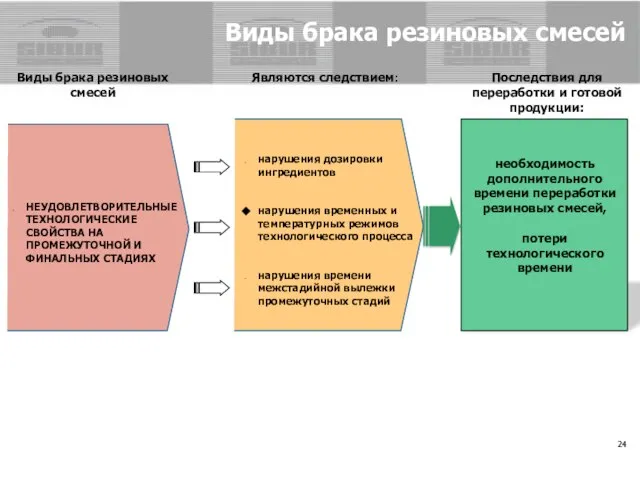
- 22. Виды брака резиновых смесей Последствия для переработки и готовой продукции:
- 23. Виды брака резиновых смесей Виды брака резиновых смесей Последствия для переработки и готовой продукции: нарушение процесса
- 24. Виды брака резиновых смесей Виды брака резиновых смесей Последствия для переработки и готовой продукции: Являются следствием:
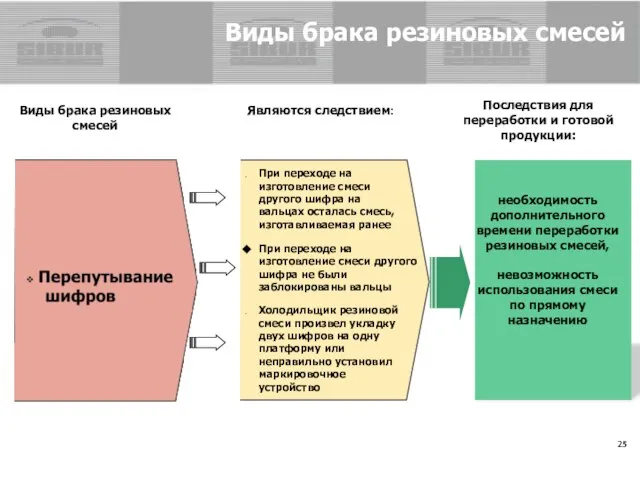
- 25. Виды брака резиновых смесей Виды брака резиновых смесей Последствия для переработки и готовой продукции: Являются следствием:
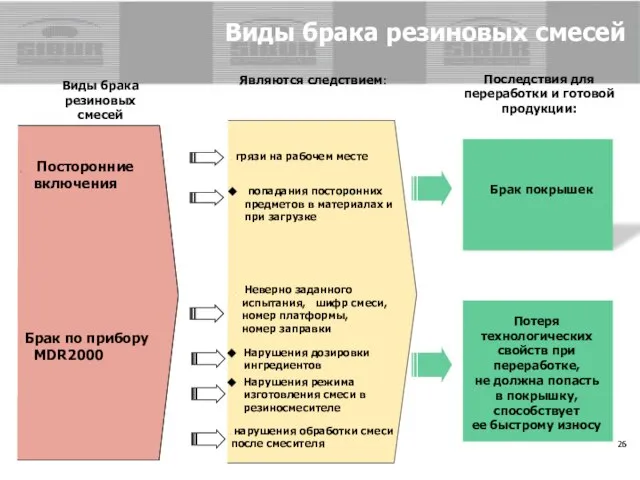
- 26. Виды брака резиновых смесей Последствия для переработки и готовой продукции:
- 27. Основные виды отказов оборудования Поломка автоматических весов (не открывается ковш весов) Поломка механизма заслонки на сборной
- 28. Основные виды отказов оборудования Не закрывается верхняя дверь загрузочной воронки Не опускается верхний затвор до нижнего
- 29. Потери и отходы при изготовлении резиновых смесей
- 30. Влияние несоответствий параметров технологического процесса Несоответствие массы ингредиентов Нарушение параметра Влияние на резиновые смеси Последствия Невыполнение
- 31. Действия с несоответствующей продукцией. Глоссарий Контроль качества продукции – контроль количественных и (или) качественных характеристик свойств
- 32. Действия с несоответствующей продукцией. Глоссарий Основной целью управления несоответствующей продукцией на всех этапах процесса производства является
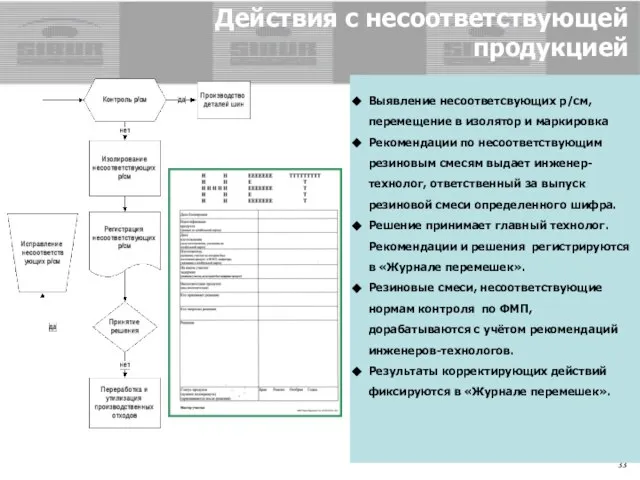
- 33. Действия с несоответствующей продукцией Выявление несоответсвующих р/см, перемещение в изолятор и маркировка Рекомендации по несоответствующим резиновым
- 34. Меры, предпринимаемые мастером для предотвращения образования дефектов и отходов Обеспечение необходимым сырьем, материалами, измерительным инструментом. Организация
- 36. Скачать презентацию

