- Клеевые и сварные способы соединения деталей одежды

Содержание
- 2. Клеевые соединения получают все большее распространение в производстве одежды, т.к. по сравнению с ниточными соединениями их
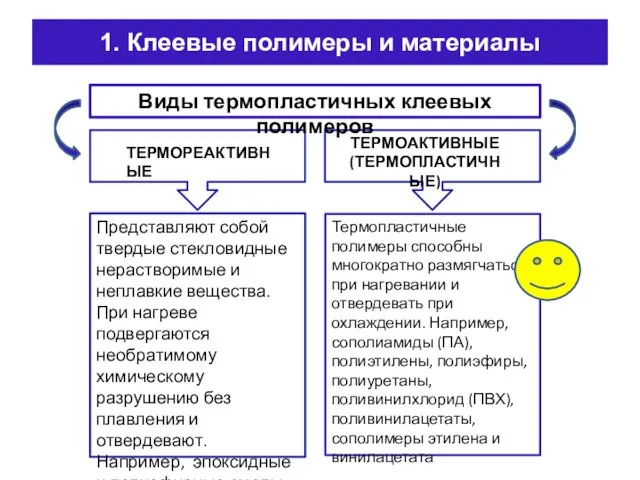
- 3. 1. Клеевые полимеры и материалы Виды термопластичных клеевых полимеров ТЕРМОРЕАКТИВНЫЕ ТЕРМОАКТИВНЫЕ (ТЕРМОПЛАСТИЧНЫЕ) Представляют собой твердые стекловидные
- 4. Виды клеевых термопластичных полимеров
- 5. Термопластичные клеевые материалы при изготовлении одежды 4 Клеевые прокладочные материалы 1 2 3 5 Клеевые кромочные
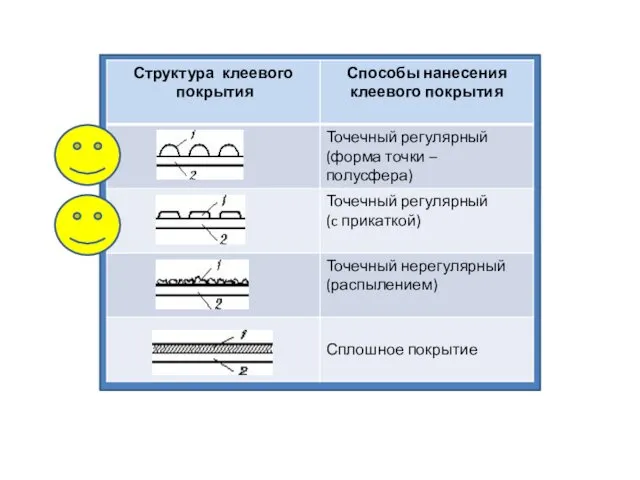
- 6. Это текстильные прокладочные материалы (ткани, трикотажные и нетканые полотна, многозональные материалы), на одну из сторон которых
- 8. Выпускаются в виде готовых кромок – полос определенной ширины (от 0,5 до 2 см) Клеевые кромочные
- 9. Клеевая паутинка Представляет собой нетканый изотропный клеевой материал, изготовленный из расплава полимеров (сополиамида, полиэтилена) методом аэродинамического
- 10. Клеевая нить Это моноволокно, полученное из синтетических термопластичных полимеров: из полиэтилена высокого давления – для изделий,
- 11. КЛЕЕВАЯ СЕТКА Неориентированное плоскостабилизированное полотно. Имеет ячейки различных размеров и конфигурации. Выпускается различной поверхностной плотности: 6
- 12. КЛЕЕВАЯ ПЛЕНКА Выпускается из полиамида, полиэтилена, поливинилхлорида, лавсана и других термопластичных полимеров Предназначена для изготовления и
- 13. Клеевые порошки и пасты Изготавливают на основе различных термопластичных полимеров . Применяются для получения термоклеевых прокладочных
- 14. Производители ТПМ «Куфнер», «Хансель», «Фройденберг», «Фулда» (Германия), «Ланур Пикарди» (Франция), «Кениг», «Балдин» (Бельгия), «Вилен» (Великобритания). В
- 15. Сущность процесса склеивания деталей одежды термопластичными клеями «Адгезия» (от лат. adhaesio - прилипание), слипание поверхностей двух
- 16. ТРИ СТАДИИ ПРОЦЕССА СКЛЕИВАНИЯ : Подготовка к склеиванию Собственно склеивание Фиксация клеевого шва производят укладывание и
- 17. СУЩНОСТЬ ПРОЦЕССА СКЛЕИВАНИЯ заключается в том, что при нагревании склеиваемых материалов, находящихся под давлением, клей, достигнув
- 18. Температура Температура греющей поверхности и время ее воздействия должны быть достаточными, чтобы перевести клеевой полимер из
