- Место и роль прокатного производства в металлургии

Содержание
- 2. Металлургические базы России 1 — Центральная; 2 — Уральская; 3 — Сибирская; 4 — Дальневосточная
- 3. Распределение запасов железной руды по странам
- 4. Производство стали в 2010 году
- 5. Полный металлургический цикл
- 6. Крупнейшие предприятия черной металлургии
- 7. Доменное и сталеплавильное производство Доменный цех: 1 — доменная печь; 2 — дымовая труба; 3 —
- 8. Выплавка стали: а — в кислородном конвертере (1 — механизм поворота; 2 — опорное кольцо; 3
- 9. Радиальная УНРС: 1 — кристаллизатор; 2 — сталеразливочный ковш; 3 — промежуточный ковш; 4 — рольганг;
- 10. Литейные машины ВНИИМЕТМАШ: а — дисковая (1 — ковш; 2 — шиберный затвор; 3 — дозатор;
- 11. Прокатное производство Некоторые профили сортового металлопроката: 1 — круглый; 2 — квадратный; 3 — штрипсовый (полоса);
- 12. Прокатный цех (ОАО ВМЗ): 1, 2, 3 — рабочие клети прокатного стана; 4 — мостовой кран;
- 13. Классификация оборудования прокатного стана
- 14. Одноклетьевой прокатный стан: 1 — электродвигатель; 2, 4 — муфты; 3 — редуктор; 5 — шестеренная
- 15. Прокатка в клетях последовательного (а) и непрерывного (б) станов: 1 — рабочая клеть; 2 — полоса;
- 16. Обжимные станы: а — блюминг; б — слябинг; 1, 3, 5, 6 — рабочие валки; 2
- 17. Непрерывный заготовочный стан 700/500
- 18. Толстолистовой стан 5000: а — оборудование стана (1 — рольганг; 2 — полоса; 3 — пульт
- 19. Стан Стекеля: 1, 2 — моталки; 3 — клеть кварто
- 20. Стан трио Лаута: 1, 2, 3 — верхний, средний и нижний валки; 4 — лист
- 21. Рабочая клеть «клещевого» типа 20-валкового стана
- 22. Рельсобалочный стан: 1, 3, 4, 5 — рабочие валки; 2 — двутавровая балка; 6, 8 —
- 23. Мелкосортный стан 280 1 — нагревательная печь; 2 — окалиноломатель; 3 — гидросбив; 4, 6, 9
- 24. Станы трубоэлектросварочного агрегата ТЭСА 10–20 (ОАО АХК «ВНИИМЕТМАШ»): 1 — формовочный; 2 — сварочный; 3 —
- 25. Этапы изготовления трубы на трубопрокатном агрегате: а — прошивка (1, 4 — валки; 2 — гильза;
- 26. Стан холодной прокатки труб: 1 — гильза; 2, 4 — рабочие валки; 3 — оправка на
- 27. Зубопрокатный стан: 1, 2 — рабочие валки; 3 — заготовка
- 28. Шаропрокатный стан: 1, 3 — рабочие валки; 2 — шар; 4 — заготовка
- 29. ЛЕКЦИЯ 2 ОСНОВНОЕ ОБОРУДОВАНИЕ ПРОКАТНЫХ СТАНОВ
- 30. Рабочие клети: а — 2-валковая (дуо); б — 3-валковая (трио): 1 — станина; 2 — механизм
- 31. Совершенствование клетей прокатных станов : 1. снижение металлоемкости оборудования 2. повышение точности проката.. Способы повышения точности
- 32. Расчетные значения относительной жесткости клети в зависимости от соотношения L/D при различных значениях отношения показывают, что
- 33. Бесстанинная предварительно напряженная клеть 380: 1 — узел стяжки; 2, 4 — верхняя и нижняя подушки;
- 34. Привод прокатного стана, придающий вращательное движение рабочим валкам, называется главным. В прокатных станах применяются электрические, гидравлические
- 35. Электроприводы: а, б — индивидуальный (1, 2, 3 — электродвигатели; 4, 5, 6 — шпиндели; 7,
- 36. Узлы прокатных валков стана Кварто: 1, 5— подушки; 2 — рабочий валок; 3 — крышка подшипника;
- 37. Цельные рабочие валки: а — гладкий; б — профилированный; 1 — бочка; 2 — шейка; 3
- 38. Отношение длины бочки к ее диаметру выбирают следующим: Клеть черновая …………………………………………………….... 2,2 – 3,0 чистовая ………………………………….....…………….…...