Схема технологического процесса производства шин
Основные термины
Смешение – процесс приготовления резиновой смеси, протекающий под давлением и
Основные термины
Смешение – процесс приготовления резиновой смеси, протекающий под давлением и

Рецепт резиновой смеси
Рецепт резиновой смеси
Рецепт резиновой смеси
Рецепт резиновой смеси
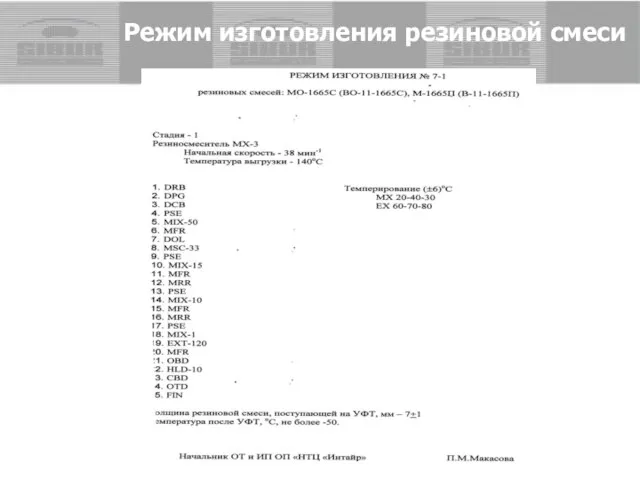
Режим изготовления резиновой смеси
Режим изготовления резиновой смеси
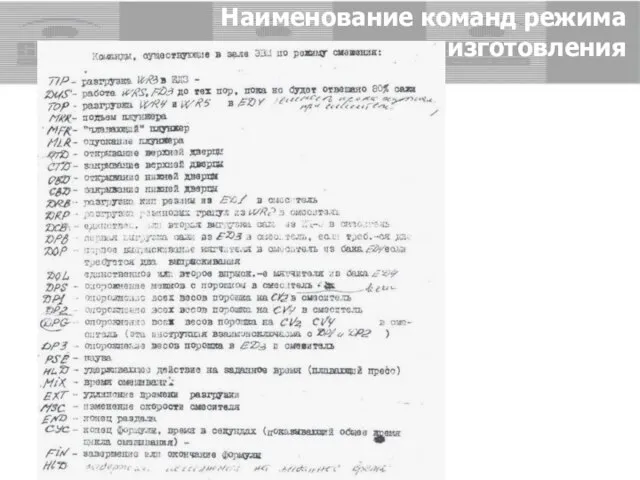
Наименование команд режима изготовления
Наименование команд режима изготовления