- 19. Одно из свойств синтетических материалов – их термопластичность. На использовании этого свойства основан метод безниточного соединения
- 20. процесс неразъемного соединения твердых тел путем их местного сплавления, в результате чего возникают прямые связи между
- 21. ТРИ СТАДИИ ПРОЦЕССА СВАРКИ Подготовка к сварке Собственно сварка Фиксация сварного шва Подвод и преобразование энергии,
- 22. т.е. способность двух приведенных в соприкосновение поверхностей одного и того же вещества образовывать прочную связь. Аутогезия
- 23. ОСНОВНЫЕ СПОСОБЫ СВАРКИ ВЫСОКОЧАСТОТНЫЙ ТЕРМОКОНТАКТНЫЙ УЛЬТРАЗВУКОВОЙ
- 24. Термоконтактная сварка Наибольшее практическое применение в швейной промышленности имеет термоконтактный последовательный способ сварки, осуществляемый путем электрического
- 25. СХЕМА СВАРКИ ПРИ ОДНОСТОРОННЕМ НАГРЕВЕ
- 26. СХЕМА СВАРКИ ПРИ ДВУСТОРОННЕМ НАГРЕВЕ
- 27. СХЕМА СВАРКИ ПРИ ВНУТРЕННЕМ НАГРЕВЕ При взаимодействии термоэлемента с материалом, образуется газовый слой, препятствующий прилипанию к
- 28. ТЕРМОКОНТАКТНАЯ СВАРКА МОЖЕТ ВЫПОЛНЯТЬСЯ Вручную, когда нагревательным элементом является утюг, паяльник клиновидной формы, ролик, лента Машинным
- 29. Применение термоконтактного способа Простота и экономичность термоконтактного способа позволяют использовать его для сварки тонких пленок и
- 30. Высокочастотная сварка Сварка, при которой кромки свариваемых деталей нагревают токами высокой частоты до их размягчения или
- 31. При высокочастотной сварке материал помещают в переменное электрическое поле высокой частоты, которое создается между двумя металлическими
- 32. Ультразвуковая сварка Основан на преобразовании электрических колебаний ультразвуковой частоты, вырабатываемых генератором, в механические колебания сварочного инструмента
- 33. Ультрозвуковая сварка Ультрозвуковой способ осуществляется последовательно на машинах проходного типа или параллельно по всему контуру шва
- 34. Преимущества ультрозвукового способа сварки тепло выделяется только в зоне шва, что способствует высокой скорости сварки и
- 35. 3. Виды клеевых и сварных швов Сварные швы Стачной Стачной с одновременной обработкой срезов Накладной с
- 36. 3Физико-механические свойства клеевых и сварных соединений
- 38. Скачать презентацию
Клеевые соединения получают все большее распространение в производстве одежды, т.к. по