- 40. Скачать презентацию

Металлургические базы России
1 — Центральная; 2 — Уральская; 3 — Сибирская;
Металлургические базы России
1 — Центральная; 2 — Уральская; 3 — Сибирская;
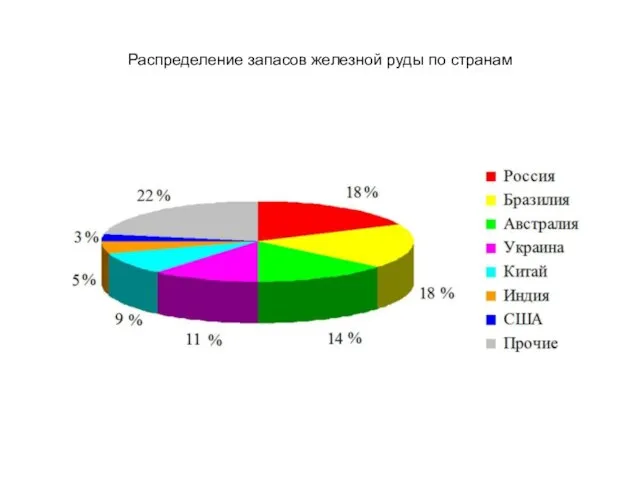
Распределение запасов железной руды по странам
Распределение запасов железной руды по странам
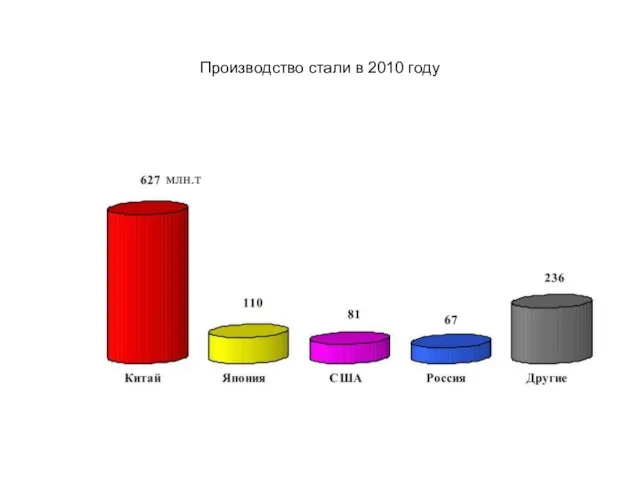
Производство стали в 2010 году
Производство стали в 2010 году
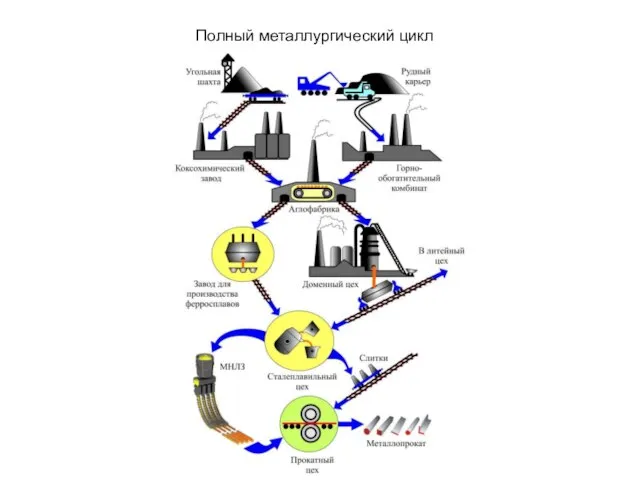
Полный металлургический цикл
Полный металлургический цикл
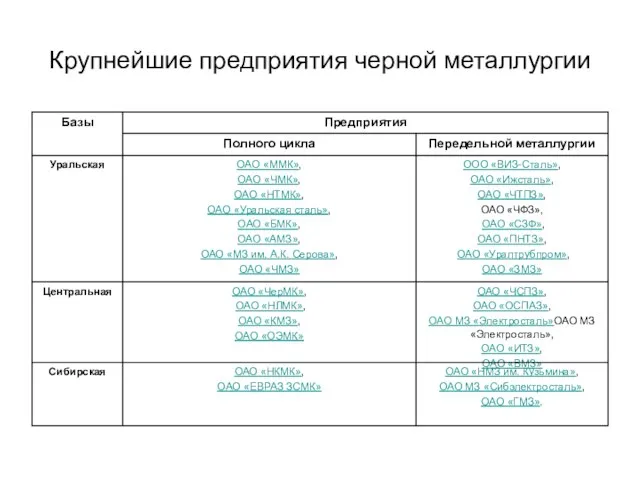
Крупнейшие предприятия черной металлургии
Крупнейшие предприятия черной металлургии
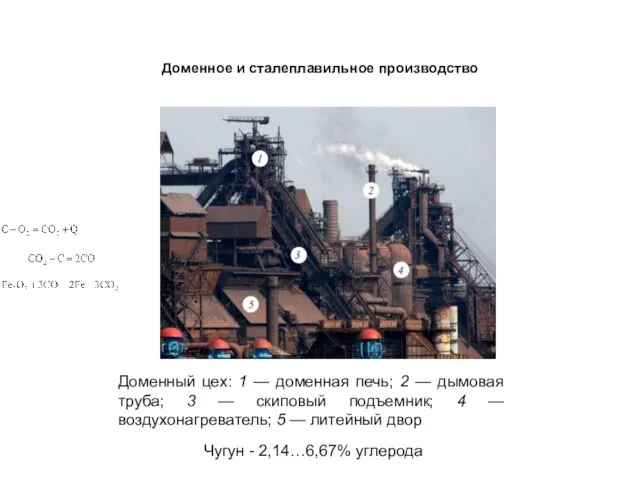
Доменное и сталеплавильное производство
Доменный цех: 1 — доменная печь; 2
Доменное и сталеплавильное производство
Доменный цех: 1 — доменная печь; 2
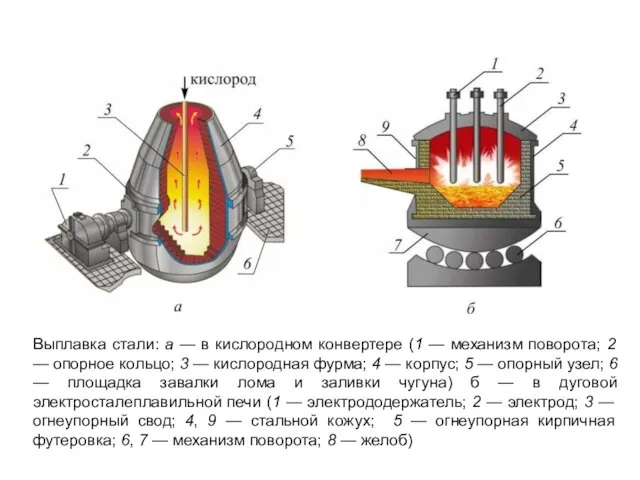
Выплавка стали: а — в кислородном конвертере (1 — механизм поворота;
Выплавка стали: а — в кислородном конвертере (1 — механизм поворота;
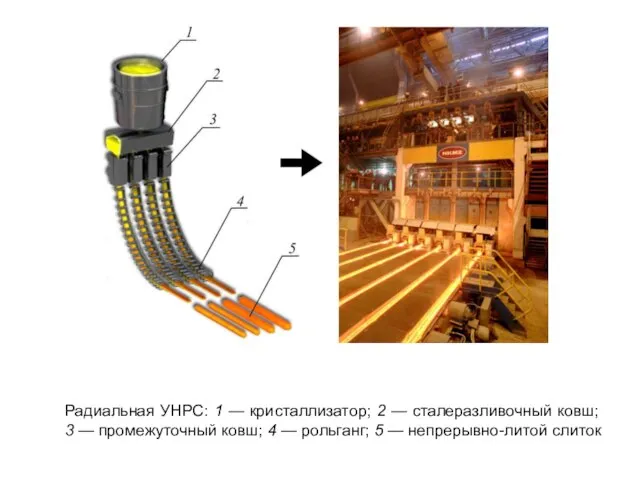
Радиальная УНРС: 1 — кристаллизатор; 2 — сталеразливочный ковш; 3 —