Режим изготовления резиновой смеси
Режим изготовления резиновой смеси

Режим изготовления резиновой смеси
Режим изготовления резиновой смеси
Параметры процесса изготовления резиновых смесей
Масса ингредиентов, кг
Давление воздуха на плунжер верхнего
Параметры процесса изготовления резиновых смесей
Масса ингредиентов, кг
Давление воздуха на плунжер верхнего

Требования к свойствам резиновых смесей в зависимости от назначения деталей покрышки
Требования к свойствам резиновых смесей в зависимости от назначения деталей покрышки
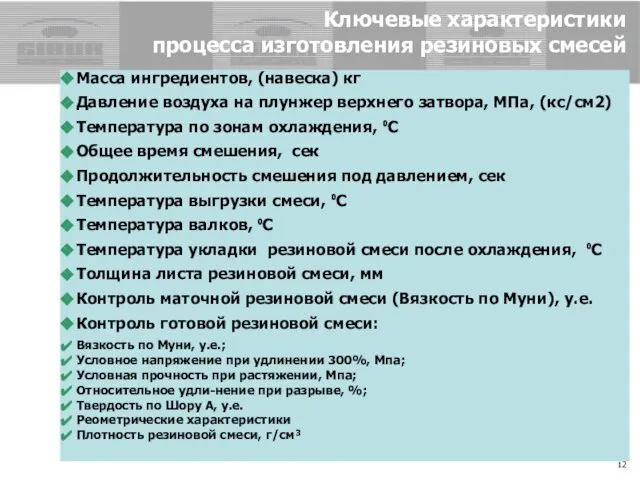
Ключевые характеристики
процесса изготовления резиновых смесей
Масса ингредиентов, (навеска) кг
Давление воздуха на плунжер
Ключевые характеристики
процесса изготовления резиновых смесей
Масса ингредиентов, (навеска) кг
Давление воздуха на плунжер

Дефекты резиновой смеси
Характеристики резиновых смесей
Вязкость
Плотность
Степень вулканизации (физико-механические показатели, показатели реометрии)
Влияние
Профилирование полуфабрикатов.
Дефекты резиновой смеси
Характеристики резиновых смесей
Вязкость
Плотность
Степень вулканизации (физико-механические показатели, показатели реометрии)
Влияние
Профилирование полуфабрикатов.

Стадии технологического процесса
изготовления резиновых смесей
Стадии технологического процесса
изготовления резиновых смесей
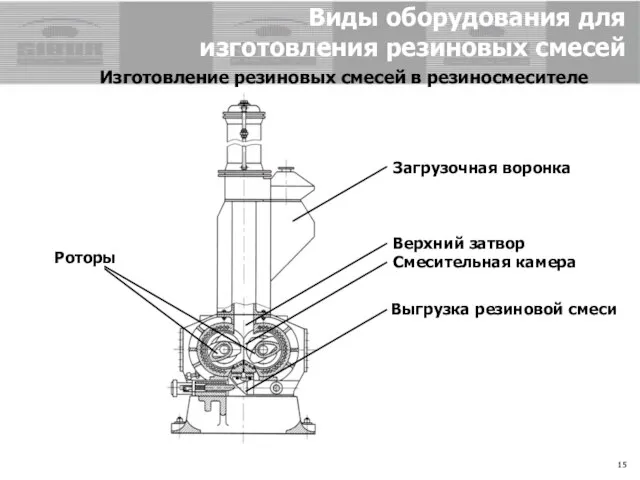
Виды оборудования для изготовления резиновых смесей
Изготовление резиновых смесей в резиносмесителе
Виды оборудования для изготовления резиновых смесей
Изготовление резиновых смесей в резиносмесителе

Виды оборудования для изготовления резиновых смесей
Изготовление резиновых смесей на вальцах
а) -
Виды оборудования для изготовления резиновых смесей
Изготовление резиновых смесей на вальцах
а) -