Клеевые соединения получают все большее распространение в производстве одежды, т.к. по
1. Клеевые полимеры и материалы
Виды термопластичных клеевых полимеров
ТЕРМОРЕАКТИВНЫЕ
ТЕРМОАКТИВНЫЕ
(ТЕРМОПЛАСТИЧНЫЕ)
Представляют собой твердые стекловидные
1. Клеевые полимеры и материалы
Виды термопластичных клеевых полимеров
ТЕРМОРЕАКТИВНЫЕ
ТЕРМОАКТИВНЫЕ
(ТЕРМОПЛАСТИЧНЫЕ)
Представляют собой твердые стекловидные
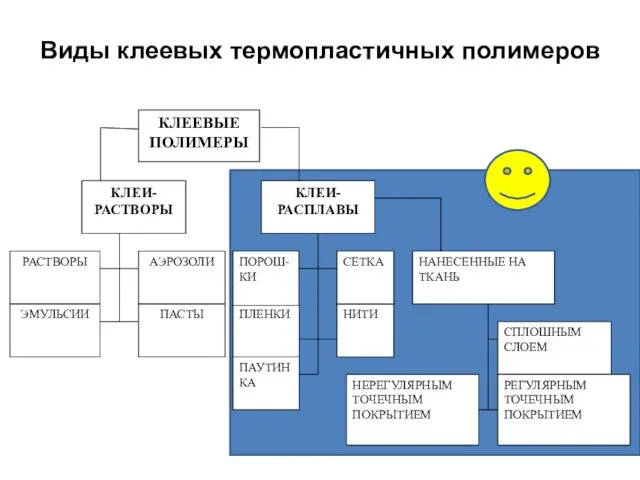
Виды клеевых термопластичных полимеров
Виды клеевых термопластичных полимеров
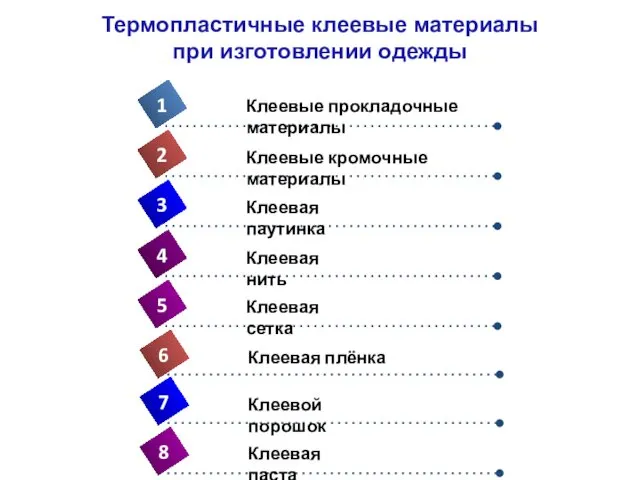
Термопластичные клеевые материалы
при изготовлении одежды
4
Клеевые прокладочные материалы
1
2
3
5
Клеевые кромочные материалы
Клеевая паутинка
Клеевая нить
Клеевая
Термопластичные клеевые материалы
при изготовлении одежды
4
Клеевые прокладочные материалы
1
2
3
5
Клеевые кромочные материалы
Клеевая паутинка
Клеевая нить
Клеевая
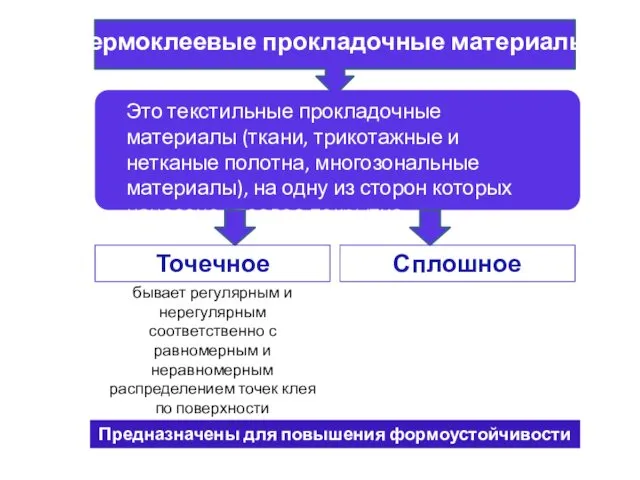
Это текстильные прокладочные материалы (ткани, трикотажные и нетканые полотна, многозональные материалы),
Это текстильные прокладочные материалы (ткани, трикотажные и нетканые полотна, многозональные материалы),
Выпускаются в виде готовых кромок – полос определенной ширины (от 0,5
Выпускаются в виде готовых кромок – полос определенной ширины (от 0,5
Клеевая паутинка
Представляет собой нетканый изотропный клеевой материал, изготовленный из расплава полимеров
Клеевая паутинка
Представляет собой нетканый изотропный клеевой материал, изготовленный из расплава полимеров
Клеевая нить
Это моноволокно, полученное из синтетических термопластичных полимеров: из полиэтилена высокого
Клеевая нить
Это моноволокно, полученное из синтетических термопластичных полимеров: из полиэтилена высокого
КЛЕЕВАЯ СЕТКА
Неориентированное плоскостабилизированное полотно. Имеет ячейки различных размеров и конфигурации. Выпускается
КЛЕЕВАЯ СЕТКА
Неориентированное плоскостабилизированное полотно. Имеет ячейки различных размеров и конфигурации. Выпускается
КЛЕЕВАЯ ПЛЕНКА
Выпускается из полиамида, полиэтилена, поливинилхлорида, лавсана и других термопластичных полимеров
Предназначена
КЛЕЕВАЯ ПЛЕНКА
Выпускается из полиамида, полиэтилена, поливинилхлорида, лавсана и других термопластичных полимеров
Предназначена
Клеевые порошки и пасты
Изготавливают на основе различных термопластичных полимеров .