Радиальная УНРС: 1 — кристаллизатор; 2 — сталеразливочный ковш; 3 —
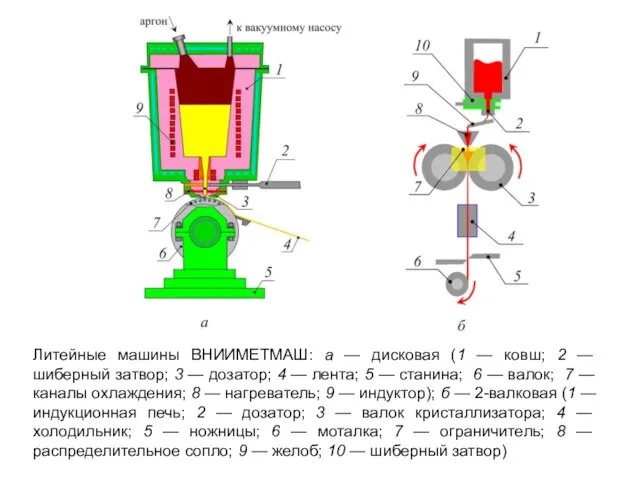
Литейные машины ВНИИМЕТМАШ: а — дисковая (1 — ковш; 2 —
Литейные машины ВНИИМЕТМАШ: а — дисковая (1 — ковш; 2 —
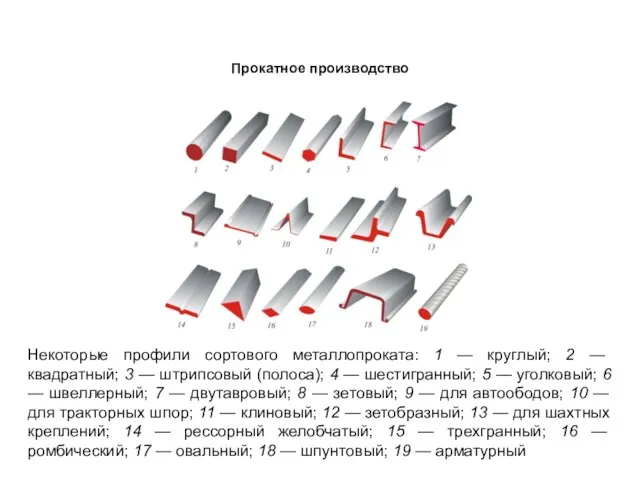
Прокатное производство
Некоторые профили сортового металлопроката: 1 — круглый; 2 —
Прокатное производство
Некоторые профили сортового металлопроката: 1 — круглый; 2 —

Прокатный цех (ОАО ВМЗ): 1, 2, 3 — рабочие
клети прокатного
Прокатный цех (ОАО ВМЗ): 1, 2, 3 — рабочие
клети прокатного
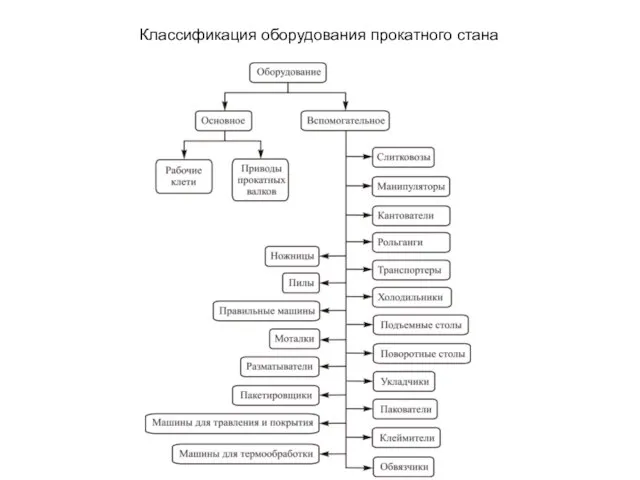
Классификация оборудования прокатного стана
Классификация оборудования прокатного стана
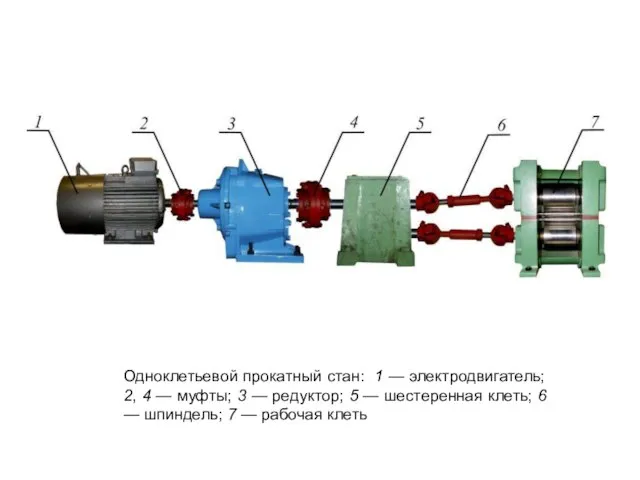
Одноклетьевой прокатный стан: 1 — электродвигатель; 2, 4 — муфты; 3
Одноклетьевой прокатный стан: 1 — электродвигатель; 2, 4 — муфты; 3
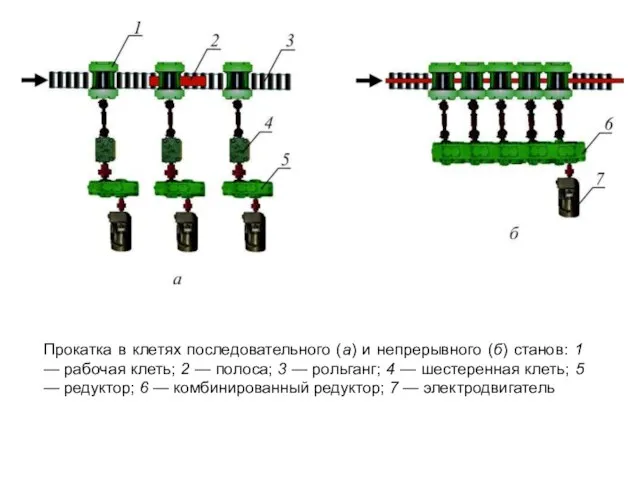
Прокатка в клетях последовательного (а) и непрерывного (б) станов: 1 —
Прокатка в клетях последовательного (а) и непрерывного (б) станов: 1 —
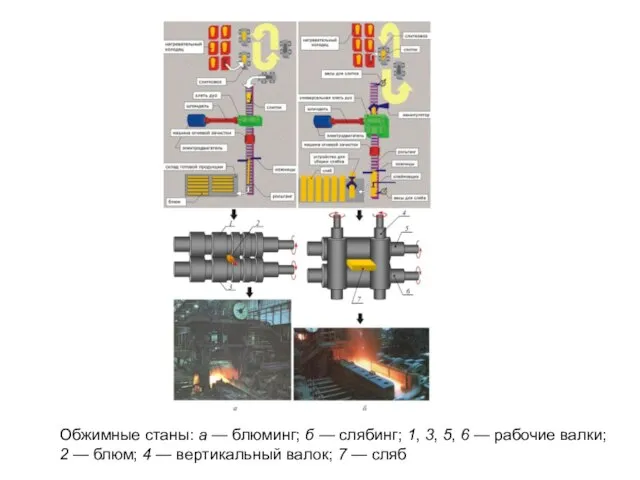
Обжимные станы: а — блюминг; б — слябинг; 1, 3, 5,