Реализация принципа FIFO
Приоритет ранее изготовленным резиновым смесям
при срабатывании промежуточных стадий
Реализация принципа FIFO
Приоритет ранее изготовленным резиновым смесям
при срабатывании промежуточных стадий
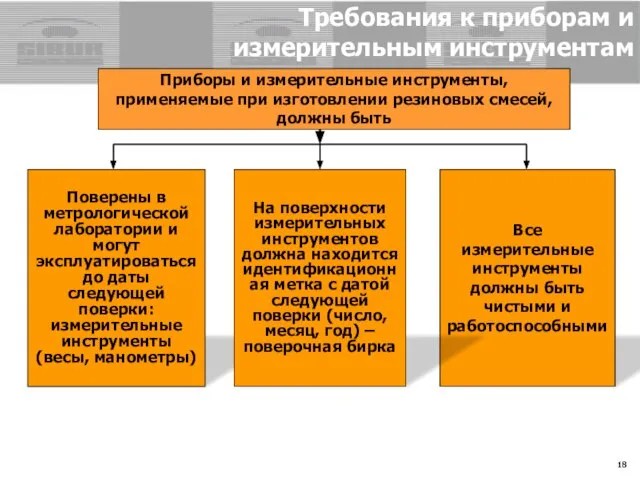
Приборы и измерительные инструменты,
применяемые при изготовлении резиновых смесей,
должны быть
Поверены
Приборы и измерительные инструменты,
применяемые при изготовлении резиновых смесей,
должны быть
Поверены

Выдачу задания на изготовление резиновых смесей по шифрам
Обязанности мастера по обеспечению
Выдачу задания на изготовление резиновых смесей по шифрам
Обязанности мастера по обеспечению

Ускоренные испытания резиновых смесей производятся
экспресс - контролем
Методы контроля
Ускоренные испытания резиновых смесей производятся
экспресс - контролем
Методы контроля
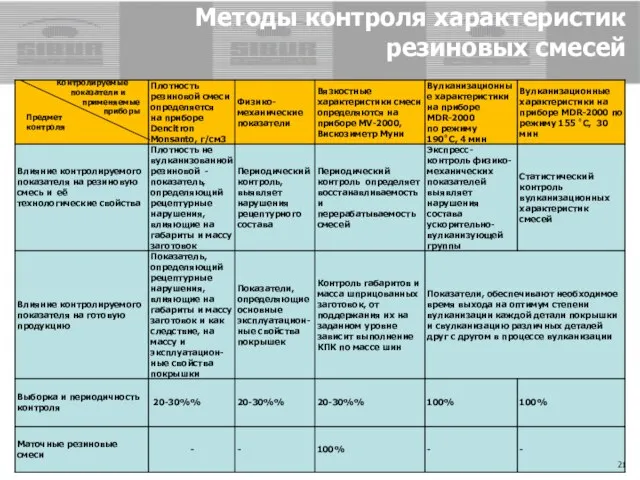
Методы контроля характеристик
резиновых смесей
Методы контроля характеристик
резиновых смесей

Виды брака резиновых смесей
Последствия для переработки и готовой продукции:
Виды брака резиновых смесей
Последствия для переработки и готовой продукции:

Виды брака резиновых смесей
Виды брака резиновых
смесей
Последствия для переработки
Виды брака резиновых смесей
Виды брака резиновых
смесей
Последствия для переработки
Виды брака резиновых смесей
Виды брака резиновых
смесей
Последствия для переработки
Виды брака резиновых смесей
Виды брака резиновых
смесей
Последствия для переработки
Виды брака резиновых смесей
Виды брака резиновых
смесей
Последствия для переработки
Виды брака резиновых смесей
Виды брака резиновых
смесей
Последствия для переработки
Виды брака резиновых смесей
Последствия для переработки и готовой продукции:
Виды брака резиновых смесей
Последствия для переработки и готовой продукции:

Основные виды отказов оборудования
Поломка автоматических весов
(не открывается ковш весов)
Поломка
Основные виды отказов оборудования
Поломка автоматических весов
(не открывается ковш весов)
Поломка