Применяются
Клеевые порошки и пасты
Изготавливают на основе различных термопластичных полимеров .
Применяются
Производители ТПМ
«Куфнер», «Хансель», «Фройденберг», «Фулда» (Германия),
«Ланур Пикарди» (Франция),
«Кениг», «Балдин» (Бельгия),
«Вилен»
Производители ТПМ
«Куфнер», «Хансель», «Фройденберг», «Фулда» (Германия),
«Ланур Пикарди» (Франция),
«Кениг», «Балдин» (Бельгия),
«Вилен»
Сущность процесса склеивания деталей одежды термопластичными клеями
«Адгезия» (от лат. adhaesio -
Сущность процесса склеивания деталей одежды термопластичными клеями
«Адгезия» (от лат. adhaesio -

ТРИ СТАДИИ ПРОЦЕССА СКЛЕИВАНИЯ :
Подготовка к склеиванию
Собственно склеивание
Фиксация клеевого шва
производят укладывание
ТРИ СТАДИИ ПРОЦЕССА СКЛЕИВАНИЯ :
Подготовка к склеиванию
Собственно склеивание
Фиксация клеевого шва
производят укладывание
СУЩНОСТЬ ПРОЦЕССА СКЛЕИВАНИЯ
заключается в том, что при нагревании склеиваемых материалов, находящихся
СУЩНОСТЬ ПРОЦЕССА СКЛЕИВАНИЯ
заключается в том, что при нагревании склеиваемых материалов, находящихся
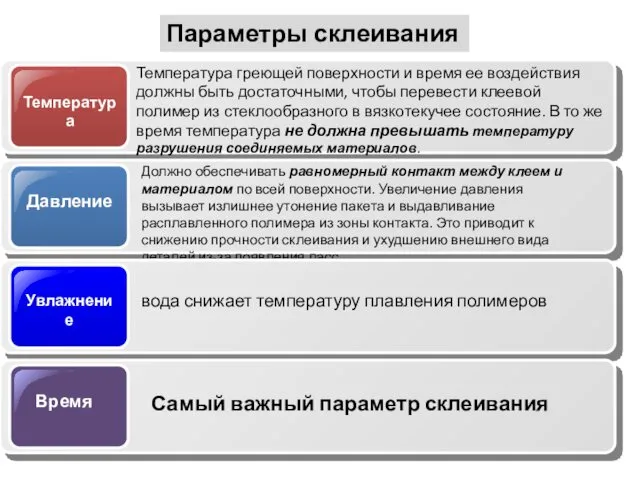
Температура
Температура греющей поверхности и время ее воздействия должны быть достаточными, чтобы
Температура
Температура греющей поверхности и время ее воздействия должны быть достаточными, чтобы
Одно из свойств синтетических материалов – их термопластичность. На использовании этого
Одно из свойств синтетических материалов – их термопластичность. На использовании этого
процесс неразъемного соединения твердых тел путем их местного сплавления, в результате
процесс неразъемного соединения твердых тел путем их местного сплавления, в результате

ТРИ СТАДИИ ПРОЦЕССА СВАРКИ
Подготовка
к сварке
Собственно сварка
Фиксация сварного шва
Подвод и преобразование энергии,
ТРИ СТАДИИ ПРОЦЕССА СВАРКИ
Подготовка
к сварке
Собственно сварка
Фиксация сварного шва