Обжимные станы: а — блюминг; б — слябинг; 1, 3, 5,
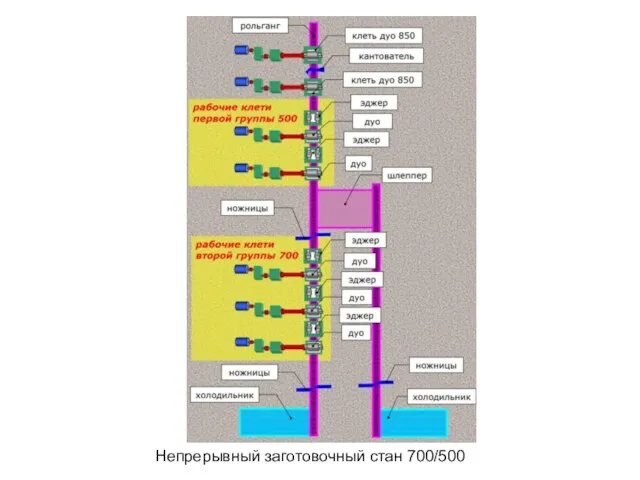
Непрерывный заготовочный стан 700/500
Непрерывный заготовочный стан 700/500
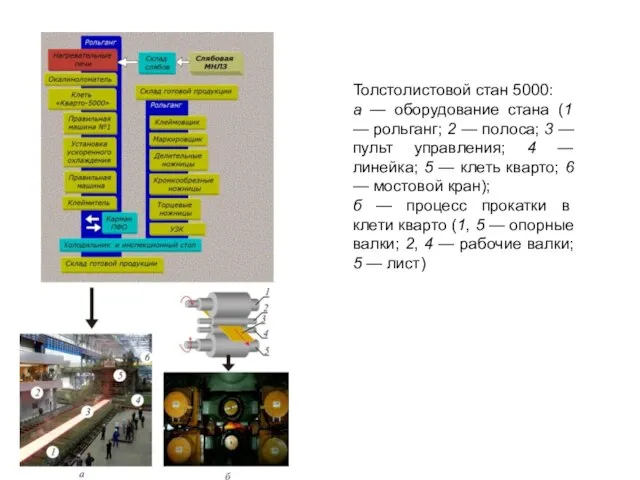
Толстолистовой стан 5000:
а — оборудование стана (1 — рольганг; 2
Толстолистовой стан 5000:
а — оборудование стана (1 — рольганг; 2
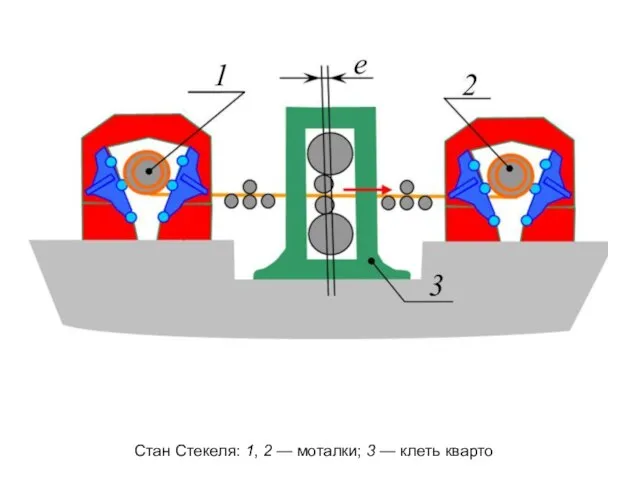
Стан Стекеля: 1, 2 — моталки; 3 — клеть кварто
Стан Стекеля: 1, 2 — моталки; 3 — клеть кварто
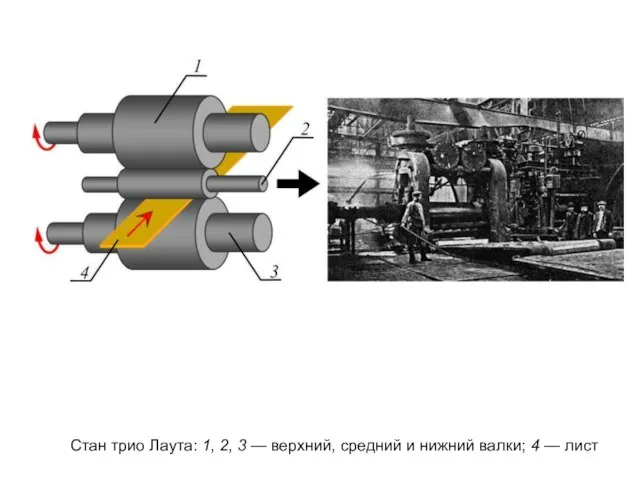
Стан трио Лаута: 1, 2, 3 — верхний, средний и нижний
Стан трио Лаута: 1, 2, 3 — верхний, средний и нижний
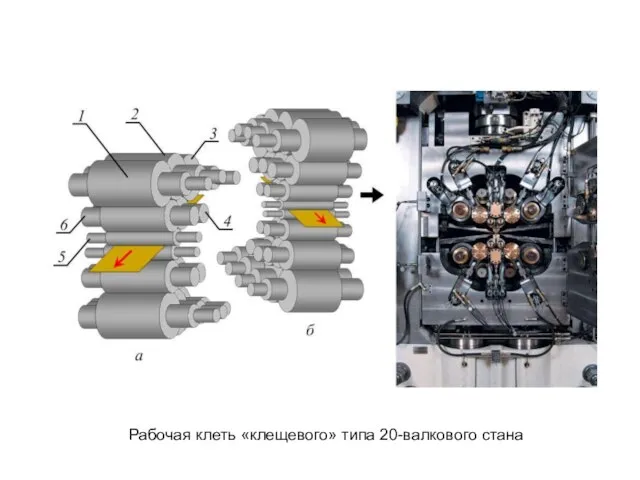
Рабочая клеть «клещевого» типа 20-валкового стана
Рабочая клеть «клещевого» типа 20-валкового стана
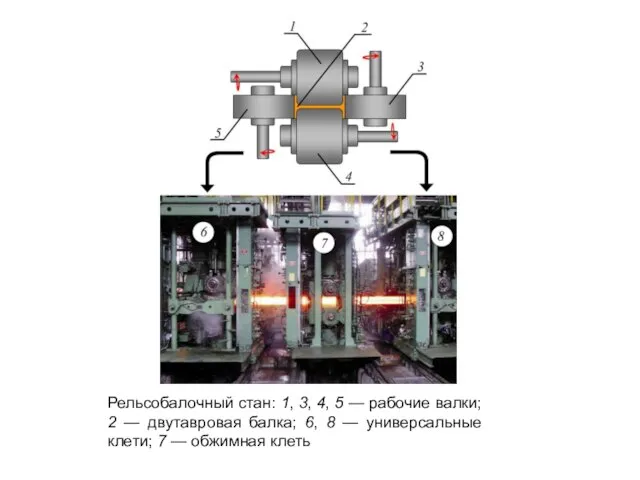
Рельсобалочный стан: 1, 3, 4, 5 — рабочие валки; 2 —
Рельсобалочный стан: 1, 3, 4, 5 — рабочие валки; 2 —
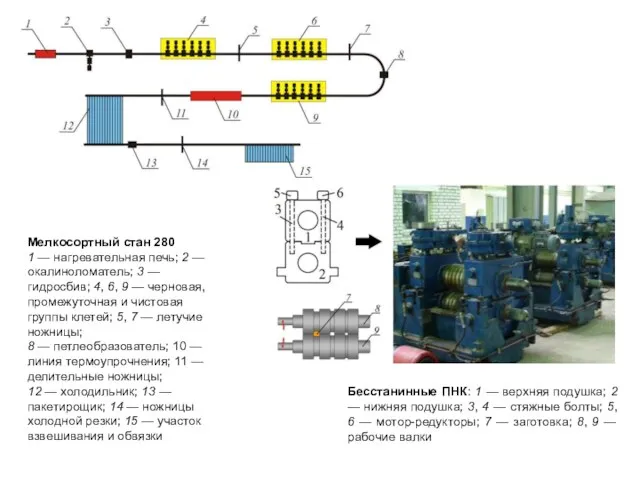
Мелкосортный стан 280
1 — нагревательная печь; 2 — окалиноломатель; 3 —
Мелкосортный стан 280 1 — нагревательная печь; 2 — окалиноломатель; 3 —

Станы трубоэлектросварочного агрегата ТЭСА 10–20 (ОАО АХК «ВНИИМЕТМАШ»): 1 — формовочный;