Основные виды отказов оборудования
Не закрывается верхняя дверь загрузочной воронки
Не опускается верхний
Основные виды отказов оборудования
Не закрывается верхняя дверь загрузочной воронки
Не опускается верхний
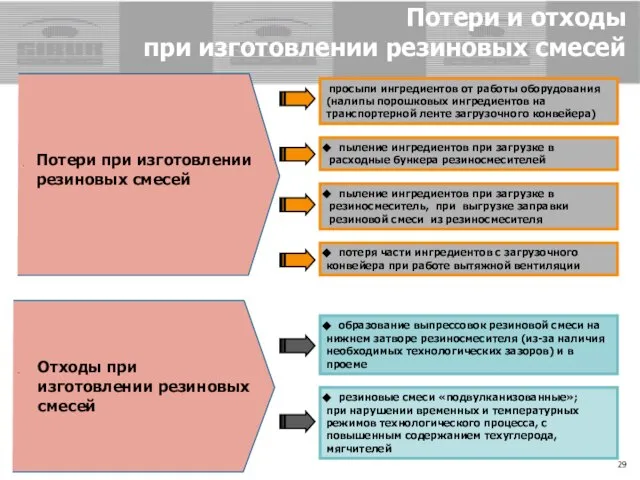
Потери и отходы
при изготовлении резиновых смесей
Потери и отходы
при изготовлении резиновых смесей

Влияние несоответствий
параметров технологического процесса
Несоответствие массы ингредиентов
Нарушение параметра
Влияние на резиновые
Влияние несоответствий
параметров технологического процесса
Несоответствие массы ингредиентов
Нарушение параметра
Влияние на резиновые
Действия с несоответствующей продукцией.
Глоссарий
Контроль качества продукции – контроль количественных и (или)
Действия с несоответствующей продукцией.
Глоссарий
Контроль качества продукции – контроль количественных и (или)
Действия с несоответствующей продукцией.
Глоссарий
Основной целью управления несоответствующей продукцией на всех этапах
Действия с несоответствующей продукцией.
Глоссарий
Основной целью управления несоответствующей продукцией на всех этапах
Действия с несоответствующей продукцией
Выявление несоответсвующих р/см, перемещение в изолятор и
Действия с несоответствующей продукцией
Выявление несоответсвующих р/см, перемещение в изолятор и
Меры, предпринимаемые мастером для предотвращения образования дефектов и отходов
Обеспечение необходимым сырьем,
Меры, предпринимаемые мастером для предотвращения образования дефектов и отходов
Обеспечение необходимым сырьем,
 La Gripe Española_presentación
La Gripe Española_presentación древесный кенгуру
древесный кенгуру Сиддхартха Гаутама
Сиддхартха Гаутама Ткацкие дефекты
Ткацкие дефекты 20141216_rasstrel_detstvo
20141216_rasstrel_detstvo Название темы
Название темы Депо
Депо Богословское обоснование трезвенного движения
Богословское обоснование трезвенного движения Техническое обслуживание и ремонт автомобильного транспорта
Техническое обслуживание и ремонт автомобильного транспорта Направление подготовки 33. 06. 01 фармация
Направление подготовки 33. 06. 01 фармация Профессия поездной диспетчер
Профессия поездной диспетчер Полевые транзисторы
Полевые транзисторы Презентация щенок
Презентация щенок Основные понятия и определения теории надежности
Основные понятия и определения теории надежности Анализ влияния ограничений предельных деформаций бетона при растяжении и сжатии на трещиностойкость и несущую способность ЖБК
Анализ влияния ограничений предельных деформаций бетона при растяжении и сжатии на трещиностойкость и несущую способность ЖБК Лепра
Лепра Дистанционный урок № 1 по промдизайну
Дистанционный урок № 1 по промдизайну Ключевые проблемы ОРКСЭ: пути решения и перспективы развития в 2021-2022 учебном году
Ключевые проблемы ОРКСЭ: пути решения и перспективы развития в 2021-2022 учебном году Города России
Города России Детям о войне
Детям о войне Разнообразие яшм горы Полковник
Разнообразие яшм горы Полковник Наташа Ростова (инстаграм)
Наташа Ростова (инстаграм) Экскурсия по Харькову
Экскурсия по Харькову 02.09
02.09 Родительское собрание
Родительское собрание Память, представление личности, мышление и речь
Память, представление личности, мышление и речь Гипсокартон. Устройство гипсокартонного листа
Гипсокартон. Устройство гипсокартонного листа Путешествие по фиолетовому королевству
Путешествие по фиолетовому королевству