Подвод и преобразование энергии,
т.е. способность двух приведенных в соприкосновение поверхностей одного и того же
т.е. способность двух приведенных в соприкосновение поверхностей одного и того же

ОСНОВНЫЕ СПОСОБЫ СВАРКИ
ВЫСОКОЧАСТОТНЫЙ
ТЕРМОКОНТАКТНЫЙ
УЛЬТРАЗВУКОВОЙ
ОСНОВНЫЕ СПОСОБЫ СВАРКИ
ВЫСОКОЧАСТОТНЫЙ
ТЕРМОКОНТАКТНЫЙ
УЛЬТРАЗВУКОВОЙ
Термоконтактная сварка
Наибольшее практическое применение в швейной промышленности имеет термоконтактный последовательный способ
Термоконтактная сварка
Наибольшее практическое применение в швейной промышленности имеет термоконтактный последовательный способ
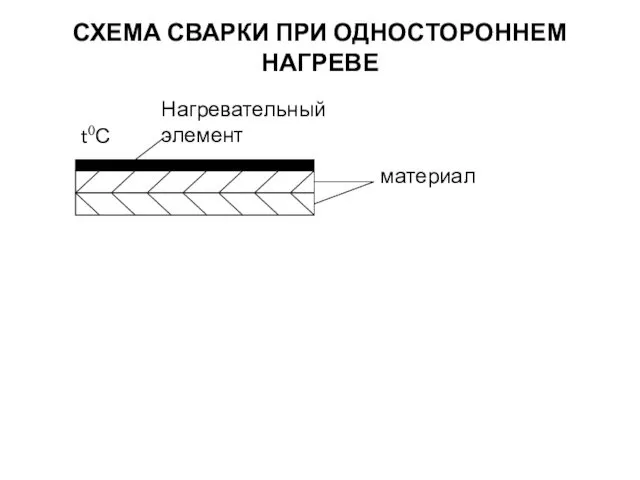
СХЕМА СВАРКИ ПРИ ОДНОСТОРОННЕМ НАГРЕВЕ
СХЕМА СВАРКИ ПРИ ОДНОСТОРОННЕМ НАГРЕВЕ
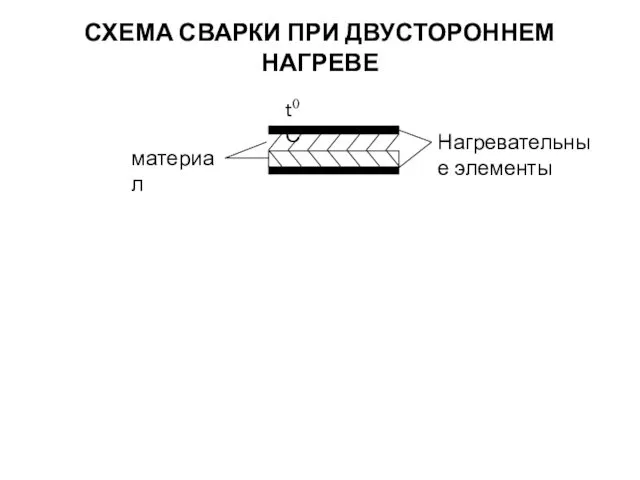
СХЕМА СВАРКИ ПРИ ДВУСТОРОННЕМ НАГРЕВЕ
СХЕМА СВАРКИ ПРИ ДВУСТОРОННЕМ НАГРЕВЕ
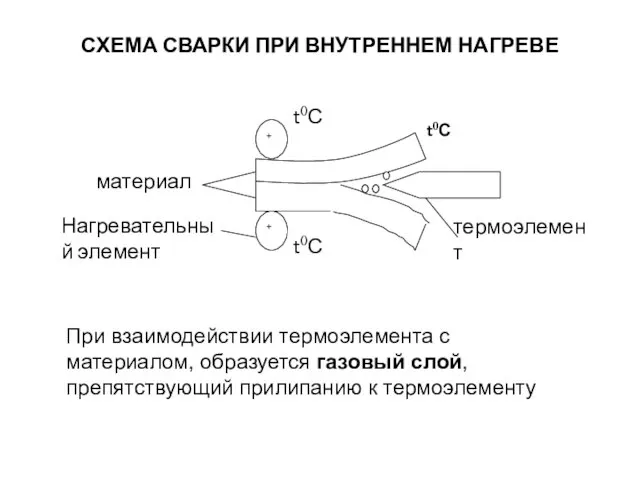
СХЕМА СВАРКИ ПРИ ВНУТРЕННЕМ НАГРЕВЕ
При взаимодействии термоэлемента с материалом, образуется газовый
СХЕМА СВАРКИ ПРИ ВНУТРЕННЕМ НАГРЕВЕ
При взаимодействии термоэлемента с материалом, образуется газовый
ТЕРМОКОНТАКТНАЯ СВАРКА МОЖЕТ ВЫПОЛНЯТЬСЯ
Вручную, когда нагревательным элементом является утюг, паяльник
ТЕРМОКОНТАКТНАЯ СВАРКА МОЖЕТ ВЫПОЛНЯТЬСЯ
Вручную, когда нагревательным элементом является утюг, паяльник
Применение термоконтактного способа
Простота и экономичность термоконтактного способа позволяют использовать его для
Применение термоконтактного способа
Простота и экономичность термоконтактного способа позволяют использовать его для
Высокочастотная сварка
Сварка, при которой кромки свариваемых деталей нагревают токами высокой частоты
Высокочастотная сварка
Сварка, при которой кромки свариваемых деталей нагревают токами высокой частоты
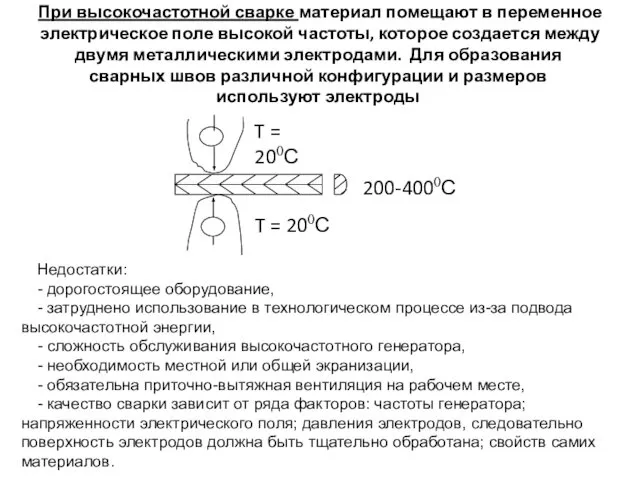
При высокочастотной сварке материал помещают в переменное электрическое поле высокой частоты,