Станы трубоэлектросварочного агрегата ТЭСА 10–20 (ОАО АХК «ВНИИМЕТМАШ»): 1 — формовочный;
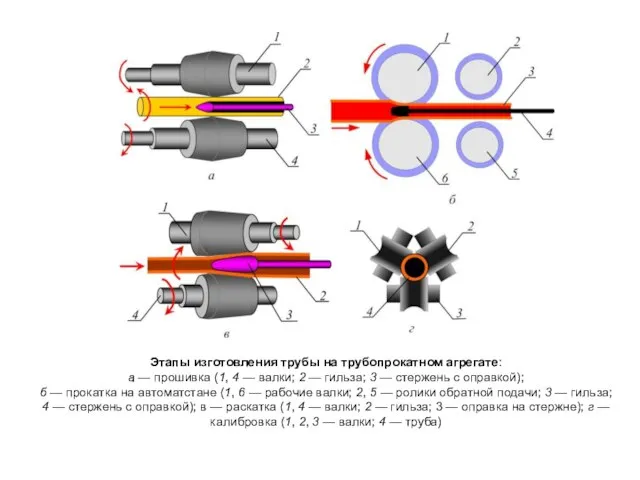
Этапы изготовления трубы на трубопрокатном агрегате:
а — прошивка (1, 4
Этапы изготовления трубы на трубопрокатном агрегате:
а — прошивка (1, 4
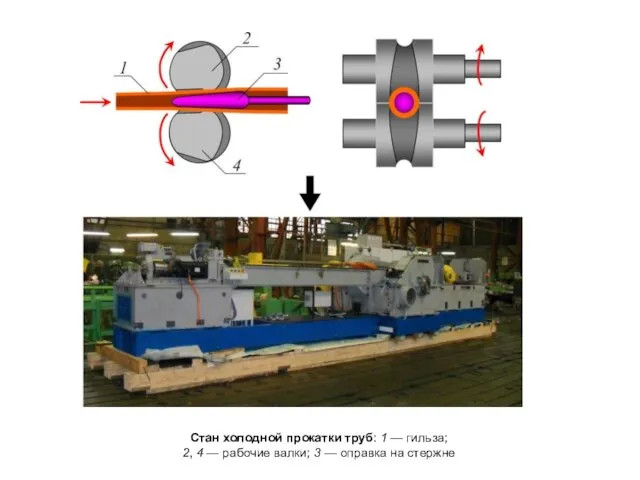
Стан холодной прокатки труб: 1 — гильза;
2, 4 — рабочие
Стан холодной прокатки труб: 1 — гильза;
2, 4 — рабочие
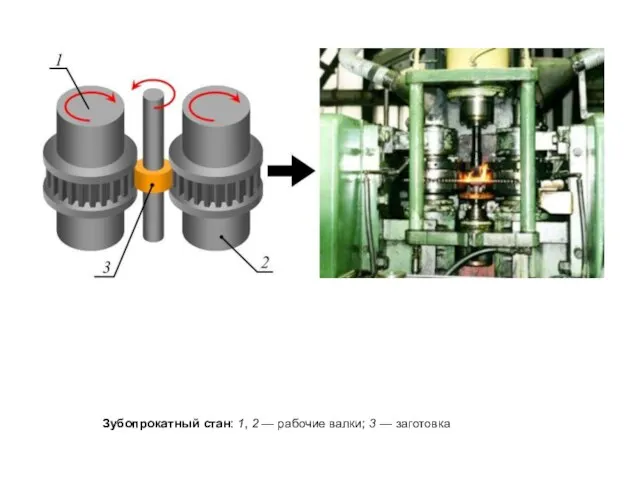
Зубопрокатный стан: 1, 2 — рабочие валки; 3 — заготовка
Зубопрокатный стан: 1, 2 — рабочие валки; 3 — заготовка
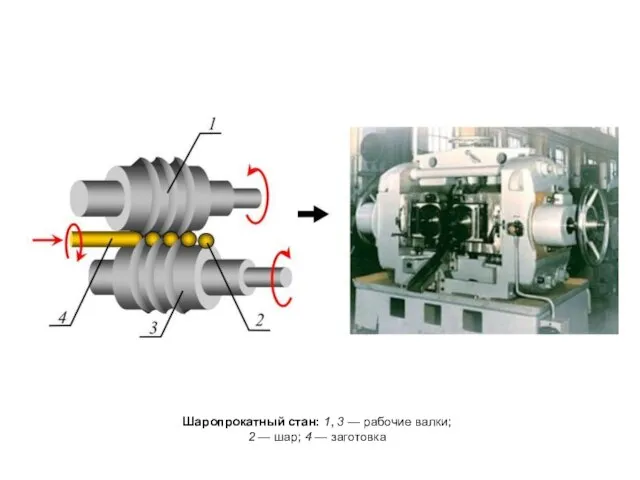
Шаропрокатный стан: 1, 3 — рабочие валки;
2 — шар; 4 —
Шаропрокатный стан: 1, 3 — рабочие валки;
2 — шар; 4 —
ЛЕКЦИЯ 2
ОСНОВНОЕ ОБОРУДОВАНИЕ ПРОКАТНЫХ СТАНОВ
ЛЕКЦИЯ 2
ОСНОВНОЕ ОБОРУДОВАНИЕ ПРОКАТНЫХ СТАНОВ
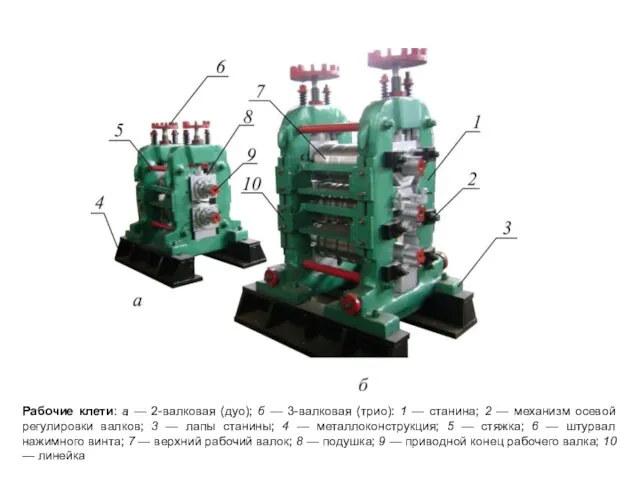
Рабочие клети: а — 2-валковая (дуо); б — 3-валковая (трио): 1
Рабочие клети: а — 2-валковая (дуо); б — 3-валковая (трио): 1
Совершенствование клетей прокатных станов :
1. снижение металлоемкости оборудования
2.
Совершенствование клетей прокатных станов :
1. снижение металлоемкости оборудования
2.
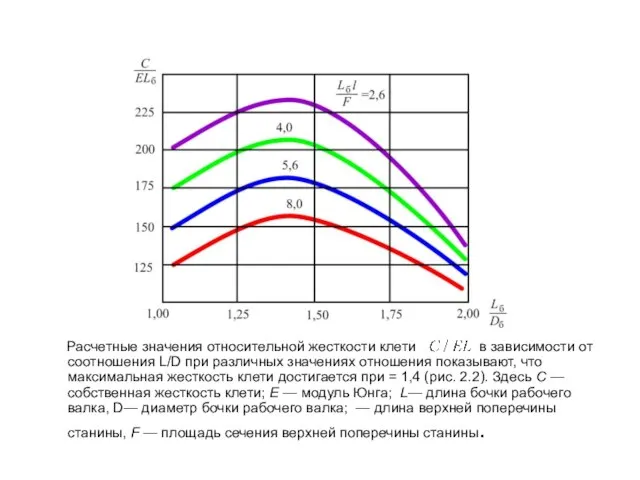
Расчетные значения относительной жесткости клети в зависимости от соотношения L/D
Расчетные значения относительной жесткости клети в зависимости от соотношения L/D

Бесстанинная предварительно напряженная клеть 380: 1 — узел стяжки; 2, 4
Бесстанинная предварительно напряженная клеть 380: 1 — узел стяжки; 2, 4
Привод прокатного стана, придающий вращательное движение рабочим валкам, называется главным. В
Привод прокатного стана, придающий вращательное движение рабочим валкам, называется главным. В
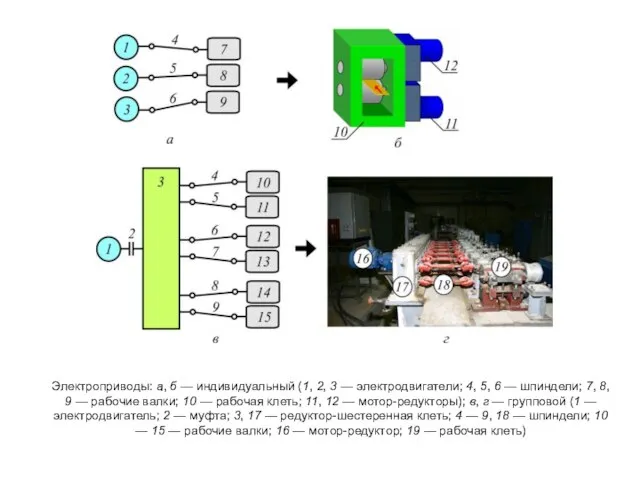
Электроприводы: а, б — индивидуальный (1, 2, 3 — электродвигатели; 4,
Электроприводы: а, б — индивидуальный (1, 2, 3 — электродвигатели; 4,
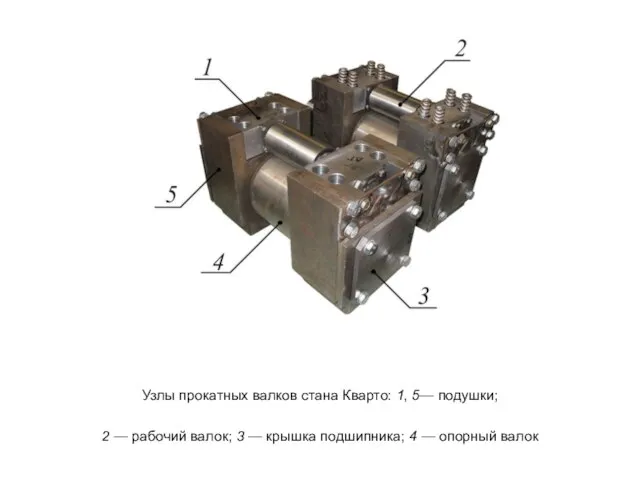
Узлы прокатных валков стана Кварто: 1, 5— подушки;
2 — рабочий
Узлы прокатных валков стана Кварто: 1, 5— подушки; 2 — рабочий
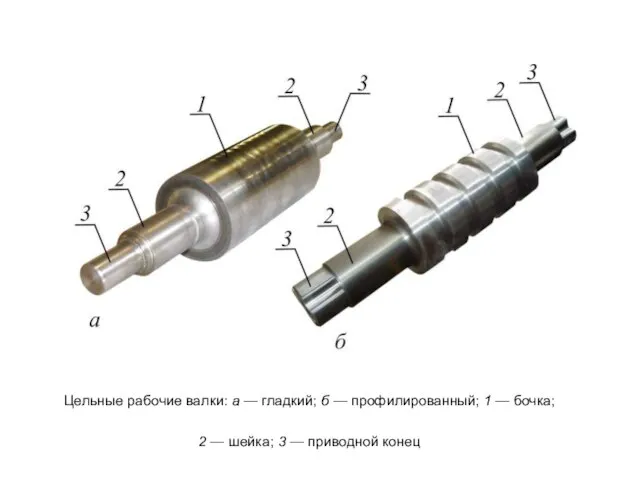
Цельные рабочие валки: а — гладкий; б — профилированный; 1 —
Цельные рабочие валки: а — гладкий; б — профилированный; 1 —