При высокочастотной сварке материал помещают в переменное электрическое поле высокой частоты,
Ультразвуковая сварка
Основан на преобразовании электрических колебаний ультразвуковой частоты, вырабатываемых генератором, в
Ультразвуковая сварка
Основан на преобразовании электрических колебаний ультразвуковой частоты, вырабатываемых генератором, в

Ультрозвуковая сварка
Ультрозвуковой способ осуществляется последовательно на машинах проходного типа или параллельно
Ультрозвуковая сварка
Ультрозвуковой способ осуществляется последовательно на машинах проходного типа или параллельно
Преимущества ультрозвукового способа сварки
тепло выделяется только в зоне шва, что
Преимущества ультрозвукового способа сварки
тепло выделяется только в зоне шва, что
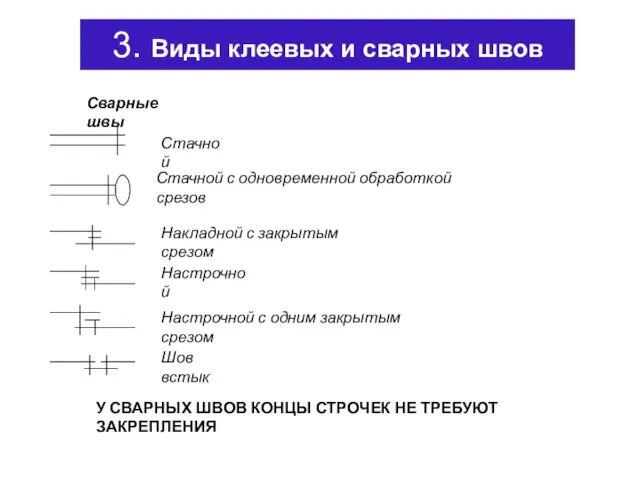
3. Виды клеевых и сварных швов
Сварные швы
Стачной
Стачной с одновременной обработкой срезов
Накладной
3. Виды клеевых и сварных швов
Сварные швы
Стачной
Стачной с одновременной обработкой срезов
Накладной
3Физико-механические свойства клеевых
и сварных соединений
3Физико-механические свойства клеевых
и сварных соединений
 stud-KET-distant_lesson-3_31_03_2020_-_kopia
stud-KET-distant_lesson-3_31_03_2020_-_kopia Pitchdeck Freza
Pitchdeck Freza MyMemo
MyMemo Горные сверла и перфораторы
Горные сверла и перфораторы Воздушная завеса
Воздушная завеса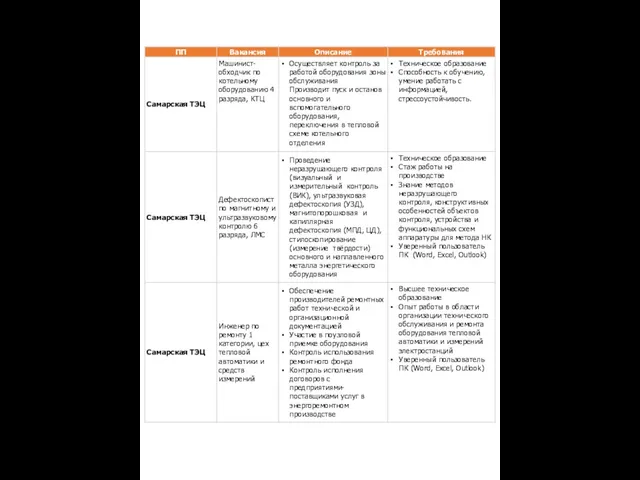 Вакансии для выпускников Т Плюс
Вакансии для выпускников Т Плюс SDH технологиясының қолданылуы
SDH технологиясының қолданылуы Историко-географический проект Тропа памяти
Историко-географический проект Тропа памяти Гигиена певческого голоса
Гигиена певческого голоса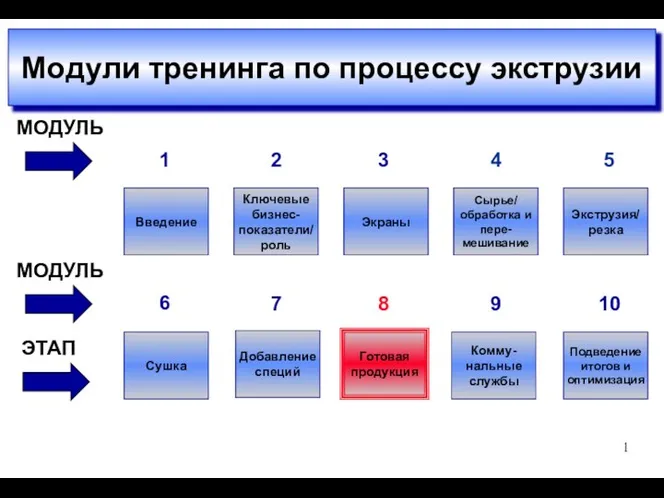 Модули тренинга по процессу экструзии
Модули тренинга по процессу экструзии Smu group
Smu group Презентация Microsoft PowerPoint