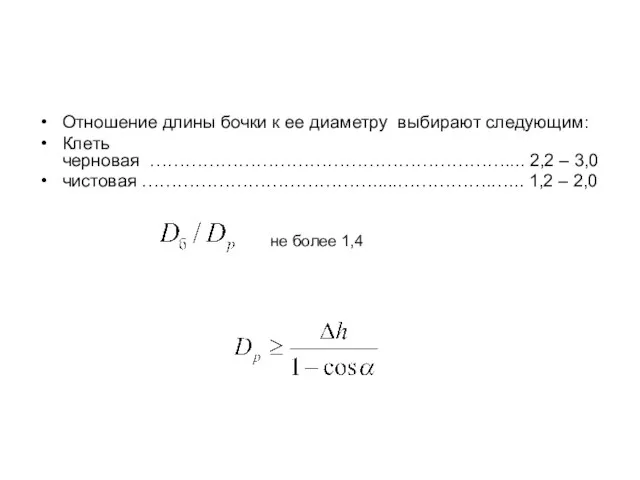
Отношение длины бочки к ее диаметру выбирают следующим:
Клеть черновая …………………………………………………….... 2,2
Отношение длины бочки к ее диаметру выбирают следующим:
Клеть черновая …………………………………………………….... 2,2
 Материалы для дистанционной поддержки учащихся по дополнительной программе
Материалы для дистанционной поддержки учащихся по дополнительной программе 20151018_i._turgenv_bezhin_lug
20151018_i._turgenv_bezhin_lug Осень
Осень Кожедуб Иван Никитович Герой Советского Союза
Кожедуб Иван Никитович Герой Советского Союза Go to
Go to 1-Lecture Introduction to Philosophy9 -
1-Lecture Introduction to Philosophy9 - Родари Дж. Чем пахнут ремёсла
Родари Дж. Чем пахнут ремёсла Классификация сталей и сплавов
Классификация сталей и сплавов Автоматизація системи охоронної сигналізації підприємства
Автоматизація системи охоронної сигналізації підприємства Слово – помощник журналиста
Слово – помощник журналиста Авторская дидактическая игра Семейный выходной
Авторская дидактическая игра Семейный выходной Путешествие в страну здоровье
Путешествие в страну здоровье 6_klass_28
6_klass_28 20140417_madonna_blokadnogo_goroda
20140417_madonna_blokadnogo_goroda Транспортная компания Восток1520
Транспортная компания Восток1520 С Днем рождения
С Днем рождения Особенности оформления витрины
Особенности оформления витрины Объёмно-планировочные решения в соответствии с их функциональным назначением
Объёмно-планировочные решения в соответствии с их функциональным назначением Расчет и проектирование систем пылеулавливания. (Лекция 5)
Расчет и проектирование систем пылеулавливания. (Лекция 5) Задание № 4 по Промдизайну
Задание № 4 по Промдизайну Схема: реакционная смесь, электрическая плитка, синтетическое масло
Схема: реакционная смесь, электрическая плитка, синтетическое масло Расчетные схемы сжатых элементов
Расчетные схемы сжатых элементов ТАНГРАМ
ТАНГРАМ 20141228_prizentatsiya
20141228_prizentatsiya Droga krzyżowa młodych
Droga krzyżowa młodych Основные аспекты государственного регулирования рынка интеллектуальной собственности. Средства индивидуализации
Основные аспекты государственного регулирования рынка интеллектуальной собственности. Средства индивидуализации Поэт Козлов С.Н
Поэт Козлов С.Н what_where_when
what_where_when