Презентация Microsoft PowerPoint Мероприятия по энергосбережению в системах отопления, вентиляции и кондиционирования воздуха. (Лекция 5)
Мероприятия по энергосбережению в системах отопления, вентиляции и кондиционирования воздуха. (Лекция 5) Игра-тренажер Веселый счет
Игра-тренажер Веселый счет Динозавры, или ужасные ящеры
Динозавры, или ужасные ящеры Развитие скоростного движения на сети железных дорог с использованием пассажирских локомотивов нового поколения
Развитие скоростного движения на сети железных дорог с использованием пассажирских локомотивов нового поколения 6 Организация элективных дисциплин по физической культуре и спорту - ЗМАНОВСКАЯ Анна Степановна
6 Организация элективных дисциплин по физической культуре и спорту - ЗМАНОВСКАЯ Анна Степановна ВКР: Организация технического обслуживания и ремонта электронного оборудования станка с устройством ЧПУ NC 210
ВКР: Организация технического обслуживания и ремонта электронного оборудования станка с устройством ЧПУ NC 210 Проектирование средств океанотехники
Проектирование средств океанотехники Человек в религиозных традициях мира
Человек в религиозных традициях мира Формирование радиосигналов с амплитудной модуляцией. (Лекция 6)
Формирование радиосигналов с амплитудной модуляцией. (Лекция 6) Въезды транспортных средств в станции метро
Въезды транспортных средств в станции метро Христианская социология
Христианская социология Вера, неверие, безверие. Свободный выбор человека
Вера, неверие, безверие. Свободный выбор человека презентация
презентация Система кондиционирования воздуха
Система кондиционирования воздуха Дескриптивизм
Дескриптивизм Животные в живописи. Изображение животных на картинах известных художников: Левитан, Шишкин, Васнецов
Животные в живописи. Изображение животных на картинах известных художников: Левитан, Шишкин, Васнецов